You might also like
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- Rubber Injection-MouldingDocument25 pagesRubber Injection-MouldingRikki MalhotraNo ratings yet
- Sample IPM PlanDocument4 pagesSample IPM PlanEricNo ratings yet
- Lecture 3 Rubber Processing Ch14Document41 pagesLecture 3 Rubber Processing Ch14vijay kumarNo ratings yet
- Importance of Rubber Industry in IndiaDocument11 pagesImportance of Rubber Industry in Indiapkbhat100% (1)
- Selective MediaDocument10 pagesSelective Mediaprincess_likemist4No ratings yet
- Synthetic Resins Technology HandbookDocument15 pagesSynthetic Resins Technology HandbookniteshacharyaNo ratings yet
- Rubber Manufacturing: Avedaño, Franco, Frias, Lim, Pilarca, Rivera, Siñel, UrtalDocument27 pagesRubber Manufacturing: Avedaño, Franco, Frias, Lim, Pilarca, Rivera, Siñel, UrtalJAN NESRALI YUMULNo ratings yet
- Extrusion Theory and Procedures Winter 2015Document11 pagesExtrusion Theory and Procedures Winter 2015guldavistNo ratings yet
- Lecture 4 - Reinforced Concrete - Bond, Development LengthDocument55 pagesLecture 4 - Reinforced Concrete - Bond, Development LengthChristopher PaladioNo ratings yet
- 02 - Paint Industry (Notes)Document19 pages02 - Paint Industry (Notes)Hassan Shahid0% (1)
- Study of Inventory Control System and Trend Analysis in Mangalam Cement, Mangalam Cement LTD by Shabbar HussainDocument65 pagesStudy of Inventory Control System and Trend Analysis in Mangalam Cement, Mangalam Cement LTD by Shabbar HussainSourav SenNo ratings yet
- Rubber Processing TechnologyDocument44 pagesRubber Processing Technologyrossifam777100% (1)
- Manufacturing Plywood Step-by-StepDocument12 pagesManufacturing Plywood Step-by-StepLogarithemNo ratings yet
- Reuse of Plastics Waste For The Production of Floor TilesDocument8 pagesReuse of Plastics Waste For The Production of Floor TilesKi Tibebu MaNo ratings yet
- Technical Data Sheet for Hardtop AS AluDocument5 pagesTechnical Data Sheet for Hardtop AS Aluafrian_arieNo ratings yet
- PK - FKK.PPM - Manual Makmal Che565: Chemical Engineering Laboratory IiiDocument21 pagesPK - FKK.PPM - Manual Makmal Che565: Chemical Engineering Laboratory Iiibedirtupak92% (12)
- Rubber Industry GuideDocument27 pagesRubber Industry GuideIvandale GundranNo ratings yet
- 005 - Business Plan - Cashew Processing - FinalDocument20 pages005 - Business Plan - Cashew Processing - FinalPrasad Nale100% (1)
- C.02 - Gas-Freeing and Cleaning of TanksDocument7 pagesC.02 - Gas-Freeing and Cleaning of TanksmkkamarajNo ratings yet
- Effect of Fumed Silica Properties on RTV-1 Silicone Rubber SealantsDocument9 pagesEffect of Fumed Silica Properties on RTV-1 Silicone Rubber SealantsdancercelNo ratings yet
- 6 Microbial ControlDocument36 pages6 Microbial ControlGladish RindraNo ratings yet
- Chloroplast, PPTDocument21 pagesChloroplast, PPTSuchitra Sk88% (8)
- დ მიქელაძის-ბიოქიმიაDocument201 pagesდ მიქელაძის-ბიოქიმიაJuli JulianaNo ratings yet
- Extrusion Equipment: Tire and Rubber IndustryDocument36 pagesExtrusion Equipment: Tire and Rubber Industrythiagorep17No ratings yet
- Plant tissue culture techniques for plant transformationDocument19 pagesPlant tissue culture techniques for plant transformationPayal Chauhan57% (7)
- Project Report On Non Woven TarpaulinDocument5 pagesProject Report On Non Woven TarpaulinEIRI Board of Consultants and Publishers100% (1)
- Quality Assurance of Natural Rubber Using The Rubber Process AnalyzerDocument36 pagesQuality Assurance of Natural Rubber Using The Rubber Process AnalyzerYesiikPaolaNo ratings yet
