You might also like
- Refuerzos en Tuberias Asme b31.3 STPDocument2 pagesRefuerzos en Tuberias Asme b31.3 STPToapanta Fredy100% (1)
- Tabla de Dimensiones de Tuberia Segub Asme B36.10 PDFDocument2 pagesTabla de Dimensiones de Tuberia Segub Asme B36.10 PDFcarkarmarper 4.0100% (5)
- Cálculo de Sensibilidad TermicaDocument1 pageCálculo de Sensibilidad TermicaRaul AlemanNo ratings yet
- Certificacion Tecnica Equipo de TermofusionDocument1 pageCertificacion Tecnica Equipo de TermofusionSheyla Diaz100% (2)
- Muro de Contencion en VoladizoDocument6 pagesMuro de Contencion en VoladizoPablo Huanca100% (3)
- Acero Inoxidable AISI 304Document6 pagesAcero Inoxidable AISI 304Joel Alcides Aique SotoNo ratings yet
- Tabla de parámetros para soldadura HDPE 4900 OD 75-315Document6 pagesTabla de parámetros para soldadura HDPE 4900 OD 75-315danielcoe50% (2)
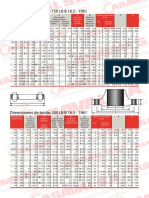
- Dimensiones de bridas 150 y 300 LB B 16.5 - 1961Document2 pagesDimensiones de bridas 150 y 300 LB B 16.5 - 1961Fredy BayonaNo ratings yet
- Tabla de Torques para Valvulas MariposaDocument1 pageTabla de Torques para Valvulas MariposaROBERTO CARLOS GALINDO CASTELLONNo ratings yet
- Bps-Hdpe Todo Acero PDFDocument1 pageBps-Hdpe Todo Acero PDFtobiasNo ratings yet
- Torque EsparragosDocument15 pagesTorque EsparragosOliver Darien Abreo MorenoNo ratings yet
- Formatos Control de Calidad MargotDocument38 pagesFormatos Control de Calidad MargotIsaìas Huaripata IspilcoNo ratings yet
- Manual de Operaciones001 PDFDocument41 pagesManual de Operaciones001 PDFJG Julver100% (1)
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadDocument12 pagesProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- 022 - Control de Juntas de Hdpe Por TermofusiónDocument1 page022 - Control de Juntas de Hdpe Por TermofusiónWilder Rimac Mendez100% (1)
- WPS PQR ElectrofusiónDocument2 pagesWPS PQR ElectrofusiónDemetrio RodriguezNo ratings yet
- Proceso Termofusion y Electrofusion HDPEDocument15 pagesProceso Termofusion y Electrofusion HDPECristian Rocha100% (1)
- Tubería conducción diámetros interiores exteriores pesos API ASTMDocument4 pagesTubería conducción diámetros interiores exteriores pesos API ASTMCustodioCastillo100% (1)
- PROCEDIMIENTO HOT TAP YpfbDocument3 pagesPROCEDIMIENTO HOT TAP YpfbMarco A Velasco100% (1)
- Manual ExamoDocument12 pagesManual Examomontecarlo22000No ratings yet
- PDF Procedimiento de Termofusion Tuberia Hdpe DDDocument38 pagesPDF Procedimiento de Termofusion Tuberia Hdpe DDMaicol Moro PalominoNo ratings yet
- Máquina soldadora WIDOS 4900 instruccionesDocument60 pagesMáquina soldadora WIDOS 4900 instruccionesdanielcoeNo ratings yet
- Traccion HdpeDocument11 pagesTraccion HdpeMaicol Nestares75% (4)
- Protocolo TorqueDocument1 pageProtocolo TorqueJonathan BobadillaNo ratings yet
- Procedimento Soldadura HDPE PDFDocument12 pagesProcedimento Soldadura HDPE PDFWalterRamosNo ratings yet
- Calculo de La Presión de FusiónDocument6 pagesCalculo de La Presión de FusiónJohnny Condori Marcapura100% (1)
- Calculo de La Cuantificacion de AceroDocument3 pagesCalculo de La Cuantificacion de AceroLenyn RodriguezNo ratings yet
- GORE Torque Tables DIN EsDocument4 pagesGORE Torque Tables DIN Eszaisevv50% (2)
- Manual Delta 500Document67 pagesManual Delta 500Osmar Alvites YachachinNo ratings yet
- Normas Electric As Media TensionDocument43 pagesNormas Electric As Media TensionLuis Palma BustamanteNo ratings yet
- Reporte de Inspeccion de Soldadura Por TermofusionDocument2 pagesReporte de Inspeccion de Soldadura Por TermofusionBenjamin Enmanuel Mango DNo ratings yet
- Diseño de Asas de IzajeDocument1 pageDiseño de Asas de IzajeJuan Miguel Piedra Vilchez100% (1)
