Professional Documents
Culture Documents
Valvulas Itar Operacion & Mantenimiento
Uploaded by
BrunoZalazarCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Valvulas Itar Operacion & Mantenimiento
Uploaded by
BrunoZalazarCopyright:
Available Formats
Talleres Metalrgicos ITAR SRL Talleres Metalrgicos ITAR SRL Talleres Metalrgicos ITAR SRL Talleres Metalrgicos ITAR
gicos ITAR SRL Talleres Metalrgicos ITAR SRL
Santiago del Estero 2227
(B1824EAW) Lans (O) Bs. As. Argentina
Tel : (5411)4249.1783
Fax : (5411)4249.2612
Email : ventas@valvulasitar.net
itarsrl@speedy.com.ar
Web Site: www.valvulasitar.net
I T A R I T A R
I T A R I T A R I T A R
OPERACION
&
MANTENIMIENTO
MANUAL DE OPERACION Y MANTENIMIENTO
- Indice General - - Indice General - - Indice General - - Indice General - - Indice General -
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (011)4249.1783 (011)4249.2612 calidad@valvulasitar.net
GESTION DEL CATALOGO GESTION DEL CATALOGO GESTION DEL CATALOGO GESTION DEL CATALOGO GESTION DEL CATALOGO
Estado de emisin y revisiones....................................................................... 1
CALIDAD CALIDAD CALIDAD CALIDAD CALIDAD (pgs. 3 a 5) (pgs. 3 a 5) (pgs. 3 a 5) (pgs. 3 a 5) (pgs. 3 a 5)
Gestin de la calidad.................................................................................. 3
Certificado ISO 9001:2000............................................................................ 4
Sello Baires reconocimiento a la calidad........................................................ 5
SECCION I - GENERAL SECCION I - GENERAL SECCION I - GENERAL SECCION I - GENERAL SECCION I - GENERAL (pgs. 5 a 8) (pgs. 5 a 8) (pgs. 5 a 8) (pgs. 5 a 8) (pgs. 5 a 8)
Teora de operacin..................................................................................... 6
Descripcion................................................................................................ 6
Instalacion................................................................................................ 6
Instrucciones de operacin............................................................................ 7
Mantenimiento............................................................................................ 7
SECCION II - VALVULAS ESCLUSA SECCION II - VALVULAS ESCLUSA SECCION II - VALVULAS ESCLUSA SECCION II - VALVULAS ESCLUSA SECCION II - VALVULAS ESCLUSA (pgs. 9 a 11) (pgs. 9 a 11) (pgs. 9 a 11) (pgs. 9 a 11) (pgs. 9 a 11)
SECCION III - VALVULAS GLOBO SECCION III - VALVULAS GLOBO SECCION III - VALVULAS GLOBO SECCION III - VALVULAS GLOBO SECCION III - VALVULAS GLOBO (pgs. 12 a 14) (pgs. 12 a 14) (pgs. 12 a 14) (pgs. 12 a 14) (pgs. 12 a 14)
SECCION IV - VALVULAS RETENCION SECCION IV - VALVULAS RETENCION SECCION IV - VALVULAS RETENCION SECCION IV - VALVULAS RETENCION SECCION IV - VALVULAS RETENCION (pgs. 15 a 17) (pgs. 15 a 17) (pgs. 15 a 17) (pgs. 15 a 17) (pgs. 15 a 17)
SECCION V - INSTALACION DE VALVULAS SECCION V - INSTALACION DE VALVULAS SECCION V - INSTALACION DE VALVULAS SECCION V - INSTALACION DE VALVULAS SECCION V - INSTALACION DE VALVULAS (pgs. 18 a 22) (pgs. 18 a 22) (pgs. 18 a 22) (pgs. 18 a 22) (pgs. 18 a 22)
Informacin general.................................................................................... 19
Introduccin.............................................................................................. 19
Inspeccin y Manipuleo................................................................................. 19
Instalacin................................................................................................ 19
Ensayo y Ajuste......................................................................................... 21
SECCION VI - SECCION VI - SECCION VI - SECCION VI - SECCION VI - MANTENIMIENTO DE JUNTAS-EMPAQUETADURA-LUBRICACION MANTENIMIENTO DE JUNTAS-EMPAQUETADURA-LUBRICACION MANTENIMIENTO DE JUNTAS-EMPAQUETADURA-LUBRICACION MANTENIMIENTO DE JUNTAS-EMPAQUETADURA-LUBRICACION MANTENIMIENTO DE JUNTAS-EMPAQUETADURA-LUBRICACION (pgs. 23 a 26) (pgs. 23 a 26) (pgs. 23 a 26) (pgs. 23 a 26) (pgs. 23 a 26)
Informacin general.................................................................................... 24
Mantenimiento de la empaquetadura............................................................... 24
Instalacion de la empaquetadura e instrucciones.............................................. 24
mantenimiento de la junta............................................................................ 25
Procedimientos para instalacin de la junta.................................................... 25
SECCION VII - ALMACENAJE A LARGO PLAZO SECCION VII - ALMACENAJE A LARGO PLAZO SECCION VII - ALMACENAJE A LARGO PLAZO SECCION VII - ALMACENAJE A LARGO PLAZO SECCION VII - ALMACENAJE A LARGO PLAZO (pgs. 27 a 28) (pgs. 27 a 28) (pgs. 27 a 28) (pgs. 27 a 28) (pgs. 27 a 28)
Informacin general.................................................................................... 28
Almacenamiento.......................................................................................... 28
Estado de Emisin y Revisiones
F
E
C
H
A
TEMA
REVISO LIBERO
CONFEC-
CIONO
ALCANCE
EMI-
SION
REV.
JEFE A.
CALIDAD
GTE.
PRODUC.
Rev. #: 3
Fecha: 21//05/2007
GTE.
