Professional Documents
Culture Documents
Apunte 1 Cad Cam CNC 2008
Uploaded by
Pablo Valladares MuñozOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Apunte 1 Cad Cam CNC 2008
Uploaded by
Pablo Valladares MuñozCopyright:
Available Formats
1
UTFSM Sede Talcahuano
Apunte N 1 del Curso
CAD/CAM/CNC
Para la carrera de
Ingeniera (E) Mecnica de Procesos y Mantenimiento Industrial
Profesor:
Cristian Guzmn Gonzlez
Ingeniero Civil Mecnico
Semestre I 2005
2
1. CONCEPTOS DE AUTOMATIZACIN DE MANUFACTURA
1.1 La produccin.
En manufactura, la palabra produccin est relacionada a cantidad de
productos fabricados. El herrero, uno de los precursores de la industria metal
mecnica, transformaba la materia prima utilizando una herramienta, junto con su
habilidad y fuerza fsica. Actualmente, este herrero jams conseguira atender la
demanda, ya que sus mtodos de transformacin son muy lentos.
Hace mucho que los medios de produccin estn eliminando los procesos
puramente manuales. Hoy en da, la fabricacin de los productos que utilizamos
cotidianamente se procesa con la utilizacin de una o ms mquinas. Cada da la
mano de obra va siendo reemplazada por la transformacin directa de la materia
prima en producto.
1.2 Fuerza humana v/s fuerza de las mquinas.
Las mquinas transductoras de energa, desde la mquina de vapor, motores
elctricos, cilindros hidrulicos y neumticos pasaron a sustituir la fuerza humana.
En tanto, la habilidad humana continuaba siendo indispensable para el control de
esas mquinas. Tales mquinas no necesitaban la fuerza humana para el
accionamiento de sus movimientos, pero la habilidad humana para el control de la
secuencia, direccin y duracin de los accionamientos continuaba siendo
imprescindible. Por ejemplo, un torno convencional exige un profesional hbil y
experimentado para operarlo.
1.3 Divisin del trabajo.
El crecimiento de la poblacin de las ciudades trajo un aumento de la
demanda de los ms diversos productos. Consecuentemente, las fbricas
aumentaron su produccin para satisfacer las necesidades del mercado.
El nmero de operadores hbiles y experimentados para preparar y operar
satisfactoriamente las mquinas, o sea, hombres y mujeres con formacin y
experiencia, no era suficiente para atender las necesidades de las empresas;
Surgieron entonces diversas instituciones destinadas a la preparacin de los
profesionales; sin embargo, an as la creciente demanda clamaba por una mayor
produccin.
La divisin del trabajo en tareas elementales, que separaba un trabajo
complejo en varias etapas ms simples (modelo de Taylor), aument mucho la
capacidad productiva, una vez que se torn ms fcil entrenar y capacitar los
recursos humanos. Para el desempeo de una tarea especfica, el tiempo de
capacitacin exigido era menor y el operario no necesitaba de muchos
prerrequisitos. De esta manera, la produccin pudo ser aumentada. Adems, los
tcnicos responsables de la elaboracin de esa subdivisin, procuraban simplificar
las partes que constituan un producto, aumentado an ms la produccin.
3
1.4 Habilidad Humana v/s Controladores.
A pesar del aporte de la divisin del trabajo al aumento de produccin, para
operar determinadas mquinas, era necesario la experiencia y habilidad del
operador. Tales profesionales representaban una mano de obra ms cara y muy
disputada por las distintas empresas. Se torn imperativa la formacin de personal
especializado en centros industriales para atender la demanda siempre creciente de
produccin. Los inventores, ingenieros y cientficos pasaron a disear y desarrollar
proyectos para mquinas controladas.
Se entiende por mquina controlada aquella que realiza una secuencia de
accionamientos, tales como paradas y partida de motores, cambios de direccin y
sentido de los movimientos, sin intervencin humana.
El surgimiento de los controladores mecnicos a travs de plantillas y otros
mecanismos permiti que las mquinas realizaran una serie continua de
accionamientos, posibilitando operaciones secuenciales sin intervencin humana.
De esta manera, aparecen los telares, mquinas de impresin y, en el rea del
mecanizado, el torno automtico, bastante usado hasta nuestros das.
Con los avances tecnolgicos, los controladores electromecnicos fueron
utilizados en innumerables mquinas. An encontramos en muchas casas mquinas
lavadoras controladas electromecnicamente; en esas mquinas, el controlador
estaba constituido por un disco perforado que, girando a una determinada
velocidad, accionaba motores, bombas y electro vlvulas en una secuencia
adecuada a las funciones de lavado, enjuague y centrifugado de la ropa. La mayora
de esos controladores electromecnicos cayeron en desuso debido a factores como
el desgaste de sus partes mecnicas y su baja flexibilidad de control.
Los controladores a travs de paneles de rels, que establecan una
secuencia de accionamientos sucesivos convenientemente temporizados, tambin
fueron y siguen siendo empleados.
1.5 La electrnica en los controladores.
Con el avance de la electrnica, surgiran controladores electrnicos,
controladores lgicos, controladores lgicos programables, los comandos
numricos, los comandos numricos computarizados, en fin, el hombre dej de ser
necesario para el control de las mquinas y las habilidades manuales ya nunca ms
seran imprescindibles.
Desde un punto de vista estricto de operacin, una mquina moderna exige
poca o casi ninguna habilidad del operador. As, en innumerables empresas las
operaciones son realizadas en pocas horas.
Ahora el hombre est utilizando la transformacin directa de la materia prima
en producto, y nuevas profesiones tienen surgimiento. Un nuevo profesional es
necesario para programar o controlar una mquina, preparar, probar, corregir
parmetros, efectuar ajustes e iniciar la produccin. Los programadores y
preparadores pasan a ser una nueva exigencia. Mantenedores debidamente
entrenados tambin son necesarios para el buen desempeo de estas mquinas.
