Professional Documents
Culture Documents
ACERO
Uploaded by
Anny Cristina Florez Renteria0 ratings0% found this document useful (0 votes)
47 views41 pagesCopyright
© © All Rights Reserved
Available Formats
DOCX, PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
47 views41 pagesACERO
Uploaded by
Anny Cristina Florez RenteriaCopyright:
© All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online from Scribd
You are on page 1of 41
ACERO
ROSNY SOFIA RIVAS MARMOLEJO
HEINER PEREA AGUILAR
LUIS DARIO POSSO PEREA
RIJAR PASTRANA
DWARLYS AUDIVER QUINTO MOSQUERA
UNIVERSIDAD TECNOLOGICA DEL CHOCO DLC
FACULTAD DE INGENIERIAS
PROGRAMA INGENIERIA CIVIL
METALICA
QUIBDO CHOCO
2013 2
ACERO
ROSNY SOFIA RIVAS MARMOLEJO
HEINER PEREA AGUILAR
LUIS DARIO POSSO PEREA
RIJAR PASTRANA
DWARLYS AUDIVER QUINTO MOSQUERA
TRABAJO DE INVESTIGACION
Profesor: CARLOS ALBERTO PARRA VALENCIA
Ingeniero civil
UNIVERSIDAD TECNOLOGIA DEL CHOCO DLC
FACULTAD DE INGENIERIAS
PROGRAMA INGENIERIA CIVIL
QUIBDO CHOCO
2013-2
TABLA DE CONTENIDO
INTRODUCCION 3
OBJETIVOS 3
OBJETIVO GENERAL 3
OBJETIVOS ESPECIFICOS 3
JUSTIFICACION 4
ACERO 5
MARCO TEORICO 5
DEFINICIN DEL ACERO 5
RESEA HISTRICA 5
HISTORIA DEL ACERO EN COLOMBIA 7
CARACTERSTICAS 9
CARACTERSTICAS POSITIVAS DE LOS ACEROS 10
CARACTERSTICAS NEGATIVAS DE LOS ACEROS 11
PROCESO DE PRODUCCIN DEL ACERO 11
PROCESO DE REDUCCION DIRECTA 11
PROCESO DE FRAGMENTACION DE ACERO RECICLADO 12
PROCESO DE ACERIA 12
PROCESO DE LAMINACION 13
PROPIEDADES FISICAS 15
PROPIEDADES MECANICAS 16
PROPIEDADES QUIMICAS DEL ACERO 17
PROPIEDADES QUMICAS. 18
TIPOS DE ACERO 20
ACEROS AL CARBONO 20
ACEROS ALEADOS 20
ACEROS DE BAJA ALEACIN ULTRA RESISTENTES 20
ACEROS INOXIDABLES 21
ACEROS DE HERRAMIENTAS 21
El Acero Corten 21
Acero Calmado 21
TIPOS DE ACERO PARA LA CONSTRUCCION 22
En Barras Lisas Y Perfiles 22
ngulos de Alta Resistencia Grado 50 22
ngulos Estructurales 22
Barras Calibradas 22
Barras Cuadradas 22
Barras Cuadradas Ornamentales 22
Barras Hexagonales 22
Barras Redondas Lisas 22
Fierro Corrugado ASTM A706 23
Fierro Corrugado ASTM A615-GRADO 60 23
Corrugado 4.7 mm 23
Nuevos Estribos Corrugados 23
ALAMBRONES Y DERIVADOS 23
Alambre Negro Recocido 23
Alambrn Liso para Construccin 23
Alambrn para Trefilera 23
TIPOS DE CONFORMADO DEL ACERO 23
Proceso de formado en caliente 24
Procesos de formado en fro 31
CONCLUSION 3
BIBLIGRAFIA Error! Bookmark not defined.
INTRODUCCION
OBJETIVOS
OBJETIVO GENERAL
OBJETIVOS ESPECIFICOS
JUSTIFICACION
ACERO
MARCO TEORICO
DEFINICIN DEL ACERO
El acero es una aleacin de hierro y carbono, donde el carbono no supera el 3.5%
que le otorga mayor resistencia y pureza, alcanzando normalmente porcentajes
entre el0.2% y el 0.3% para aceros de bajo carbono, que son los utilizados para
las construcciones. Porcentajes mayores al 3.5% de carbono dan lugar a las
fundiciones, aleaciones que al ser frgiles y no poderse forjar, se moldean.
Algunas veces otros elementos de aleacin especficos tales como el Cr (Cromo)
o Ni (Nquel) se agregan con propsitos determinados.
RESEA HISTRICA
Los metales inician su historia cuando el hombre se siente atrado por su brillo y
se da cuenta de que golpendolos puede darles forma y fabricar as utensilios tan
necesarios para su supervivencia.
Se desconoce la fecha exacta en que se descubri la tcnica para obtener hierro a
partir de la fusin de minerales. Sin embargo, los primeros restos arqueolgicos de
utensilios de hierro datan del 3000 a. C. y fueron descubiertos en Egipto, aunque
hay vestigios de adornos anteriores. Algunos de los primeros aceros provienen del
este de frica, cerca de 1400 a. C. . Tambin adoptaron los mtodos de
produccin para la creacin de acero wootz, un proceso surgido en India y en Sri
Lanka desde aproximadamente el ao 300 a. C. y exportado a China hacia el siglo
V. Este temprano mtodo utilizaba un horno de viento, soplado por
los monzones. Tambin conocido como acero Damasco, era una aleacin de
hierro con gran nmero de diferentes materiales, incluyendo trazas de otros
elementos en concentraciones menores a 1.000 partes por milln o 0,1% de la
composicin de la roca.
Los artesanos del hierro aprendieron a fabricar acero calentando hierro forjado y
carbn vegetal en recipientes de arcilla durante varios das, con lo que el hierro
absorba suficiente carbono para convertirse en acero autntico.
Hacia el 1.000 a.C. se fabricaba acero en el Prximo y Medio Oriente y en la India.
Despus de forjar el hierro con martillos, los artesanos endurecan la superficie de
sus herramientas y armas calentndolas en carbn de lea al rojo vivo.
En China, bajo la dinasta Song del siglo XI, hay evidencia de la produccin de
acero empleando dos tcnicas: una de un mtodo "berganesco" que produca un
acero de calidad inferior por no ser homogneo, y un precursor del moderno
mtodo Bessemer el cual utilizaba una des carbonizacin a travs de repetidos
forjados bajo abruptos enfriamientos.
En 1740, el ingls Benjamn Huntsman redescubri el procedimiento indio por
casualidad, al calentar una mezcla de hierro y una cantidad cuidadosamente
medida de carbn vegetal en un crisol. Pese a la invencin de otros
procedimientos, sigui prefirindose el mtodo del crisol para obtener acero de
alta calidad.
En 1856, el inventor ingls Henry Bessemer patent un mtodo ms barato para
fabricar acero en serie. Bessemer construy un recipiente cnico de acero forrado
de ladrillos refractarios que se llam convertidor (se retira las impurezas del hierro
mediante la oxidacin que surge por la elevacin de la temperatura de la masa de
hierro, producida por aire en el hierro fundido). El hierro fundido se verta en el
convertidor situado en posicin vertical, y se haca pasar aire a travs de orificios
abiertos en la base. El "soplado", que duraba unos veinte minutos, resultaba
espectacular. El primer acero fabricado por este mtodo era quebradizo por culpa
del oxgeno absorbido.
En 1858, los hermanos Siemens patentaron un horno de solera para acero que
incorporaba sus pre-calentadores o "regeneradores". Pero no tuvo xito hasta que
lo mejoraron dos hermanos franceses, Pierre y Emile Martn, en 1864.
En 1948: Proceso del oxgeno bsico. Tras la segunda guerra mundial se iniciaron
experimentos en varios pases con oxgeno puro en lugar de aire para los
procesos de refinado del acero. El xito se logr en Austria, cuando una fbrica de
acero situada cerca de la ciudad de Linz y de Donawitz desarroll el proceso del
oxgeno bsico o L D.
En 1950: Fundicin contina: En el mtodo tradicional de moldeo, el acero fundido
del horno se vierte en moldes o lingotes y se deja enfriar. Luego se vuelven al
calentar los lingotes hasta que se ablandan y pasan a trenes de laminado, donde
se reducen aplanchas de menor tamao para tratamientos posteriores.
Hoy en da los arquitectos realizan sus diseos contemplando el uso intensivo del
acero, tratando de crear nuevas formas y lograr volmenes a la vez caprichosos y
funcionales. Toman las bondades del metal como un reto para su imaginacin. Si
algunas veces llegan al lmite de la creatividad al proyectar y construir enormes
rascacielos con el acero como material principal, en otras ocasiones debe recurrir
al acero por necesidad, como en la construccin de enormes puentes requeridos
para superar obstculos naturales.
Ms all de la monumentalidad, en sus aplicaciones para la industria de la
construccin el acero es un material cotidiano, verstil y amigable, que cada da
encuentra nuevos y variados usos a partir del desarrollo de productos con
propiedades mejoradas, acabados y formas diferentes, nuevas aleaciones
y recubrimientos.
HISTORIA DEL ACERO EN COLOMBIA
En Colombia la industria siderrgica nace en los comienzos del siglo
veinte con el descubrimiento de los primeros yacimientos de mineral de hierro en
1923 en la regin de Pacho, ubicada en el departamento de Cundinamarca.
Se instal la Ferrera de Pacho y posteriormente fueron naciendo otras como la
de Amag en Antioquia, la de Samac en Boyac y la de la Pradera en
Subachoque, ferreras que pronto suspendieron definitivamente su produccin.
El 5 de Agosto de 1938, se constituy lo que entonces se llamara Empresa
SiderrgicaS.A., conocida ms adelante como Siderrgica de Medelln S.A.
Simesa. Actualmente adquirida por Diaco S.A.
