You might also like
- Semana 1 - Productividad Ejercicios PDFDocument6 pagesSemana 1 - Productividad Ejercicios PDFGustavo AcostaNo ratings yet
- Sistema EmpresarialDocument10 pagesSistema EmpresarialRoger RuizNo ratings yet
- Los Enfoques de Ishikawa, Taguchi, FeigenbaumDocument8 pagesLos Enfoques de Ishikawa, Taguchi, FeigenbaumErick omar Huaman araujoNo ratings yet
- Tarea 2 IntegracionDocument5 pagesTarea 2 IntegracionVH Yorbel100% (1)
- Ejercicios Métodos y TiemposDocument14 pagesEjercicios Métodos y TiemposElías RoblesNo ratings yet
- Producto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto EnunciadoDocument3 pagesProducto Académico #2: Tarea Colaborativa: 1. Consideraciones: Criterio Detalle Tema o Asunto Enunciadom cla yacolNo ratings yet
- S12.s1 - Material - Diseño de AlmacénDocument6 pagesS12.s1 - Material - Diseño de AlmacénDeysi Noalcca GutierrezNo ratings yet
- Trabajo CostosDocument9 pagesTrabajo CostosJesus CLNo ratings yet
- Proceso de ChiaDocument14 pagesProceso de ChiaJonathan Rodriguez EspinozaNo ratings yet
- Distribucion Parcial RESOLUCIONDocument43 pagesDistribucion Parcial RESOLUCIONjualpaacNo ratings yet
- Ruedas DentadasDocument26 pagesRuedas DentadasPablo Maldonado AlaniaNo ratings yet
- EngineerDocument10 pagesEngineerOmar Alonso Beraun ReyesNo ratings yet
- Amfe de Una Puerta (Grupo2)Document12 pagesAmfe de Una Puerta (Grupo2)Jhosua Haro GarciaNo ratings yet
- Productividad EjerciciosDocument23 pagesProductividad EjerciciosFavio Donayre Gutierrez0% (1)
- Actividades Productivas e ImproductivasDocument17 pagesActividades Productivas e ImproductivasHumberto Lopez0% (1)
- Tarea Semana 03 GrupalDocument6 pagesTarea Semana 03 GrupalMadeleineSilvaFalenNo ratings yet
- Caso Mermeladas Andinas SacDocument2 pagesCaso Mermeladas Andinas SacEduardoPuchocNo ratings yet
- Implicaciones Estrategicas de La MarcaDocument13 pagesImplicaciones Estrategicas de La MarcaGuian CheroNo ratings yet
- S08.s1 Ejercicios de Repaso CGTDocument89 pagesS08.s1 Ejercicios de Repaso CGTTorSan LuizNo ratings yet
- Informacion Sobre TrupalDocument4 pagesInformacion Sobre Trupaloliver ore tellezNo ratings yet
- 1 Termo Sem 1 2020 1 PDFDocument4 pages1 Termo Sem 1 2020 1 PDFCarlosNo ratings yet
- Ejercicios Serie OSWALDO GARCIA GONZALEZDocument5 pagesEjercicios Serie OSWALDO GARCIA GONZALEZKimberly Godoy VargasNo ratings yet
- Informe Lab N°3Document6 pagesInforme Lab N°3Bryan RoqueNo ratings yet
- Taller Nº4 INTERES SIMPLE COMPUESTODocument2 pagesTaller Nº4 INTERES SIMPLE COMPUESTOJohanAlvarezNo ratings yet
- Aplicacion de Ciencias RelevantesDocument19 pagesAplicacion de Ciencias RelevantesPaul RCNo ratings yet
- Industrias Nettalco S.ADocument3 pagesIndustrias Nettalco S.AAlvaro VargasNo ratings yet
- Instalación de Una Planta de Nectar DISEÑO2014Document80 pagesInstalación de Una Planta de Nectar DISEÑO2014joselitoNo ratings yet
- Proceso de fabricación de lapicerosDocument2 pagesProceso de fabricación de lapicerosjmNo ratings yet
- DOP Costeo PDFDocument1 pageDOP Costeo PDFDElias FigueroaNo ratings yet
- EPPs de bioseguridadDocument58 pagesEPPs de bioseguridadFernando RuizNo ratings yet
- Dop para La Producción de LadrillosDocument3 pagesDop para La Producción de LadrillosCesar Ortega100% (1)
