You might also like
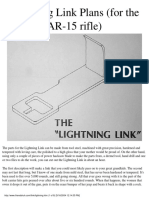
- Lightning Link Plans (For The AR-15 Rifle)Document8 pagesLightning Link Plans (For The AR-15 Rifle)anthonyNo ratings yet
- Ar 15 Auto Sear FaqDocument8 pagesAr 15 Auto Sear FaqRiley KotzNo ratings yet
- Selective Fire Kit For Lightning Link Using ARDocument3 pagesSelective Fire Kit For Lightning Link Using ARSpector_27564% (11)
- AR15 AutoDocument28 pagesAR15 AutoChris Fox100% (9)
- The Secret Moonshiners BookDocument16 pagesThe Secret Moonshiners Booktsanltr80% (5)
- AR15 Pin and Spring SizesDocument2 pagesAR15 Pin and Spring SizesMike Nichlos90% (10)
- 15 Minute AR15 Trigger JobDocument5 pages15 Minute AR15 Trigger Jobdougpfaff100% (4)
- Firearms Silencers Ingram Mac-10 11 SilencerDocument7 pagesFirearms Silencers Ingram Mac-10 11 SilencerPaulSprngr100% (4)
- Fabricating The AR-15 Rifle Lightning LinkDocument5 pagesFabricating The AR-15 Rifle Lightning Link(Administrator)93% (15)
- Bolt Together AR15 Lower ReceiverDocument0 pagesBolt Together AR15 Lower ReceiverLogicIndustriesLLCNo ratings yet
- The SWD Lightning LinkDocument2 pagesThe SWD Lightning LinkRay Bailey100% (2)
- Fire Control Pocket With A DRODocument7 pagesFire Control Pocket With A DROterrencebelles100% (1)
- 2008-11!23!233015 Receiver Template 7 SimplifiedDocument1 page2008-11!23!233015 Receiver Template 7 Simplifiedpalaciosro100% (1)
- AR 15 80 Tutorial Drill PressDocument11 pagesAR 15 80 Tutorial Drill PressBrian Bauman100% (2)
- Timing An M16Document1 pageTiming An M16Mike Nichlos88% (8)
- Doe Fundamentals Handbook Electrical Science Vol 1Document168 pagesDoe Fundamentals Handbook Electrical Science Vol 1MR XNo ratings yet
- Drozd Full Auto ConversionDocument3 pagesDrozd Full Auto Conversiongregb9461100% (1)
- Mp5 RolledDocument16 pagesMp5 Rolledanon_842544830100% (3)
- M 16 RedactedDocument9 pagesM 16 Redactednotarealaccount92% (12)
- AR15 Build GuideDocument37 pagesAR15 Build GuideJohnSimmons123100% (6)
- Ar15 PartsDocument10 pagesAr15 PartsGlockvader100% (10)
- M4-SD II CompensatorDocument2 pagesM4-SD II CompensatorGriffin Armament Suppressors100% (1)
- AR15 Barrel Nut IndexingDocument1 pageAR15 Barrel Nut IndexingMike Nichlos100% (2)
- Correct Trigger Slap and Doubling in AK RiflesDocument8 pagesCorrect Trigger Slap and Doubling in AK RiflesAdam Hemsley100% (2)
- Radi0Kit 180 English Ver2.0Document11 pagesRadi0Kit 180 English Ver2.0MR XNo ratings yet
- Build your own lower receiver in 30 minutesDocument27 pagesBuild your own lower receiver in 30 minutesDelta Exrae100% (10)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Mujahadeen AR-15Document13 pagesMujahadeen AR-15Chris Leahy100% (2)
- 级触发自动武器 PDFDocument15 pages级触发自动武器 PDFJin SongNo ratings yet
- AK Bolt Gap SetupDocument22 pagesAK Bolt Gap SetupAdam Hemsley100% (2)
- My 3D Printed CETME and HK G3 Bending JigDocument6 pagesMy 3D Printed CETME and HK G3 Bending Jigamacman100% (2)
- Sterling SMG Trigger Group Assembly DiagramDocument1 pageSterling SMG Trigger Group Assembly DiagramAaron100% (1)
- AK-47 Select Fire Full-Auto ConversionDocument16 pagesAK-47 Select Fire Full-Auto Conversioniannicelli99100% (1)
- Sausage Making Supplies for Traditional RecipesDocument138 pagesSausage Making Supplies for Traditional RecipesTrofin DoruNo ratings yet
- U.S. Department of Energy Solar Photovoltaic System GuideDocument20 pagesU.S. Department of Energy Solar Photovoltaic System Guidecatersolar100% (7)