4
1.6 Mquinas con controladores.
Las primeras mquinas de control numrico surgiran con el propsito de
solucionar los problemas de generacin de geometras en tiempos menores, sin la
necesidad de profesionales experimentados y hbiles. De hecho, los fabricantes de
mquinas CNC, en principio, se disputaban, al instalar una mquina, ofrecer cursos
para que cualquier persona pudiera operarla en poco tiempo. As cualquier joven
podra fcilmente aprender a operar una mquina CNC, teniendo en cuenta que,
para programar una mquina controlada, se exige un profesional con un mayor
tiempo de estudio. Adems, un nico programador y preparador puede ser
responsable de un gran nmero de mquinas.
1.7 Productividad y repetibilidad.
Las mquinas controladas son incasables y pueden repetir las mismas tareas
innumerables veces, sin que haya alteraciones de los productos fabricados; esto es,
claro, considerando el desgaste previsible de las herramientas. Cuando se operan
mquinas convencionales en tareas repetitivas no se consigue mantener durante
todo el turno de trabajo una misma caracterstica en todos los productos (piezas
maquinadas), ms an cuando las exigencias de produccin aumentan el ritmo de
trabajo. Las mquinas, al contrario, no sienten fatiga y pueden trabajar a altas
velocidades por largos perodos, siempre que se respeten los mantenimientos
necesarios.
Luego, comparando el trabajo de las mquinas convencionales con el trabajo
de las mquinas controladas, concluimos que las maquinas controladas muestran
una mayor repetibilidad que las mquinas convencionales.
En cuanto a la productividad, que es la relacin entre la cantidad de piezas
producidas (produccin) y costo, las mquinas controladas presentan una mayor
produccin con menores costos, por lo tanto las mquinas controladas son ms
productivas que las mquinas convencionales.
1.8 Flexibilidad.
Las fbricas se automatizaron, es decir, las mquinas controladas
sustituyeron a las mquinas convencionales, generando un gran aumento en las
escalas de produccin. Los costos de produccin se reducen y los bienes de
consumo se tornan ms accesibles para un mayor nmero de personas.
La calidad de vida de la poblacin de las grandes ciudades mejor,
principalmente en los pases ms ricos e industrializados.
Sin embargo, los productos industrializados ofrecan poca o ninguna opcin
para el comprador. Los medios de produccin de las fabricas, principalmente las
lneas de produccin, no permitan variaciones en el producto. La industria
automovilstica, por ejemplo, en la dcada del 1960, ofreca un color cada dos aos;
la produccin, a pesar de ser elevada, era extremadamente rgida. Los fabricantes
utilizaban lneas de pintura por inmersin de la carrocera en tanques de tinta.
5
Cuando se deseaba cambiar el color de un vehculo en produccin, se necesitaba
de un largo tiempo de preparacin (elevados tiempos de limpieza de tinta en uso y
preparacin de la nueva); se justificaba, por lo tanto, una produccin de un gran
nmero de automviles del mismo color.
De esta forma, la flexibilidad de un sistema de produccin esta relacionada
con la capacidad de cambio que tenga el sistema para la fabricacin de productos
diferenciados.
Ahora una lnea de pintura moderna trabaja con un sistema de cambio rpido
de la pintura mediante robots, posibilitando un cambio tambin rpido del color de
un vehculo en produccin, llegando a ser posible el cambio de color a cada
automvil. As, podemos decir que la pintura se torn ms flexible, sin perder su alta
capacidad de produccin y calidad. Cabe destacar que el desafo moderno de la
automatizacin es el de producir en grandes escalas y con flexibilidad. En un
principio, la alta produccin pareca ser antagnica con la flexibilidad; en tanto, los
sistemas modernos de produccin tienden a conciliar produccin en gran escala con
flexibilidad del producto.
Podemos citar innumerables ejemplos de sistemas de produccin que se van
tornando ms flexibles. Una mquina automatizada a travs de un controlador lgico
(LC) presenta elevados tiempos de preparacin (set up), lo que hacia inviable los
cambios en la fabricacin de un determinado producto. En cambio, una mquina
automatizada por medio de una controlador lgico programable (PLC) se muestra
ms flexible, pues su programacin es ms simple (amigable) y rpida; los tiempos
de preparacin son reducidos y el cambio en la fabricacin pasa a ser viable.
La bsqueda de flexibilidad en la produccin est relacionada con aspectos
intrnsecos a la naturaleza humana: somos seres distintos, nicos, y, de esa forma,
necesitamos y/o preferimos productos diferentes. Las empresas que no estn
atentas a ese hecho no podrn sobrevivir en el mercado del futuro.
Diversas empresas que pensaron que eran slidas y contaban con un
mercado grande dejaron de existir, no por razones de calidad o costo, sino
simplemente porque no estaban atentas al hecho abordado anteriormente y no
realizaron innovaciones para diferenciar sus productos. Las industrias de
electrodomsticos, por ejemplo, que no se renovaban continuamente para lanzar
modelos diferenciados estaban destinadas al fracaso. Lo mismo era vlido para las
empresas de calzado, vestuario, en fin, para todos los sectores en que sus
productos involucran valores agregados adems del desempeo de sus funciones.
6
2. EL CONTROL NUMRICO COMPUTARIZADO (CNC)
2.1 Definicin de CNC.
El control numrico computarizado es una tcnica que permite la operacin
automtica de una mquina o de un proceso por medio de una serie de
instrucciones codificadas que contienen nmeros, letras y smbolos, las cuales son
procesadas por un computador.
Esta nueva tecnologa fue desarrollada originalmente para el control
automtico de mquinas herramientas, pero su aplicacin ha sido extendida para
una gran variedad de mquinas y procesos. Las mquinas CNC pueden ser
fcilmente adaptadas a diferentes situaciones de produccin. En combinacin con la
aplicacin de computadores, los CNC abren las puertas para la manufactura asistida
por computador (CAM).
2.2 Aspectos histricos.
Hacia 1950 existan 2 tipos de produccin en la industria manufacturera:
a) Pequeos a medianos volmenes de produccin: operaciones manuales;
baja velocidad de produccin; gran diversidad de partes o productos.
b) Grandes volmenes de produccin: operaciones automticas; mquinas
herramientas diseadas especialmente para hacer piezas simples con
calidad similar, utilizadas slo si la cantidad de partes a fabricar era
suficientemente grande para justificar la inversin y si exista una demanda a
largo plazo de stas; gran velocidad de produccin.
