You might also like
- 1320 HP Zr2440w MonitorDocument2 pages1320 HP Zr2440w MonitorAmirAmiriNo ratings yet
- Guidelines: Injection Mold DesignDocument4 pagesGuidelines: Injection Mold DesignAmirAmiriNo ratings yet
- Moldeadora PDFDocument12 pagesMoldeadora PDFAmirAmiriNo ratings yet
- Forging 140519005802 Phpapp02Document38 pagesForging 140519005802 Phpapp02AmirAmiriNo ratings yet
- Interface: Giving People A VoiceDocument3 pagesInterface: Giving People A VoiceAmirAmiriNo ratings yet
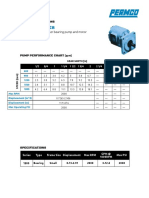
- Technical specifications and performance charts for 1500 series small displacement roller bearing pumpsDocument2 pagesTechnical specifications and performance charts for 1500 series small displacement roller bearing pumpsAmirAmiriNo ratings yet
- Engineering Plastics..Document55 pagesEngineering Plastics..AmirAmiriNo ratings yet
- Fatigue Testing MachineDocument3 pagesFatigue Testing MachineAmirAmiriNo ratings yet
- Aluminium Alloy 1100 Data SheetDocument1 pageAluminium Alloy 1100 Data SheetKhaja NawasNo ratings yet
- D 004663 PDFDocument96 pagesD 004663 PDFAmirAmiriNo ratings yet
- Project Report FinalDocument52 pagesProject Report FinalAmirAmiri0% (1)
- 1511 04990Document20 pages1511 04990AmirAmiriNo ratings yet
- Scoring Short Ipaq April04Document9 pagesScoring Short Ipaq April04AmirAmiriNo ratings yet
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNo ratings yet
- Te TramerDocument8 pagesTe TramerAmirAmiriNo ratings yet
- Honeywell Ekoflush - Airco SpoelenDocument4 pagesHoneywell Ekoflush - Airco SpoelenAmirAmiriNo ratings yet
- Ground Spur Gears Module 0.5 ISO Class 5 8mm Face 20Document2 pagesGround Spur Gears Module 0.5 ISO Class 5 8mm Face 20AmirAmiriNo ratings yet
- Injection Molding Lecture 09-04-08Document20 pagesInjection Molding Lecture 09-04-08viswaforuNo ratings yet
- Training Documents - SolidWorks ComposerDocument2 pagesTraining Documents - SolidWorks ComposerAmirAmiriNo ratings yet
- Injection Moulding: CD Catalogue Online CatalogueDocument1 pageInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNo ratings yet
- Dmls Design GuidelinesDocument8 pagesDmls Design GuidelinesAmirAmiriNo ratings yet
- PDM PLMDocument7 pagesPDM PLMAmirAmiriNo ratings yet
- Eastman Polymers - Processing and Mold Design GuidelinesDocument44 pagesEastman Polymers - Processing and Mold Design GuidelinesnimonhNo ratings yet
- Plate Design For Husky Manifold SystemsDocument14 pagesPlate Design For Husky Manifold SystemsAmirAmiriNo ratings yet
- PrefDocument3 pagesPrefAmirAmiriNo ratings yet
- 522541Document8 pages522541AmirAmiriNo ratings yet
- Appendix Nve: RsionsDocument7 pagesAppendix Nve: RsionsAmirAmiriNo ratings yet
- Tool CRMDocument36 pagesTool CRMAmirAmiriNo ratings yet
- Injection MoldingDocument8 pagesInjection MoldingDebasmiti MishraNo ratings yet
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDocument4 pagesHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 0022366-00001-12 Sweet Bear Cushion EN 1Document3 pages0022366-00001-12 Sweet Bear Cushion EN 1Suzy Raiquil100% (2)
