You might also like
- Analise de VibracoesDocument48 pagesAnalise de VibracoesJAOF100% (3)
- Mecânica - Alinhamento de Máquinas Rotativas (SENAI/CST)Document19 pagesMecânica - Alinhamento de Máquinas Rotativas (SENAI/CST)Roberto Carlos Teixeira100% (11)
- Alinhamento de Máquinas SENAI PBDocument37 pagesAlinhamento de Máquinas SENAI PBAlexandre OliveiraNo ratings yet
- A Importância Do Alinhamento Entre EixosDocument7 pagesA Importância Do Alinhamento Entre Eixosstratovarius83% (6)
- Alinhamento de Máquinas RotativasDocument35 pagesAlinhamento de Máquinas RotativasTodesritter100% (7)
- Aula 06 - Circuitos Pneumáticos e HidraulicosDocument9 pagesAula 06 - Circuitos Pneumáticos e HidraulicosDouglas Gomes93% (14)
- Alinhamento mecânico de equipamentosDocument40 pagesAlinhamento mecânico de equipamentosWanderley Terci EstevesNo ratings yet
- Apostila Alinhamento de EixosDocument54 pagesApostila Alinhamento de Eixosmauro_castro60% (5)
- Transmissão de movimento e potência por correias e poliasDocument27 pagesTransmissão de movimento e potência por correias e poliasRuanwesley67% (3)
- AcoplamentoDocument8 pagesAcoplamentoDouglas Gomes100% (11)
- Parker - Tecnologia Hidráulica IndustrialDocument158 pagesParker - Tecnologia Hidráulica IndustrialCristiano100% (54)
- Análise falha rolamento ventiladorDocument19 pagesAnálise falha rolamento ventiladorGabriel Gava RibeiroNo ratings yet
- Mancais de rolamento: tipos, aplicações e falhas mais comunsDocument46 pagesMancais de rolamento: tipos, aplicações e falhas mais comunsCarlos GuarinoNo ratings yet
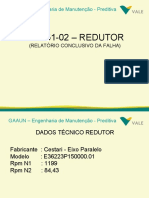
- Relatório conclusivo de falha em redutor com vibração excessivaDocument20 pagesRelatório conclusivo de falha em redutor com vibração excessivaFelipe PimentaNo ratings yet
- Análise de vibração de ventilador de torre de resfriamentoDocument8 pagesAnálise de vibração de ventilador de torre de resfriamentoGabriel Gava RibeiroNo ratings yet
- Alinhamento de máquinas - Benefícios e tipos de desalinhamentoDocument11 pagesAlinhamento de máquinas - Benefícios e tipos de desalinhamentoCarlos MartinsNo ratings yet
- Estudo de Forma de Deflexao Operacional em Equipamentos RotativosDocument33 pagesEstudo de Forma de Deflexao Operacional em Equipamentos RotativosGustavo MarcianoNo ratings yet
- Relatório Ventilador J3P03Document10 pagesRelatório Ventilador J3P03Luis FaeddaNo ratings yet
- Idoc - Pub - Aula 14 Balanceamento de RotorespptDocument34 pagesIdoc - Pub - Aula 14 Balanceamento de RotorespptBruno Carlos Alves PinheiroNo ratings yet
- Proteção de motores elétricos com relés térmicosDocument28 pagesProteção de motores elétricos com relés térmicosadsEngenhariaconsultoriaNo ratings yet
- CLIC 02 esquema elétricoDocument41 pagesCLIC 02 esquema elétricoMarcelo AraujoNo ratings yet
- Teste de motor elétrico de induçãoDocument1 pageTeste de motor elétrico de induçãogesiel1010% (1)
- StralisEuro Tecnico VersaoGrande FinalDocument8 pagesStralisEuro Tecnico VersaoGrande FinalHeidi Almeida Garcia100% (1)
- Dispositivo pega chapas análise estruturalDocument8 pagesDispositivo pega chapas análise estruturalAndré SilvaNo ratings yet
- Parâmetros BLUE DRIVE - BD800Document1 pageParâmetros BLUE DRIVE - BD800RonaldNo ratings yet
- Planilha - de - Cálculo - CONTRACHEQUE 20Document3 pagesPlanilha - de - Cálculo - CONTRACHEQUE 20wendellNo ratings yet
- Análise de defeitos em pistas internas de rolamentosDocument24 pagesAnálise de defeitos em pistas internas de rolamentosFelipe PimentaNo ratings yet
- Placa PCC Conversor Bipolar DC-DC-1Document3 pagesPlaca PCC Conversor Bipolar DC-DC-1Ernany SantosNo ratings yet
- Calc. LAJEDocument1 pageCalc. LAJEProjetos DiversosNo ratings yet
- Tabela de Torque MercedesDocument16 pagesTabela de Torque MercedesJuarez Geronimo Da SilvaNo ratings yet