- Gestion de RRHHDocument6 pagesGestion de RRHHVíctor Paca Jr.No ratings yet
- Andres Chuquivigel 25Document2 pagesAndres Chuquivigel 25CARLOS ANDRES CHUQUIVIGEL POEMAPENo ratings yet
- Informe de Trupal YoDocument6 pagesInforme de Trupal YoantoniopradalNo ratings yet
- 4 - Caso de Estudio - Galeria de Arte - EnunciadoDocument2 pages4 - Caso de Estudio - Galeria de Arte - EnunciadoAbarca Chard50% (2)
- RICCI Proceso 1Document4 pagesRICCI Proceso 1Rober Galindo Mayorga AragonNo ratings yet
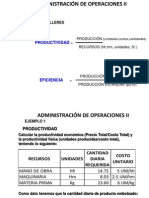
- Administración de Operaciones II - Gestión de Talleres, Productividad y EficienciaDocument9 pagesAdministración de Operaciones II - Gestión de Talleres, Productividad y EficienciaIlizarbe JesuNo ratings yet
- Quispe Lapa - Visita Tecnica Plasticos ReyDocument13 pagesQuispe Lapa - Visita Tecnica Plasticos Reyluis miguel quispe lapa100% (2)
- Practica de Campo 1.metodos 2 3199Document1 pagePractica de Campo 1.metodos 2 3199RigoberNo ratings yet
- Interés Simple, Compuesto y Diagrama de Flujo de CajaDocument24 pagesInterés Simple, Compuesto y Diagrama de Flujo de CajaERWINNo ratings yet
- Costos y PresupuestosDocument3 pagesCostos y Presupuestosangie vila ferrerNo ratings yet
- Ejemplo 1 Costos y Productividad 2020 - 01 - 17Document1 pageEjemplo 1 Costos y Productividad 2020 - 01 - 17Sandra Alvarez0% (1)
- Semi TesisDocument64 pagesSemi TesisnixonNo ratings yet
- EjerciciosDocument10 pagesEjerciciosRichard Montalban SanchezNo ratings yet
- Clase 04 Metodos I Diagrama de ProcesoDocument71 pagesClase 04 Metodos I Diagrama de ProcesoMarco Bardales100% (1)
- LaboratorioDocument6 pagesLaboratorioRebeca Velasquez JaraNo ratings yet
- Inspeccion Al 100%Document18 pagesInspeccion Al 100%Mïa M. Ãlb0% (1)
- Simplex y sensibilidad de producciónDocument4 pagesSimplex y sensibilidad de producciónJ Fredy MamaniNo ratings yet
- S05.s1 - Metodologias Del DiseñoDocument11 pagesS05.s1 - Metodologias Del DiseñoOlger Aragon BerlangaNo ratings yet
- Fideos El TriunfoDocument11 pagesFideos El TriunfoCésar Fernando Melquiades BravoNo ratings yet
- Análisis Operacional Al Proceso de Fabricación de Anillos de GradoDocument39 pagesAnálisis Operacional Al Proceso de Fabricación de Anillos de GradoAndrés Querales100% (1)
- Caso Aleaciones AceradasDocument107 pagesCaso Aleaciones AceradasGerardo RodriguezNo ratings yet
- Aplicación de Técnicas Cualitativas para El PronósticoDocument6 pagesAplicación de Técnicas Cualitativas para El PronósticoNick Luis Curi SegoviaNo ratings yet
- Aceros industrialesDocument40 pagesAceros industrialesMelady SoteloNo ratings yet
- Problemas Hombre - MaquinaDocument2 pagesProblemas Hombre - MaquinaRenato Paz BedregalNo ratings yet
- Diagrama de Procesos (Agro)Document20 pagesDiagrama de Procesos (Agro)Lean Solano Mendoza100% (2)
- Ejercicios Propuestos de Dop y Dap 2Document4 pagesEjercicios Propuestos de Dop y Dap 2eliasNo ratings yet
- Diagrama de Procesos (Agro)Document20 pagesDiagrama de Procesos (Agro)Milton Chilquillo Rebatta0% (1)
- Proceso pan yemaDocument3 pagesProceso pan yemaLuis enriqueNo ratings yet
- 11p Ejercicios DOP y DAPDocument3 pages11p Ejercicios DOP y DAP11rozy0280% (5)
- Practica Montecarlo Sesion 07Document5 pagesPractica Montecarlo Sesion 07RamonPerezAmaoNo ratings yet