- Extrusion Moulding: Shaping Plastics with Continuous FlowDocument17 pagesExtrusion Moulding: Shaping Plastics with Continuous FlowAnshu Chabay100% (1)
- Dalma Mall's Industrial Plastic Pipes and FittingsDocument24 pagesDalma Mall's Industrial Plastic Pipes and FittingsashishNo ratings yet
- Presentation On Reclaimed Rubber PlantDocument27 pagesPresentation On Reclaimed Rubber PlantAwadhesh RanjanNo ratings yet
- RubberDocument17 pagesRubberJoann DavinaNo ratings yet
- Rubber RollerDocument3 pagesRubber RollerOfflinebatch PrintingNo ratings yet
- Manufacture of Rubber ProductsDocument20 pagesManufacture of Rubber Productsortizan8No ratings yet
- The Plastic Manufacturing ProcessDocument2 pagesThe Plastic Manufacturing Processskiran_56No ratings yet
- Wollo University internship report on tire curing sectionDocument10 pagesWollo University internship report on tire curing sectionKirubelNo ratings yet
- Calendering PresentationDocument10 pagesCalendering PresentationCarol RichiNo ratings yet
- Manufacture of NR GloveDocument12 pagesManufacture of NR Glovesimbua72No ratings yet
- Calendering ProcessDocument37 pagesCalendering ProcessShubham ChaudharyNo ratings yet
- COTTON GINNING PLANT OPERATOR CURRICULUMDocument18 pagesCOTTON GINNING PLANT OPERATOR CURRICULUMsapphire207100% (1)
- Lanco ProfileDocument16 pagesLanco ProfileShanmuka SreenivasNo ratings yet
- Polybutadiene Rubber Project ReviewDocument20 pagesPolybutadiene Rubber Project ReviewJaveed Ali100% (1)
- Oxalicacidmanufacturing 201231154014Document18 pagesOxalicacidmanufacturing 201231154014Mg H100% (1)
- Report About Blown Film Extrusion ProducDocument72 pagesReport About Blown Film Extrusion ProducDang Thi Ngoc Lieu100% (1)
- General Tyre Internship ReportDocument28 pagesGeneral Tyre Internship ReportAsad Ahmed Memon100% (1)
- An Overview On Natural Rubber Application For Asphalt ModificationDocument7 pagesAn Overview On Natural Rubber Application For Asphalt ModificationfarahazuraNo ratings yet
- Novatex Limited Internship ReportDocument23 pagesNovatex Limited Internship Reportسید عاصم علی شاہNo ratings yet
- Advanced Production and Process3Document35 pagesAdvanced Production and Process3christo royNo ratings yet
- DESCON Internship ReportDocument53 pagesDESCON Internship ReportTanzeel Ur Rehman100% (1)
- Cement Manufacturing Processes & EquipmentDocument57 pagesCement Manufacturing Processes & EquipmentAbhishek DhekaneNo ratings yet
- .Design and Fabrication of Groundnut Sheller MachineDocument3 pages.Design and Fabrication of Groundnut Sheller MachineTomorrowNo ratings yet
- Manufacturing Process of StaplerDocument9 pagesManufacturing Process of StaplerThoriq AliNo ratings yet
- Formula For Plastic ProductsDocument6 pagesFormula For Plastic ProductsRRSNo ratings yet
- A Report On The Winter Internship at Apollo Tyre1Document17 pagesA Report On The Winter Internship at Apollo Tyre1Krishnakumar ErattemparambilNo ratings yet
- Market Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportDocument49 pagesMarket Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportRocky Rocky100% (1)
- Development of A Small Capacity Double Stage Compression Screw Press For Oil ExpressionDocument8 pagesDevelopment of A Small Capacity Double Stage Compression Screw Press For Oil ExpressionVeyolla Jaffrey100% (1)
