You might also like
- Assessment Plan Welder Level 2Document14 pagesAssessment Plan Welder Level 2Ravindra S. JivaniNo ratings yet
- Welding Procedure SpecificationDocument1 pageWelding Procedure Specificationfallalovaldes100% (1)
- Piping Fabrication Procedure.Document58 pagesPiping Fabrication Procedure.Janardhan Surya78% (23)
- QA vs QC vs INSPECTION: The Key DifferencesDocument138 pagesQA vs QC vs INSPECTION: The Key DifferencesMohd SharainiNo ratings yet
- VESSELDocument350 pagesVESSELRavindra S. JivaniNo ratings yet
- Jointech PDFDocument1 pageJointech PDFRavindra S. JivaniNo ratings yet
- Aluminium Welding Pocket GuideDocument31 pagesAluminium Welding Pocket GuideRavindra S. Jivani100% (1)
- Welding Procedure SpecificationDocument1 pageWelding Procedure Specificationfallalovaldes100% (1)
- Welding Processes, Defects & Metallurgy GuideDocument74 pagesWelding Processes, Defects & Metallurgy GuidesubhaNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- Heat ExchangerDocument420 pagesHeat ExchangerRavindra S. Jivani75% (4)
- Heat ExchangerDocument420 pagesHeat ExchangerRavindra S. Jivani75% (4)
- Welding Processes, Defects & Metallurgy GuideDocument74 pagesWelding Processes, Defects & Metallurgy GuidesubhaNo ratings yet
- AC and DC WeldingDocument18 pagesAC and DC WeldingSds Mani SNo ratings yet
- Guide to Welding Stainless Steels and Other Joining MethodsDocument18 pagesGuide to Welding Stainless Steels and Other Joining MethodsSreenivas GuduruNo ratings yet
- Coating Adhesion TestingDocument37 pagesCoating Adhesion TestingRavindra S. Jivani75% (4)
- API-510 Questions & Answers Closed Book 1Document12 pagesAPI-510 Questions & Answers Closed Book 1Ravindra S. Jivani67% (9)
- Spiral Pipe FormulaDocument5 pagesSpiral Pipe FormulaRavindra S. Jivani89% (9)
- Coating Types and SelectionDocument48 pagesCoating Types and Selectionalremyze1664No ratings yet
- BeamDocument2 pagesBeamRavindra S. JivaniNo ratings yet
- RT ProcedureDocument22 pagesRT ProcedureRavindra S. JivaniNo ratings yet
- API 580 Closed Book QuestionsDocument18 pagesAPI 580 Closed Book QuestionsRavindra S. Jivani86% (7)
- 04 - HT - QI - Rev. 0 Hardness ProcedureDocument4 pages04 - HT - QI - Rev. 0 Hardness ProcedureviswamanojNo ratings yet
- API 510 Closed Book QuestionsDocument16 pagesAPI 510 Closed Book QuestionsRavindra S. Jivani100% (1)
- Test Pack Table of ContentsDocument1 pageTest Pack Table of ContentsRavindra S. JivaniNo ratings yet
- 6C CapDocument1 page6C CapRavindra S. JivaniNo ratings yet
- 6C CapDocument1 page6C CapRavindra S. JivaniNo ratings yet
- 6D RootDocument1 page6D RootRavindra S. JivaniNo ratings yet
- Welding Processes: EN358 - Ship StructuresDocument27 pagesWelding Processes: EN358 - Ship StructuresMayur PatelNo ratings yet
- 6a RootDocument1 page6a RootRavindra S. JivaniNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Vandergrift - Listening, Modern Theory & PracticeDocument6 pagesVandergrift - Listening, Modern Theory & PracticeKarolina CiNo ratings yet
- AbolethDocument3 pagesAbolethjlewis_4No ratings yet
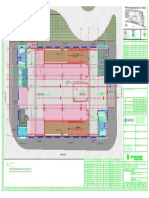
- Key plan and area statement comparison for multi-level car park (MLCPDocument1 pageKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANo ratings yet