- Relatório Técnico Carrefour - Manutenção Subestação Uberlândia PDFDocument10 pagesRelatório Técnico Carrefour - Manutenção Subestação Uberlândia PDFABERLANDES GUIMARAESNo ratings yet
- Preditiva: - Acompanhamento Preditivo Da Bomba BA-145-01 Com Medições Off-Line e RemotasDocument11 pagesPreditiva: - Acompanhamento Preditivo Da Bomba BA-145-01 Com Medições Off-Line e RemotasFelipe PimentaNo ratings yet
- URP6000 - URP6001 - v3.25 - r01 - Capítulo 10 - Proteções DirecionaisDocument12 pagesURP6000 - URP6001 - v3.25 - r01 - Capítulo 10 - Proteções DirecionaisSaulo CastroNo ratings yet
- Proteções direcionais URP6000 - URP6001Document12 pagesProteções direcionais URP6000 - URP6001SauloNo ratings yet
- Alinhamento Soprador Da SinterDocument1 pageAlinhamento Soprador Da Sinteralex sandro oliveiraNo ratings yet
- Planilha - Estacas - Estudo Eng Gilberto YoutubeDocument6 pagesPlanilha - Estacas - Estudo Eng Gilberto YoutubeThales WeberNo ratings yet
- Bomba de PalhetasDocument16 pagesBomba de PalhetasHelder silvaNo ratings yet
- Servo Acionamento BásicoDocument28 pagesServo Acionamento BásicoEric LimaNo ratings yet
- DBSSPARDocument4 pagesDBSSPARBelen FrancoNo ratings yet
- Gerador CC auto-excitado: características e escorvamentoDocument2 pagesGerador CC auto-excitado: características e escorvamentorobsonlc97No ratings yet
- Proteção de Subestação Industrial 15kVDocument13 pagesProteção de Subestação Industrial 15kVDallas FerreiraNo ratings yet
- Sistema de renovação de ar por exaustão mecânicaDocument1 pageSistema de renovação de ar por exaustão mecânicaRMAengenharia100% (2)
- Acionamentos CCDocument11 pagesAcionamentos CCJair ArmandoNo ratings yet
- RNP W RWY 20L (AR) CHART FOR SANTOS DUMONT AIRPORTDocument1 pageRNP W RWY 20L (AR) CHART FOR SANTOS DUMONT AIRPORTCMTD RafaelNo ratings yet
- Translação Do PórticoDocument39 pagesTranslação Do Pórticorobson leoniNo ratings yet
- Medidores de precisão BM para tensão e correnteDocument1 pageMedidores de precisão BM para tensão e correnteWilliam PazzottiNo ratings yet
- Proteção de motores elétricos com relés de sobrecarga térmicosDocument28 pagesProteção de motores elétricos com relés de sobrecarga térmicosFábio MoraesNo ratings yet
- Microsoft PowerPoint - PEA-3404 - MÃ QUINAS ELÃ TRICAS E ACIONAMENTOSDocument21 pagesMicrosoft PowerPoint - PEA-3404 - MÃ QUINAS ELÃ TRICAS E ACIONAMENTOSAgeuCrispimNo ratings yet
- Apostila Laboratório Eletrônica IIDocument39 pagesApostila Laboratório Eletrônica IIBernardo ReisNo ratings yet
- Lista de Cargas ElétricasDocument4 pagesLista de Cargas ElétricasRoger LeãoNo ratings yet
- Especificações ComtrafoDocument3 pagesEspecificações Comtrafolawternay stevaneli de britoNo ratings yet
- SBRJ - Iac RNP y Rwy 20l Ar - Iac - 20221201Document1 pageSBRJ - Iac RNP y Rwy 20l Ar - Iac - 20221201william garciaNo ratings yet
- Medidores de precisão para corrente e tensãoDocument1 pageMedidores de precisão para corrente e tensãoWilliam PazzottiNo ratings yet
- Guias lineares: características e cálculosDocument24 pagesGuias lineares: características e cálculosReijean Alexfer Dos Santos SantosNo ratings yet
- Setup CLPDocument3 pagesSetup CLPluciomauroNo ratings yet
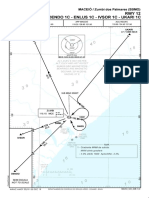
- Carta de saída padrão SID Maceió RWY 12Document2 pagesCarta de saída padrão SID Maceió RWY 12Andre SantosNo ratings yet
- Afinações Caixa AL4Document37 pagesAfinações Caixa AL4Abel OviedoNo ratings yet
- URP600X - v9.45 - r01 - Capítulo 10 - Proteções DirecionaisDocument11 pagesURP600X - v9.45 - r01 - Capítulo 10 - Proteções DirecionaisMaicon ZagonelNo ratings yet
- Dimensionamento de Polias e Correias - Elementos de MaquinasDocument66 pagesDimensionamento de Polias e Correias - Elementos de Maquinasbruno.virginiodasilva2No ratings yet
- Saa 001 2386 Peau Dci STC0716 001 R0Document3 pagesSaa 001 2386 Peau Dci STC0716 001 R0Victor Luiz MerlinNo ratings yet
