You might also like
- Control fat crystallization for food texturesDocument2 pagesControl fat crystallization for food texturesyantime0% (1)
- Preguntas FrecuentesDocument3 pagesPreguntas FrecuentesyantimeNo ratings yet
- History of Pipe Schedules and StandardizationDocument2 pagesHistory of Pipe Schedules and StandardizationyantimeNo ratings yet
- Basic principles of vacuum technology overviewDocument54 pagesBasic principles of vacuum technology overviewFederico Leon100% (1)
- MultiComponent Distillation Equations & Problem StatementsDocument5 pagesMultiComponent Distillation Equations & Problem StatementsBurak AktasNo ratings yet
- 24 Retrofitting Heat Exchanger Networks Based On Simple Pinch AnalysisDocument5 pages24 Retrofitting Heat Exchanger Networks Based On Simple Pinch AnalysisyantimeNo ratings yet
- Fluid Viscosity EffectsDocument4 pagesFluid Viscosity Effectschris110No ratings yet
- UOP Opportunities For Renewables in Petroleum Refineries Tech PaperDocument6 pagesUOP Opportunities For Renewables in Petroleum Refineries Tech PaperyantimeNo ratings yet
- Diameter OptimeDocument12 pagesDiameter OptimeAntonio J PurielNo ratings yet
- A Design Adn Rating Method For Shell and Tube Heat ExchangerDocument8 pagesA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Principios Básicos para El Diseño de Instalaciones de Bombas CentrífugasDocument392 pagesPrincipios Básicos para El Diseño de Instalaciones de Bombas CentrífugasChristian Vargas94% (16)
- Chemcad 6 User GuideDocument202 pagesChemcad 6 User Guideerhan ünal100% (1)
- Heat Exchanger Retrofit by Eliminating Cross Pinch Heat ExchangersDocument8 pagesHeat Exchanger Retrofit by Eliminating Cross Pinch Heat ExchangersBeastigolNo ratings yet
- JuliaDocument283 pagesJuliayantimeNo ratings yet
- Grammatical summary of the English and Spanish languagesDocument49 pagesGrammatical summary of the English and Spanish languagesFabián Araneda Baltierra100% (1)
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- OR52 Roza Vacuum Tower Wash Section DesignDocument6 pagesOR52 Roza Vacuum Tower Wash Section DesignyantimeNo ratings yet
- Diseño de Plantas Quimicas ChemcadDocument51 pagesDiseño de Plantas Quimicas ChemcadyantimeNo ratings yet
- Design of Crude Distillation Plants With Vacuum Units-Targeting I (Ji-Bagajewicz) - 02Document6 pagesDesign of Crude Distillation Plants With Vacuum Units-Targeting I (Ji-Bagajewicz) - 02scribpenumakaNo ratings yet
- 2000 World Butadiene AnalysisDocument3 pages2000 World Butadiene AnalysisyantimeNo ratings yet
- Seminario de 3 Dias ChemcadDocument1 pageSeminario de 3 Dias ChemcadyantimeNo ratings yet
- Reactions and Separations Simulations: 3 Key IssuesDocument7 pagesReactions and Separations Simulations: 3 Key Issuesken910076100% (1)
- Reactions and Separations Simulations: 3 Key IssuesDocument7 pagesReactions and Separations Simulations: 3 Key Issuesken910076100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Design Guide Handbook For EN 1996 Design of Masonry StructuresDocument46 pagesDesign Guide Handbook For EN 1996 Design of Masonry Structuresbusyspider100% (1)
- Design Steel Compression MembersDocument42 pagesDesign Steel Compression MembersFayyazAhmadNo ratings yet
- A Low Order System Frequency Response ModelDocument10 pagesA Low Order System Frequency Response ModelNadil AminNo ratings yet
- Mapua Institute of Technology: Field Work 1 Pacing On Level GroundDocument7 pagesMapua Institute of Technology: Field Work 1 Pacing On Level GroundIan Ag-aDoctorNo ratings yet
- Marking Scheme Physics Trial SPM SBP 2016 Paper 3Document6 pagesMarking Scheme Physics Trial SPM SBP 2016 Paper 3Anonymous UypCttWNo ratings yet
- CGN 3421 - Numerical Methods Lecture 3Document15 pagesCGN 3421 - Numerical Methods Lecture 3sori1386No ratings yet
- A Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternDocument1 pageA Fractal Dimension Is A Ratio Providing A Statistical Index of Complexity Comparing How Detail in A PatternBaribari BalNo ratings yet
- Math 115 HW #9 Solutions PDFDocument7 pagesMath 115 HW #9 Solutions PDFHyan Gontijo0% (1)
- Isaacs. Differential GamesDocument13 pagesIsaacs. Differential GamescrovaxIIINo ratings yet
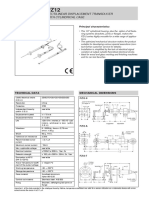
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- Design Project: SEV200 - Geotechnical Investigation and Design Last Update: 09/05/2020Document12 pagesDesign Project: SEV200 - Geotechnical Investigation and Design Last Update: 09/05/2020abdulqadirghoriNo ratings yet
- CHE572 Chapter 2 Particle Size Characterization PDFDocument18 pagesCHE572 Chapter 2 Particle Size Characterization PDFMuhd FahmiNo ratings yet
- 16.100 Take-Home Exam SolutionsDocument3 pages16.100 Take-Home Exam SolutionslarasmoyoNo ratings yet
- Control System (136-248) PDFDocument113 pagesControl System (136-248) PDFmuruganNo ratings yet
- Lecture2 Semiconductor StatisticsDocument13 pagesLecture2 Semiconductor StatisticsRakib KhanNo ratings yet
- 12.1 and 12.2 Quiz 1Document1 page12.1 and 12.2 Quiz 1DoraemonNo ratings yet
- 1konsep Dasar TermodinamikaDocument39 pages1konsep Dasar TermodinamikamisrakandiNo ratings yet
- Geogrids in Walls and SlopesDocument6 pagesGeogrids in Walls and SlopesYong Cheng Hung100% (1)
- Mody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyDocument3 pagesMody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyAtul GaurNo ratings yet
- A2 Chapter 14 OscillationDocument61 pagesA2 Chapter 14 OscillationkwaikunNo ratings yet
- 1 4 Bookmark A Crash Course in Forces MotionDocument2 pages1 4 Bookmark A Crash Course in Forces Motionapi-115513756No ratings yet
- Renewableand Sustainable Energy ReviewsDocument9 pagesRenewableand Sustainable Energy Reviewssundeep sNo ratings yet
- E-DWT-H Electronic Deadweight TesterDocument2 pagesE-DWT-H Electronic Deadweight TesterMorosanu Andreea-DianaNo ratings yet
- Modeling of Synchronous Generators in Power System Studies: October 2016Document12 pagesModeling of Synchronous Generators in Power System Studies: October 2016aswardiNo ratings yet
- Phet ReflectionDocument3 pagesPhet Reflectionapi-260335088No ratings yet
- Three-Dimensional Effects For Supported Excavations in ClayDocument7 pagesThree-Dimensional Effects For Supported Excavations in ClayrkNo ratings yet
- Soil Testing Procedures For Calcareous SoilsDocument5 pagesSoil Testing Procedures For Calcareous SoilsDoThanhTungNo ratings yet
- Levee Drain Analysis in SlideDocument12 pagesLevee Drain Analysis in SlideAdriRGNo ratings yet
- Assignment MetrologyDocument8 pagesAssignment MetrologyPratama sudibyo0% (1)