- Catalogo de Conceptos HOTEL MOTTODocument15 pagesCatalogo de Conceptos HOTEL MOTTODavid Cid100% (1)
- Tabla de Datos de Soldadura RothenbergerDocument9 pagesTabla de Datos de Soldadura RothenbergerHeber Herrera0% (1)
- Calculo de La Presion de Fusion-HdpeDocument2 pagesCalculo de La Presion de Fusion-HdpeCesar Diestro Marocho0% (2)
- TABLAS DE TERMOFUSION RITMO 21307 (2017) RITMO 500mmDocument2 pagesTABLAS DE TERMOFUSION RITMO 21307 (2017) RITMO 500mmfabian67% (6)
- Pegado de Uniones de Tubos de FRPDocument22 pagesPegado de Uniones de Tubos de FRPWilfredoCaveroCarrascoNo ratings yet
- Ppi HdpeDocument3 pagesPpi Hdpejnu6mnju6njNo ratings yet
- Microsoft Word - Turan 315 Widos-2Document3 pagesMicrosoft Word - Turan 315 Widos-2danielcoe100% (1)
- Tablas para Calculo de RevestimientoDocument24 pagesTablas para Calculo de RevestimientoGeovanny RangelNo ratings yet
- 2.1. Ficha Tecnica y Manual de Usuario de Equipos de Termofusion Manual Combat Pro Hayes PDFDocument8 pages2.1. Ficha Tecnica y Manual de Usuario de Equipos de Termofusion Manual Combat Pro Hayes PDFEdgar Amaya MartinezNo ratings yet
- Medidor de flujo: tipos de placas de orificioDocument1 pageMedidor de flujo: tipos de placas de orificioAna Lorenzo GordilloNo ratings yet
- Ritmo School PDFDocument45 pagesRitmo School PDFjiesuaNo ratings yet
- Tabla Distancias Entre Soportes para Tuberia Donsen PPRDocument1 pageTabla Distancias Entre Soportes para Tuberia Donsen PPRfelix_osadiNo ratings yet
- Tabla de ParametrosDocument21 pagesTabla de ParametrosBoris MoreiraNo ratings yet
- Manual de uso y mantenimiento de soldadoras BASIC RitmoDocument35 pagesManual de uso y mantenimiento de soldadoras BASIC RitmoAldebaran MartinezNo ratings yet
- Procedimiento de Soldadura ThemcoDocument9 pagesProcedimiento de Soldadura ThemcoOsmar Gabriel Peñaloza100% (1)
- Tabla de TermofusionDocument1 pageTabla de TermofusionWard BentNo ratings yet
- Normas ASTM - Pruebas de Aire-Hidro en Tuberia PEDocument11 pagesNormas ASTM - Pruebas de Aire-Hidro en Tuberia PEPatty dyabla Gomez100% (1)
- Plantilla para Prueba VacíoDocument2 pagesPlantilla para Prueba VacíoJaime Vera100% (2)
- Tabla de Buloneria Rev. 1: SERIE 150#Document4 pagesTabla de Buloneria Rev. 1: SERIE 150#maria esther100% (1)
- Pesos UboltDocument1 pagePesos UboltJose Pulido CalderonNo ratings yet
- Tecpesa EsDocument48 pagesTecpesa EsJuan Sebastian Sanabria VianchaNo ratings yet
- Tee NPT 3000 PSIG: Normas de Diseño: Material: Acero Forjado ASTM A105Document1 pageTee NPT 3000 PSIG: Normas de Diseño: Material: Acero Forjado ASTM A105Adan Serrano CaroNo ratings yet
- Lista de SoldadoresDocument2 pagesLista de SoldadoresMau Atenas PerezNo ratings yet
- Protocolo Uniones EnflanchadasDocument1 pageProtocolo Uniones EnflanchadasEduardo Antonio Rojas Araya100% (1)
- Procedimiento para Instalacion de Tapones en Tubos de CalderaDocument3 pagesProcedimiento para Instalacion de Tapones en Tubos de CalderaYilmarAlexanderCarcamoRicaurteNo ratings yet
- Proceso de Fabricación de Un Anillo en Acero CK45Document6 pagesProceso de Fabricación de Un Anillo en Acero CK45Caroline Amador MaldonadoNo ratings yet
- Ficha Tecnica Tuberia Polipropileno Pavco WavinDocument4 pagesFicha Tecnica Tuberia Polipropileno Pavco WavinckristhianNo ratings yet
- PruebasPresiónTuberíaDocument3 pagesPruebasPresiónTuberíaLeonardo RodriguezNo ratings yet
- BWPQ Jose SilvaDocument3 pagesBWPQ Jose Silvajnu6mnju6njNo ratings yet
- 9.full Hot TapDocument92 pages9.full Hot Taphenry307No ratings yet