En 1940 el IFI se fij como meta impulsar el desarrollo de la industria siderrgica
en el pas.
En 1942, los gelogos Benjamn Alvarado y Vicente Surez Hoyos presentaron el
primer informe documentado sobre los yacimientos de Paz del Ro en Boyac,
como resultado de un anlisis practicado a la muestra enviada por el Doctor
Olimpo Gallo, confirmando la existencia del mineral de hierro en la regin.
Tambin se hallaron importantes depsitos de caliza y carbn. La hacienda
Belencito fue escogida para el montaje de la Planta por su cercana tanto a los
yacimientos de mineral de hierro, carbn y caliza como a las ciudades de
Sogamoso y Duitama.
En 1947, un grupo de empresarios liderados por el ingeniero Daniel Jaramillo
funda Siderrgica del Mua S.A. ubicada en la sabana de Bogot. La empresa
comienza su labor productiva como un taller artesanal fabricando pequeas
piezas de fundicin gris, bronce y aluminio. Desde 1986 hace parte de Diaco S.A.
En 1954 se inaugura Aceras Paz de Ro entre los Municipios de Sogamoso y Paz
de Ro en el departamento de Boyac. Esta Siderrgica Integrada produce acero a
partir del mineral de hierro (hematita) dado que la zona es rica en este mineral as
como en hulla y caliza, a diferencia de las otras siderrgicas colombianas
cuya materia prima principal es la chatarra, las cuales son industrias semi-
integradas. A comienzos de 2007 el Grupo Votorantin de Brasil, adquiri el 52% de
las acciones de esta siderrgica.
Metalrgica de Boyac, se funda el 12 de mayo de 1961 fruto de la unin entre
industriales vascos y boyacenses, empresa que ms adelante se conocera con el
nombre de siderrgica de Boyac S.A. actualmente hace parte de Diaco S.A. en el
mismo ao fue fundada siderrgica del Pacifico S.A.
En 1968 se funda Armaduras Heliacero, su principal objetivo fue el de
suministrar acero de alta resistencia para la construccin a travs del proceso de
Heliaceracin consistente en la torsin a partir del material de baja resistencia
En el ao de 1986 fue adquirida por Siderrgica de Boyac S.A. (hoy Diaco S.A) y
en el ao 2001 pas a pertenecer a Proalco S.A.
En el ao 1972 se crea la compaa conocida hasta 1997 como Distribuidora de
Aceros Colombianos DIACO LTDA. Su objetivo fue operar como mayorista
no solamente de aceros sino de todos los materiales para la construccin tales
como cemento, galeras, enchapes, tuberas y otros. La distribuidora compraba la
produccin de la siderrgica y a su vez la venda a los pequeos distribuidores y
ferreteras.
En 1981 se crea Siderrgica del Caribe, ubicada en la zona industrial de Mamonal
en Cartagena.
El 28 de Diciembre de 1997 las empresas Siderrgica del Mua, luego de 50 aos
de operaciones, Armaduras Heliacero, Siderrgica del Caribe, Siderrgica de
Boyac y Distribuidora de Aceros Colombianos se fusionaron en una sola
empresa siendo la empresa fusionadora Siderrgica de Boyac S.A. Con la
fusin de las empresas Diaco Ltda. desapareci, pero se decidi conservar el
nombre como marca. En el inicio del ao 2001 Siderrgica de Boyac compr a
Simesa cuya fusin se llev a cabo a finales del ao. Se cambi su razn social
por Grupo Siderrgico Diaco S.A. y a partir del primero de marzo de 2004 esta
siderrgica se conoce como Diaco S.A.
Desde comienzos de 2005, Diaco y Sidelpa hacen parte del Grupo Gerdau, el
mayor productor de aceros largos de Amrica.
Ms adelante en la cadena, a lo largo de la historia se han creado otras industrias,
entre las cuales vale la pena destacar las siguientes:
Corpacero fue fundada en 1.961 en la ciudad de Bogot; se ha dedicado a
la importacin y transformacin de lminas y planchas de acero Cold
Rolled (CR) y Hot Rolled (HR) para la fabricacin y comercializacin de
productos metalmecnicos como Lmina lisa galvanizada, teja corrugada de zinc,
tubera para conduccin de agua, gas, tipo conduit y para cerramiento, tuberas
metlicas corrugadas, lminas para revestimiento de tneles, pisos metlicos para
puentes, defensas metlicas para carretera, postes de iluminacin, perfiles en C
y en Z formados en fro PERLINES, entrepiso metlico CORPALOSA,
cubiertas estructural galvanizada CORPATECHO, sistemas estructurales para
naves industriales, centros comerciales y edificios a partir de vigas de alma llena
soldadas, sistema estructural para vivienda industrializada, canastas y baldes
plsticos.
Productora de Cables Limitada C I - Procables Ltda C I, es una organizacin
fundada en 1972 en la ciudad de Bogot, para la Produccin y Comercializacin
de Cables y Alambres Conductores Elctricos.
Acesco nace en 1970. Durante 25 aos vena importando y comercializando
aceros planos, aprovechando el modelo de sustitucin de importaciones. Inicia
operaciones en Santaf de Bogot con una lnea de galvanizacin lamina a
lamina de 20.000 Tm. Por ano.
En 1996 ACESCO produce el primer rollo de acero laminado en fro en Colombia.
El montaje del tren de laminacin es considerado el desarrollo siderrgico ms
importante de los ltimos 25 aos en Colombia y representa un gran aporte para
la industria metalmecnica.
En 1970 se crea Laminados Andinos S.A., industria que presta el servicio de
figuracin atendiendo el mercado de la construccin civil. Actualmente hace parte
de Diaco S.A.
El 10 de octubre de 1980 se fund Trefilados de Caldas con la produccin de
puntillas y varillas. Once aos despus fund Alambres Tcnicos de Colombia
produciendo alambre galvanizado y de pas. Dos aos ms tarde las dos
empresas se fusionaron bajo en nombre de Trefilados de Caldas En 1995 se
asoci con la empresa Bekaer dando origen a la Productora de Alambres
Colombianos S.A. Proalco.
Estos son algunos ejemplos del progreso que ha tenido el sector siderrgico a lo
largo de la historia, creando empresa, generando empleo para los colombianos,
haciendo un importante aporte al Gobierno en materia de impuesto y
contribuyendo al desarrollo del pas al impulsar otras actividades de la economa
como lo es transporte y otras industrias y servicios.
CARACTERSTICAS
Las caractersticas del acero varan mucho en funcin de su composicin pero en
trminos generales se puede decir que el acero se aproxima a lo siguiente:
Densidad de 7850 Kg/m3 punto de funcin depende de la aleacin pero se puede
considerar los 1500 C como un valor medio.
Punto de ebullicin de 3000 C.
Es dctil (maleable) y tenaz (resistente al impacto) y por lo tanto tiene a ser
fcilmente maquinable con ayuda de mquinas herramientas as como soldable.
La corrosin suele ser uno de los peores enemigos del acero ya que este se oxida
fcilmente, por lo cual es recomendado protegerlo del contacto con el aire y la
humedad mediante la aplicacin de pinturas o tratamientos superficiales, o en su
defecto se lo mezcla con cromo para evitar este efecto (acero inoxidable).
Es un buen conductor del calor y la electricidad y tiene tambin una interesante
capacidad de dilatarse aproximadamente 1,2*10-5 y es muy similar al del
hormign por lo cual es una razn ms para usarlo en la construccin.
CARACTERSTICAS POSITIVAS DE LOS ACEROS
Alta resistencia mecnica: Los aceros son materiales con alta resistencia
mecnica al someterlos a esfuerzos de traccin y compresin y lo soportan por la
contribucin qumica que tienen los aceros. Por medio de los ensayos de
laboratorio se determina la resistencia a traccin y a compresin evaluando su
lmite elstico y el esfuerzo de rotura.
Elasticidad: La elasticidad de los aceros es muy alta, en un ensayo de traccin
del acero al estirarse antes de llegar a su lmite elstico vuelve a su condicin
original.
Soldabilidad: Es un material que se puede unir por medio de soldadura y gracias
a esto se pueden componer una serie de estructuras con piezas rectas.
Ductilidad: Los aceros tienen una alta capacidad para trabajarlos, doblarlos y
torcerlos.
Forjabilidad: Significa que al calentarse y al darle martillazos se les puede dar
cualquier forma deseada.
Trabajabilidad: Se pueden cortar y perforar a pesar de que es muy resistente y
aun as siguen manteniendo su eficacia.
CARACTERSTICAS NEGATIVAS DE LOS ACEROS
Oxidacin: Los aceros tienen una alta capacidad de oxidarse si se exponen al
aire y al agua simultneamente y se puede producir corrosin del material si se
trata de agua salina.
Transmisor de calor y electricidad: El acero es un alto transmisor de corriente y
a su vez se debilita mucho a altas temperaturas, por lo que es preferible utilizar
aceros al nquel o al aluminio o tratar de protegerlos haciendo ventilados y evitar
hacer fbricas de combustible o plsticos con este tipo de material.
Estas dos desventajas son manejables teniendo en cuenta la utilizacin de los
materiales y el mantenimiento que se les d a los mismos.
PROCESO DE PRODUCCIN DEL ACERO
El acero nace de la fusin del hierro contenido en diferentes cargas metlicas
elcarbono y ferroaleaciones lo cuales determinan su estructura molecular.Pero
este proceso no es tan simple como parece.Las principales cargas metlicas con
contenido de hierro utilizadas en la produccindel acero son: el hierro esponja y el
acero reciclado fragmentado. Estas cargasmetlicas luego se fusionaran con el
carbono para producir as el acero.