- Bleed Fan SelectionDocument4 pagesBleed Fan Selectionomar abdullahNo ratings yet
- Rajani Panchal Phone: - 0279642567Document4 pagesRajani Panchal Phone: - 0279642567Phillip JohnsonNo ratings yet
- Evaluation of The Cyanotic Newborn Part IDocument9 pagesEvaluation of The Cyanotic Newborn Part Ijwan ahmedNo ratings yet
- Daraz PKDocument4 pagesDaraz PKshavais100% (1)
- Engineering Standard for Rolling Stock Minimum In-Service ConditionsDocument19 pagesEngineering Standard for Rolling Stock Minimum In-Service Conditions4493464No ratings yet
- Joou No Gohoubi - Tate No Yuusha No Nariagari 288869 Doujin - EdoujinDocument25 pagesJoou No Gohoubi - Tate No Yuusha No Nariagari 288869 Doujin - Edoujinaura.nazhifa10020% (1)
- March 17, 2017 - Letter From Dave Brown and Megan McCarrin Re "Take Article Down" - IRISH ASSHOLES TODAY!Document459 pagesMarch 17, 2017 - Letter From Dave Brown and Megan McCarrin Re "Take Article Down" - IRISH ASSHOLES TODAY!Stan J. CaterboneNo ratings yet
- List of RelaysDocument26 pagesList of RelaysadhyarthaNo ratings yet
- Tutorial Letter 101/3/2018: Internal Auditing: Theory & PrinciplesDocument39 pagesTutorial Letter 101/3/2018: Internal Auditing: Theory & PrinciplesSAMANTHANo ratings yet
- USB and ACPI Device IDsDocument10 pagesUSB and ACPI Device IDsKortiyarshaBudiyantoNo ratings yet
- Game Informer September 2013Document104 pagesGame Informer September 2013Igor IvkovićNo ratings yet
- 7.1 (149 Marks) : MarkschemeDocument51 pages7.1 (149 Marks) : MarkschemeSemwezi Enock100% (1)
- Organic FertilizerDocument2 pagesOrganic FertilizerBien Morfe67% (3)
- Activity7 Raptshia DataSetDocument16 pagesActivity7 Raptshia DataSetoneinamillionnamedlunaNo ratings yet
- Micro810 Allen Bradley User ManualDocument120 pagesMicro810 Allen Bradley User ManualStefano MontiNo ratings yet
- WBLFFDocument10 pagesWBLFFMohd IzatNo ratings yet
- Lahore School of Economics Operations Management Final Group Project Outline (Weightage 15%) Bba - Iv Instructor: Dr. Saba Fazal FirdousiDocument3 pagesLahore School of Economics Operations Management Final Group Project Outline (Weightage 15%) Bba - Iv Instructor: Dr. Saba Fazal FirdousiAshir HassanNo ratings yet
- C15 DiagranmaDocument2 pagesC15 Diagranmajose manuel100% (1)
- Msme'S Premium Product Catalogue Book 2020: Craft CategoryDocument50 pagesMsme'S Premium Product Catalogue Book 2020: Craft CategoryTomikoVanNo ratings yet
- Markard Et Al. (2012) PDFDocument13 pagesMarkard Et Al. (2012) PDFgotrektomNo ratings yet
- Gas Turbine MaintenanceDocument146 pagesGas Turbine MaintenanceMamoun1969100% (8)
- What Is InterpolDocument5 pagesWhat Is InterpolJimmy Jr Comahig LapeNo ratings yet
- SELECTING A DISTILLATION COLUMN CONTROL STRATEGYDocument12 pagesSELECTING A DISTILLATION COLUMN CONTROL STRATEGYinstrutech0% (1)
- Natural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDocument9 pagesNatural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDrm AmmNo ratings yet
- Emily Act 3 GraficoDocument13 pagesEmily Act 3 Graficoemily lopezNo ratings yet
- MGN 363Document14 pagesMGN 363Nitin PatidarNo ratings yet
- Conflict Analysis Tools PDFDocument12 pagesConflict Analysis Tools PDFApeuDerrop0% (1)