TECNICO
01/11/01 1
1
Emisin del Manual de Operacin
y Mantenimiento
A. FORCINITI D. FORCINITI S.MARZUCCO
GESTION DEL CATALOGO
11/02/02 2
2
Actualizacin cartulas y logo ISO
9001
A. FORCINITI D. FORCINITI S.MARZUCCO
3 21/05/07
Actualizacin cartulas y diseo
general
3
A. FORCINITI D. FORCINITI S.MARZUCCO
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (011)4249.1783 (011)4249.2612 calidad@valvulasitar.net
-
p
g
.
1
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
CALIDAD
G GG GGESTION DE LA ESTION DE LA ESTION DE LA ESTION DE LA ESTION DE LA C CC CCALIDAD ALIDAD ALIDAD ALIDAD ALIDAD
UN OBJETIVO PERMANENTE
Calidad en ITAR Calidad en ITAR Calidad en ITAR Calidad en ITAR Calidad en ITAR
La calidad ha sido y es nuestro objetivo permanente. Por tal motivo Talleres Metalrgicos Talleres Metalrgicos Talleres Metalrgicos Talleres Metalrgicos Talleres Metalrgicos
ITAR S.R.L. ITAR S.R.L. ITAR S.R.L. ITAR S.R.L. ITAR S.R.L. ha implementado y certificado su sistema de gestin de calidad segn la normativa
de la serie ISO 9001 por DNV, acreditado por OAA. (Certificado N 2555-2004-AQ-BAS-OAA).
Qu entendemos por gestin de calidad, y cul es nuestro objetivo? Qu entendemos por gestin de calidad, y cul es nuestro objetivo? Qu entendemos por gestin de calidad, y cul es nuestro objetivo? Qu entendemos por gestin de calidad, y cul es nuestro objetivo? Qu entendemos por gestin de calidad, y cul es nuestro objetivo?
Es una forma de trabajo donde:
participan todos los integrantes de la empresa
todas las acciones son planificadas de antemano y sistemticamente realizadas
se asegura que los procesos, productos y servicios cumplan los requisitos especificados
NUESTRO OBJETIVO:
La obtencin, mantenimiento y mejora de la calidad.
Cmo lo logramos? Cmo lo logramos? Cmo lo logramos? Cmo lo logramos? Cmo lo logramos?
Eliminando la causa de los defectos antes que aparezcan,
a travs del establecimiento, desarrollo e implementacin
de los principios de gestin de calidad, desde las materias
primas hasta el servicio posventa.
Cmo se benefician nuestros usuarios? Cmo se benefician nuestros usuarios? Cmo se benefician nuestros usuarios? Cmo se benefician nuestros usuarios? Cmo se benefician nuestros usuarios?
El sistema de gestin de calidad se convierte en un servicio
adicional a nuestros clientes mediante el cual los mismos
podrn comprar los productos marca ITAR ITAR ITAR ITAR ITAR con total confianza, y utilizarlos a plena
satisfaccin, a travs del aseguramiento de que estos cumplen con las caractersticas de
calidad requeridas por las normas o especificaciones solicitadas.
-
p
g
.
2
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
-
p
g
.
3
-
CALIDAD
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
-
p
g
.
4
-
CALIDAD
SECCION I SECCION I SECCION I SECCION I SECCION I
GENERAL GENERAL GENERAL GENERAL GENERAL
Manual de Operacin y Mantenimiento Manual de Operacin y Mantenimiento Manual de Operacin y Mantenimiento Manual de Operacin y Mantenimiento Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
1. TEORIA DE OPERACION 1. TEORIA DE OPERACION 1. TEORIA DE OPERACION 1. TEORIA DE OPERACION 1. TEORIA DE OPERACION
Vlvulas Esclusas: Vlvulas Esclusas: Vlvulas Esclusas: Vlvulas Esclusas: Vlvulas Esclusas: estn diseadas
para impedir o habilitar el flujo en
una tubera. El obturador (cua)
est diseado para detener por
completo el flujo creando un sello
resistente contrario a la presin
en ambas direcciones. En la posicin de vlvula
abierta, el obturador se encuentra por com-
pleto fuera de contacto con la vena del fluido.
Las vlvulas esclusas no estn recomendadas no estn recomendadas no estn recomendadas no estn recomendadas no estn recomendadas
para efectuar estrangulamientos de flujo.
Vlvulas Globo: Vlvulas Globo: Vlvulas Globo: Vlvulas Globo: Vlvulas Globo: estn diseadas para impedir,
habilitar o estrangular el flujo en una
tubera. El obturador (disco tapn) est
diseado para detener por completo el flujo
y crear un sello resistente a la presin, por
debajo del mismo. Desde una posicin del 10%
de apertura hasta apertura completa, las
vlvulas globo son efectivas en el estrangu-
lamiento de la presin de lnea.
Observacin: estrangulamiento
continuo por debajo del 10% de
apertura puede causar excesiva
vibracin, ruido, desgaste y dao al
obturador y los asientos.
Vlvulas Retenci n: Vlvulas Retenci n: Vlvulas Retenci n: Vlvulas Retenci n: Vlvulas Retenci n: estn
diseadas para abrirse debido a
la presin de la lnea. La direccin
deseada del flujo abrir la
vlvula mientras que cualquier
retroceso del mismo la cerrar por completo.
Las vlvulas de retencin estn diseadas
para permitir el flujo en un slo sentido.
2. DESCRIPCION 2. DESCRIPCION 2. DESCRIPCION 2. DESCRIPCION 2. DESCRIPCION
Este manual cubre las vlvulas esclusa, globo
y retencin fabricadas por ITAR ITAR ITAR ITAR ITAR. Las mismas
estn diseadas dentro de los lmites de la
Norma ANSI B.16.34. Para trabajo de
ensamblado y operacin de estas vlvulas
refirase al apndice aplicable en este
manual. Vea el punto 4 para operacin de las
-
p
g
.