- Fundação Volkswagen - Guia de Mediação de Leitura Acessível e InclusivaDocument130 pagesFundação Volkswagen - Guia de Mediação de Leitura Acessível e InclusivaAndré Luiz Silva SchuindtNo ratings yet
- Comunicação pública do clima e riscos de desastresDocument49 pagesComunicação pública do clima e riscos de desastresCora Catalina QuinterosNo ratings yet
- Carta de Liberação Do PerdãoDocument4 pagesCarta de Liberação Do Perdãogomees.allyneeNo ratings yet
- O Classicismo na LiteraturaDocument3 pagesO Classicismo na LiteraturaThaynara BatistaNo ratings yet
- AVALIAÇÃO 3° Bimestre FISICADocument2 pagesAVALIAÇÃO 3° Bimestre FISICAEEEP Dona Creusa do Carmo RochaNo ratings yet
- RELATÓRIO 3 - Ótica GeométricaDocument28 pagesRELATÓRIO 3 - Ótica GeométricaAna Célia Mantovani Pagliuso100% (1)
- Frases de RebeldesDocument48 pagesFrases de RebeldesTatiana OliveiraNo ratings yet
- O Uso de Phrasal Verbs Na Comunicação Informal Por E-Mail: Uma Análise Sob A Perspectiva Da Linguística de CorpusDocument110 pagesO Uso de Phrasal Verbs Na Comunicação Informal Por E-Mail: Uma Análise Sob A Perspectiva Da Linguística de CorpusLucilene LeiteNo ratings yet
- Metà-hodós: da Fenomenologia à PsicologiaDocument11 pagesMetà-hodós: da Fenomenologia à PsicologiaPatricia MoreiraNo ratings yet
- As Áreas Da Vida Regidas Pelas 12 Casas AstrológicasDocument6 pagesAs Áreas Da Vida Regidas Pelas 12 Casas AstrológicasPaulo Henrique100% (1)
- Proposta para o Simulado Enem 2013Document5 pagesProposta para o Simulado Enem 2013Vagner Gonçalves Viana100% (1)
- Gênesis 1-11 contra os mitosDocument117 pagesGênesis 1-11 contra os mitosRicardoNo ratings yet
- Voduns e o sistema da adivinhação DahomeanoDocument39 pagesVoduns e o sistema da adivinhação DahomeanoLeandro Nogueira100% (4)
- Funções mentais superiores e desenvolvimento cognitivoDocument21 pagesFunções mentais superiores e desenvolvimento cognitivoAndre Zanon100% (1)
- AULA 07 Parte II LET 102 2020Document42 pagesAULA 07 Parte II LET 102 2020José RuggieroNo ratings yet
- O lar cristão: um testemunho de féDocument8 pagesO lar cristão: um testemunho de féjoseNo ratings yet
- Sermões - Dois Pecadores Na Igreja - o Cego de JericóDocument5 pagesSermões - Dois Pecadores Na Igreja - o Cego de JericóFranciscoSimasNo ratings yet
- A Batalha Pela Sua MenteDocument32 pagesA Batalha Pela Sua MenteAlexandre SilvaNo ratings yet
- Modelo Acao Produto Nao EntregueDocument7 pagesModelo Acao Produto Nao EntregueCarlos Alberto Dutra Fraga FilhoNo ratings yet
- Apostila de Elaboração de Projetos AgroindustriaisDocument26 pagesApostila de Elaboração de Projetos AgroindustriaisRosimar Bauer Gama Fernandes100% (1)
- Pronomes em Latim: Gêneros, Casos e FunçõesDocument2 pagesPronomes em Latim: Gêneros, Casos e FunçõesJosimar OliveiraNo ratings yet
- A Poética Da Luz Natural Na Obra de Oscar Niemeyer PDFDocument12 pagesA Poética Da Luz Natural Na Obra de Oscar Niemeyer PDFPaulo André Dantas SilvaNo ratings yet
- GERE - NRA Do Rosário-Juliana Beatriz de SouzaDocument21 pagesGERE - NRA Do Rosário-Juliana Beatriz de SouzaMilaNo ratings yet
- Stuart MillDocument2 pagesStuart MillCatarina SilvaNo ratings yet
- A Cerveja DesperadosDocument10 pagesA Cerveja DesperadosAndré MinuzziNo ratings yet
- Epistemologia Africana e Crise EcológicaDocument14 pagesEpistemologia Africana e Crise EcológicaCarlos MeloNo ratings yet
- A identidade do historiador na crise da historiografia brasileiraDocument24 pagesA identidade do historiador na crise da historiografia brasileiraMárcia TetéNo ratings yet
- Type Cafajeste - Manual Do Sedutor (Social Game)Document7 pagesType Cafajeste - Manual Do Sedutor (Social Game)Thiago TrindadeNo ratings yet
- Transição: "Map" de Qiu Zhijie Na 31 BienalDocument2 pagesTransição: "Map" de Qiu Zhijie Na 31 BienalCamila MarchioriNo ratings yet
- Prova - Prefeitura de Uberlândia - Superior - 416 A 430Document286 pagesProva - Prefeitura de Uberlândia - Superior - 416 A 430Roberta Resende Maciel da SilvaNo ratings yet