PROCESO DE REDUCCION DIRECTA
En su planta de reduccin directa ACEROS AREQUIPA produce el hierro esponja,
una de las cargas metlicas utilizadas en la produccin del acero. La materia
prima para la produccin del hierro esponja es el mineral de hierro, el cual llega en
forma de pellets y se almacena en silos junto al carbn y la caliza. Se le denomina
hierro esponja porque a los pellets del mineral de hierro se le extrae el oxgeno,
convirtindose en un material sumamente liviano. En sus dos modernos hornos
rotatorios de reduccin directa ACEROAREQUIPA produce el hierro esponja pero
Cmo se extrae el oxgeno de los pellets de mineral de hierro? Veamos el interior
del horno.
Los pellets junto al carbn y la caliza ingresan a los hornos rotatorios a una
velocidad controlada. El interior de los hornos est recubierto con material
refractario debido a las altas temperaturas que debe soportar. Por efecto de la
combustin se produce monxido de carbono, el cual favorece la reduccin de los
pellets. Es decir pierden oxgeno, obtenindose as el hierro esponja, para
mantener la combustin se dispone de v entiladores a lo largo de los hornos, los
que brindan el aire necesario para la combustin del carbn. El hierro esponja
obtenido pasa al enfriador rotatorio, donde se le suministra externamente agua
para su refrigeracin.
PROCESO DE FRAGMENTACION DE ACERO RECICLADO
Otra carga metlica con contenido de hierro utilizado en la produccin de acero es
el acero reciclado fragmentado. En la zona se acopia el acero reciclado segn su
carga residual y su densidad, las cuales son determinadas por una junta
calificadora. La compra de acero en desuso viene generando un importante
mercado de trabajo en nuestro pas que contribuye adems al cuidado del medio
ambiente. El acero reciclado pasa por un proceso de corte y triturado en la planta
fragmentadora de ACEROS AREQUIPA. En el interior de fragmentadora,
poderosos martillos reducen el acero reciclado a un tamao ptimo, luego a travs
de una faja transportadora, el acero reciclado fragmentado pasa por una serie de
rodillos magnticos, que selecciona todo lo metlico, los materiales que no lo son,
se desvan por otro conducto para su almacenamiento o su cuidadosa eliminacin.
Al final el acero reciclado fragmentado se apila en la baha de carga en la espera
de su utilizacin. Las cargas metlicas con contenido de hierro y el carbono estn
listas para iniciar el gran viaje.
PROCESO DE ACERIA
En la zona de carga se mezclan ambas cargas metlicas con contenido de hierro.
Esta mezcla se lleva a la planta de acera para iniciar el proceso de fusin con el
carbono y producir as el acero. En la planta de acera se encuentra el horno
elctrico (el corazn de toda la planta). Cuando la mezcla de hierro esponja, acero
reciclado fragmentado y carbono ingresa al horno, la puerta principal del horno es
cubierta por una masa selladora, esto evita el ingreso excesivo de aire y permite
mantener mejor el calor. En el interior del horno elctrico la principal energa
usada para fundir la carga es la energa elctrica producida por tres electrodos
que generan temperaturas por encima de los 3000C-5000C. Tambin se
produce energa qumica producto de la oxidacin. El hierro esponja, el acero
reciclado fragmentado y el carbono se funden a1600C obtenindose as el acero
lquido. Luego 40 minutos de combustin, el acero lquido pasa al horno cuchara,
donde otros tres electrodos realizan el afino, es decir se ajusta a la composicin
qumica del acero logrando as la calidad necesaria para el producto. Luego a
travs de la buza u orificio ubicado en la base de la cuchara, el acero pasa a la
colada continua. Se inicia vertiendo el acero lquido al distribuidor, que reduce la
turbulencia del flujo y lleva el acero lquido por 4 lneas de colad, en donde se le
da una refrigeracin primaria para solidificarla superficialmente. Luego mediante
espray y toberas se realiza la refrigeracin secundaria. Esta barra solidificada es
cortada obtenindose as la palanquilla. El producto final de la acera y la materia
prima para la laminacin. Todo este proceso es muy importante, porque de l
depende la calidad de la palanquilla y del producto final .Los residuos metlicos se
reciclan y los residuos no metlicos se envan a las municipalidades cercanas para
el asfaltado de pistas.
PROCESO DE LAMINACION
Laminacin en caliente, donde las palanquillas en los diferentes productos largos
que existen en el mercado nacional e internacional. La laminacin empieza con el
calentamiento en el horno recalentador a una temperatura de trabajo que vara
entre 1100C-1200C, de ah pasa al tren de laminacin donde se inicia el
estiramiento de la palanquilla a travs de cajas de desbaste y rodillos, formando
as las barras y perfiles.
Para poder producir acero, las industrias generalmente utilizan uno de dos
procesos, cada proceso utiliza diferentes materiales y tecnologa. Estos dos
procesos principales para hacer acero son:
El horno de oxgeno bsico (BOF, por sus siglas en ingls Basic Oxygen
Furnace)
El horno de arco elctrico (EAF, por sus siglas en inglpes Electric Arc
Furnace)
El proceso de Horno de Oxgeno Bsico bsicamente funde hierro rico en
carbono que se transforma en acero, su proceso se distingue por los
siguientes pasos:
El hierro es fundido en un horno, posteriormente es vertido en un contenedor
grande para realizarle un pre-tratamiento llamado contenedor BOF. Este pre-
tratamiento consiste en tratar al metal para reducir la carga de azufre, silicio y
fsforo. La cantidad de impurezas que se quita del metal determina la calidad final
del acero fabricado. El proceso BOF se distingue por hacer uso de hierro viejo
para fabricar acero nuevo, as que es necesario balancear la carga del acero
nuevo con hierro viejo, se hace en una proporcin aproximada de 50% de cada
tipo de metal.
Una vez en el contenedor, se le inyecta oxigeno 99% puro dentro del acero y
hierro, se quema el carbono disolvindose en el acero para formar monxido de
carbono y dixido de carbono, causando que la temperatura suba cerca de los
1700C. Cuando es fundido, el metal reduce su contenido de carbono y ayuda a
remover los indeseados elementos qumicos. Este es el uso del oxgeno es este
proceso.
Se mezcla cal viva o dolomita para formar un tipo de residuo que absorbe las
impurezas en el proceso de fabricacin del acero.
El recipiente de BOS se inclina de nuevo y el acero se vierte en un cazo
gigante. El acero se refina en este horno, mediante la adicin de productos de
aleacin para dar a las propiedades de aceros especiales requeridos por el cliente.
A veces, argn o nitrgeno gaseoso. El acero ahora contiene 0.1-1% de carbono.
Cuanto ms carbono en el acero, ms duro es, pero tambin es ms frgil y
menos flexible.
Despus el acero se retira del recipiente de BOS, los residuos llena de impurezas,
se separan y enfran.
Este proceso para realizar el acero constituye en 40% de fabricacin de acero
en Estados Unidos.
En el del proceso de Horno de Arco Elctrico bsicamente se hace uso de la
electricidad para fabricar acero a partir de casi el 100% de acero viejo para
fabricar acero nuevo. El proceso consiste en los siguientes pasos:
Los residuos de metal son colocados en un contenedor el cual se compone por
residuos de chatarra de autos, lnea blanca y con hierro fundido para mantener el
equilibrio qumico. La chatarra es colocada en una cesta donde se realiza un pre-
calentamiento y ser llevada al horno EAF donde se dejar caer esta chatarra. Es
generada una gran cantidad de energa a la hora de dejar caer la chatarra en el
horno EAF.
Una vez cargado el horno con la chatarra de metal se colocan unos electrodos que
sern alimentados de electricidad por el horno de arco que permitirn triturar el
metal empezando por la parte superior, voltajes inferiores son seleccionados para
esta primera parte de la operacin para proteger el techo y las paredes del calor
excesivo y dao de los arcos elctricos. Una vez que los electrodos han llegado a
la gran fusin en la base del horno y los arcos estn protegidos por la chatarra de
metal, el voltaje se puede aumentar. Esto permite que se funda ms rpido el
metal.
Una parte importante de la produccin de acero es la formacin de escoria, que
flota en la superficie del acero fundido. Esta escoria por lo general consiste de
metales xidos, y ayudan a quitar las impurezas del metal.
Una vez hecho este primer proceso de fundicin puede volver se a cargar el horno
y fundirse, despus de este proceso se puede revisar y corregir la composicin
qumica del acero. Con la formacin de escoria se pueden eliminar las impurezas
de silicio, azufre, fsforo, aluminio, magnesio y calcio. La eliminacin de carbono
tiene lugar despus de que estos elementos se han quemado, ya que tienen
mayor afinidad al oxgeno. Los metales que tiene una afinidad ms pobre de
oxgeno que el hierro, tales como el nquel y cobre, no se pueden quitar a travs
de la oxidacin y debe ser controlado a travs del tratamiento qumico solo de la
chatarra.
Una vez que la temperatura y la qumica son correctas, el acero se extrae en un
cazo pre-calentado a travs de la inclinacin del horno. Para algunos tipos de
acero especiales, incluyendo el acero inoxidable, la escoria se vierte en el
contenedor, as, para ser tratado en el horno para recuperar los valiosos
elementos de aleacin.
Actualmente el proceso de fabricacin del acero por medio de EAF representa un
60% de la fabricacin en Estados Unidos.
PROPIEDADES FISICAS
Aunque es difcil establecer las propiedades fsicas y mecnicas del acero debido
a que estas varan con los ajustes en su composicin y los diversos tratamientos
trmicos, qumicos o mecnicos, con los que pueden conseguirse aceros con
combinaciones de caractersticas adecuadas para infinidad de aplicaciones, se
pueden citar algunas propiedades genricas:
Su densidad media es de 7850 kg/m. En funcin de la temperatura el acero se
puede contraer, dilatar o fundir.