Los cambios en la demanda, el desarrollo tecnolgico y la competencia
internacional exigiran un ritmo de produccin ms alto de nuevos productos. Un
producto no poda sobrevivir durante un largo perodo de tiempo sin mejoramientos
en la calidad. Si no haba cambios en el diseo, el proyecto fracasaba.
En la mayora de los casos los antiguos procesos de produccin
automatizada no aceptaban grandes cambios en la demanda del diseo, las
mquinas automticas eran controladas por plantillas y limitadores mecnicos de
difcil regulacin. Se necesitaba de un nuevo sistema de control, basado en nuevo
principio, de fcil adaptacin a las variaciones de los diseos de las piezas y de las
exigencias de produccin
2.3 Secuencia para la primera mquina a control numrico.
- Impulso del desarrollo de esta nueva tecnologa dado por la Fuerza Area de
Estados Unidos para proyectar una nueva aeronave.
- La turbina de la aeronave requera una pieza maquinada con un perfil de
mucha precisin. Las fresadoras convencionales no eran capaces de realizar
la pieza proyectada.
7
- Durante la Segunda Guerra Mundial la corporacin Parsons utilizaba una
mesa de coordenadas para mover la mesa de una fresadora en las
direcciones longitudinal y transversal en forma simultnea.
- La corporacin Parsons contrat al Laboratorio de Servomecanismos del
Instituto Tecnolgico de Massachussets (MIT) para desarrollar el control de la
mquina.
- La primera fresadora con tres ejes de movimientos simultneos guiados con
el nuevo sistema de control fue conseguida por el MIT en 1952. Se hizo
reacondicionando una fresadora vertical.
- La mquina posea un sistema de almacenamiento de programas de
mecanizado. Utilizaba tarjetas perforadas que contenan un cdigo numrico,
motivo por el cual se le llamo control numrico (CN).
- La mquina demostr poder fabricar piezas a elevadas velocidades con una
precisin y repetibilidad de posicionamiento 3 a 5 veces mayor que la
obtenida por mquinas convencionales.
- Dejaron de ser necesarios el uso de plantillas y los cambios en los elementos
de las mquinas para fabricar piezas diferentes: bastaba con alterar las
instrucciones del programa y perforar una nueva tarjeta.
2.4 Difusin de la nueva tecnologa en la industria.
- La fuerza area de Estados Unidos hizo un contrato para construir 100
fresadoras CN con diversas empresas fabricantes.
- Entre 1958 y 1960 fueron construidos diferentes tipos de sistemas de control
por cuatro empresas diferentes (Bendix, GE, General Dynamics, EMI).
- Adems de la Fuerza Area, diversas compaas del ramo aeronutico
adoptaron mquinas con esos nuevos comandos, originndose problemas
de intercambiabilidad de programas, pues no exista una normalizacin del
lenguaje y cada fabricante utilizaba el suyo.
2.5 Impacto de la nueva tecnologa en el trabajador.
- Las mquinas eran totalmente nuevas para los usuarios, su manejo era
completamente distinto al realizado en mquinas convencionales
- El personal tcnico de las empresas que adquiran la nueva tecnologa no
estaba conciente de esta nueva realidad y sus implicancias.
- Como consecuencia de lo anterior muchas mquinas fueran daadas por
programaciones y operaciones erradas.
- Las fallas en el CN eran frecuentes debido a que el diseo de los sistemas
electrnicos no era tan confiable como lo es actualmente.
- Debido a los problemas mencionados, muchos usuarios dejaron de utilizar
este tipo de mquinas.
- Se necesit un esfuerzo muy grande para capacitar a los trabajadores y
convencer a los fabricantes de continuar usando esta nueva tecnologa.
8
3. MAQUINAS CNC: VENTAJAS Y DESVENTAJAS.
3.1 Ventajas.
a) Flexibilidad: Esta es la mayor ventaja de las mquinas CNC en relacin con
las mquinas automticas, controladas por plantillas y dispositivos
mecnicos. Las mquinas CNC pueden ser reprogramadas rpidamente para
realizar otro tipo de operacin. En las mquinas automticas, la
reprogramacin es mucho ms lenta debido a la necesidad de cambiar los
elementos mecnicos.
b) Mecanizado de perfiles complejos: Las mquinas CNC realizan operaciones
tridimensionales (3D) de mecanizado, que antes eran imposibles de obtener
con mquinas convencionales. Adems, tienen la capacidad de sincronizar
los parmetros de desplazamiento (velocidad, direccin) con funciones
tecnolgicas (velocidad de giro de husillo, aplicacin de refrigerante, etc.).
c) Precisin y repetitividad: Debido a la elevada capacidad repetitiva de las
mquinas CNC, es posible mecanizar muchas piezas con las mismas
caractersticas dimensionales, sin desviaciones. Los componentes mecnicos
y el sistema de control de la mquina CNC posibilitan tener una exactitud y
precisin dimensional del orden de la milsima de milmetro. En resumen, una
mquina CNC puede generar una geometra de dimensiones muy cercanas a
las tericas (plano de fabricacin), y repetir la pieza un elevado nmero de
veces.
d) Menor necesidad de control de calidad: Los costos de inspeccin de piezas
son menores, debido a la precisin y repetitividad. Es importante que la
primera pieza producida sea verificada cuidadosamente, para certificar
conformidad con plano de fabricacin. Durante el proceso, solamente es
necesario verificar el desgaste de las herramientas, que puede ocasionar
desviaciones en las medidas deseadas.
e) Mejora de calidad de mecanizado: Estas mquinas posibilitan el control de la
rotacin y de la velocidad de avance va programacin, lo que permite la
obtencin de mejores acabados superficiales, especialmente en el torneado,
en que el uso de la velocidad de corte constante es posible.
f) Velocidad de produccin elevada: Dada la posibilidad de conseguir
velocidades de posicionamiento en vaco muy elevadas (incluso superiores a
10 m/min) y de realizar cambios de herramientas automticos, los tiempos
muertos son minimizados y el tiempo de mecanizado ms corto.
g) Reduccin de costos de almacenamiento: En el pasado, la economa de
produccin en masa requera piezas adicionales a ser producidas y
9
almacenadas como excedentes en bodega, para garantizar piezas de
reposicin. Esto, porque era difcil reprogramar la produccin de un tipo de
pieza cuando el diseo era modificado. El almacenamiento del material
representa capital detenido. Las mquinas CNC son muy flexibles, de manera
que hace ms fcil y rpido reprogramar un nuevo lote de productos,
disminuyendo la necesidad de almacenamiento de grandes cantidades de
piezas de reposicin.
h) Reduccin de costo por herramientas: Las mquinas convencionales
requieren de suples y fijaciones especiales de costo alto, que demoran mucho
tiempo en ser fabricadas y son difciles de modificar. Las mquinas CNC no
necesitan de estos elementos, ya que el controlador maneja el movimiento y
disposicin de la herramienta. Las fijaciones al igual que las herramientas de
corte son simples. Las modificaciones en el diseo de una pieza no implican
modificaciones constructivas en las herramientas, solamente se requiere de
alteraciones al programa de fabricacin del CNC.