- 105-20076-S37376-PRO-975-Q-0009 Procedimiento de Soldadura Por Termofusi. ObsDocument23 pages105-20076-S37376-PRO-975-Q-0009 Procedimiento de Soldadura Por Termofusi. ObsMostaceroDiazWislerNo ratings yet
- PT-OP-037-00 Pruebas Spart Tester Parches Membrana HDPE Feb 2019Document4 pagesPT-OP-037-00 Pruebas Spart Tester Parches Membrana HDPE Feb 2019Jorge Sáez Villagrán100% (1)
- Especificaciones técnicas de válvulas bridadas para mantenimiento de equipos en CantarellDocument4 pagesEspecificaciones técnicas de válvulas bridadas para mantenimiento de equipos en CantarellOscar Tapia100% (1)
- Caracteristicas Pernos MilimetricosDocument3 pagesCaracteristicas Pernos Milimetricosrisernaams100% (1)
- Cat VapDocument183 pagesCat VapjuanverengeurNo ratings yet
- Cap 06 Medida de TemperaturaDocument86 pagesCap 06 Medida de TemperaturaDilio A. Rojas QNo ratings yet
- Modo de Uso Data Logger para Tensiometro Widos UniDocument5 pagesModo de Uso Data Logger para Tensiometro Widos UnidanielcoeNo ratings yet
- Instrucciones de Trabajo Widos 6100 Esp 1Document58 pagesInstrucciones de Trabajo Widos 6100 Esp 1danielcoeNo ratings yet
- Micromaster 420-440Document120 pagesMicromaster 420-440danielcoe0% (1)
- El GrafitoDocument2 pagesEl GrafitoLaboratorio CalidadNo ratings yet
- Hoja Tecnica Tubos PDFDocument1 pageHoja Tecnica Tubos PDFXiomara QuiñonesNo ratings yet
- Formato Acta de CobroDocument24 pagesFormato Acta de CobroCristian CorreaNo ratings yet
- SEMINARIO 3 PROBLEMA 1HORNO ARCO ELECTRICO 1aDocument5 pagesSEMINARIO 3 PROBLEMA 1HORNO ARCO ELECTRICO 1aFrankMarkoCastañedaMalpartida100% (1)
- Correas CDocument2 pagesCorreas CShiro EmiyaNo ratings yet
- CUADERNO DE INFORME 1 Nuevo VurDocument10 pagesCUADERNO DE INFORME 1 Nuevo VurRonaldo xdddNo ratings yet
- Taller 7. Nicolás Peña PovedaDocument7 pagesTaller 7. Nicolás Peña PovedaNicolas Pena PovedaNo ratings yet
- Plano de TijeralesDocument1 pagePlano de Tijeralesaler_cuchoNo ratings yet
- CANGILONES TAPCO Acero Aa PDFDocument1 pageCANGILONES TAPCO Acero Aa PDFJosè Alfonso Ruiz Quiroz100% (1)
- Trabajo FinalDocument12 pagesTrabajo FinalAlex Tapara MantillaNo ratings yet
- Pipeliner 6PDocument2 pagesPipeliner 6PKevin Portocarrero MoriNo ratings yet
- Varilla AP500SDocument2 pagesVarilla AP500SJose OrdazNo ratings yet
- Bio Digestor PDFDocument1 pageBio Digestor PDFgeorgeoltdNo ratings yet
- Proceso GMAW, Lincoln en EspañolDocument52 pagesProceso GMAW, Lincoln en EspañolAlex DE LA CruzNo ratings yet
- Parte 4 - Pórticos Resistentes A MomentoDocument53 pagesParte 4 - Pórticos Resistentes A Momentolobo1110124No ratings yet
- Gtaw Teoría WikipediaDocument4 pagesGtaw Teoría Wikipediafarioja68749No ratings yet
- METRADODocument34 pagesMETRADOCarlos Luis Chuman VillalobosNo ratings yet
- 1.0 - Diseño de Vigas Primer PisoDocument50 pages1.0 - Diseño de Vigas Primer PisoVictor ParedesNo ratings yet
- Requerimiento de Bienes: CERT. PLANIFICACION Y PRESUPUESTO: - FTE. FTO.: - TIPO RECURSODocument1 pageRequerimiento de Bienes: CERT. PLANIFICACION Y PRESUPUESTO: - FTE. FTO.: - TIPO RECURSORichard EdwinNo ratings yet
- Aceros Bonificados Codigo ColoresDocument4 pagesAceros Bonificados Codigo ColoreshufuentsNo ratings yet
- Pets-I&a-Pro-16.43-Soldadura Por Arco EléctricoDocument3 pagesPets-I&a-Pro-16.43-Soldadura Por Arco EléctricoAlexisNo ratings yet
- Concreto Machaca Flores YanireDocument7 pagesConcreto Machaca Flores YanireLeo Suca YungaNo ratings yet
- HT 207 Ok Tigrod 12 64 Ed 09 PDFDocument1 pageHT 207 Ok Tigrod 12 64 Ed 09 PDFrafacardNo ratings yet
- Fundición Tarea 6 (2022-1)Document4 pagesFundición Tarea 6 (2022-1)Jose Antonio MartinezNo ratings yet
- Control de CalidadDocument13 pagesControl de Calidadconstruplan ColombiaNo ratings yet