El punto de fusin del acero depende del tipo de aleacin y los porcentajes de
elementos aleantes. El de su componente principal, el hierro es de alrededor de
1.510 C en estado puro (sin alear), sin embargo el acero presenta
frecuentemente temperaturas de fusin de alrededor de 1.375 C, y en general la
temperatura necesaria para la fusin aumenta a medida que se aumenta el
porcentaje de carbono y de otros aleantes, (excepto las aleaciones autnticas que
funden de golpe). Por otra parte el acero rpido funde a 1.650 C. Su punto de
ebullicin es de alrededor de 3.000 C.
Estructura Del Acero: Las propiedades fsicas de los aceros y su comportamiento
a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su
distribucin en el hierro. Antes del tratamiento trmico, la mayor parte de los
aceros son una mezcla de tres sustancias: ferrita, perlita y cementita.
La ferrita: Blanda y dctil, es hierro con pequeas cantidades de carbono y otros
elementos en disolucin.
La cementita: Un compuesto de hierro con el 7% de carbono aproximadamente,
es de gran dureza y muy quebradiza.
La perlita: Es una profunda mezcla de ferrita y cementita, con una composicin
especfica y una estructura caracterstica, y sus propiedades fsicas son
intermedias entre las de sus dos componentes. La resistencia y dureza de un
acero que no ha sido tratado trmicamente depende delas proporciones de estos
tres ingredientes. Cuanto mayor es el contenido en carbono de un acero, menor es
la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de
carbono, est por completo compuesto de perlita. El acero con cantidades de
carbono an mayores es una mezcla de perlita y cementita. Al elevarse la
temperatura del acero, la ferrita y la perlita se transforman en una forma alotrpica
de aleacin de hierro y carbono conocida como austenita, que tiene la propiedad
de disolver todo el carbono libre presente en el metal. Si el acero se enfra
despacio, la austenita vuelve a convertirse en ferrita y perlita, pero si el
enfriamiento es repentino la austenita se convierte en martensita, una modificacin
alotrpica de gran dureza similar a la ferrita pero con carbono en solucin slida.
PROPIEDADES MECANICAS
Resistencia: es la oposicin al cambio de forma y a la fuerzas externas que
pueden presentarse como cargas son traccin, compresin, cizalle, flexin y
torsin.
Elasticidad: corresponde a la capacidad de un cuerpo para recobrar su forma al
dejar de actuar la fuerza que lo ha deformado.
Plasticidad: es la capacidad de deformacin de un metal sin que llegue a
romperse si la deformacin se produce por alargamiento se llama ductilidad y por
compresin maleabilidad.
Fragilidad: es la propiedad que expresa falta de plasticidad y por lo tanto
tenacidad los metales frgiles se rompen en el lmite elstico su rotura se produce
cuando sobrepasa la carga del lmite elstico.
Tenacidad: se define como la resistencia a la rotura por esfuerzos que deforman
el metal; por lo tanto un metal es tenaz si posee cierta capacidad de dilatacin.
Dureza: Es la propiedad que expresa el grado de deformacin permanente que
sufre un metal bajo la accin directa de una fuerza determinada.
La densidad promedio del acero es 7850 kg/m3. Es la resistencia que ofrece un
acero para dejarse penetrar. La dureza de los aceros vara entre la del hierro y la
que se puede lograr mediante su aleacin u otros procedimientos trmicos o
qumicos entre los cuales quiz el ms conocido sea el templado del acero,
aplicable a aceros con alto contenido en carbono, que permite, cuando es
superficial, conservar un ncleo tenaz en la pieza que evite fracturas frgiles.
Aceros tpicos con un alto grado de dureza superficial son los que se emplean en
las herramientas de mecanizado, denominados aceros rpidos que contienen
cantidades significativas de cromo, wolframio, molibdeno y vanadio .Los ensayos
tecnolgicos para medir la dureza son Brinell, Vickers y Rockwell,entre otros
Existen dos Dureza fsica y dureza tcnica.
Ductilidad: es la capacidad que tienen los materiales para sufrir deformaciones a
traccin relativamente alta, hasta llegar al punto de fractura.
Resiliencia: Es la capacidad que presentan los materiales para absorber energa
por unidad de volumen en la zona elstica.
Maleable: Se pueden obtener lminas delgadas llamadas hojalata. La hojalata es
un alamina de acero, de entre 0,5 y 0,12 mm de espesor, recubierta, generalmente
de forma electroltica, por estao.
Resistencia al desgaste: Es la resistencia que ofrece un material a dejarse
erosionar cuando est en contacto de friccin con otro material.
Maquinabilidad: Es la facilidad que posee un material que permitir el proceso de
mecanizado. Permite una buena mecanizacin en mquinas herramientas antes
de recibir un tratamiento trmico.
Conductividad elctrica: Posee una alta conductividad elctrica en las lneas
areas de alta tensin se utilizan con frecuencia conductores de aluminio con alma
de acero proporcionando ste ltimo la resistencia mecnica necesaria para
incrementarlos vanos entre la torres y optimizar el coste de la instalacin
PROPIEDADES QUIMICAS DEL ACERO
Composicin Qumica Del Acero:
Es una aleacin de diversos elementos, entre ellas estn el carbono, magnesio,
silicio, cromo, nquel y vanadio.
El carbono: es el que determina sus propiedades mecnicas. A mayor contenido
de carbono la dureza, la resistencia, la traccin y el lmite elstico aumentan. Por
el contrario, disminuye la ductibilidad y la tenacidad.
El magnesio: es adicionado en forma de ferro magnesio, aumenta la forjabilidad
del acero, su templacidad y resistencia al impacto, as como disminuye en
suductibilidad.
El silicio: se adiciona en proporciones que varan de 0.05% a 0.5%. Se incluye en
la aleacin para propsitos de oxidacin, pues se combinan con oxgeno disuelto
en la mezcla.
El cromo incrementa la resistencia a la abrasin y a la templacidad.
El nquel mejora la resistencia al impacto y calidad superficial.
El vanadio mejora la templacidad.
El fsforo, al igual que el Azufre, en algunos tipos de aceros se agrega de
liberadamente para aumentar su resistencia a la tensin y mejorar la
maquinabilidad; pero reduce la ductilidad y la resistencia al impacto.
PROPIEDADES QUMICAS.
La actividad qumica del metal depende de las impurezas que contenga y de la
presencia de elementos que reaccionan con estas, dependiendo tambin en
menor medida de la temperatura y zonas de contacto. Distinguimos
fundamentalmente dos reacciones: oxidacin y corrosin.
Oxidacin: La oxidacin se produce cuando se combina el oxgeno del aire y el
metal. La oxidacin es superficial, producindose en la capa ms externa del
metal y protegien-do a las capas interiores de la llamada oxidacin total. El xido
no es destructivo.
Corrosin: Se considera corrosin a toda accin que ejercen los diversos agentes
qumicos sobre los metales, primeramente en la capa superficial y posteriormente
en el resto. Cuando es producida por el oxgeno y usando como catalizador el
agua, la corrosin es progresiva desde la capa superficial hasta el interior del
metal lo que provoca su total destruccin.
Corrosin general: Cuando es en toda la superficie, se protege con
facilidad.
Corrosin intercristalina: Se debe a las impurezas y no se advierte a
simple vista.
Corrosin localizada: Se localiza en sitios poco visibles y pasa
desapercibida has taque se rompe la pieza
COMPOSICION QUIMICA DEL ACERO
Aleacin Cantidad
Hierro 92%
Carbono 3 o 4%
Silicio 3%
Magnesio 0.25 al 2.5%
Fosforo y algunas partculas de Azufre 2%
TRATAMIENTO TRMICO DEL ACERO:
El proceso bsico para endurecer el acero mediante tratamiento trmico consiste
en calentar el metal hasta una temperatura a la que se forma ausentita,
generalmente entre los 750 y 850C, y despus enfriarlo con rapidez
sumergindolo en agua o aceite. Estos tratamientos de endurecimiento, que
forman martensita, crean grandes tensiones internas en el metal, que se eliminan
mediante el temple o el recocido, que consiste en volver a calentar el acero hasta
una temperatura menor. El temple reduce la dureza y resistencia y aumenta la
ductilidad y la tenacidad. El objetivo fundamental del proceso de tratamiento
trmico es controlar la cantidad, tamao, forma y distribucin de las partculas de
cementita contenidas en la ferrita, que a su vez determinan las propiedades fsicas
del acero. Hay muchas variaciones del proceso bsico. Los ingenieros
metalrgicos han descubierto que el cambio de ausentita a martensita se produce
en la ltima fase del enfriamiento, y que la transformacin se ve acompaada de
un cambio de volumen que puede agrietar el metal si el enfriamiento es
demasiado rpido. Se han desarrollado tres procesos relativamente nuevos para
evitar el agrietamiento. En el templado prolongado, el acero se retira del bao de
enfriamiento cuando ha alcanzado la temperatura en la que empieza a formarse la
martensita, y a continuacin se enfra despacio en el aire. En el mar templado, el
acero se retira del bao en el mismo momento que el templado prolongado y se
coloca en un bao de temperatura constante hasta que alcanza una temperatura
uniforme en toda su seccin transversal. Despus se deja enfriar el acero en aire a
lo largo del rango de temperaturas de formacin de la martensita, que en la
mayora de los aceros va desde unos 300C hasta la temperatura ambiente. En el
austemplado, el acero se enfra en un bao de metal o sal mantenido de forma
constante a la temperatura en que se produce el cambio estructural deseado, y se
conserva en ese bao hasta que el cambio es completo, antes de pasar al
enfriado final. Hay tambin otros mtodos de tratamiento trmico para endurecer
el acero. En la cementacin, las superficies de las piezas de acero terminadas se
endurecen al calentarlas con compuestos de carbono o nitrgeno. Estos
compuestos reaccionan con el acero y aumentan su contenido de carbono o
forman nitruros en su capa superficial
TIPOS DE ACERO
Los aceros se clasifican en cinco grupos principales:
Aceros al carbono
Aceros aleados
Aceros de baja aleacin ultra resistente
Aceros inoxidables
Aceros de herramientas
ACEROS AL CARBONO
El acero al carbono, constituye el principal producto delos aceros que se
producen, estimando que un 90% dela produccin total producida mundialmente
corresponde a aceros al carbono. Estos aceros son tambin conocidos como
aceros de construccin, La composicin qumica de los aceros al carbono es
compleja, adems del hierro y el carbono que generalmente no supera el 1%, hay
en la aleacin otros elementos necesarios para su produccin, tales como silicio y
manganeso. El aumento del contenido de carbono en el acero eleva su resistencia
a la traccin, incrementa el ndice de fragilidad en fro y hace que disminuya la
tenacidad y la ductilidad.