3.2 Desventajas.
a) Elevada inversin inicial: La fabricacin con mquinas herramientas CNC
requieren de considerables inversiones de capital. La tecnologa CNC es cara
dado que integra mecnica de precisin, electrnica, sensores, actuadores
(hidrulicos, neumticos), as como hardware y software para el control de
ejecucin.
b) Elevados costos de mantenimiento: Para garantizar la precisin del
mecanizado, los elementos mecnicos deben ser mantenidos en buenas
condiciones; el costo de mantencin mecnica preventiva de estas mquinas
es mayor que en las mquinas convencionales. Tambin debe considerarse
el mantenimiento de los elementos electrnicos, hidrulicos y/o neumticos,
que manejan los sistemas de cambio de herramientas y sistemas de sujecin,
y el mantenimiento de los sensores electrnicos del controlador.
c) Elevados costos de entrenamiento y salarios: Debido a las caractersticas de
las mquinas CNC, los costos de entrenamiento de programadores y
operadores, as como del personal de mantenimiento de estas mquinas, es
alto. A eso se debe sumar los consiguientes aumentos de salario para estos
operadores ms calificados.
d) Inviable para bajos volmenes de produccin: La utilizacin de mquinas
CNC no se justifica econmicamente para bajos niveles de produccin. Es
elevado el tiempo en la elaboracin y depuracin de un programa, preajuste
de herramientas y el tiempo de prueba de la mquina.
10
3.3 Situacin actual de la tecnologa CNC.
Las primeras mquinas fresadoras CN posean una unidad de control tan
grande que era necesario situarla fuera de la mquina; por otra parte, slo era
posible montar una pieza en la mesa de trabajo y el cabezal de la mquina poda
almacenar exclusivamente la herramienta que iba a ser utilizada.
Actualmente, las mquinas CNC poseen un comando numrico pequeo,
normalmente ensamblado en la propia mquina. Estas modernas mquinas
permiten trabajar con mesas auxiliares. Tambin es posible montar todas las
herramientas a ser utilizadas durante el proceso de fabricacin en el magazine de
herramientas y automticamente las herramientas son seleccionadas a medida que
el programa solicita su cambio.
Los controles y mandos han incorporado ms recursos, por medio del
desarrollo de software especializado, facilitando la programacin en aspectos como:
- Compensacin por desgaste de la herramienta de corte.
- Ciclos automticos de mecanizado, como los ciclos de cilindrado, refrentado,
taladrado y roscado.
- Funciones tecnolgicas especiales.
- Algunos controles permiten la programacin de macros, los cuales son
programas personalizados por los usuarios para aplicaciones particulares
11
4. CONCEPTOS BASICOS DE PROGRAMACION CNC.
4.1 La norma ISO 6983
La norma ISO 6983 describe el formato de instrucciones de un programa para
mquinas de control numrico. Se trata de un formato general de programacin y no
de un formato para una mquina especfica (torno, fresadora, etc.).
Los objetivos perseguidos por esta norma son los siguientes:
a) Unificar los formatos patrones anteriores en una norma internacional para
sistemas de control de posicionamiento, movimiento lineal y contorneado.
b) Introducir un formato para las nuevas funciones no descritas en las normas
anteriores.
c) Reducir las diferencias de programacin entre diferentes mquinas CNC o
unidades de control, uniformando tcnicas de programacin.
d) Desarrollar una lnea de accin que facilite la intercambiabilidad de programas
entre mquinas de control numrico de una misma clasificacin (por tipo,
proceso, funcin, tamao y precisin).
e) Incluir los cdigos de las funciones preparatorias y miscelneas (auxiliares).
4.2 Nomenclatura de los ejes coordenados.
La nomenclatura de los ejes y movimientos est definida el la norma
internacional ISO 841 (Numerical control of machines) y es aplicable a todo tipo de
mquinas herramientas. Los ejes de rotacin son designados con las letras A, B y C,
mientras que los ejes principales de avance se designan con las letras X, Y, Z. El
sistema de ejes se puede entender fcilmente usando la regla de la mano derecha.
+Z
+X
+Y
+B
+A
+C
12
4.3 Ejes de Coordenadas en un torno: torre delantera, torre trasera.
La geometra de la pieza es transmitida al control con la ayuda de
coordenadas cartesianas. Todo movimiento de la punta de la herramienta est
descrito por el plano XZ, en relacin a un origen preestablecido (X0, Z0). Se debe
recordar que X es siempre la medida del radio o el dimetro, a medida que aumenta
X tambin lo hace el dimetro. En la figura siguiente se describe la direccin de los
ejes coordenados de un torno CNC en dos configuraciones posibles: torre delantera
y torre trasera.
4.4 Sistema de coordenadas: absolutas e incrementales.
Se define como sistema de coordenadas absolutas aquel sistema en el cual el
punto a seguir por la herramienta se toma siempre desde el cero pieza. Tiene la
caracterstica de que las cotas de todos los puntos de la trayectoria se miden desde
un mismo origen.
Se define como sistema de coordenadas incrementales aquel sistema donde
el punto a seguir por la herramienta se toma desde el punto anterior. En este caso se
est en presencia de un punto cero flotante, que se mueve en conjunto con la
herramienta. Para la utilizacin de este sistema de coordenadas se debe razonar de
la siguiente forma: desde la posicin en que se detuvo la herramienta (punto cero
flotante), cunto falta para llegar al prximo punto (punto siguiente).
