You might also like
- I S 3658 - 1999Document12 pagesI S 3658 - 1999Subhendu KhantuaNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- WPS for FCAW Welding of SteelDocument2 pagesWPS for FCAW Welding of SteelHamid MansouriNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless PipeashokkahirwarNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDocument2 pagesTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UNo ratings yet
- Weld Consumables SelectionDocument3 pagesWeld Consumables SelectionArputharaj Maria LouisNo ratings yet
- Astm A106 Ts EnglDocument4 pagesAstm A106 Ts EnglxaviereduardoNo ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- ASTM A453 Grade 660 Stud - Bolt.nut - WasherDocument1 pageASTM A453 Grade 660 Stud - Bolt.nut - WasherTdk DallasNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Carbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface SheetDocument7 pagesCarbon Steel Forgings, Class 2: Corporate Purchase Specification AA 193 31 Rev. No. 11 Preface Sheetraghav248No ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- Weld ShrinkageDocument16 pagesWeld ShrinkageWeff JingNo ratings yet
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- Selection For Welding Consumables: A 479 Gr.316LDocument2 pagesSelection For Welding Consumables: A 479 Gr.316LanandmlNo ratings yet
- Asme 1325-18 (2007)Document1 pageAsme 1325-18 (2007)Matthew TaylorNo ratings yet
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Document6 pagesPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanNo ratings yet
- PWHT ReportsDocument1 pagePWHT ReportsKarthikNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- Ultrasonic Testing of Ferritic Steel Welds Under 40 CharactersDocument1 pageUltrasonic Testing of Ferritic Steel Welds Under 40 Characterssdmkl85No ratings yet
- Test Certificate AnalysisDocument1 pageTest Certificate AnalysisSagar KumarNo ratings yet
- Circularity Inspection Report: Shell Course (LW) CW CWDocument14 pagesCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyNo ratings yet
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Document4 pagesTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Carbon Steel Specifications and ApplicationsDocument2 pagesCarbon Steel Specifications and ApplicationsRajendraNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Base Matrial chemical Analysis, Electrode and Filler Wire for Various Welding ProcessDocument1 pageBase Matrial chemical Analysis, Electrode and Filler Wire for Various Welding ProcessMel gibsonNo ratings yet
- TES 101-158 - 7 - Hi PDFDocument8 pagesTES 101-158 - 7 - Hi PDFRossoNo ratings yet
- 1662 15Document117 pages1662 15RajamanikkamNo ratings yet
- Steels For Structural and General Engineering ApplicationsDocument1 pageSteels For Structural and General Engineering Applicationsasa_aha789No ratings yet
- WFP 2-01 ASME B31 Piping Welding ProcedureDocument8 pagesWFP 2-01 ASME B31 Piping Welding Procedureleodavid87No ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- Z TMT Bill DetailsDocument340 pagesZ TMT Bill DetailssantrssbNo ratings yet
- Cutting Plan FormatDocument1 pageCutting Plan FormatPrinceRaghavNo ratings yet
- Inspection CertificateDocument1 pageInspection CertificateAtanasio PerezNo ratings yet
- Thermal Power Project Weld Inspection ReportDocument1 pageThermal Power Project Weld Inspection ReportAshwani DograNo ratings yet
- Stumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportDocument1 pageStumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportRajkumar KantiwalNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFAjay Kumar Reddy KNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Inspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5Document1 pageInspection Certificate According To EN 10204, Type 3.1.: EN ISO 17632-A: T464MM1H5abdulNo ratings yet