- Rubber Exam MaterialDocument32 pagesRubber Exam MaterialElizabeth MaryNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- Starch For CorrugatingDocument20 pagesStarch For Corrugatingsyifa latifa zahidaNo ratings yet
- 3.special Purpose Synthetic RubberDocument31 pages3.special Purpose Synthetic RubberbodekizNo ratings yet
- Specimen Preparation Tech ModiDocument39 pagesSpecimen Preparation Tech ModiSundaraMahalingamNo ratings yet
- Kiri Industries Investor Presentation - 30.11.2018Document45 pagesKiri Industries Investor Presentation - 30.11.2018Dharmendra B Mistry100% (1)
- Lamination of Paper With PlasticDocument18 pagesLamination of Paper With PlasticKaran_Luniya_3388No ratings yet
- Laminated Object Manufacturing Process ExplainedDocument6 pagesLaminated Object Manufacturing Process Explainedpapajohn1383No ratings yet
- 2 - Tyre Manufacturing ProcessDocument11 pages2 - Tyre Manufacturing ProcessNidhi Jain100% (1)
- Seminar Report 416Document18 pagesSeminar Report 416akshay kumar100% (1)
- Extruder SDocument28 pagesExtruder SKamran AliNo ratings yet
- Overview of Rubber Processing: - Tires Are Used in Large Numbers On Automobiles, Trucks, Aircraft, and BicyclesDocument30 pagesOverview of Rubber Processing: - Tires Are Used in Large Numbers On Automobiles, Trucks, Aircraft, and BicyclesjonnelNo ratings yet
- ME477 Fall 2004: Rubber Processing TechnologyDocument4 pagesME477 Fall 2004: Rubber Processing Technologynat7fernNo ratings yet
- Chap 012Document18 pagesChap 012Mukaram AliNo ratings yet
- Advent SkimmedDocument4 pagesAdvent SkimmedMukaram AliNo ratings yet
- 3D Beam Bending Due to Transverse Shear Loads (FEMDocument8 pages3D Beam Bending Due to Transverse Shear Loads (FEMMukaram AliNo ratings yet
- Case Studies - OHT2Document7 pagesCase Studies - OHT2Mukaram AliNo ratings yet
- FYP Proposal Template for SMME ProjectsDocument1 pageFYP Proposal Template for SMME ProjectsMukaram AliNo ratings yet
- Mechanics & Manufacturing Lab –II Assignment 1 ReportDocument7 pagesMechanics & Manufacturing Lab –II Assignment 1 ReportMukaram AliNo ratings yet
- Top 15 Shortlisted Candidates Graduate Trainee EngineerDocument6 pagesTop 15 Shortlisted Candidates Graduate Trainee EngineerMukaram AliNo ratings yet
- Read MeDocument1 pageRead MeMukaram AliNo ratings yet
- Study Programmes Eligible Final Web1602151624Document523 pagesStudy Programmes Eligible Final Web1602151624Mukaram AliNo ratings yet
- MTI Advent CorporationDocument21 pagesMTI Advent Corporationmahtaabk100% (3)
- Weekly Report (Spe Event Management Team) : Name Department Comments Fazeel AhmedDocument2 pagesWeekly Report (Spe Event Management Team) : Name Department Comments Fazeel AhmedMukaram AliNo ratings yet
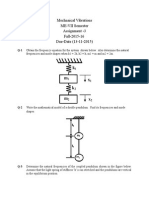
- Mechnaical Vibrations ME-VII Semester Assignment - 3 Fall-2015-16 Due-Date (13-11-2015)Document2 pagesMechnaical Vibrations ME-VII Semester Assignment - 3 Fall-2015-16 Due-Date (13-11-2015)Sarah RachelNo ratings yet
- Naziat Part 1Document33 pagesNaziat Part 1Mukaram AliNo ratings yet
- Case Study 1 PDFDocument14 pagesCase Study 1 PDFMukaram AliNo ratings yet
- ReadmeDocument1 pageReadmeمحمد السيدNo ratings yet
- Case Solving MethodologyDocument8 pagesCase Solving MethodologyMukaram AliNo ratings yet
- ME 04 B TimeTableDocument1 pageME 04 B TimeTableMukaram AliNo ratings yet
- Advent SkimmedDocument4 pagesAdvent SkimmedMukaram AliNo ratings yet
- SMME FYP Guidelines v3p1Document15 pagesSMME FYP Guidelines v3p1Mukaram AliNo ratings yet