X
Z
X
Z
Torre Delantera Torre Trasera
13
4.5 Ejemplo de clculo de coordenadas: sistemas absoluto e incremental.
A continuacin se muestra un ejemplo de clculo de coordenadas de
trayectoria para una geometra determinada, con ambos sistemas. Notar que, para
este ejemplo, en ambos sistemas coordenados se ha empleado coordenadas
diametrales para las distancias en el eje X.
Coordenadas Absolutas Coordenadas Incremntales
Movimiento Coordenadas Coordenadas
De Hacia X Z X Z
A 0 30 0 0
A B 30 30 30 0
B C 50 20 20 -10
C D 80 20 30 0
D E 80 0 0 -20
3
0
20
8
0
10x45
E
D
C
B
A
14
5. ESTRUCTURA Y CARACTERISTICAS DEL PROGRAMA CNC.
5.1 Estructura de programacin.
- Lenguaje de programacin automtica APT: fue el primer lenguaje de
programacin, su inicio data de los aos 50 junto con el surgimiento del
control numrico (CN). Se usa actualmente como herramienta auxiliar en la
programacin de piezas complejas. Se conoce como lenguaje de alto nivel.
- Lenguaje EIA/ISO: es un lenguaje de cdigos, tambin conocido como
cdigos G. Es el ms usado universalmente, sea para programacin manual
o para la programacin grfica, donde se utiliza la tecnologa CAM. El
lenguaje EIA/ISO se conoce como lenguaje de bajo nivel.
- Lenguaje interactivo: Se programa utilizando bloques parametrizados, posee
bloques tipos y no utiliza cdigos.
- Produccin grfica va CAM (Computer Aided Manufacturing): en s es otra
forma de programar, en la cual el programador ingresa como datos de
entrada el diseo de la pieza, que puede ser realizado en el propio CAM o va
archivos recibidos de CAD (Computer Aided Design). Luego, define la materia
prima (tipo de material, dimensiones brutas, etc.), herramientas y parmetros
de corte, escoge el procesador de acuerdo con la mquina que har el
mecanizado y el CAM genera el programa utilizando cdigos de lenguaje
EIA/ISO.
5.2 Estructura de programacin EIA / ISO.
Est constituida por:
- Caracteres: son nmeros, letras o smbolos con algn significado para el
controlador (ejemplos: 2, G, X, M).
- Direcciones: son letras que definen una instruccin para el control (ejemplos:
G, X, Z, F).
- Palabras: son direcciones seguidas de un valor numrico (ejemplos: G01,
X25, F100).
- Bloque de datos: se conocen tambin como registros, y son direcciones
seguidas de un valor numrico (ejemplo: G01 X54. Y30. F120;).
- Programa: es una serie de bloques de datos finalizados por la sentencia M30.
- Caracteres especiales: como ; (fin de bloque), que debe ir al final de cada
bloque o registro, o el carcter () (comentario) utilizado para encerrar
comentarios en la programacin, los cuales son ignorados por el control.
Para atribuir un nombre a un programa, el primer registro de datos debe tener
una funcin de identificacin de programa (funcin O) seguida de un valor numrico.
Este valor representa el nmero del programa. Para facilitar la identificacin de un
programa, se recomienda insertar un comentario. Ej.: O5750 (Eje trasero).
15
5.3 Valores numricos.
El control trabaja normalmente con milsimos de milmetros (m) para
palabras de posicionamiento sin punto decimal, o con milmetros, para palabras de
posicionamiento con punto decimal. Ej.: Si se requiere un desplazamiento de 10mm
en X se digita:
G01 X10. ; o bien G01 X10000 ;
5.4 Funciones especiales.
Funcin N: define el nmero de la secuencia. Cada secuencia de informacin
o bloque se identifica por medio de cuatro dgitos despus del caracter N.
N0050 G01 X10. ;
Funcin P: ejecuta un desvo a un subprograma. El nmero del subprograma
se identifica por cuatro dgitos que van despus del caracter P.
N0070 M98 P0010 ;
Funcin L: define el nmero de veces que debe ser repetido un determinado
subprograma.
N0130 M98 P18 L5 ;
Funcin T: es utilizada para la seleccin de herramientas y correctores de
herramientas; est compuesta por un nmero de cuatro dgitos, los dos primeros
definen el corrector de la herramienta. Por ejemplo, si se requiere programar la
herramienta 2 con el corrector 12 se hace de la siguiente forma:
N0120 T0212 ;
En general, se puede asignar a una herramienta hasta 12 correctores
dependiendo de la capacidad de la mquina (magazine de herramientas), pero se
acostumbra a utilizar el mismo nmero de corrector que el de la herramienta: T0202.
Un registro completo es el siguiente:
N0040 G01 X25. Z32. F500 ;
Nmero de
registro
Procedimiento
Coordenadas
Velocidad de avance
en m
Fin de registro
16
5.5 Los grupos G y M.
Los tornos CNC funcionan con rdenes de desplazamientos y condiciones de
entorno. Las rdenes de desplazamiento corresponden a las funciones G, que tienen
relacin directa con la herramienta as como el desbastado de la pieza de trabajo.
Por otra parte las funciones M entregan las condiciones en que se trabajar (con o
sin refrigerante), el sentido de giro del husillo, entre otras.
Las funciones G y M ms utilizadas son:
G00: interpolacin lineal con velocidad de avance mxima.
G01: interpolacin lineal con velocidad de avance programada.
G02: interpolacin circular en sentido horario con velocidad programada.
G03: interpolacin circular en sentido antihorario con velocidad programada.
G04: tiempo de espera.
G33: ciclo de roscado de una pasada.
G84: ciclo de cilindrado.
G86: ciclo de ranurado.
G87: ciclo de taladrado.
G96: velocidad de corte constante.
G70: indicacin de medidas en milmetros.
G71: indicacin de medidas en pulgadas.
G90: indicacin de coordenadas absolutas.
G91: indicacin de coordenadas incremntales.
G40: Supresin de la compensacin del radio de herramienta.
G41: Correccin del radio de la herramienta por la izquierda (para el torneado
de superficies interiores).