6
-
El desensamblado y mantenimiento de las
vlvulas debe ser efectuado slo por personal
calificado. Para informacin en particular
sobre un tipo de vlvula determinado, refirase
a la seccin detallada correspondiente.
Este manual se brinda slo a modo de
referencia.
3. INSTALACION 3. INSTALACION 3. INSTALACION 3. INSTALACION 3. INSTALACION
Al desembalar las vlvulas, debe tenerse
cuidado en su manipuleo y acarreo para evitar
daos a las mismas o accidentes con el
personal. No hize las vlvulas por el volante
o el vstago. Utilice correas o lingas
adecuadas alrededor del cuerpo.
Para informacin especfica de instalacin, re-
firase a la seccin V de este manual.
Cuando instale, asegrese que todo material
extrao sea removido del interior de la
vlvula. No remueva las tapas protectoras
en las bridas hasta el momento previo a la
instalacin de la misma.
Observacin: no desarme o modifique una
vlvula ITAR ITAR ITAR ITAR ITAR previamente a su instalacin.
Esto, si es que ocurre, anular la garanta
de fbrica.
Cuando instale vlvulas globo, esclusas con
cua flexible o vlvulas con extremos para
soldar, es recomendable tener la vlvula
ligeramente abierta para prevenir que el
obturador se clave debido a la expansin
trmica y para evitar daos a las superficies
de los asientos.
Ciertos tipos de vlvulas estn diseadas para
operar en una sola direccin (por ejemplo las
de retencin). En estos casos debe prestarse
mayor atencin a las marcas existentes sobre
las vlvulas. Las flechas sobre las mismas,
indicando la direccin del flujo, deben estar
en correspondencia con la direccin del flujo
del sistema.
Observacin: tenga especial cuidado en que
todos los materiales extraos (suciedad, es-
SECCION I
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
-
p
g
.
7
-
corias de soldadura, etc.) sean removidos de
la vlvula, previo a y luego de, su instalacin.
Los materiales extraos son la causa principal
de fallas prematuras de los asientos.
4. INSTRUCCIONES DE OPERACION 4. INSTRUCCIONES DE OPERACION 4. INSTRUCCIONES DE OPERACION 4. INSTRUCCIONES DE OPERACION 4. INSTRUCCIONES DE OPERACION
Las vlvulas ITAR ITAR ITAR ITAR ITAR estn diseadas para una
operacin fcil y sencilla. Para abrir una
vlvula esclusa o globo, gire el volante en
direccin antihoraria; contine girando hasta
alcanzar el tope. En este punto la vlvula
estar completamente abierta. Para cerrar
una vlvula, gire el volante en direccin
horaria; continue girando hasta alcanzar el
tope. En este punto la vlvula estar
completamente cerrada.
No sobre esfuerce el cierre de la vlvula. Un
torque excesivo no mejorar el sellado de la
misma y puede ocasionarle daos.
Las vlvulas de retencin estn diseadas
para ser operadas solamente por la presin
de la lnea. Cuando se presuriza una lnea
corriente arriba (upstream), el flujo abrir
el obturador. Cuando la presin upstream es
reducida o se produce una contra presin, el
obturador se cerrar.
CUIDADO! - Las vlvulas ITAR fueron CUIDADO! - Las vlvulas ITAR fueron CUIDADO! - Las vlvulas ITAR fueron CUIDADO! - Las vlvulas ITAR fueron CUIDADO! - Las vlvulas ITAR fueron
diseadas para operar dentro de los rangos diseadas para operar dentro de los rangos diseadas para operar dentro de los rangos diseadas para operar dentro de los rangos diseadas para operar dentro de los rangos
de presin y temperatura establecidos por de presin y temperatura establecidos por de presin y temperatura establecidos por de presin y temperatura establecidos por de presin y temperatura establecidos por
ANSI B 16.34.No exceda estos lmites. ANSI B 16.34.No exceda estos lmites. ANSI B 16.34.No exceda estos lmites. ANSI B 16.34.No exceda estos lmites. ANSI B 16.34.No exceda estos lmites.
5. MANTENIMIENTO 5. MANTENIMIENTO 5. MANTENIMIENTO 5. MANTENIMIENTO 5. MANTENIMIENTO
5.1 Mantenimiento Preventivo-Inspeccin
Peridica. ITAR ITAR ITAR ITAR ITAR recomienda que se efecte
inspeccin peridica de todas las vlvulas.
La frecuencia de estas inspecciones puede
variar, dependiendo de la severidad del servicio
y la frecuencia de operacin de las mismas.
Como mnimo, todas las vlvulas deberan ser
chequeadas trimestralmente para asegurar su
operacin correcta y evitar los daos
relacionados con los efectos de fugas.
La lista en la proxima pgina detalla los
tipos especficos de vlvulas y las reas que
requieren inspeccin y mantenimiento.
5.2 Mantenimiento de la vlvula bajo presin
Si las inspecciones detalladas anteriormente
revelan alguna indicacin, se recomiendan los
siguientes procedimientos:
Nota: debe tomarse extremo cuidado al Nota: debe tomarse extremo cuidado al Nota: debe tomarse extremo cuidado al Nota: debe tomarse extremo cuidado al Nota: debe tomarse extremo cuidado al
trabajar sobre un sistema presurizado!! trabajar sobre un sistema presurizado!! trabajar sobre un sistema presurizado!! trabajar sobre un sistema presurizado!! trabajar sobre un sistema presurizado!!