- ApuntesDocument7 pagesApuntesJavier MejiaNo ratings yet
- Observaciones - Módulo 2Document3 pagesObservaciones - Módulo 2RamonPerezAmaoNo ratings yet
- Observaciones - Módulo 2Document3 pagesObservaciones - Módulo 2RamonPerezAmaoNo ratings yet
- Informe EnumerativoDocument1 pageInforme EnumerativoRamonPerezAmaoNo ratings yet
- ForoDocument1 pageForoRamonPerezAmaoNo ratings yet
- Análisis CombinatorioDocument5 pagesAnálisis CombinatorioMaestro MedNo ratings yet
- Caso Benihana Grupo XIIIDocument14 pagesCaso Benihana Grupo XIIIDennis Joel Zárate TorresNo ratings yet
- Cursograma Analitico FinalDocument8 pagesCursograma Analitico FinalCésar Castillo AlvaNo ratings yet
- Lomo SaltadoDocument5 pagesLomo SaltadoAnonymous 3IzRWDNo ratings yet
- Check List CamarerosDocument4 pagesCheck List CamarerosConstanza RiverosNo ratings yet
- Starbucks 2Document24 pagesStarbucks 2Fatima Martinez0% (1)
- Cocina Al Dente Supermaxi OkDocument134 pagesCocina Al Dente Supermaxi OkHugo Benalcázar100% (1)
- ChufaDocument21 pagesChufaapi-235632021No ratings yet
- Carne Salada de Cerdo Con Platano Verde y ChayaDocument3 pagesCarne Salada de Cerdo Con Platano Verde y ChayanancyquinonesNo ratings yet
- Ingredientes para Preparar Bistec EncebolladoDocument3 pagesIngredientes para Preparar Bistec EncebolladoPerrinblack MarleyNo ratings yet
- Chinchao ArqueologiaDocument14 pagesChinchao ArqueologiaRufino Ccallo ZapanaNo ratings yet
- La Piedra de Hacer SopaDocument1 pageLa Piedra de Hacer SopaZoe RiamondeNo ratings yet
- Nostalgia Del CaféDocument3 pagesNostalgia Del CaféFreemanNo ratings yet
- Conceptos Básicos en RestauranteríaDocument26 pagesConceptos Básicos en Restauranteríaandrea_vcaballero100% (5)
- Tentacion-Es de Caceres 2.0 Recetario 20 Bloggers 20 RecetasDocument48 pagesTentacion-Es de Caceres 2.0 Recetario 20 Bloggers 20 RecetasMariano Gomez100% (1)
- Almíbar: definición, tipos y usos del azúcar cocidoDocument5 pagesAlmíbar: definición, tipos y usos del azúcar cocidoEddy PaceñitoNo ratings yet
- Precios Cuidados UshuaiaDocument11 pagesPrecios Cuidados UshuaiaUshuaia24noticiasNo ratings yet
- Descargo YolandaDocument6 pagesDescargo YolandaJeyshon LPNo ratings yet
- Nicos Weg A1 Lektion 2 TranslationCubedDocument3 pagesNicos Weg A1 Lektion 2 TranslationCubedMartin Cardenas VidalNo ratings yet
- Manual Sobre CarnesDocument69 pagesManual Sobre CarnesHugo MoraNo ratings yet
- Hard Rock CafeDocument3 pagesHard Rock CafeAlmendra C. Flores100% (1)
- Jerarquia en La CocinaDocument2 pagesJerarquia en La Cocinaana mariaNo ratings yet
- Productos-proveedoresDocument5 pagesProductos-proveedoresDaniel CoralNo ratings yet
- Sweet and CofeeDocument4 pagesSweet and CofeeAlexis Ulcuango0% (1)
- Casa NoyesDocument1 pageCasa NoyesCande Disorder50% (2)
- Bar-cafetería rústicoDocument136 pagesBar-cafetería rústicoGeanmarco Erick Núñez LauraNo ratings yet
- HorarioSemanalCentroRecuperacionDocument9 pagesHorarioSemanalCentroRecuperacionLuis VazquezNo ratings yet
- La Carne de VacunoDocument8 pagesLa Carne de VacunoUriel CortazarNo ratings yet
- Documents - Tips Carapulcra TripticoDocument2 pagesDocuments - Tips Carapulcra TripticoUna Nueva Vida En Nph100% (1)
- Trajes de MexicoDocument3 pagesTrajes de MexicoJaziel LupianNo ratings yet