G42: Correccin del radio de la herramienta por la derecha (para el torneado
de superficies exteriores.)
M03: husillo conectado en sentido horario.
M04: husillo conectado en sentido antihorario.
M05: detencin del husillo.
M08: refrigerante conectado.
M09: refrigerante desconectado.
M30: fin del programa.
El orden de las palabras a ser programadas es siguiente:
1. Nmero de registro N.
2. Funcin G a realizar.
3. Coordenadas del punto de destino X, Z.
4. Parmetros (en caso de ciclo).
5. Avance F.
6. Velocidad de giro S.
7. Direccin de la herramienta T.
8. Funciones adicionales M.
17
6. EJEMPLOS DE PROGRAMACION DE FUNCIONES.
6.1 Funciones G00 y G01.
Interpolacin lineal con velocidad de avance mxima y con velocidad de
avance programada, respectivamente.
O
A
B
3
6
4
0
40
42
2
4
4
+
+ X
C D
E
Ntese que se programa el punto de llegada de la herramienta (punto
siguiente). Para programar correctamente se debe dar las coordenadas del punto a
donde se desea que llegue la herramienta.
6.2 Funciones G02 y G03.
Interpolacin circular en sentido horario y antihorario, respectivamente, con
velocidad de avance programada. En estas funciones se debe programar lo
siguiente:
G02: Interpolacin circular en sentido horario
G03: Interpolacin circular en sentido antihorario
X, Z: Coordenadas de destino
I: Coordenada del punto de inicio de la interpolacin circular al centro del
radio medido en el eje X.
K: Coordenadas del punto de inicio de la interpolacin circular al centro del
radio medido en el eje Z.
Programacin Absoluta:
N100 .
N110 G00 X44. Z2. ;
N120 G01 X36. Z2. F200 ;
N130 G01 X36. Z-40. F200 ;
N140 G01 X40. Z-42. F200 ;
N150 G00 X44. Z2. ;
18
O
A
B
3
6
40
42
2
4
4
+Z
+ X
C D
E
R
2
R
2
En la figura siguiente se puede observar cmo se obtienen los valores I, K.
I
=
2
K=-2
Programacin Absoluta:
N100 .
N110 G00 X44. Z2. ;
N120 G00 X32. Z2. ;
N130 G01 X32. Z0. F200 ;
N140 G03 X36. Z-2. I0. K-2. F200 ;
N150 G01 X36. Z-40. F200 ;
N160 G02 X40. Z-42 I2. K0. F200 ;
N170 G00 X44. Z2. ;
19
6.3 Otras funciones importantes.
G90, indicacin de coordenadas absolutas. Es de suma importancia que al
comienzo del programa se indique en qu tipo de coordenadas se esta trabajando.
Al colocar la sentencia G90, el control asume que la distancia al punto siguiente se
toma con respecto al cero pieza.
G91, indicacin de coordenadas incrementales. Si se desea trabajar con el
sistema de coordenadas incrementales, es decir, el punto a seguir por la
herramienta se toma desde el punto anterior, se debe programar la funcin G91.
Para volver a utilizar el sistema absoluto se programa la funcin G90 directamente.
G96, velocidad de corte constante: Sirve para que la rugosidad toda la
superficie de la pieza sea similar, por ejemplo, cuando se realiza un cono. En la parte
ms gruesa del cono la calidad superficial es mejor, en cambio, al ir acercndose al
centro la calidad va disminuyendo, esto se debe a la velocidad de corte. La
velocidad de corte es funcin de la velocidad del husillo y del dimetro donde se
esta cortando, y esta definida por la siguiente relacin.
) / (
1000
min m
n d
Vc
=
Donde, d es el dimetro en mm, n es la velocidad de rotacin de la pieza en
rpm y 1000 es el factor de conversin para obtener la velocidad de corte en m/min.
Para evitar el problema de variaciones en la calidad superficial de la pieza, se
debe entonces programar la velocidad de corte constante, tal como sigue:
N0100 G96 S200
As se establece que la velocidad de corte es constante en 200 m/min y que la
velocidad de rotacin mxima a la que llegar el husillo del torno ser 4500 rpm.
Cuando se desee eliminar la activacin de la velocidad de corte constante se debe
colocar la sentencia G56.
20
7. CICLOS AUTOMATICOS DE MECANIZADO EN TORNO CNC.
Los ciclos automticos de mecanizado son pequeos programas creados por
los fabricantes de controles numricos para ayudar al programador en operaciones
comunes y repetitivas durante un programa complejo de mecanizado.
7.1 Funcin G84: ciclo de cilindrado (*).
En esta funcin se debe programar lo siguiente:
- Z
X
K
D2
- P2
O
-
P
0
D
0
D
3
Ejemplo:
O
A
B
2
4
4
+Z
+ X
K
24
30
2
0
1
2
8
0
.
5
6
0.5
4
0
G84: Ciclo de cilindrado
X, Z: Coordenadas de vrtice K
P2: Medida del cono en el eje X
P0: Medida del cono en el eje Z
D0: Sobremedida en el eje X (m)
D2: Sobremedida en el eje Z (m)
D3: Profundidad de corte por
pasada (m)
F: Velocidad de avance (m)
21
7.2 Funcin G85: ciclo de roscado (*).
En esta funcin se debe programar lo siguiente:
O
A
B
2
3
0
+Z
+ X
K
M
2
5
x
2
30
1,5x45
G83 : Ciclo de roscado
X, Z : Coordenadas del punto K
D
3
: Profundidad de corte por
pasada (m)
D
4
: Nmero de cortes en vaco
D
5
: ngulo de la rosca (60, 55)
D6 : Profundidad de la rosca
Programacin Absoluta
N100
N110 G00 X30. Z 2. ;
N120 G00 X26. Z2. ;
N140 G85 X25. Z 30. D
3
250 D
4
3 D
5
60 D
6
1390 F2000 ;
N150 G00 X30. Z2. ;
Programacin Absoluta
N100 .