5.2.1 Si la empaquetadura del vstago observa
fugas, las tuercas del prensa estopa deben
ajustarse uniformemente hasta que la fuga
cese. Si la fuga contina o no hay posibilidad
de seguir ajustando el prensa estopa, debe
agregarse empaquetadura adicional o la
empaquetadura debe ser reemplazada. (Vea los
procedimientos aplicables apropiados para el
ti po de vlvula en la secci n VI
correspondiente a mantenimiento de juntas,
empaquetadura y lubricacin).
La vlvula debe ser capaz de operar libre-
mente en todo momento. Si no puede hacerlo
debido a fuerza excesiva del empaquetado, la
empaquetadura se ha desgastado y debe ser
reemplazada durante uno de los cierres del
sistema.
5.2.2 Las roscas de los vstagos que estn
expuestas a la intemperie deben ser lubricadas
peridicamente para reducir el desgaste, el
torque de operacin e impedir la corrosin.
Debe tenerse cuidado que slo la seccin
roscada del vstago sea lubricada. ITAR ITAR ITAR ITAR ITAR no
recomienda la lubricacin del rea de sello
del vstago. Esta prctica tiende a atraer
escombros y material extrao, que pueden
ocasionar dao al vstago o la cmara de
empaquetado.
5.2.3 La cmara cabezal, debe ser lubricada
periodicamente con grasa, a travs del alemite,
para asegurar una operacin suave.
5.2.4 Si se darrollan fugas en la unin del
cuerpo y bonete/tapa de una vlvula
abulonada, las tuercas de esprragos deben
ser ajustadas uniformemente.
SECCION I
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
CUIDADO! No sobreesfuerze los pernos. Si CUIDADO! No sobreesfuerze los pernos. Si CUIDADO! No sobreesfuerze los pernos. Si CUIDADO! No sobreesfuerze los pernos. Si CUIDADO! No sobreesfuerze los pernos. Si
la fuga conti na, la junta debe ser la fuga conti na, la junta debe ser la fuga conti na, la junta debe ser la fuga conti na, la junta debe ser la fuga conti na, la junta debe ser
reemplazada. reemplazada. reemplazada. reemplazada. reemplazada.
5.2.5 Si la inspeccin normal revela que partes
operativas de la vlvula se bloquean u fun-
ci onan constrei das, es recomendable
desensamblarla e inspeccionar estas partes
durante un cierre del sistema. (Vea los
procedimientos de desensamblaje apropiados)
-
p
g
.
8
-
CUIDADO! CUIDADO! CUIDADO! CUIDADO! CUIDADO!: No remueva o afloje el prensa estopa o los esprragos del bonete mientras la
vlvula est presurizada.
SECCION I
item a inspeccionar esclusa globo retencin
chequear rosca de vstago por desgaste
chequear fugas en empaquetadura
chequear unin de cuerpo/bonete por fugas
si las condiciones lo permiten, operar la vlvula
inspeccionar todas las conexiones exteriores
asegurar que el vstago y reas de sello estn libres de
escombros
inspeccionar condiciones del motor o engranajes (si aplicable)
inspeccionar daos obvios
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
xx
SECCION II SECCION II SECCION II SECCION II SECCION II
VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA VALVULAS ESCLUSA (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado)
1. INFORMACION GENERAL
P PP PPara informacin sobre operacin general y mantenimiento respecto a esta u otro tipo de
vlvula ITAR ITAR ITAR ITAR ITAR, por favor refirase a la seccin I de este manual.
2. DESARME COMPLETO
CUIDADO! Antes de desensamblar cualquier vlvula, asegrese que la lnea, as como el CUIDADO! Antes de desensamblar cualquier vlvula, asegrese que la lnea, as como el CUIDADO! Antes de desensamblar cualquier vlvula, asegrese que la lnea, as como el CUIDADO! Antes de desensamblar cualquier vlvula, asegrese que la lnea, as como el CUIDADO! Antes de desensamblar cualquier vlvula, asegrese que la lnea, as como el
interior de la misma estn libres de presin. interior de la misma estn libres de presin. interior de la misma estn libres de presin. interior de la misma estn libres de presin. interior de la misma estn libres de presin.
2.1 2.1 2.1 2.1 2.1 Vlvulas operadas a volante
Luego de completado el desarme segn el procedimiento que se detalla en hoja siguiente, el
volante (5) puede ser separado del yugo (15), removiendo la tuerca de volante (11)
2.2 2.2 2.2 2.2 2.2 La pgina siguiente contiene un procedimiento general para ensamblado y desensamblado.
Este procedimiento cubre el grueso del proceso de reensamblado y desensamble, para informacin
especfica sobre las vlvulas, empaquetaduras, juntas, etc., refirase por favor a la seccin
correspondiente.
3. MANTENIMIENTO DE LAS VALVULAS DESARMADAS
3.1 3.1 3.1 3.1 3.1 Siguiendo los procedimientos de desarme listados en prxima pgina, examine la cavidad
del cuerpo (1) por depsitos de materiales extraos.
3.2 3.2 3.2 3.2 3.2 Examine las superficies de los anillos de asientos (7) y la cua (3) por desgaste.
3.3 3.3 3.3 3.3 3.3 Examine el vstago (6), rea de sellado y filetes de rosca por desgaste excesivo.
3.4 3.4 3.4 3.4 3.4 Si resulta evidente un desgaste excesivo, las partes gastadas, o de ser necesario la
vlvula completa, deberan ser reacondicionadas o reemplazadas.
4. LUBRICACION
4.1 4.1 4.1 4.1 4.1 Las piezas que requieren lubricacin son los filetes de rosca del vstago (6), la junta
(14), y por debajo de todas las tuercas (18-19-22-23) antes de aplicarles torque. En los
esprragos del bonete se recomienda un lubricante antiengranante para facilitar futuros
desarmes.