ACEROS ALEADOS
Estos aceros estn compuestos por una proporcin determinada de vanadio,
molibdeno y otros elementos; adems de cantidades mayores de manganeso,
silicio y cobre que los aceros al carbono. Estos aceros se emplean para fabricar
engranajes, ejes, cuchillos, etc.
ACEROS DE BAJA ALEACIN ULTRA RESISTENTES
Es la familia de aceros ms reciente de las cinco. Estos aceros son ms baratos
que los aceros convencionales debido a que contienen menor cantidad de
materiales costosos de aleacin. Sin embargo, se les da un tratamiento especial
que hace que su resistencia sea mucho mayor que la del acero al carbono. Este
material se emplea para la fabricacin de vagones porque al ser ms resistente,
sus paredes son ms delgadas, con lo que la capacidad de carga es mayor.
Adems, al pesar menos, tambin se pueden cargar con un mayor peso. Tambin
se emplea para la fabricacin de estructuras de edificios.
ACEROS INOXIDABLES
Estos aceros contienen cromo, nquel, y otros elementos de aleacin que los
mantiene brillantes y resistentes a la oxidacin. Algunos aceros inoxidables son
muy duros y otros muy resistentes, manteniendo esa resistencia durante mucho
tiempo a temperaturas extremas. Debido a su brillo, los arquitectos lo emplean
mucho con fines decorativos. Tambin se emplean mucho para tuberas,
depsitos de petrleo y productos qumicos por su resistencia a la oxidacin y
para la fabricacin de instrumentos quirrgicos o sustitucin de huesos porque
resiste a la accin de los fluidos corporales .Adems se usa para la fabricacin de
tiles de cocina, como pucheros, gracias a que no oscurece alimentos y es fcil de
limpiar.
ACEROS DE HERRAMIENTAS
Estos aceros se emplean para fabricar herramientas y cabezales de corte y
modelado de mquinas. Contiene wolframio, molibdeno y otros elementos de
aleacin que le proporcionan una alta resistencia, dureza y durabilidad.
El Acero Corten: es un Acero comn al que no le afecta la corrosin.
Es una aleacin de Acero con nquel, cromo, cobre y fsforo que, tras un proceso
de humectacin y secado alternativos forma una delgadsima pelcula de xido de
apariencia rojizo-prpura.
El Acero Corten es un tipo de acero realizado con una composicin qumica que
hace que su oxidacin tenga unas caractersticas particulares que protegen la
pieza realizada con este material frente a la corrosin atmosfrica sin perder
prcticamente sus caractersticas mecnicas. Actualmente lo utilizan arquitectos,
ingenieros, decoradores, diseadores, paisajistas, etc. ya que este material va
cambiando continuamente durante el proceso de oxidacin y por el efecto que la
luz y las condiciones atmosfricas producen en l.
Adems se utiliza en la Industria cementera, silos, tolvas, cribadoras, chimeneas,
tuberas, lavaderos de carbn, depsitos de agua, petrleo, fuel-oil, etc.
Construcciones metlicas, puentes, estructuras, fachadas de edificios, puertas
metlicas, hormigoneras, gras, palas excavadoras. Vagones ferrocarril, chasis de
camiones, basculantes, cisternas, semirremolques.
Acero Calmado: El Acero Calmado o Reposado es aquel que ha sido desoxidado
por completo previamente a la colada, por medio de la adicin de metales.
Mediante este procedimiento se consiguen piezas perfectas pues no produce
gases durante la solidificacin, evitando las sopladuras. El acero calmado se
emplea generalmente para piezas solicitadas dinmicamente, p. ejemplo, en la
construccin de maquinaria o para piezas que deben ser sometidas a fuertes
conformaciones o para mecanizado con arranque de viruta.
Acero Corrugado Barra de Acero cuya superficie presenta resaltos o corrugas que
mejoran la adherencia con el hormign, que forman estructuras de hormign
armado.
TIPOS DE ACERO PARA LA CONSTRUCCION
CLASES
EN BARRAS LISAS Y PERFILES
Productos laminados en caliente de diversas secciones transversales que tienen
en comn las siguientes caractersticas: la altura h, es igual o mayor de 80mm; las
superficies del alma se empalman con las caras interiores de las alas; las alas son
generalmente simtricas y de igual ancho; las caras exteriores de las alas son
paralelas; las alas pueden ser de espesor decreciente desde el alma hacia los
bordes ,en este caso los perfiles se denominan de "alas inclinadas", o de espesor
uniforme las que se denominan de alas paralelas.
ngulos de Alta Resistencia Grado 50: Producto de acero laminado en caliente
cuya seccin transversal est formada por dos alas de igual longitud, en ngulo
recto.
ngulos Estructurales: Producto de acero laminado en caliente cuya seccin
transversal est formada por dos alas de igual longitud, en ngulo recto.
Barras Calibradas: Barra de acero laminado en caliente y calibrado en fro; se
caracterizan por su alta exactitud dimensional y buena calidad superficial.
Barras Cuadradas: Producto de acero laminado en caliente de seccin cuadrada.
Barras Cuadradas Ornamentales: Producto de acero laminado en caliente de
seccin cuadrada de lados cncavos, que lo convierte en un elemento decorativo
de gran belleza.
Barras Hexagonales: Producto laminado en caliente de seccin hexagonal, de
superficie lisa.
Barras Redondas Lisas: Producto laminado en caliente de seccin circular, de
superficie lisa
Barras de acero de seccin redonda con la superficie estriada, o con resaltes, para
facilitar su adherencia al concreto al utilizarse en la industria de la construccin. Se
fabrican cumpliendo estrictamente las especificaciones que sealan el lmite de
fluencia, resistencia a la traccin y su alargamiento. Las especificaciones sealan
tambin las dimensiones y tolerancias. Se les conoce como barras para la
construccin, barras deformadas y en Venezuela con el nombre de cabillas. Las
barras para construccin se identifican por su dimetro, que puede ser en
pulgadas o milmetros. Las longitudes usuales son de 9 y 12 metros de largo.
Fierro Corrugado ASTM A706: Barras de acero micro aleado de alta ductilidad,
rectas de seccincircular, con resaltes Hi-bond de alta adherencia con el concreto.
Fierro Corrugado ASTM A615-GRADO 60: Barras de acero rectas de seccin
circular, con resaltes Hi-bondde alta adherencia con el concreto.
Corrugado 4.7 mm: Varillas de acero corrugadas obtenidas por laminado en fro.
Nuevos Estribos Corrugados: Para Columnas y vigas
ALAMBRONES Y DERIVADOS
Redondos que son laminados en caliente a partir de palanquillas, a una seccin
recta aproximadamente redonda en rollos de una longitud contina. Los productos
en barras pueden haber sufrido una deformacin en fro controlada, por ejemplo
un estirado o torzonado alrededor de su eje longitudinal.
Alambre Negro Recocido: Es un alambre de acero de bajo carbono, obtenido por
traficacin y con posterior tratamiento trmico de recocido que le otorga excelente
ductilidad y maleabilidad, conservando suficiente resistencia mecnica para
trabajar.
Alambrn Liso para Construccin: Es un producto laminado en caliente de
seccin circular y de superficie lisa.
Alambrn para Trefilera: Producto de acero fabricado por laminacin en
caliente, de seccin circular y de superficie lisa.
TIPOS DE CONFORMADO DEL ACERO
El acero es un material muy utilizado en nuestra cotidianidad, ste puede
fabricarse a partir de mineral de hierro en un alto horno, o a partir de chatarra en
un horno elctrico de arco. El acero obtenido puede luego conformarse de
diversas maneras. A continuacin se explican los procesos para fabricar lminas
de acero.
PROCESO DE FORMADO EN CALIENTE
Una de las propiedades ms importantes de los metales es su maleabilidad, este
trmino, indica la propiedad de un metal para ser deformado mecnicamente por
encima de su lmite elstico, sin deformarse y sin incremento considerable en la
resistencia a la deformacin.
La materia prima (para los procesos de formado) es el acero en lingote, este, con
su estructura cristalina tpica gruesa y dendrtica, no es til para las aplicaciones
en las que se requiera resistencia mecnica. Las partes fabricadas directamente
del acero en lingote pueden estrellarse al recibir fuerzas de trabajo y cargas de
impacto. Los granos dendrticos que contiene un lingote vaciado deben
recristalizarse para dar al acero la resistencia necesaria esto se logra mediante
procesos de trabajo en caliente como forjado o laminacin.
Los factores que influyen en el tamao de grano que se obtiene con la
deformacin en caliente son:
Temperatura final del proceso.
Velocidad de enfriamiento.
Tamao inicial del grano.
Cantidad de la deformacin.
Como el metal se encuentra a alta temperatura, los cristales reformados
comienzan a crecer nuevamente, pero estos no son tan grandes e irregulares
como antes. AI avanzar el trabajo en caliente y enfriarse el metal, cada
deformacin genera cristales ms pequeos, uniformes y hasta cierto grado
aplanados, lo cual da al metal una condicin a la que se llama anisotropa u
orientacin de grano o fibra, es decir, el metal es ms dctil y deformable en la
direccin de un eje que en la del otro.