- Cartridges of the AR-15: A Complete Reference Guide to AR -15 and AR-10 AmmoFrom EverandCartridges of the AR-15: A Complete Reference Guide to AR -15 and AR-10 AmmoNo ratings yet
- AR-15 Manual Mill Ops GuideDocument2 pagesAR-15 Manual Mill Ops Guidewiccanways50% (2)
- SKS Variants Full Auto ConversionDocument13 pagesSKS Variants Full Auto ConversionFranke Schein100% (1)
- Firearm Silencer and Flash Attenuator-Patent-5,136,923Document14 pagesFirearm Silencer and Flash Attenuator-Patent-5,136,923Flavio MarçalNo ratings yet
- 2010-01-02 213920 1022 WELDABLE v2Document4 pages2010-01-02 213920 1022 WELDABLE v2logostar5No ratings yet
- Build AR15 LowersDocument4 pagesBuild AR15 LowersBuildAR15Lowers50% (2)
- AR-15 Zeroing at 25 MetersDocument2 pagesAR-15 Zeroing at 25 Metersdeolexrex100% (6)
- Gunsmithing the AR-15, Vol. 4: Building the Performance ARFrom EverandGunsmithing the AR-15, Vol. 4: Building the Performance ARRating: 3 out of 5 stars3/5 (2)
- Colt AR-15 Rifle Lightning LinkDocument5 pagesColt AR-15 Rifle Lightning Linkelvergonzalez1100% (1)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- DEMO-ASME Filler Metals DatabaseDocument6 pagesDEMO-ASME Filler Metals DatabaseadammzjinNo ratings yet
- The Gun Digest Book of Rimfire Rifles Assembly/Disassembly: Step-by-Step Photos for 74 Models & 228 VariablesFrom EverandThe Gun Digest Book of Rimfire Rifles Assembly/Disassembly: Step-by-Step Photos for 74 Models & 228 VariablesNo ratings yet
- Gunsmithing the AR-15, Vol. 3: The Bench ManualFrom EverandGunsmithing the AR-15, Vol. 3: The Bench ManualRating: 2.5 out of 5 stars2.5/5 (4)
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- 2 - Manuel D'installation de La StructureDocument23 pages2 - Manuel D'installation de La Structurejaouad id boubkerNo ratings yet
- Asme Section Ix QuestionsDocument18 pagesAsme Section Ix QuestionsBalakumar80% (10)
- Datum Gear Inc Ar-15 Kevlar 80% Lower PresentationDocument20 pagesDatum Gear Inc Ar-15 Kevlar 80% Lower PresentationSam Cadle100% (2)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Hand Tools and Bench Work GuideDocument26 pagesHand Tools and Bench Work GuideRozy MacaseroNo ratings yet
- The Sprat Pixie FileDocument18 pagesThe Sprat Pixie FileMR XNo ratings yet
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Enco Milling and Drilling Machine Manual 91002Document24 pagesEnco Milling and Drilling Machine Manual 91002fgrefe100% (1)
- Silencer Plan 09Document3 pagesSilencer Plan 09steved_43100% (4)
- Cetme FlatDocument15 pagesCetme Flatjohnoneal0% (1)
- Rural Tanning Techniques No-68 1974Document265 pagesRural Tanning Techniques No-68 1974MR X100% (1)
- IPC Standards Tree Electronics AssemblyDocument1 pageIPC Standards Tree Electronics AssemblyVuong Tran LeNo ratings yet
- Pixman 2Document8 pagesPixman 2MR XNo ratings yet
- Complete EDM Handbook - 13 PDFDocument0 pagesComplete EDM Handbook - 13 PDFds_srinivasNo ratings yet
- The Signers of The Declaration of IndependenceDocument2 pagesThe Signers of The Declaration of IndependenceMaurice AtkinsonNo ratings yet
- Yaesu FT 2500m Technical Supplement PDFDocument76 pagesYaesu FT 2500m Technical Supplement PDFMR XNo ratings yet
- Low Tech Tin WhistleDocument33 pagesLow Tech Tin WhistleMR X100% (1)
- Cushcraft A148-10sDocument4 pagesCushcraft A148-10sMR XNo ratings yet
- Frequency Counter Digital Dia LDocument14 pagesFrequency Counter Digital Dia LCrispin Meneleo ValenzuelaNo ratings yet
- Soap MakingDocument3 pagesSoap MakingcagedraptorNo ratings yet
- Alt Manual RaDocument4 pagesAlt Manual RaMR XNo ratings yet