5. HERRAMIENTAS ESPECIALES E INSTRUCCIONES
5.1 5.1 5.1 5.1 5.1 No se requieren herramientas especiales para el mantenimiento general de las vlvulas
6. MANTENIMIENTO PREVENTIVO
6.1 6.1 6.1 6.1 6.1 Refirase a la seccin I de este manual para informacin sobre mantenimiento general
de vlvulas.
-
p
g
.
1
0
-
SECCION II
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
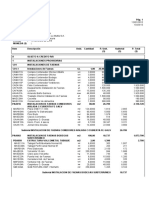
1
2
3
4
5
6
7
8
9
10
11
12
CUERPO
BONETE
CUA (obturador)
PRENSAESTOPA
VOLANTE
VASTAGO
ANILLO (asiento)
CONTRACIERRE
BUJE DE VASTAGO
BULON CON OJAL
TUERCA DE VOLANTE
CABEZAL
DENOMINACION DENOMINACION DENOMINACION DENOMINACION DENOMINACION # ## ##
13
14
15
16
17
18
19
20
21
22
23
# ## ## DENOMINACION DENOMINACION DENOMINACION DENOMINACION DENOMINACION
ESPARRAGOS
JUNTA
PUENTE
EMPAQUETADURA
BULONES
TUERCAS BULONES
TCAS. BULON c/OJAL
ALEMITE
ESPARRAGO CABEZAL
TCAS. ESP. CABEZAL
TCAS. ESPARRAGOS
VALVULAS ESCLUSA (Bonete Abulonado) VALVULAS ESCLUSA (Bonete Abulonado) VALVULAS ESCLUSA (Bonete Abulonado) VALVULAS ESCLUSA (Bonete Abulonado) VALVULAS ESCLUSA (Bonete Abulonado)
IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES
Desarme Desarme Desarme Desarme Desarme
Lea el aviso de precaucin del punto 2
de estas instrucciones (pgina anterior).
Gire el volante (5) en sentido antihorario,
de modo de abrir la vlvula completamente.
Afloje y remueva los pernos y tuercas
del prensaestopa (10-17-18-19).
Afloje y remueva las tuercas y esprragos
(13-23) del bonete (2).
Utilice una correa, linga o elemento
similar (si es necesario), y eleve el bonete
(2) ensamblado, separndolo del cuerpo (1).
Observe y marque la orientacin de la cua
(3) en relacin al cuerpo.
Mientras mantiene el bonete ensamblado
(2), gire el volante (5) en direccin
horaria para destrabar la cua (3) del
vstago (6).
Cuando la cua (3) ha sido extrada, el
prensaestopa (4) puede ser removido.
Remueva la empaquetadura (16) utilizando
una herramienta apropiada. Debe tenerse
cuidado de no efectuar daos a la superficie
de la cmara de empaquetado.
Remueva la junta (14) del cuerpo de la
vlvula.
De ser necesario, remueva la tuerca de
volante (11) y el volante (5).
Remueva las tuercas y pernos del cabezal
(21-22) y del puente (15) (cuando sea
aplicable). En algunos modelos, adems de
las tuercas y pernos del cabezal, puede
haber una puntada de soldadura
Remueva el cabezal (12) y puente (15)
Salvo que exista dao significativo, el
contracierre (8) no debe ser removido
Rearmado Rearmado Rearmado Rearmado Rearmado
Limpie todas las piezas en profundidad.
Lubrique superficies de asientos con aceite
liviano para evitar rayados en el rearmado.
Instale una nueva junta (14).
Instale nueva empaquetadura (16), de ser
necesario. Reinstale el prensaestopa (4).
Instale el vstago (4) dentro del
ensamblaje del bonete.
Reinstale las tuercas y pernos del
prensaestopa (10-17-18-19).
Reinstale la cua (3) en el vstago (6).
Instale bonete con cua ensamblada dentro
del cuerpo (1), observando las marcas previas
sobre orientacin de la cua con respecto
al cuerpo.
Reinstale esprragos y tuercas (13-23).
-
p
g
.
1
1
-
NOTA: Dado que el diseo de las vlvulas puede cambiar, por favor consulte a fbrica en caso de surgir diferencias en relacin al aqu presentado.
SECCION II
SECCION III SECCION III SECCION III SECCION III SECCION III
VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO VALVULAS GLOBO (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado) (Bonete Abulonado)
1. INFORMACION GENERAL
Para informacin sobre operacin general y mantenimiento respecto a esta u otro tipo de
vlvulas ITAR ITAR ITAR ITAR ITAR, por favor refirase a la seccin I de este manual.
2. DESARME COMPLETO
CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como
el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin.
2.1 2.1 2.1 2.1 2.1 Vlvulas operadas a volante
Luego de completado el desarme segn el procedimiento que se detalla en hoja siguiente, el
volante (5) puede ser separado del bonete (2), removiendo la tuerca de volante (20) y la
arandela de volante (12).
2.2 2.2 2.2 2.2 2.2 La pgina siguiente contiene un procedimiento general para ensamblado y desensamblado.
Este procedimiento cubre el grueso del proceso de reensamblado y desensamble, para informacin
especfica sobre las vlvulas, empaquetaduras, juntas, etc., refirase por favor a la seccin
correspondiente.
3. MANTENIMIENTO DE LAS VALVULAS DESARMADAS
3.1 3.1 3.1 3.1 3.1 Siguiendo los procedimientos de desarme listados en prxima pgina, examine la cavidad
del cuerpo (1) por depsitos de materiales extraos.
3.2 3.2 3.2 3.2 3.2 Examine las superficies de los anillos de asientos (7) y el disco tapn (3) por desgaste.
3.3 3.3 3.3 3.3 3.3 Examine el vstago (6), rea de sellado y filetes de rosca por desgaste excesivo.
3.4 3.4 3.4 3.4 3.4 Si un desgaste excesivo es evidente, las partes gastadas, o de ser necesario, la vlvula
completa deberan ser reacondicionadas o reemplazadas.