N110 G00 X44. Z2. ;
N120 G00 X40. Z2. ;
N130 G01 X40. Z0. F400 ;
N140 G84 X20. Z 24. P
0
8. P
2
6. D
0
500 D
2
500 D
3
3000
F400 ;
N150 G00 X15. Z0. ;
N160 G01 X12. Z0. F200; (Acabado)
N170 G01 X20. Z 24. F200 ;
N180 G01 X40. Z 30. F200 ;
N190 G00 X44. Z2. ;
22
El parmetro D
4
sirve para realizar la limpieza de los flancos de la rosca
mediante pasadas sucesivas de la herramienta. El valor asignado a ese parmetro
es la cantidad de veces que la herramienta recorrera la trayectoria.
Se debe tener especial cuidado en modificar la velocidad de rotacin del
husillo del torno, esta velocidad de rotacin es funcin del paso de la rosca y de
cada torno CNC, es decir, cada fabricante establece la velocidad mxima del husillo
recomendada para cada paso.
Si se desea hacer un hilo izquierdo, la herramienta se debe posicionar en el
punto de partida de la rosca (punto K del ejemplo anterior) y ingresar las
coordenadas de inicio de la rosca; en otras palabras hay que hacer que el carro
porta herramientas avance en el sentido positivo del eje Z.
7.3 Funcin G86: ciclo de ranurado (*).
En esta funcin se debe programar lo siguiente:
O
A
B
4
2
+Z
+ X
K
2
6
3
32
24
4
0
Antes de programar esta funcin, se debe modificar la velocidad de rotacin
del husillo, pues el proceso de ranurado se hace a velocidades de rotacin bajas
debido al riesgo de romper la herramienta.
El parmetro D
4
corresponde al tiempo necesario para asegurar que la pieza
d una rotacin completa y no quede material antes de comenzar el avance de la
herramienta.
Este parmetro es funcin de la velocidad de rotacin del husillo y se obtiene
por medio de la siguiente relacin.
G86: Ciclo de ranurado
D
3
: Profundidad de corte
por pasada (m)
D
4
: Tiempo de espera (1/10 s)
D
5
: Ancho de la herramienta (m)
D
6
: Velocidad de avance
(m/Rev.)
Programacin Absoluta
N100
N110 G00 X42. Z24. ;
N120 G86 X26. Z32. D
3
1500
D
4
50 D
5
3000 F100 ;
N130 G00 X42. Z24. ;
23
)
10
1
(
600
4
s
rpm
D =
En caso de querer realizar un corte (tronzado de material) se debe programar
que la coordenada X, en sistema absoluto, tome valores negativos, de manera de
que la herramienta atraviese el eje de simetra de la pieza.
7.4 Funcin G87: ciclo de taladrado (*).
En esta funcin se debe programar lo siguiente:
G87: Ciclo de taladrado.
Z: Coordenada punto final de perforacin, dado por punta de la broca (mm).
D
3
: Profundidad del primer corte (m).
D
4
: Tiempo de espera en el punto de destino (1/10 s).
D
5
: Porcentaje de la profundidad de corte actual en la prxima entrada (%).
D
6
: Profundidad de taladrado mnima (m).
F: Avance (m/Rev.).
Se debe situar primera la broca en la coordenada X = 0, es decir, en el eje de
simetra de la pieza. Luego se debe programar la funcin G87 con todos los
parmetros antes indicados.
El parmetro D
3
establece hasta qu punto entrar la herramienta en la
primera entrada. El parmetro D
4
es para asegurar que se ha sacado todo el
material. El parmetro D
5
establece porcentualmente cunto entrar la herramienta
en las prximas entradas, es decir, si primero se dio un corte de 10 mm y el valor de
D
5
es un 50%, la broca en la segunda pasada cortar 5mm, en la tercera cortar 2,5
mm y as sucesivamente. Cmo el efecto de D
5
es reducir progresivamente los
cortes hasta llegar a cero se introduce el parmetro D
6
que establece la mnima
profundidad de taladrado.
(*) Las funciones G que determinan los ciclos pueden variar dependiendo del torno
en particular. Referirse siempre al manual de programacin de cada mquina.
Fuente: Apuntes de Fabricacin Asistida.
Ing. Carlos Alarcn Vera.
You might also like
- Equipo de Laboratorio de SuelosDocument47 pagesEquipo de Laboratorio de SuelosSilvi CastellónNo ratings yet
- 4° Dosificacion Periodo II 23-24Document21 pages4° Dosificacion Periodo II 23-24carlos garciaNo ratings yet
- Ut FSMDocument130 pagesUt FSMPablo Valladares Muñoz100% (1)
- IGM Julio - SQM Salar Del CarmenDocument4 pagesIGM Julio - SQM Salar Del CarmenPablo Valladares MuñozNo ratings yet
- 1.MLP. Introducción A Las Vibraciones Primera ParteDocument63 pages1.MLP. Introducción A Las Vibraciones Primera PartePablo Valladares MuñozNo ratings yet
- 7 PDFDocument26 pages7 PDFDavid Barreto MendozaNo ratings yet
- Pareto y J-KDocument9 pagesPareto y J-KPablo Valladares MuñozNo ratings yet
- Pesos Placas de AceroDocument3 pagesPesos Placas de AceroivanacuaNo ratings yet
- 09 Horno RetencionDocument6 pages09 Horno RetencionPablo Valladares MuñozNo ratings yet
- Modo de Falla Transportadora Ceniza 2Document3 pagesModo de Falla Transportadora Ceniza 2Pablo Valladares MuñozNo ratings yet
- Relacion de Consumo de FuerzaDocument9 pagesRelacion de Consumo de FuerzaPablo Valladares MuñozNo ratings yet
- 10 - Horno BasculanteDocument4 pages10 - Horno BasculantePablo Valladares MuñozNo ratings yet
- Clase 1Document35 pagesClase 1Pablo Valladares MuñozNo ratings yet
- Relacion de Consumo de FuerzaDocument9 pagesRelacion de Consumo de FuerzaPablo Valladares MuñozNo ratings yet
