You might also like
- Additives PolyurethaneDocument32 pagesAdditives PolyurethaneDM Afteni100% (2)
- Hydrothermal Synthesis of Amorphous MoS2 Nano BerDocument8 pagesHydrothermal Synthesis of Amorphous MoS2 Nano BeranbuchelvanNo ratings yet
- Basic Reaction Steps in The Sulfidation of Crystalline MoO3 To MoS2Document7 pagesBasic Reaction Steps in The Sulfidation of Crystalline MoO3 To MoS2anbuchelvanNo ratings yet
- Blends of Natural RubberDocument292 pagesBlends of Natural Rubberanbuchelvan100% (3)
- De La Maza, Michael - Rapid Chess ImprovementDocument126 pagesDe La Maza, Michael - Rapid Chess ImprovementOmar Baker-Mohamed Herrera89% (9)
- Chemistry and Technology of RubberDocument215 pagesChemistry and Technology of Rubberanbuchelvan100% (5)
- Analysis of Polymers ATR FTIR AnDocument3 pagesAnalysis of Polymers ATR FTIR AnanbuchelvanNo ratings yet
- Basic of AstrologyDocument14 pagesBasic of AstrologyTTamara29No ratings yet
- Phenolic ResinDocument1 pagePhenolic ResinanbuchelvanNo ratings yet
- Adhesives in ElectronicsDocument100 pagesAdhesives in ElectronicsanbuchelvanNo ratings yet
- Chemical Modification of Polymers with Flame RetardantsDocument71 pagesChemical Modification of Polymers with Flame RetardantsanbuchelvanNo ratings yet
- Infrared Identification of Organic UnknownsDocument7 pagesInfrared Identification of Organic UnknownsanbuchelvanNo ratings yet
- Aldrich Polymer Products - CD Catalog and Reference GuideDocument546 pagesAldrich Polymer Products - CD Catalog and Reference GuideanbuchelvanNo ratings yet
- Rubber Curing Systems - Rapra Report (2002)Document160 pagesRubber Curing Systems - Rapra Report (2002)Franco Carli100% (6)
- Nondestructive TestingDocument21 pagesNondestructive TestinganbuchelvanNo ratings yet
- Crystallinity in Polymers-1Document19 pagesCrystallinity in Polymers-1anbuchelvanNo ratings yet
- Plastic AdditivesDocument210 pagesPlastic AdditivesTahir IqbalNo ratings yet
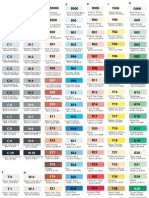
- Copic Sketch & RGB Color ChartDocument1 pageCopic Sketch & RGB Color ChartanbuchelvanNo ratings yet
- Theraiyar KarisalaiDocument52 pagesTheraiyar KarisalaiK.s. RameshNo ratings yet
- Rubber Extract1Document11 pagesRubber Extract1anbuchelvanNo ratings yet
- Accelerated AgingDocument198 pagesAccelerated Aginganbuchelvan100% (1)
- Color RGBDocument5 pagesColor RGBanbuchelvanNo ratings yet
- The AtomDocument22 pagesThe AtomanbuchelvanNo ratings yet
- Blends of Natural RubberDocument292 pagesBlends of Natural Rubberanbuchelvan100% (3)
- D 522 - 93 Rduymi05m0eDocument4 pagesD 522 - 93 Rduymi05m0ewpwmhatNo ratings yet
- Original Elastomer Engineering GuideDocument48 pagesOriginal Elastomer Engineering GuideanbuchelvanNo ratings yet
- 015 Chloroprene RubberDocument5 pages015 Chloroprene RubberanbuchelvanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Safety Gear & Fire Prevention in the WorkshopDocument59 pagesSafety Gear & Fire Prevention in the Workshopiamback09No ratings yet
- 507 Chapter PagesDocument88 pages507 Chapter PagesFazry NurokhmanNo ratings yet
- Rotorseal Tech Specs PDFDocument19 pagesRotorseal Tech Specs PDFFAVIONo ratings yet