4. LUBRICACION
4.1 4.1 4.1 4.1 4.1 Las piezas que requieren lubricacin son los filetes de rosca del vstago (6), la junta
(14), y por debajo de todas las tuercas (19-20-21-23) antes de aplicarles torque. En los
esprragos del bonete se recomienda un lubricante antiengranante para facilitar futuros
desarmes.
5. HERRAMIENTAS ESPECIALES E INSTRUCCIONES
5.1 5.1 5.1 5.1 5.1 No se requieren herramientas especiales para el mantenimiento general de las vlvulas
6. MANTENIMIENTO PREVENTIVO
6.1 6.1 6.1 6.1 6.1 Refirase a la seccin I de este manual para informacin sobre mantenimiento general
de vlvulas.
-
p
g
.
1
3
-
SECCION III
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
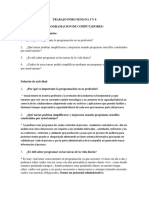
1
2
3
4
5
6
7
8
9
10
11
12
CUERPO
BONETE
D.TAPON (obturador)
PRENSAESTOPA
VOLANTE
VASTAGO
ANILLO (asiento)
CONTRACIERRE
BUJE DE VASTAGO
BULON CON OJAL
CONTRATCA. TAPON
ARANDELA VOLANTE
DENOMINACION DENOMINACION DENOMINACION DENOMINACION DENOMINACION
# ## ##
13
14
15
16
17
18
19
20
21
22
23
# ## ## DENOMINACION DENOMINACION DENOMINACION DENOMINACION DENOMINACION
ESPARRAGOS
JUNTA
EMPAQUETADURA
BULONES
TCAS. BULON c/OJAL
CABEZAL
TUERCAS
ESPARRAGOS
TUERCA VOLANTE
TCAS. DE BULONES
ESPARRAG.CABEZAL
TCAS. ESP. CABEZAL
IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES
-
p
g
.
1
4
-
VALVULAS GLOBO (Bonete Abulonado) VALVULAS GLOBO (Bonete Abulonado) VALVULAS GLOBO (Bonete Abulonado) VALVULAS GLOBO (Bonete Abulonado) VALVULAS GLOBO (Bonete Abulonado)
Desarme Desarme Desarme Desarme Desarme
Lea el aviso de precaucin del punto 2
de estas instrucciones (pgina anterior).
Gire el volante (5) en sentido antihorario,
de modo de abrir la vlvula completamente.
Afloje y remueva los pernos y tuercas
del prensaestopa (10-16-17-21).
Afloje y remueva las tuercas y esprragos
(13-19) del bonete (2).
Utilice una correa, linga o elemento similar
(si es necesario), y eleve el bonete (2)
ensamblado, separndolo del cuerpo (1).
Mientras mantiene el bonete ensamblado
(2), desenrosque la contratuerca tapn (11)
y el disco tapn (3) separndolo del
vstago. Puede ser necesario eliminar una
puntada de soldadura.
Cuando el disco tapn (3) ha sido extrado,
el prensaestopa (4) puede ser removido.
Remueva la empaquetadura (15) utilizando
una herramienta apropiada. Debe tenerse
cuidado de no efectuar daos a la superficie
de la cmara de empaquetado.
Remueva la junta (14) del cuerpo de la
vlvula.
De ser necesario, remueva la tuerca de
volante (20) y la arandela de volante (12).
Remueva las tuercas y pernos (22-23) del
cabezal (18) (cuando sea aplicable). En
algunos modelos, adems de las tuercas y
pernos del cabezal, puede haber una puntada
de soldadura.
Remueva el cabezal (18).
Salvo que exista dao significativo, el
contracierre (8) no debe ser removido.
Rearmado Rearmado Rearmado Rearmado Rearmado
Limpie todas las piezas en profundidad.
Lubrique superficies de asientos con aceite
liviano para evitar rayados en el rearmado.
Instale una nueva junta (14).
Instale nueva empaquetadura (16), de ser
necesario. Reinstale el prensaestopa (4).
Instale el vstago (4) dentro del
ensamblaje del bonete.
Reinstale las tuercas y pernos del
prensaestopa (10-17-18-19).
Reinstale la cua (3) en el vstago (6).
Instale bonete con cua ensamblada dentro
del cuerpo (1), observando las marcas previas
sobre orientacin de la cua con respecto
al cuerpo.
Reinstale esprragos y tuercas (13-23).
NOTA: Dado que el diseo de las vlvulas puede cambiar, por favor consulte a fbrica en caso de surgir diferencias en relacin al aqu presentado.
SECCION III
SECCION IV SECCION IV SECCION IV SECCION IV SECCION IV
VALVULAS RETENCION VALVULAS RETENCION VALVULAS RETENCION VALVULAS RETENCION VALVULAS RETENCION
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
VALVULAS RETENCION A CLAPETA VALVULAS RETENCION A CLAPETA VALVULAS RETENCION A CLAPETA VALVULAS RETENCION A CLAPETA VALVULAS RETENCION A CLAPETA (tapa abulonada) (tapa abulonada) (tapa abulonada) (tapa abulonada) (tapa abulonada)
1. INFORMACION GENERAL
Para informacin sobre operacin general y mantenimiento respecto a esta u otro tipo de
vlvulas ITAR ITAR ITAR ITAR ITAR, por favor refirase a la seccin I de este manual.
2. DESARME COMPLETO
CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como CUIDADO! Antes de desensamblar cualquier vlvula, asegrese de que la lnea as como
el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin. el interior de la misma estn libres de presin.
2.1 2.1 2.1 2.1 2.1 La pgina siguiente contiene un procedimiento general para ensamblado y desensamblado.