- Qap Hot Induction BendsDocument6 pagesQap Hot Induction BendsVidyut UjalaNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- QAP CondenserDocument3 pagesQAP CondenserisaacNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationRavi JainNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Document9 pagesJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- LANL Engineering Standards Manual PWHT ProcedureDocument6 pagesLANL Engineering Standards Manual PWHT ProcedurevictorbirlanNo ratings yet
- PWHT of P91Document7 pagesPWHT of P91Howo4Die100% (4)
- MSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsDocument2 pagesMSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsGohilakrishnan ThiagarajanNo ratings yet
- 3 80 999 97657-WCA8assyDocument1 page3 80 999 97657-WCA8assyGohilakrishnan ThiagarajanNo ratings yet
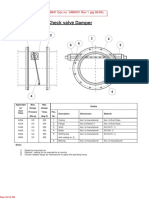
- 2 Check Type Damper Drawing 1555074039Document1 page2 Check Type Damper Drawing 1555074039Gohilakrishnan ThiagarajanNo ratings yet
- Is.3327.1982-Pasddy Trasher ManualDocument16 pagesIs.3327.1982-Pasddy Trasher ManualGohilakrishnan ThiagarajanNo ratings yet
- Is.3372.1965 BundformerDocument15 pagesIs.3372.1965 BundformerGohilakrishnan ThiagarajanNo ratings yet
- DN15FB 150 Body Investmentcasting PDFDocument1 pageDN15FB 150 Body Investmentcasting PDFGohilakrishnan ThiagarajanNo ratings yet
- Product and Engineer's Presentation ScheduleDocument18 pagesProduct and Engineer's Presentation ScheduleMuhammad RidwanNo ratings yet
- Tenders Invited for Sale of Waste MaterialsDocument2 pagesTenders Invited for Sale of Waste MaterialsGohilakrishnan ThiagarajanNo ratings yet
- Wps FormatDocument12 pagesWps FormatGohilakrishnan ThiagarajanNo ratings yet
- Valve Stds AllDocument11 pagesValve Stds AllGohilakrishnan ThiagarajanNo ratings yet
- Is.1976.1976 Paddy Wheader ManualDocument13 pagesIs.1976.1976 Paddy Wheader ManualGohilakrishnan ThiagarajanNo ratings yet
- Series D Raw CastingDocument6 pagesSeries D Raw CastingGohilakrishnan ThiagarajanNo ratings yet
- Tender Enquiry 1819 060 1533296203Document19 pagesTender Enquiry 1819 060 1533296203Gohilakrishnan ThiagarajanNo ratings yet
- Check Your EligibilityDocument1 pageCheck Your EligibilityGohilakrishnan ThiagarajanNo ratings yet
- Welding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateDocument1 pageWelding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateGohilakrishnan ThiagarajanNo ratings yet
- 2.7.3.1 Seal Type BU Download PDDocument1 page2.7.3.1 Seal Type BU Download PDGohilakrishnan ThiagarajanNo ratings yet
- BP Check Valve GaDocument1 pageBP Check Valve GaGohilakrishnan ThiagarajanNo ratings yet
- Butterfly ValveDocument20 pagesButterfly Valvenazar750No ratings yet
- Wedge Slitting MCDocument16 pagesWedge Slitting MCGohilakrishnan ThiagarajanNo ratings yet
- BHEL Enquiry for Sliding Door Travel MechanismDocument14 pagesBHEL Enquiry for Sliding Door Travel MechanismGohilakrishnan ThiagarajanNo ratings yet
- Bgi Stock Gears BrochureDocument16 pagesBgi Stock Gears BrochureGohilakrishnan ThiagarajanNo ratings yet
- Butterfly Valves For Water: Avk Uk LTDDocument44 pagesButterfly Valves For Water: Avk Uk LTDGohilakrishnan ThiagarajanNo ratings yet
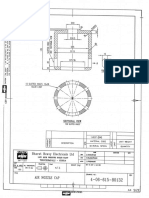
- Nozzle PlugDocument6 pagesNozzle PlugGohilakrishnan ThiagarajanNo ratings yet
- Product CatalogueDocument61 pagesProduct CatalogueGohilakrishnan ThiagarajanNo ratings yet
- Ball Screw AssyDocument8 pagesBall Screw AssyGohilakrishnan ThiagarajanNo ratings yet
- BHEL Enquiry for Ballscrew Rod SupplyDocument8 pagesBHEL Enquiry for Ballscrew Rod SupplyGohilakrishnan ThiagarajanNo ratings yet