- Unleashing The LM386Document3 pagesUnleashing The LM386MR XNo ratings yet
- I0qm BalunDocument2 pagesI0qm BalunDundo SakićNo ratings yet
- Owner'S Manual: Model 2200Document2 pagesOwner'S Manual: Model 2200MR XNo ratings yet
- VM and BokaDocument1 pageVM and BokaMR XNo ratings yet
- Frame Smoke House PDFDocument1 pageFrame Smoke House PDFMR XNo ratings yet
- NullDocument61 pagesNullfernandowgdNo ratings yet
- Flower ChartDocument2 pagesFlower ChartMR XNo ratings yet
- Google Book Search project explainedDocument134 pagesGoogle Book Search project explainedjollymoonNo ratings yet
- Vegetable Planting Guide:, AssortedDocument1 pageVegetable Planting Guide:, AssortedMR XNo ratings yet
- Moonshine Miller Background CreditDocument3 pagesMoonshine Miller Background CreditMR XNo ratings yet
- Alternatives To Fossil-Fueled Engines and Generators - Clifford MossbergDocument9 pagesAlternatives To Fossil-Fueled Engines and Generators - Clifford MossbergleechsterNo ratings yet
- Firefox ArticleDocument59 pagesFirefox ArticleMR XNo ratings yet
- Winding A Coil CondenserDocument1 pageWinding A Coil CondenserMR XNo ratings yet
- Capacitor and Resistor ChartsDocument11 pagesCapacitor and Resistor ChartsMR XNo ratings yet
- VM and BokaDocument1 pageVM and BokaMR XNo ratings yet
- Cryogenic Hardening TreatmentDocument13 pagesCryogenic Hardening Treatmentkedar sharmaNo ratings yet
- Melonite - QPQDocument3 pagesMelonite - QPQJorge CardenasNo ratings yet
- Machine Shop Practice Reviewer 1Document15 pagesMachine Shop Practice Reviewer 1Ruth LauronNo ratings yet
- Iba Company Tools ListDocument5 pagesIba Company Tools ListjackacakNo ratings yet
- Microfinishing Machines and OperationsDocument70 pagesMicrofinishing Machines and OperationsLibin AbrahamNo ratings yet
- List of Processes Used in Marine Workshop of ShipsDocument4 pagesList of Processes Used in Marine Workshop of ShipsGiorgi KandelakiNo ratings yet
- Metric Thread - Extended Thread Size RangeDocument19 pagesMetric Thread - Extended Thread Size Rangemehmet ustunNo ratings yet
- Arnes 1Document2 pagesArnes 1Ivan PalominoNo ratings yet
- ABrasive FormulasDocument3 pagesABrasive FormulasjakimlmNo ratings yet
- ASTM A126 (China Suggested Chemical Composition)Document3 pagesASTM A126 (China Suggested Chemical Composition)EduardoNo ratings yet
- SONNAX 45rfeDocument2 pagesSONNAX 45rfefulltransmissionNo ratings yet
- Course NotesDocument79 pagesCourse NotesMukesh KumarNo ratings yet
- ReCoil KeysertsDocument11 pagesReCoil KeysertsThor InternationalNo ratings yet
- Aws A5.5 - 96 PDFDocument55 pagesAws A5.5 - 96 PDFRichard Nelson Antonio EspinozaNo ratings yet
- Hardware: Backflap Hinge CastersDocument3 pagesHardware: Backflap Hinge Casterspearl042008No ratings yet
- Is 1363 - 1 2002Document13 pagesIs 1363 - 1 2002Sourav HaitNo ratings yet
- Rolling defects remedies pdfDocument2 pagesRolling defects remedies pdfUmit OsmanNo ratings yet
- 金属车床说明书1835A (3) (1) (2) 1687946779071Document56 pages金属车床说明书1835A (3) (1) (2) 1687946779071philip coquelinNo ratings yet
- Indian Standard On Hex Bolts - IS 1363 Part 2Document12 pagesIndian Standard On Hex Bolts - IS 1363 Part 2Debasis_De_scribdNo ratings yet
- Boring Head DrawingsDocument7 pagesBoring Head DrawingsR WilkinsonNo ratings yet
- Manufacturing Process & Materials Technology PDFDocument2 pagesManufacturing Process & Materials Technology PDFraumil123759050% (2)
- WPS - 022Document17 pagesWPS - 022MAT-LIONNo ratings yet
- Roland JWX-30 Set UpDocument62 pagesRoland JWX-30 Set UpDragos Manzateanu0% (1)