Este procedimiento cubre el grueso del proceso de reensamblado y desensamble, para informacin
especfica sobre las vlvulas, empaquetaduras, juntas, etc., refirase por favor a la seccin
co rrespondiente.
3. MANTENIMIENTO DE LAS VALVULAS DESARMADAS
3.1 3.1 3.1 3.1 3.1 Siguiendo los procedimientos de desarme listados en prxima pgina, examine la cavidad
del cuerpo (1) por depsitos de materiales extraos.
3.2 3.2 3.2 3.2 3.2 Examine las superficies del anillo de asiento (7) y la clapeta (3) por desgaste.
3.3 3.3 3.3 3.3 3.3 Si un desgaste excesivo es evidente, las partes gastadas, o de ser necesario, la vlvula
completa deberan ser reacondicionadas o reemplazadas.
4. LUBRICACION
4.1 4.1 4.1 4.1 4.1 Las piezas que requieren lubricacin son; la junta (12) y por debajo de todas las tuercas
de esprragos (10) antes de aplicarles torque. En los esprragos del bonete se recomienda
un lubricante antiengranante para facilitar futuros desarmes.
5. HERRAMIENTAS ESPECIALES E INSTRUCCIONES
5.1 5.1 5.1 5.1 5.1 No se requieren herramientas especiales para el mantenimiento general de las vlvulas
6. MANTENIMIENTO PREVENTIVO
6.1 Refirase a la seccin I de este manual para informacin sobre mantenimiento general
de vlvulas.
-
p
g
.
1
6
-
SECCION IV
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES IDENTIFICACION DE PARTES
Desarme Desarme Desarme Desarme Desarme
Lea el aviso de precaucin del punto 2 de estas instrucciones (pgina anterior).
Afloje y remueva los pernos y tuercas de la tapa (10-11).
Remueva la tapa (2).
Remueva y descarte la junta (12).
Remueva la tuerca (8) y arandela (9) de la clapeta (3). En algunos modelos puede
incluir la remocin de una puntada de soldadura.
Remueva la clapeta (3). Debe tenerse cuidado de no daar la clapeta al retirarla.
Remueva el tapn (6) y el eje espina (5).
Remueva la biela (4).
1
2
3
4
5
6
7
8
9
10
11
12
CUERPO
TAPA
CLAPETA (obturador)
BIELA
EJE ESPINA
TAPON
ANILLO (asiento)
TUERCA
ARANDELA
TUERCAS ESPARRAGOS
ESPARRAGOS
JUNTA
DENOMINACION DENOMINACION DENOMINACION DENOMINACION DENOMINACION
# ## ##
Rearmado Rearmado Rearmado Rearmado Rearmado
Limpie todas las piezas en profundidad.
Reinstale el eje y el ensamblado de la
biela y clapeta en orden inverso.
Instale una nueva junta (12).
Ajuste las tuercas en la tapa (10).
-
p
g
.
1
7
-
VALVULAS RETENCION (Tapa Abulonada) VALVULAS RETENCION (Tapa Abulonada) VALVULAS RETENCION (Tapa Abulonada) VALVULAS RETENCION (Tapa Abulonada) VALVULAS RETENCION (Tapa Abulonada)
NOTA: Dado que el diseo de las vlvulas puede cambiar, por favor consulte a fbrica en caso de surgir diferencias en relacin al aqu presentado.
SECCION IV
SECCION V SECCION V SECCION V SECCION V SECCION V
INSTALACION DE VALVULAS INSTALACION DE VALVULAS INSTALACION DE VALVULAS INSTALACION DE VALVULAS INSTALACION DE VALVULAS
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL
Para informacin general sobre las vlvulas,
por favor refirase a la seccin I de este
manual.
2. INTRODUCCION 2. INTRODUCCION 2. INTRODUCCION 2. INTRODUCCION 2. INTRODUCCION
Aplicando un cuidado apropiado en la
instalacin de las vlvulas ITAR ITAR ITAR ITAR ITAR, aumentan
considerablemente las probabilidades de un
servicio libre de fallas. Es importante
reconocer que durante el transporte,
manipuleo y almacenaje de las vlvulas
ocurrido al salir de fbrica y hasta su lugar
de instalacin, existen numerosas posibilidades
de accidentes o error, los cuales pueden
afectar el desempeo de las vlvulas.
3. INSPECCION Y MANIPULEO 3. INSPECCION Y MANIPULEO 3. INSPECCION Y MANIPULEO 3. INSPECCION Y MANIPULEO 3. INSPECCION Y MANIPULEO
Antes de instalar la vlvula, es importante
determinar que la misma se encuentre en
estado satisfactorio. Puede ayudar observar
los siguientes puntos, de tal forma de evitar
problemas subsecuentes con las mismas:
3.1 Desempaque la vlvula cuidadosamente y
observe cualquier cartel de precaucin
adosado a la misma (de existir); tome las
acciones apropiadas.
3.2 Chequee la vlvula por cualquier indicacin
de la direccin del flujo. Si el mismo est
indicado, debe tomarse especial cuidado en
instalar la vlvula segn la orientacin
adecuada del mismo.
3.3 Inspeccione el interior de la vlvula a
travs de sus extremos de conexin para
determinar que est limpia y libre de
materiales extraos o corrosin.
La cua/tapn de las vlvulas esclusa/globo
con extremos para soldar, deben estar
levemente abiertas durante el proceso de
soldadura en la lnea.
3.4 Chequee la lnea para asegurar que est
debidamente alineada y soportada. Deben
colocarse uniones de expansin en la lnea
para compensar expansiones y contracciones.
3.5 El punto de sujecin de las vlvulas es
alrededor del cuello del cuerpo, con lingas o
cadenas. No eleve las vlvulas utilizando las
lingas o cadenas en el volante, puente, bonete,
o actuador. Luego que el peso de la vlvula
est soportado por la linga o cadena
alrededor del cuerpo, otras lneas pueden ser
adosadas para dirigir el posicionamiento de la
vlvula en su lugar de instalacin.