- Annexure A Indian Supplier Registration Form 1437133882Document19 pagesAnnexure A Indian Supplier Registration Form 1437133882Gohilakrishnan ThiagarajanNo ratings yet
- Mpi PowderDocument10 pagesMpi PowderGohilakrishnan ThiagarajanNo ratings yet
- Integral Axle Arm Machining ProjectDocument2 pagesIntegral Axle Arm Machining ProjectGohilakrishnan ThiagarajanNo ratings yet
- Saudi Aramco piping inspection planDocument2 pagesSaudi Aramco piping inspection planMuhammad Farukh ManzoorNo ratings yet
- Syros 8047 - Astm d5034Document1 pageSyros 8047 - Astm d5034educardxNo ratings yet
- BambooDocument2 pagesBambooazmanNo ratings yet
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Pre-Dispatch Inspection Report for C5 SheetDocument2 pagesPre-Dispatch Inspection Report for C5 SheetPuneet SharmaNo ratings yet
- Unit-3, Metal Froming ProcessDocument83 pagesUnit-3, Metal Froming ProcessMudit MaheshwariNo ratings yet
- Unit 15 Uses of Computers in Production and Operations: StructureDocument18 pagesUnit 15 Uses of Computers in Production and Operations: StructureAnil KumarNo ratings yet
- Internal and External Analysis of The Automotive IndustryDocument9 pagesInternal and External Analysis of The Automotive IndustryRohit SoniNo ratings yet
- 6 B6 Richard HoggDocument8 pages6 B6 Richard HoggclintoncNo ratings yet
- Steam Turbine Solutions: (Europe, Eurasia, Middle East, Africa)Document8 pagesSteam Turbine Solutions: (Europe, Eurasia, Middle East, Africa)Mehmet ErenNo ratings yet
- Tutorial 4 - SolutionDocument6 pagesTutorial 4 - SolutionAnonymous ffje1rpa0% (2)
- Uae Oil & Gas DirectoryDocument1,586 pagesUae Oil & Gas DirectoryChristopher Robin Richardson87% (23)
- PDS - NA - PRP Repair Data SheetDocument2 pagesPDS - NA - PRP Repair Data SheetHendra AwanNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Page - JSPDocument5 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Page - JSPgenaroNo ratings yet
- 9.collection of Solid Waste Transfer and TransportDocument21 pages9.collection of Solid Waste Transfer and TransportLim Boonchin100% (1)
- EBK - CryoDocument2 pagesEBK - Cryoyrdna nawaiteosNo ratings yet
- RUBCO: Leading Kerala Rubber Co-operativeDocument4 pagesRUBCO: Leading Kerala Rubber Co-operativesreelinasreedharangmNo ratings yet
- DIN English - Aircraft and Space Vehicle Engineering Collection - IHSDocument3 pagesDIN English - Aircraft and Space Vehicle Engineering Collection - IHSprashant.acharyahnrNo ratings yet
- 1345 John CraneDocument2 pages1345 John CraneseptixNo ratings yet
- Tema 5-2 - Inventory Management Planning PurchasingDocument65 pagesTema 5-2 - Inventory Management Planning PurchasingTinna CondracheNo ratings yet
- DXCDDocument302 pagesDXCDPankajNo ratings yet
- Manholes PolycreteDocument8 pagesManholes PolycreteLuzmin DelaCruzNo ratings yet
- Slide GatesDocument4 pagesSlide GatesBoy Alfredo PangaribuanNo ratings yet
- Surviving Assemble-To-Order With Outside Processing in Oracle E-Business SuiteDocument40 pagesSurviving Assemble-To-Order With Outside Processing in Oracle E-Business Suite9naraneNo ratings yet
- Asahi India GlassDocument12 pagesAsahi India GlassAman ChandelNo ratings yet
- Eaton Breather and Drains (Use This One) PDFDocument3 pagesEaton Breather and Drains (Use This One) PDFmajesusNo ratings yet
- Mineral Filled Polypropylene for Auto PartsDocument3 pagesMineral Filled Polypropylene for Auto Partsrajcoep88No ratings yet
- Influence of Heat Treatment On Microstructure and Properties of Gx12Crmovnbn9-1 Cast SteelDocument6 pagesInfluence of Heat Treatment On Microstructure and Properties of Gx12Crmovnbn9-1 Cast SteelSankar GaneshNo ratings yet
- Examining RCM Vs TPMDocument16 pagesExamining RCM Vs TPMcarrot123456No ratings yet
- Ductile Cast IronDocument23 pagesDuctile Cast IronManicharanNo ratings yet