Esta condicin (anisotropa) nos ayuda a explicar las siguientes ventajas del
trabajo en caliente.
No aumenta la dureza o ductilidad del metal ya que los granos distorsionados
deformados durante el proceso, pronto cambian a nuevos granos sin deformacin.
El metal se hace ms tenaz pues los cristales formados son ms pequeos y por
lo tanto ms numerosos, adems porque se disminuye el espacio entre cristales y
se segregan las impurezas.
Se requiere menor fuerza y por lo tanto menor tiempo, ya que el material es ms
maleable.
Facilidad para empujar el metal a formas extremas cuando est caliente, sin
roturas ni desgastes pues los cristales son ms plegables y se forman
continuamente.
Ayuda a perfeccionar la estructura granular.
Se eliminan zonas de baja resistencia.
Se eliminan los poros en forma considerable debido a las altas presiones de
trabajo.
Baja costos de dados.
EI material tiene buena soldabilidad y maquinabilidad, dado que el contenido de
carbono es menor al 0.25%.
Algunas de las desventajas que presenta el trabajo en caliente son
Se tiene una rpida oxidacin o formacin de escamas en la superficie con el
siguiente mal acabado superficial.
No se pueden mantener tolerancias estrechas.
Se requieren herramientas resistentes al calor que son relativamente costosas.
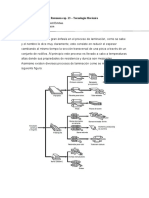
Laminacin: An calientes, los lingotes se colocan en hornos de gas llamados
hornos de foso, all permanecen hasta alcanzar una temperatura de trabajo
uniforme de alrededor de 1200C, una vez alcanzada esta temperatura los lingotes
se llevan al tren de laminacin en donde primero son laminados en formas
intermedias como lupias, tochos o planchas. Una lupia tiene una seccin
transversal con un tamao mnimo de 150 x 150mm. Un tocho es ms pequeo
que una lupia y puede tener cualquier seccin desde 40mm. Hasta el tamao de
una lupia. Las planchas pueden laminarse ya sea de un lingote o de una lupia,
tienen un rea de seccin transversal rectangular con un mnimo de 25mm. y un
espesor mnimo de 40mm. El ancho siempre es 3 o ms veces el espesor y puede
ser de cuando mucho 1500mm. Placas, plancha para tubos, y flejes se laminan a
partir de planchas.
La mayor deformacin toma lugar en el espesor aunque hay algn incremento en
el ancho. La uniformidad de la temperatura es importante en todas las operaciones
de laminado, puesto que controla el flujo del metal y la plasticidad. (Ver Figura 1)
Un efecto del trabajo en caliente con la operacin de laminado, es el refinamiento
del grano causado por la recristalizacin.
La mayora de los laminados primarios se hacen ya sea en un laminador reversible
de dos rodillos (Tren de laminacin )o en un laminador de rolado continuo de tres
rodillos. En el laminador reversible de dos rodillos, la pela pasa a travs de los
rodillos, los cuales son detenidos y regresados en reversa una y otra vez. A
intervalos frecuentes el metal se hace girar 90 sobre su costado para conservar la
accin uniforme y refinar el metal completamente, se requieren alrededor de 30
pasadas para reducir un lingote grande a una lupia. Los rodillos superior e inferior
estn provistos de ranuras para alojar las diferentes reducciones de la seccin
transversal de la superficie. El laminador de dos rodillos es bastante verstil, dado
que posee un amplio rango de ajustes segn el tamao de las pelas y relacin de
reduccin, pero est limitado por la longitud que puede laminarse y por las fuerzas
de inercia las cuales deben ser superadas cada vez que se hace una inversin.
Esto se elimina en el laminador de tres rodillos, pero se requiere un mecanismo
elevador. Aunque existe alguna dificultad debido a la carencia de velocidad
correcta para todas las pasadas, el laminador de tres rodillos es menos costoso
para hacerse y tiene un mayor rendimiento que el laminador reversible.
Los invito a ver el siguiente video para tener una visin ms clara del proceso de
laminacin.
Los tochos podran laminarse en un gran laminador del tamao usado para lupias,
pero esto no se acostumbra por razones econmicas. Frecuentemente se lamina
lupias en un laminador continuo de tochos compuesto de alrededor de ocho
estaciones de laminado en lnea recta. El acero formado, por ultimo pasa a travs
del laminador y sale con un tamao final de tocho, aproximadamente de 50 x
50mm., el cual es la materia prima para muchas formas finales tales como barras,
tubos y piezas forjadas.
Forja: Es un mtodo de manufactura de piezas metlicas, que consisten en la
deformacin plstica de un metal, ocasionada por esfuerzos impuestos sobre l,
ya sea por impacto o por presin. En el proceso, el metal fluye en la direccin de
menor resistencia, as que generalmente ocurrir un alargamiento lateral al menos
que se le contenga. El grupo de metales ms importantes lo constituyen el acero y
sus aleaciones, ciertos materiales no ferrosos, como el aluminio y sus aleaciones.
Existen dos clases de forja, en matriz abierta y en matriz cerrada.
En la forja en matriz abierta, el metal no esta completamente contenido en el dado,
el forjado con martinete es un ejemplo caracterstico de este mtodo. La pieza es
formada debido a rpidos y sucesivos golpes del martillo. Utilizada en la
produccin de piezas pesadas con tolerancias grandes y en lotes pequeos y
medianos.
La forja en matriz cerrada se utiliza mucho para alta produccin. En el proceso, el
metal es formado prensndose entre un por de dados. El dado superior se fija
generalmente al ariete de una prensa de forja o a un martillo, mientras que el
inferior queda sujeto al yunque. Juntos constituyen la matriz cerrada. El mtodo
permite obtener piezas de gran complejidad y exactitud, as como un buen
acabado. Utilizada en la produccin de piezas de peso reducido, de precisin y en
lotes de 1000 a 10000 unidades.
En ciertas ocasiones la forja libre y la forja cerrada se pueden combinar
favorablemente, por ejemplo, en la produccin de piezas de precisin, es muy
comn preformar primero el metal en matriz abierta, y luego realizar el acabado
final en matrices cerradas.
Es raro usar las partes forjadas tal y como se les produce, en general se les
termina primero quitndoles las rebabas a las piezas (desbarbado), con una matriz
de corte que no siempre est integrada a la mquina de forja y despus se
proporciona el acabado requerido mediante los procesos de maquinado comunes.
Cabe mencionar que existen dos clases de forjado el denominado en caliente, que
se realiza arriba de la temperatura de recristalizacin y el llamado forjado en fro
que se efecta por debajo de esta. Las piezas forjados se emplean ampliamente
en herramientas de mano, partes de automviles, caimanes, ferrocarriles, en la
industria aeroespacial y muchas otras. Algunas de sus caractersticas tcnicas
ms sobresalientes se numeran a continuacin:
Integridad estructural: La forja elimina las bolsas de gas internas y otras
inclusiones de metal, que podran causar fallas no predecibles en piezas
sometidos a esfuerzos o impactos elevados.
Alta resistencia y tenacidad: Mediante la orientacin adecuada de las fibras del
metal, la forja desarrolla la mximo resistencia posible al impacta y a la fatiga,
dando a dems a la pieza la ductilidad necesaria para resistir fallas baja impactos
inesperados.
Bondad de configuracin: Muchas de las piezas forjadas se pueden producir
aproximadamente a la configuracin final estipulada, reducindose a un mnimo la
necesidad de un maquinado posterior.
Uniformidad de las piezas: Es posible obtener piezas que exhiban una amplia
gama de propiedades fsico mecnicas, dependiendo de los materiales,
aleaciones y tratamientos trmicos.
Ahorro de peso: La alta resistencia que puede ser desarrollada en las piezas
forjados por la adecuada orientacin del flujo de fibras, refinamiento de la
estructura cristalina y tratamiento trmico, les permite tener en muchas ocasiones
un peso ms reducido que las piezas fabricadas con otros procesos.
Economa al combinar varias partes de una sola forma: Mediante la forja, se
pueden producir piezas de configuracin geomtrica muy complicada que en otro
caso tendran que elaborar mediante el ensamble de varias partes. Esto permite
tener un considerable ahorro en la produccin al evitar costosas uniones de
soldaduras, remaches.
Aparentemente el proceso es sencillo, es decir, calentar el metal y de uno o dos
golpes forzarlo a llenar la cavidad del dado. En realidad, el metal est muy lejos de
ser lquido, por lo tanto, no fluye tan fcilmente a las cavidades de la matriz. As
que, para forjar piezas, excepto aquellas de forma sencilla, es necesario tener en
cuenta lo siguiente:
Cortar y preformar la pieza. El corte se puede hacer con sierra a cizalla y
preformada con una prensa de forja. Se utiliza el preformada cuando la pieza a
forjar tiene una geometra complicada a su pesa unitaria es relativamente alta, con
esta operacin se modifica la configuracin inicial del metal, facilitando as su
forjado final, requiere adems de un calentamiento inicial.
Calentar un trozo de metal cortado y/o preformado en hornos de tipo elctrico, de
resistencia, de induccin, de alta frecuencia o de combustible lquido o gaseoso.
Los aceros (incluyendo el acero inoxidable) son calentados aproximadamente a
1230 C, en cambio, el aluminio se calienta a 425 C. Esta fase de calentamiento
se requiere a pesar de que el metal haya sido previamente calentado para su
preformado.
La pieza ya caliente, se coloca en la matriz de la prensa o martinete. Dependiendo
de su forma o tamao y complejidad ser el nmero de pasos y cavidades de la
matriz, donde proporcionalmente se le ira dando forma al producto. Cuando la
pieza ha sido formada, pasa a unas prensas cortadoras de menor capacidad, para
en efectuar en ellas el desbarbado. Se debe realizar inmediatamente despus del
formado final para aprovechar la elevada temperatura de la pieza y hacer el corte
con una fuerza menor.