- Trabajo Proyectos de Ingeniería6Document138 pagesTrabajo Proyectos de Ingeniería6Pablo Valladares MuñozNo ratings yet
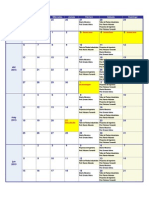
- Calendario IME Quilpue 1T 2015Document1 pageCalendario IME Quilpue 1T 2015Pablo Valladares MuñozNo ratings yet
- Apriete de PernosDocument2 pagesApriete de PernosPablo Valladares MuñozNo ratings yet
- Ev TecnicaDocument13 pagesEv TecnicaPablo Valladares MuñozNo ratings yet
- Calculos de ChavetasDocument3 pagesCalculos de ChavetasDavicho Cisterna AguayoNo ratings yet
- Bombas HidráulicasDocument69 pagesBombas HidráulicasDebbieVeasRNo ratings yet
- 2 Concep Basicos Medioambiente Inge I Sem 2012Document9 pages2 Concep Basicos Medioambiente Inge I Sem 2012Pablo Valladares MuñozNo ratings yet
- Liderazgo, Comunicacion Efectiva y Resolucion de ConflictosDocument17 pagesLiderazgo, Comunicacion Efectiva y Resolucion de ConflictosSindy Rodriguez MorenoNo ratings yet
- Prueba Ingeniería Térmica 2Document2 pagesPrueba Ingeniería Térmica 2Pablo Valladares MuñozNo ratings yet
- Funcin Del Recurso Humano Dentro de La EmpresaDocument12 pagesFuncin Del Recurso Humano Dentro de La EmpresalomasbigNo ratings yet
- Clase 1Document56 pagesClase 1Pablo Valladares MuñozNo ratings yet
- Manual Macros ExcelDocument106 pagesManual Macros ExcelRuiManuel100% (150)
- Bombas Centrifugas y VolumetricasDocument13 pagesBombas Centrifugas y VolumetricasRicardo GuzmánNo ratings yet
- Medicion de CaudalDocument24 pagesMedicion de CaudalPablo Valladares MuñozNo ratings yet
- Prueba Ingeniería Térmica 2Document2 pagesPrueba Ingeniería Térmica 2Pablo Valladares MuñozNo ratings yet
- Guía Económica 1o Semestre 2009Document9 pagesGuía Económica 1o Semestre 2009Cinthya TelloNo ratings yet
- Apunte 2 Cad Cam CNC 2008Document46 pagesApunte 2 Cad Cam CNC 2008Pablo Valladares MuñozNo ratings yet
- Ciencia y TecnologiaDocument18 pagesCiencia y TecnologiaKim CasteloNo ratings yet
- Sistemas IsometricosDocument22 pagesSistemas IsometricosMiguel Angel Principe AsenciosNo ratings yet
- Producto Vectorial, Escalar y MixtoDocument49 pagesProducto Vectorial, Escalar y MixtoPaul GPNo ratings yet
- Pilotes MetálicosDocument3 pagesPilotes MetálicosOrlando Bolaños LozanoNo ratings yet
- Resumen Capitulo 12Document2 pagesResumen Capitulo 12RADG16No ratings yet
- Calplus InvestigacionDocument49 pagesCalplus InvestigacionAlex Hoyos ZamoraNo ratings yet
- Emit 312 Trabajo Final Del Curso TC Automa IndusDocument8 pagesEmit 312 Trabajo Final Del Curso TC Automa IndusJezer CalderónNo ratings yet
- Ensayo de Control de Calidad de LadrillosDocument11 pagesEnsayo de Control de Calidad de LadrillosVictor Jair Andonayre Zavaleta100% (1)
- RPO Vs RTODocument6 pagesRPO Vs RTOcgrajalesNo ratings yet
- Integrales Parte 1Document5 pagesIntegrales Parte 1Oliver PajsiNo ratings yet
- Cuadernillo de Vacaciones - BarroDocument55 pagesCuadernillo de Vacaciones - BarroBauerNo ratings yet
- Reacción XantoproteicaDocument2 pagesReacción XantoproteicaRamiro Mijangos Peralta67% (3)
- Actividad Entregable 2 Calidad TotalDocument13 pagesActividad Entregable 2 Calidad TotalEL BRANDONNo ratings yet
- SP 05 Toaquiza LeonardoDocument4 pagesSP 05 Toaquiza LeonardoCristian RonaldoNo ratings yet
- DC12 60A (10-19A) - tcm64-182867Document2 pagesDC12 60A (10-19A) - tcm64-182867Mauricio Andrés MontenegroNo ratings yet
- Marshall InformeDocument32 pagesMarshall InformeAnahy RamirezNo ratings yet
- 2ºESO-Soluciones A La Autoevaluacion-08 PDFDocument1 page2ºESO-Soluciones A La Autoevaluacion-08 PDFAndrea Valiente MillánNo ratings yet
- Examen Teórico Práctico Del Módulo Profesional 1 2º Trimestre Curso 12-13 PDFDocument25 pagesExamen Teórico Práctico Del Módulo Profesional 1 2º Trimestre Curso 12-13 PDFchuperbelenNo ratings yet
- FILTRACIÓNDocument16 pagesFILTRACIÓNJairo RhenalsNo ratings yet
- 5 Unidad 5 Respuesta Completa Del Circuito de Primer OrdenDocument34 pages5 Unidad 5 Respuesta Completa Del Circuito de Primer Ordenshaggy4No ratings yet
- Manual de Servicio trsm1500sDocument256 pagesManual de Servicio trsm1500sElvis Menendez Gomez100% (7)
- Qué Es Un Número IrracionalDocument3 pagesQué Es Un Número IrracionalLeoner Juarez CruzNo ratings yet
- Bombas de Supresion de IncendiosDocument17 pagesBombas de Supresion de IncendiosReinaNo ratings yet
- Breve Historia Del CálculoDocument3 pagesBreve Historia Del Cálculoedgar100% (1)
- GALINDO HUAMÁN, Jeraldine Stephany Mitacc Huarcaya, Paola Rene - 4 PM G3-M2Document8 pagesGALINDO HUAMÁN, Jeraldine Stephany Mitacc Huarcaya, Paola Rene - 4 PM G3-M2Víctor Gustavo Díaz PaucarNo ratings yet
- Preguntas de CorrosionDocument6 pagesPreguntas de CorrosionparatodoxNo ratings yet
- Alessandro VoltaDocument3 pagesAlessandro Voltajoel martinezNo ratings yet
- Física General - Potencia y energía mecánicaDocument3 pagesFísica General - Potencia y energía mecánicaJesus ChangNo ratings yet