- Annual Maintenance Contract BenefitsDocument3 pagesAnnual Maintenance Contract Benefitsmak302000No ratings yet
- ESCL-SOP-016, Work Instruction For WorkShop OperatorsDocument5 pagesESCL-SOP-016, Work Instruction For WorkShop OperatorsadiqualityconsultNo ratings yet
- Ribbon BlenderDocument19 pagesRibbon BlenderAzul En AbrilNo ratings yet
- Gujarat Technological University Automobile Engineering (02) /mechanical EngineeringDocument3 pagesGujarat Technological University Automobile Engineering (02) /mechanical EngineeringRavi SidhpuriaNo ratings yet
- Hypertherm Power Max 105Document2 pagesHypertherm Power Max 105RetroPlasmaNo ratings yet
- A4-P 3.0 enDocument33 pagesA4-P 3.0 enmkpqNo ratings yet
- Myford Metric ConversionDocument5 pagesMyford Metric ConversionP_I_P_HNo ratings yet
- Grinding and Economics of Machining OperationDocument31 pagesGrinding and Economics of Machining Operationاحمد عمر حديدNo ratings yet
- MostovikDocument13 pagesMostovikBalazs Alekszandrovics SzalontaiNo ratings yet
- Final Mill Tariniggng ReportDocument53 pagesFinal Mill Tariniggng ReportPriyanka VishnoiNo ratings yet
- Performance of Cryogenically Treated Tungsten Carbide ToolsDocument6 pagesPerformance of Cryogenically Treated Tungsten Carbide Toolsiskricaman7No ratings yet
- Ybm 15 TDocument12 pagesYbm 15 Tdoanthanh_hpNo ratings yet
- Yue Hing: Y101 Fixed Type Fire Hose ReelDocument2 pagesYue Hing: Y101 Fixed Type Fire Hose ReelSatish Kumar MauryaNo ratings yet
- Classification of CNC Machine Tools Based on Motion, Control Loops, Axes & Power SupplyDocument7 pagesClassification of CNC Machine Tools Based on Motion, Control Loops, Axes & Power SupplyRajendra Kumar YadavNo ratings yet
- Assigenment QuestionsDocument4 pagesAssigenment Questionsphase_shekhar21No ratings yet
- Final Industrial Training Report MeDocument48 pagesFinal Industrial Training Report MeSachin Sharma100% (1)
- Twin Spindle: Vertical Machining CentersDocument6 pagesTwin Spindle: Vertical Machining CentersAbhishek VelagaNo ratings yet
- En 60204 1 Enquiry Form For The Electrical Equipment of MachinesDocument4 pagesEn 60204 1 Enquiry Form For The Electrical Equipment of MachinesalbatsNo ratings yet
- Threads and Sealing MethodsDocument80 pagesThreads and Sealing MethodsabdulmuhaimenNo ratings yet
- vmc8501020 NCDocument153 pagesvmc8501020 NCNarendra Yadav100% (2)
- Manufacturing Processes PrimaryDocument2 pagesManufacturing Processes PrimaryKodok SuperNo ratings yet
- Manual Palletizer 825pa001Document58 pagesManual Palletizer 825pa001audonscribd100% (1)
- International Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaDocument10 pagesInternational Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaCaio CruzNo ratings yet
- ZF 4 HP 14Document3 pagesZF 4 HP 14Carlos JaquesNo ratings yet
- 2011 Harley-Davidson® Knives CatalogDocument12 pages2011 Harley-Davidson® Knives CatalogMario LopezNo ratings yet
- 4 - Sem Lab Manual: Spur Gear MillingDocument10 pages4 - Sem Lab Manual: Spur Gear MillingPRASSAN SHAHNo ratings yet
- UniqueDocument11 pagesUniqueAnonymous ieWpd823LgNo ratings yet