Una vez que la pieza se ha forjado y desbarbado, se le somete normalmente a un
tratamiento trmico con el propsito de aliviarle esfuerzos originados por la
deformacin y reducir la dureza en caso de aceros de alto contenido de carbn.
Los mtodos ms usuales para ablandar el acero son el recocido y el normalizado.
Las partes hechas por el proceso de forja en caliente, pueden pesar desde 200grs.
hasta 2 toneladas, sin embargo, la mayora de las piezas pesan de 2 a 50 Kg.
Con respecto al paso No.1 (cortar y preformar la pieza) es conveniente enfatizar
que la mayora de las piezas forjadas requieren de un preformado tambin en
caliente, este debe enfocarse a la formacin de "bolsas" de material en las zonas
donde el producto final tendr mayor seccin transversal.
Forja abierta o de herrero: Este tipo de forja consiste en martillar el metal
caliente ya sea con herramienta manuales o entre dos plano en un martillo de
vapor. La forja manual, como la hecha por el herrero, es la forma ms antigua de
forjado. La naturaleza del proceso es tal que no se obtienen tolerancias cerradas,
ni pueden hacerse formas complicadas. El rango de forjado por forja abierta, va
desde unos cuantos kilogramos y sobrepasa los 90 mg. Un ejemplo de aplicacin
de este proceso se tiene en el forjado de joyera
Estampado: El estampado difiere de la forja con martillo en el que se usa ms
bien una impresin cerrada que dados de cara abierta. La forja se produce por
presin o impacto, lo cual obliga al metal caliente y flexible a llenar la forma de los
dados, en esta operacin existe un flujo drstico del metal en los dados causado
por los golpes repetidos sobre el metal. Para asegurar el flujo propio del metal
durante los golpes intermitentes, las operaciones se dividen en un nmero de
pasos. Cada paso cambia la forma gradualmente, controlando el flujo del metal
hasta que se obtiene la forma final. El nmero de pasos requeridos vara de
acuerdo al tamao y forma de la pieza, las cualidades de forja del metal y las
tolerancias requeridos. Para productos de formas grandes y complicadas, puede
requerir usar ms de un juego de dados.
Las temperaturas aproximados del forjado son: acero de 1100 a 1250 C.; cobre y
sus aleaciones de 750 a 925 C.; magnesio 315 C. y aluminio 370 a 450 C. la
forja de acero en dados cerrados vara en tamao desde unos cuantos gramos
hasta 10 mg.
Los dos principales tipos de martillos de estampado son el martinete de vapor y el
martinete de cada libre o martinete de tabln. En el primero, el apisonador y el
martillo son levantados por vapor, y la fuerza del golpe es controlada por el
estrangulamiento del vapor. En el martinete del tipo de cada libre, la presin de
impacto es desarrollada por la fuerza de cada del apisonador y el dado cuando
golpea sobre el dado que esta fijo.
Extrusin: La extrusin en caliente es un proceso que utiliza la gran maleabilidad
de los materiales previamente calentados para formarlo. Consiste en forzar al
metal (contenido en una cmara de presin) mediante un embolo a salir a travs
de una matriz formadora especial, que determina la seccin transversal del
producto. Este emerge como una barra continua que se corte a la longitud
deseada. La mayora de los metales utiliza extrusin en caliente, para reducir las
fuerzas requeridas, eliminar los efectos del trabajo en fro y reducir las
propiedades direccionales. El proceso tambin se puede utilizar para materiales
de baja resistencia que no se pueden formar por estirado.
Los metales que ms comnmente se someten a extrusin son: El plomo, cobre,
latn, bronce, aleaciones de aluminio y magnesio. La obtencin de las piezas
metlicas por el proceso de extrusin se puede realizar para los siguientes
materiales con las temperaturas adecuadas.
Acero 1100 1250 C
Cobre 750 925 C
Aluminio 320 450 C
El acero es ms difcil de extrur a causa de su alta resistencia a la fluencia y su
tendencia a soldarse a las paredes de la cmara de la matriz en las condiciones
de alta temperatura y presin requeridas.
Sin embargo, se hacen en la actualidad cantidades significativas de extrusiones de
acero, usando como lubricantes en el tocho sales de fosfato o recubrimiento de
vidrio que se funde durante la extrusin, las matrices se hacen de acero para
herramientas. Los ngulos de entrada y salida varan considerablemente, as que
el diseo del dado debe ser cuidadoso. Un factor importante en el proceso es la
lubricacin de las paredes, tanto el material que se va a trabajar as como el de la
estampa o matriz, esto evita el desgaste y alarga su vida til.
Las presiones empleadas en el proceso son muy altas, para extrur el acero se
requiere de una presin de 8800 a 12700 Kg/cm., las prensas hidrulicas tienen
capacidad de ms de 14000 ton. Las tasas de produccin son elevadas dado que
se pueden extrur materiales a razn de 300 m/min. Como las matrices tienen
costos bajos, la extrusin en caliente es econmica para obtener pequeos lotes
de piezas las tolerancias son buenas pero se incrementa a medida que el perfil o
pieza adquiere mayor tamao. Para la mayora de las formas obtienen fcilmente
tolerancias de alrededor de +0.003 pulgadas.
Las extrusiones poseen la estructura de grano compacto uniforme de otros
metales trabajados en caliente1 tienen propiedades direccionales bastante
marcadas. Los acabados son usualmente de 3.2 a 6.4 x 10 mm. Los principales
productos del proceso de extrusin son: varillas, perfiles, estructurales, tubos,
cables, cubiertos de plomo, molduras de marcos, cartuchos de latn, etc.
La maquinaria ms empleada en la extrusin convencional son las prensas de tipo
horizontal que se operan hidrulicamente. Las velocidades correctas de trabajo,
dependiendo de la temperatura y del material, varan desde unos cuantos metros
por minuto hasta 300 m/min. Existen algunas variaciones del proceso de extrusin.
Extrusin directa: Consiste en colocar dentro de la cmara un tocho caliente y
redondo que se comprime mediante un embolo. El metal extruido a travs del
dado, se abre: hasta que solo queda un pequeo residuo para cortarlo cerca del
dado y eliminar el extremo.
Extrusin indirecta: Difiere de la extrusin directa, en el que la parte extrada se
forza a travs del embolo. Se requiere menor esfuerzo en este mtodo, pues no
hay friccin entre el trozo de metal y las paredes del recipiente que lo contiene.
Sin embargo, tiene limitaciones tales como, la debilidad del ariete por ser hueco y
la imposibilidad de proporcionar un soporte adecuado a la parte extrada.
Extrusin por impacto: En la extrusin por impacto un punzn es dirigido al pedazo
de metal por una fuerza tal que este es elevado a su alrededor la mayora de las
operaciones de extrusin por impacto, tales como la manufactura de tubos
plegables, son trabajos en fro. Sin embargo hay algunos metales y productos,
particularmente aquellos en los cuales se requieren paredes delgadas, en los que
los pedazos de metal son calentados a elevadas temperaturas.
PROCESOS DE FORMADO EN FRO
Cuando un metal es rolado, extruido o estirado a una temperatura debajo de la
recristalizacin el metal es trabajado en fro. La mayora de los metales se trabajan
en fro a temperatura ambiente aunque la reaccin de formado en ellos causa una
elevacin de la temperatura. El trabajo en caliente realizado sobre el metal en
estampado plstico, refina la estructura de grano mientras que el trabajo en fro
distorsiona el grano y reduce un poco su tamao. El trabajo en fro mejora la
resistencia, la maquinabilidad, exactitud dimensional y terminada de superficie del
metal. Debida a que la oxidacin es menar en l trabaja en fri laminas ms
delgadas y hojalatas pueden laminarse mejor que para el trabaja en caliente.
Efectos del trabajo en fro: La diferencia principal del trabajo en caliente y enfro
es la temperatura a la cual se realiza el proceso. En el trabajo en fro el material se
trabaja a temperatura ambiente, pero el proceso como tal ocasiona calentamiento
por friccin entre el equipo y la pieza, por lo que es comn que el trabajo en fro
alcance temperaturas hasta de 200 C.
Todos los metales son cristalinos por la naturaleza y estn hechos de granos de
forma irregular de varios tamaos. Cuando se trabaja en fro los cambios
resultantes en la forma del material trae consigo marcas en la estructura de grano.
Los cambios estructurales producen fragmentaciones del grano, movimientos de
tomos y distorsin de la malla.
Para el trabajo en fro se requieren presiones mucho mayores que en el trabajo en
caliente. Como el metal permanece en un estado ms rgido no es
permanentemente deformado hasta que los esfuerzos aplicados han excedido el
lmite elstico.
La cantidad de trabajo en fro que un metal soporta depende sobre todo de su
ductilidad, mientras ms dctil sea el metal mejor podr trabajarse en fro; Los
metales puros pueden soportar una mayor deformacin que los que tienen
elementos dados, debido a que los metales de aleacin incrementan la tendencia
y rapidez del endurecimiento.
Laminacin: Planchas, flejes, barras y varillas son laminados en fro para obtener
productos de superficies pulidas y de dimensiones exactas.
Estos procedimientos se emplean para hacer lminas finas de los materiales ms
blandos. La mayor parte del laminado se realiza en laminadoras de cuatro rodillos,
y de racimo o de planetario. El laminado en fro de planchas y flejes se clasifica
en:
Laminado de superficie.
Laminado un cuarto endurecido.
Laminado semiduro.
Laminado duro completo.
Las mquinas para formado por laminado en fro, se construyen series de parejas
de rodillos que forman progresivamente una cinta metlica que se alienta
continuamente a travs de la maquina a velocidades que van desde 18 a 19
mts/min. En esta maquina se producen secciones tubulares por medio de cinco
pares de rodillos. La seccin tubular entra a una soldadura por resistencia
despus de haberse formado y es continuamente soldada cuando pasa a travs
de la maquina.