- ICE Assignment 1Document153 pagesICE Assignment 1Mukaram AliNo ratings yet
- Activate Windows, Office with KMSAuto Net PortableDocument6 pagesActivate Windows, Office with KMSAuto Net Portableiitgn007No ratings yet
- Best Gre MaterialDocument1 pageBest Gre MaterialMukaram AliNo ratings yet
- Terms of Oil and GasDocument7 pagesTerms of Oil and GasMukaram AliNo ratings yet
- BS Materials Engg UG FYP List ME05Document5 pagesBS Materials Engg UG FYP List ME05Mukaram AliNo ratings yet
- GLC Sec A GradesDocument6 pagesGLC Sec A GradesMukaram AliNo ratings yet
- GLC Sec B GradesDocument3 pagesGLC Sec B GradesMukaram AliNo ratings yet
- Jab Zindagi Shiroh Ho Gi by Abu YahahDocument139 pagesJab Zindagi Shiroh Ho Gi by Abu YahahHaider AliNo ratings yet
- ME-331 Refrigeration and Air Conditioning Assignment-2, Date: 25 March, 2015Document1 pageME-331 Refrigeration and Air Conditioning Assignment-2, Date: 25 March, 2015Mukaram AliNo ratings yet
- Job Details - InternshipDocument1 pageJob Details - InternshipMukaram AliNo ratings yet
- Control Systems EE-475: Steady State Error and Routh's Stability CriteriaDocument37 pagesControl Systems EE-475: Steady State Error and Routh's Stability CriteriaMukaram AliNo ratings yet
- 810-701 CRSeals Handbook PRESSURE Apr-2018Document4 pages810-701 CRSeals Handbook PRESSURE Apr-2018Anonymous VNu3ODGavNo ratings yet
- Chemical Reactions and Energy ChangesDocument6 pagesChemical Reactions and Energy ChangesMiku HatsuneNo ratings yet
- Analytical Techniques for Evaluating Quality of Herbal DrugsDocument7 pagesAnalytical Techniques for Evaluating Quality of Herbal DrugsZaidNo ratings yet
- MScSYChem18 19Document40 pagesMScSYChem18 19kumarNo ratings yet
- Hydrogen BondsDocument2 pagesHydrogen BondsJohnNo ratings yet
- Wolter Jetfan Broschuere English 2017 PDFDocument15 pagesWolter Jetfan Broschuere English 2017 PDFViệt Đặng XuânNo ratings yet
- Yeom 2012Document10 pagesYeom 2012Deysi Suarez GomezNo ratings yet
- Product and Company Identification: Safety Data SheetDocument7 pagesProduct and Company Identification: Safety Data SheetZirve PolimerNo ratings yet
- Thermogravimetric Analysis (TGA) Methodology of Calculating TheDocument15 pagesThermogravimetric Analysis (TGA) Methodology of Calculating TheHamed HamidpourNo ratings yet
- Ceilcote 242 Flakeline coating specification for concreteDocument2 pagesCeilcote 242 Flakeline coating specification for concretenoto.sugiartoNo ratings yet
- COC-Dosing Skid - NalcoDocument11 pagesCOC-Dosing Skid - NalcodeyprasenNo ratings yet
- Lesson 2 Dna Structure and Dna ExtractionDocument8 pagesLesson 2 Dna Structure and Dna ExtractionGreatel Elijah TorregosaNo ratings yet
- Groundwater ContaminationDocument25 pagesGroundwater ContaminationjoshjethNo ratings yet
- Review of Essential Oils from Annonaceae PlantsDocument13 pagesReview of Essential Oils from Annonaceae PlantsroxanaNo ratings yet
- Journal of Environmental ManagementDocument12 pagesJournal of Environmental ManagementAjeng FadillahNo ratings yet
- Gas LasersDocument53 pagesGas LasersDheeraj100% (1)
- Removal of Hardness 1Document35 pagesRemoval of Hardness 1KISHAN PATELNo ratings yet
- Archaea 2016 PDFDocument73 pagesArchaea 2016 PDFDr. Farokh Rokhbakhsh-Zamin50% (2)
- 2 - Cleaning and Shaping in EndodonticsDocument299 pages2 - Cleaning and Shaping in EndodonticsElisabeth MarofNo ratings yet
- II - ITP - Defect Work FabricationDocument5 pagesII - ITP - Defect Work Fabricationmohd as shahiddin jafriNo ratings yet