You might also like
- Resumen Metodología de La Investigación (Hernandez Sampieri)Document26 pagesResumen Metodología de La Investigación (Hernandez Sampieri)martinez_vii100% (5)
- Regulador O2 CGA 540 870 Reg Inst. For Use SpanishDocument2 pagesRegulador O2 CGA 540 870 Reg Inst. For Use SpanishINFI MEDICALNo ratings yet
- Evaluación Unidad 2 - Estadística 1 - JFSGDocument10 pagesEvaluación Unidad 2 - Estadística 1 - JFSGJulián Fernando Sánchez Gómez67% (3)
- Obtencion Ai ABC Jesus ObreroDocument6 pagesObtencion Ai ABC Jesus ObreroKriz TurpNo ratings yet
- Documento 2 Matriz de Roles y ResponsabilidadesDocument3 pagesDocumento 2 Matriz de Roles y ResponsabilidadesIvan Esteban Muñoz Alegria100% (3)
- Laboratorio 6Document14 pagesLaboratorio 6Hugo Tapia0% (1)
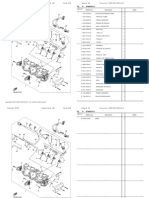
- Yzf-R6 Admision 2Document2 pagesYzf-R6 Admision 2JOSEP MARIA VILELLA RAMONEDANo ratings yet
- Guía de Registro de LlamadasDocument18 pagesGuía de Registro de LlamadasFanco Gonzales EspinozaNo ratings yet
- Triohmtec Guía Rápida HST-3000 y U-EDU RFC-2544Document17 pagesTriohmtec Guía Rápida HST-3000 y U-EDU RFC-2544morozco1965No ratings yet
- Historia Del Cine - HollywoodDocument28 pagesHistoria Del Cine - HollywoodJP Cifuentes PalmaNo ratings yet
- Peugeot Django 50-125Document12 pagesPeugeot Django 50-125AlberteNo ratings yet
- El Mantenimiento Preventivo y Correctivo de Una Red Informática Garantiza Que Las ComputadorasDocument3 pagesEl Mantenimiento Preventivo y Correctivo de Una Red Informática Garantiza Que Las Computadorasmaria belalcazarNo ratings yet
- Examen MinaDocument3 pagesExamen MinaDeivy Rick Meza BaquerizoNo ratings yet
- Procedimientos de control en una obra vialDocument7 pagesProcedimientos de control en una obra vialTamesisThiareNo ratings yet
- Ensayo de El Correo ElectronicoDocument5 pagesEnsayo de El Correo ElectronicoAngeli DiazNo ratings yet
- Amplificador de 20wDocument15 pagesAmplificador de 20wwildremNo ratings yet
- Silabo Topo Upla - 2012 IDocument5 pagesSilabo Topo Upla - 2012 IRomel Salome ZarateNo ratings yet
- El Código ASCIIDocument4 pagesEl Código ASCIIguru2No ratings yet
- Greencut GS620X 1000059Document100 pagesGreencut GS620X 1000059Michel Sayah CorreaNo ratings yet
- Planificación y Ejecución de Clases Con Recursos TIC en El AulaDocument2 pagesPlanificación y Ejecución de Clases Con Recursos TIC en El AulaKmckay RivasNo ratings yet
- NOrmas de La Auditoria InformaticaDocument7 pagesNOrmas de La Auditoria InformaticaAlexandra MartinezNo ratings yet
- Manual Autoinstructivo Orientacion Vocacional PDFDocument23 pagesManual Autoinstructivo Orientacion Vocacional PDFRichard Castillones0% (1)
- Carta presentación CV 4 puestos trabajoDocument2 pagesCarta presentación CV 4 puestos trabajoLilian GarcíaNo ratings yet
- Instructivo Cargo Auxiliar de BodegaDocument1 pageInstructivo Cargo Auxiliar de BodegaRafael NuñezNo ratings yet
- Gomez MartinezDocument40 pagesGomez MartinezNerinaMenchónAzzaliniNo ratings yet
- Qué Es Presupuesto FamiliarDocument4 pagesQué Es Presupuesto FamiliardonisemilioNo ratings yet
- Perfil de Proyecto Grupo CAQUIDocument8 pagesPerfil de Proyecto Grupo CAQUIAngelJmCh0% (1)
- Hcs 08Document58 pagesHcs 08martinNo ratings yet
- Trabajos VariosDocument9 pagesTrabajos VariosCancio Florez MendozaNo ratings yet
- Torres de EnfriamientoDocument4 pagesTorres de EnfriamientoCinthyaRamirezNo ratings yet