Los tochos podrn laminarse en un gran laminador para lupias pero esto no se
acostumbra por razones econmicas. Frecuentemente se laminan rupias en un
laminador continuo de tochos, compuestos alrededor de ocho estaciones de
laminado en lnea recta. El acero formado, por ultimo pasa a travs del laminador
y sale con un tamao fino de tochos, aproximadamente a 50 x 50 mm., el cual es
la materia prima para productos finales coma barras, tubos y piezas forjadas.
Forja: Estos trminos se refieren a los mtodos de trabajo en fro por una
naturaleza de compresin o impacto que causa que el material fluya de alguna
forma determinada con el diseo de los dados.
El calibrado, la forma ms simple de forja en fro es una ligera operacin de
compresin de una pieza forjada, moldeada o montaje de acero para obtener
tolerancias cerradas y superficies planas. El metal es confinado solo en direccin
vertical. Pequeos piones, menores de una pulgada de dimetro, se extruyen en
fro. Estampado rotatorio es un medio de reducir los extremos de barras y tubos
por dados rotatubos.
El cabeceado en fro o recalcado de pernos, remaches y otras piezas similares
hechas en una maquina de cabeceado en fro es otra forma de estampado.
TECNOLOGIA DE LOS MATERIALES EN LA CONSTRUCCION
USOS DE LOS ACEROS ESTRUCTURALES:
Una relacin completa sera imposible: desde el objeto ms corriente hasta el
instrumento ms sofisticado, desde lo microscpico (piezas menores de un gramo
en los micro motores de relojes elctricos) hasta lo gigantesco (cubas de
metanero, capaces de alojar el volumen del arco del triunfo), el acero est en el
origen de la infinidad de productos elaborados por la industria humana.
En la construccin de puentes o de edificios:
El acero puede tener mltiples papeles. Sirve para armar el hormign, reforzarlos
cimientos, transportar el agua, el gas u otros fluidos. Permite igualmente formar el
armazn de edificios, sean estos de oficinas, escuelas, fabricas, residenciales o
polideportivos. Y tambin vestirlos (fachadas, tejados). En una palabra, es el
elemento esencial de la arquitectura y de la esttica de un proyecto.
En el sector de la automocin:
Este sector constituye el segundo mercado acero, despus de la construccin y
las obras publicas. Chasis y carroceras, piezas de motor, de la direccin o de la
transmisin, instalaciones de escape, carcasas de neumticos, el acero representa
del 55 al 70% del peso de un automvil.
En la comunicacin:
Los componentes electrnicos utilizados en la informtica o en las
telecomunicaciones, as como los elementos funcionales del tubo de los
televisores en colero, son piezas delicadas con exigencias particulares: por ello, se
fabrican en aleaciones adaptadas a cada caso.
En la energa:
El petrleo y la industria nuclear requieren infraestructuras, equipos y redes de
conductos de fluidos muy especficos. El acero se muestra como un material clave
en este mundo que, como la industria qumica, debe hacer frente a numerosos
desafos: medios altamente corrosivos, altas temperaturas, condiciones mecnicas
altamente exigentes.
ENSAYOS MECANICOS DEL ACERO.
Hay dos tipos de ensayos, unos que pueden ser destructivos y otros no
destructivos. Todos los aceros tienen estandarizados los valores de referencia de
cada tipo de ensayo al que se le somete.
Ensayos no destructivos
Los ensayos no destructivos son los siguientes:
Ensayo microscpico y rugosidad superficial. Microscopios y rugosmetros.
Ensayos por ultrasonidos.
Ensayos por lquidos penetrantes.
Ensayos por partculas magnticas.
Ensayo de dureza (Brinell, Rockwell, Vickers). Mediante durmetros.
Ensayos destructivos
Los ensayos destructivos son los siguientes:
Ensayo de traccin con probeta normalizada.
Ensayo de resiliencia.
Ensayo de compresin con probeta normalizada.
Ensayo de cizallamiento.
Ensayo de flexin.
Ensayo de torsin.
Ensayo de plegado.
Ensayo de fatiga.
Ensayo del acero corrugado.
El ensayo mecnico del acero corrugado consiste en tomar una muestra de barras
de acero corrugado en la obra que se est construyendo, trasladarlas a un
laboratorio metalrgico y realizar un ensayo completo, segn EHE, para
determinar:
Seccin media equivalente caractersticas geomtricas del corrugado doblado
simple doblado/desdoblado, segn UNE 36068 adherencias, segn UNE 36740 lmite
elstico carga de rotura y alargamiento en rotura, segn UNE-EN 10020
identificacin del fabricante, segn UNE 36811 acta de resultados
CONCLUSION
BIBLIOGRAFIA
Introduccin a la Ciencia de materiales para ingenieros 6 Edicin James F.
Shackelford
Ciencia e Ingeniera de materiales 3 Edicin William F. Smith
WEB: http://procesosmanufacturau.blogspot.com/
You might also like
- Da Proceso 17-11-6408986 227025011 27250239Document8 pagesDa Proceso 17-11-6408986 227025011 27250239Anny Cristina Florez RenteriaNo ratings yet
- Ejemplo Pliego InterventoriaDocument9 pagesEjemplo Pliego InterventoriaAnny Cristina Florez RenteriaNo ratings yet
- ZapatasDocument182 pagesZapatasJeff Salinas ArcosNo ratings yet
- Reimpreso Estructuras Hormigón 2016 PDFDocument316 pagesReimpreso Estructuras Hormigón 2016 PDFAnny Cristina Florez RenteriaNo ratings yet
- Línea Base AmbientalDocument15 pagesLínea Base AmbientalAnny Cristina Florez RenteriaNo ratings yet
- Análisis y Diseño de Puente PeatonalDocument44 pagesAnálisis y Diseño de Puente PeatonalAnny Cristina Florez RenteriaNo ratings yet
- Pararrayos YobelDocument3 pagesPararrayos Yobeloliverescobar162No ratings yet
- Accesorios OxicorteDocument12 pagesAccesorios OxicorteAnge Sparrow WonkaNo ratings yet
- Resumen Capitulo 13 Manufactura, Ingeniería y TecnologíaDocument4 pagesResumen Capitulo 13 Manufactura, Ingeniería y TecnologíaRUSSELL ESTEBAN CALANI ARCENo ratings yet
- Propiedades Tecnológicas Del Acero.2Document27 pagesPropiedades Tecnológicas Del Acero.2Alexandra GarabitoNo ratings yet
- Quimica 3Document2 pagesQuimica 3Frank GaramediNo ratings yet
- Procesos de FundiciónDocument9 pagesProcesos de FundiciónJulio Garcés GallardoNo ratings yet
- Trabajo Fundicion Pedal de AutobusDocument94 pagesTrabajo Fundicion Pedal de AutobusMonica HuancaNo ratings yet
- Materiales para La Elaboración de CojinetesDocument17 pagesMateriales para La Elaboración de Cojinetesfelipao12345650% (2)
- Aceros ArequipaDocument23 pagesAceros ArequipaALVARO ARIAS ARÉVALONo ratings yet
- Desglose en Un Organigrama La Casificasion de Los MetalesDocument4 pagesDesglose en Un Organigrama La Casificasion de Los MetalesJHON DAVID GARCIA QUIROGANo ratings yet
- Deformacion en FrioDocument11 pagesDeformacion en FriopabloNo ratings yet
- Acu EstructurasDocument24 pagesAcu Estructurasjos condori palaciosNo ratings yet
- CableadoDocument2 pagesCableadoCristian F. GenoyNo ratings yet
- Metrado de Acero en Vigas para El Habilitado en Acero Corrugado - Ists-1Document3 pagesMetrado de Acero en Vigas para El Habilitado en Acero Corrugado - Ists-1Luis MendozaNo ratings yet
- Horno de Oxigeno y ArgónDocument22 pagesHorno de Oxigeno y ArgónSeg JulsNo ratings yet
- 11.1 Cobreado AlcalinoDocument2 pages11.1 Cobreado AlcalinoPedro JavierNo ratings yet
- Taller de Hojalateria 1 A oDocument14 pagesTaller de Hojalateria 1 A oGu MarNo ratings yet
- Modulo 2 Protección Catódica TXF Rev2Document154 pagesModulo 2 Protección Catódica TXF Rev2MarioNo ratings yet
- Catálogo de Electrodos - ConarcoDocument12 pagesCatálogo de Electrodos - ConarcoRubén Chávez González100% (1)
- Une-En 10365Document4 pagesUne-En 10365juan caNo ratings yet
- Laboratorio 8 QuimicaDocument14 pagesLaboratorio 8 Quimicarichardsama100% (1)
- DM1 T2. ProblemasDocument5 pagesDM1 T2. ProblemasVicente Pascual NavarroNo ratings yet
- Mallas - Ejercicios ResueltosDocument5 pagesMallas - Ejercicios ResueltosjorgeestevezNo ratings yet
- Infra 718Document2 pagesInfra 718Carlos SanchezNo ratings yet
- Tipos de Perfiles MetalicosDocument5 pagesTipos de Perfiles MetalicosChris Quintanilla ArrarteNo ratings yet
- Horno RotativoDocument19 pagesHorno RotativoMiguel Angel Ocon100% (1)
- CBD-01 - 11.85 Lps at 22 MDocument4 pagesCBD-01 - 11.85 Lps at 22 MRoger Quevedo MachucaNo ratings yet
- Diagrama de Gantt - Cronograma Segun Valorizacion de ObraDocument2 pagesDiagrama de Gantt - Cronograma Segun Valorizacion de ObraelderllmNo ratings yet
- Superaleaciones de NíquelDocument20 pagesSuperaleaciones de NíquelManuel Francisco Romero Calderón100% (3)
- Ansi Asme B16.25Document2 pagesAnsi Asme B16.25Raymundo Maldonado Alvarez100% (1)