- Assignment Questions: Unit I Subjective QuestionsDocument2 pagesAssignment Questions: Unit I Subjective QuestionsKalai ArasanNo ratings yet
- Tuktuk CrochetDocument19 pagesTuktuk Crochetanetamajkut173No ratings yet
- Process Control Plan SCM100113Document14 pagesProcess Control Plan SCM100113aravindhNo ratings yet
- A Simple Small Metalworking ShaperDocument7 pagesA Simple Small Metalworking ShaperĐặng Ngọc Hùng100% (1)
- Excerpt From The New Crochet by Marion MadelDocument9 pagesExcerpt From The New Crochet by Marion MadelCrafterNews100% (1)
- Easy Glider: Build A Comfortable Outdoor Seat in Time For SpringDocument5 pagesEasy Glider: Build A Comfortable Outdoor Seat in Time For SpringDerek Frost100% (1)
- Delicious Crochet - Baby TurtleDocument14 pagesDelicious Crochet - Baby TurtleJohn Eduardo Henriquez Borbon100% (1)
- DIY - Best Paint For Kitchen CabinetsDocument5 pagesDIY - Best Paint For Kitchen CabinetsJelaiNo ratings yet
- Heart Bracelet Diy - Google SearchDocument1 pageHeart Bracelet Diy - Google Searchmadisonwilliams0809No ratings yet
- Chainsaw Chain Cross Reference ChartDocument2 pagesChainsaw Chain Cross Reference ChartBrandon McCombsNo ratings yet
- 29 FasteningandpryingtoolsDocument28 pages29 FasteningandpryingtoolsAeron James MarceloNo ratings yet
- Peek A Book Chicken by Happy Crochet LadyDocument8 pagesPeek A Book Chicken by Happy Crochet LadyІрина БердейNo ratings yet
- Gingerbread ManDocument7 pagesGingerbread Mancornelia100% (4)
- History of T'nalak WeavingDocument35 pagesHistory of T'nalak Weavingmillbobb23No ratings yet
- Circ No 2153453 - MBNN PhaseII - DT 24072023 PaintingDocument10 pagesCirc No 2153453 - MBNN PhaseII - DT 24072023 PaintingSasidhar KatariNo ratings yet
- Stripes CardiganDocument6 pagesStripes CardiganMary008No ratings yet
- Knitting Tech: Weft, Warp, HistoryDocument5 pagesKnitting Tech: Weft, Warp, HistoryTextile Academia100% (1)
- Doc707647315 657023671Document12 pagesDoc707647315 657023671Asal BR88% (8)
- Install Helicoil Inserts for Thread RepairsDocument1 pageInstall Helicoil Inserts for Thread RepairsPetrotrim ServicesNo ratings yet
- CHAPTER 6 (Steady-Align)Document16 pagesCHAPTER 6 (Steady-Align)hudarusliNo ratings yet
- Aadhira ProfileDocument11 pagesAadhira ProfileBatsha PonnusamyNo ratings yet
- Unit 2 For StudentDocument4 pagesUnit 2 For StudentLinh NguyenNo ratings yet
- Grouping ArtsDocument5 pagesGrouping ArtsQuinn BitesNo ratings yet
- Unit 9 Tools For Basic Layout: StructureDocument7 pagesUnit 9 Tools For Basic Layout: StructureAkash Kumar DevNo ratings yet
- Baby Sun Bonnet Template V2Document2 pagesBaby Sun Bonnet Template V2DmitryNo ratings yet
- Chapter 9 - Textile ArtDocument9 pagesChapter 9 - Textile Artklause Salaman100% (1)
- Production Plan: o PRODUCTION PROCESS (Simplify Your Process Flowchart Follow How Others Did It)Document8 pagesProduction Plan: o PRODUCTION PROCESS (Simplify Your Process Flowchart Follow How Others Did It)Chara etangNo ratings yet
- FACILITY LIST - Rawco Precision ManufacturingDocument2 pagesFACILITY LIST - Rawco Precision ManufacturingMFNo ratings yet
- 15-Gnome Graduate GnomeDocument13 pages15-Gnome Graduate GnomeBianca Erika Fukuda100% (7)