3.6 Inmediatamente antes de la instalacin
de la vlvula, el interior de la tubera (a la
cual se adosar la vlvula) debe ser
chequeada para constatar que est limpia y
libre de materiales ajenos.
4. INSTALACION 4. INSTALACION 4. INSTALACION 4. INSTALACION 4. INSTALACION
Si la vlvula es accionada por intermedio de
actuador y debe montarse con el vstago en
cualquier posicin distinta a la vertical, es
recomendable que el ensamble de la vlvula
se refuerce con una abrazadera colocada en
la plataforma de montaje.
4.1 Vlvulas con extremos para soldar
Cuando las uniones soldadas se realizan
apropiadaente, proveen una continuidad
estructural y metalrgica entre la caera
y el cuerpo de la vlvula. Para uniones Socket
Weld se requiere usualmente que el filete de
soldadura tenga mayor seccin que la tubera.
Las uniones Butt Weld generalmente requieren
penetracin completa y espesor por lo menos
equivalente al de la tubera. Si una tubera
de una aleacin altamente resistente es
soldada con una vlvula de un material de
resistencia mecnca inferior, la soldadura
debe ir recargndose para compensar con
mayor espesor en la conexin de la vlvula, o
la vlvula debera tener un suplemento del
mismo material de la tubera soldado en sus
SECCION V
-
p
g
.
1
9
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
extremos.
CUIDADO! Todo tipo de soldadura debe CUIDADO! Todo tipo de soldadura debe CUIDADO! Todo tipo de soldadura debe CUIDADO! Todo tipo de soldadura debe CUIDADO! Todo tipo de soldadura debe
efectuarse de acuerdo con los cdigos o efectuarse de acuerdo con los cdigos o efectuarse de acuerdo con los cdigos o efectuarse de acuerdo con los cdigos o efectuarse de acuerdo con los cdigos o
regulaciones jurisdiccionales aplicables a regulaciones jurisdiccionales aplicables a regulaciones jurisdiccionales aplicables a regulaciones jurisdiccionales aplicables a regulaciones jurisdiccionales aplicables a
la construccin del sistema de tubera y con la construccin del sistema de tubera y con la construccin del sistema de tubera y con la construccin del sistema de tubera y con la construccin del sistema de tubera y con
procedimientos aprobados e inspeccionados de procedimientos aprobados e inspeccionados de procedimientos aprobados e inspeccionados de procedimientos aprobados e inspeccionados de procedimientos aprobados e inspeccionados de
acuerdo a las regulaci ones de la acuerdo a las regulaci ones de la acuerdo a las regulaci ones de la acuerdo a las regulaci ones de la acuerdo a las regulaci ones de la
especificacin aplicable. especificacin aplicable. especificacin aplicable. especificacin aplicable. especificacin aplicable.
Los siguientes puntos brindan un pantallazo Los siguientes puntos brindan un pantallazo Los siguientes puntos brindan un pantallazo Los siguientes puntos brindan un pantallazo Los siguientes puntos brindan un pantallazo
general sobre la prctica de soldado general sobre la prctica de soldado general sobre la prctica de soldado general sobre la prctica de soldado general sobre la prctica de soldado
adecuado: adecuado: adecuado: adecuado: adecuado:
4.1.1 Chequee los tipos del material sobre la
tubera y la vlvula para confirmar que sean
los especificados.
4.1.2 Inspeccione las superficies de los
extremos soldados, sus dimensiones y limpieza.
Corrija cualquier condicin que pudiera
i nterferi r con el ensamble y soldado
satisfactorio.
4.1.3 Si van a utilizarse contra anillos de
apoyo, chequee que el material del anillo sea
compatible con el de la tubera y la vlvula,
chequee los anillos individualmente para
verificar que las dimensiones sean las
adecuadas y estn limpios.
4.1.4 Determine si los parmetros de soldadura
prescritos, incluyendo el precalentamiento y
tratamiento trmico post-aporte (de ser
requeri do), estn de acuerdo con el
procedimiento aprobado de soldadura.
4.1.5 Inspeccione la alineacin entre la
vlvula y la lnea, ajuste de ser necesario.
4.1.6 Complete la soldadura, utilizando los
procedimientos de soldadura aprobados.
4.2 Vlvulas Bridadas:
Las uniones en caeras bridadas dependen de
un sello ajustado y de la deformacin a la
compresin del material de la junta entre
las caras de las superficies de las bridas. La
fuerza mecnica necesaria para mantener la
compresin adecuada en la junta, as como
para resistir las presiones normales que
tienden a separar la unin, deben ser provistas
por el empernado. Debera reconocerse que la
fuerza de torque usada para lograr un
alineamiento a la fuerza de bridas
desalineadas no lograr sostener la carga
en la junta y la carga de presin, resultando
posible que surjan prdidas en las uniones.
4.2.1 Chequee que las caras de las bridas
combinen. Si se encuentra cualquier condicin
que pudiera producir una fuga, no intente
montar antes de que esta condicin sea
corregida.
4.2.2 Chequee que el tamao, largo y material
de los pernos sea el adecuado.
4.2.3 Para el empernado de bridas de acero
ANSI 400 y mayores, se requiere un material
de alta resistencia (usualmente grado B7).
Es importante que la combinacin de los pernos,
bridas y junta sea la apropiada.
4.2.4 Chequee las juntas por defectos obvios
o daos.
4.2.5 Al montar las bridas observe extremo
cuidado en lograr una alineacin perfecta.
Utilice lubricantes adecuados sobre las roscas
de los pernos. Cuando monte, ajuste los pernos
de manera secuencial (en forma de estrella)
para lograr que el contacto inicial entre la
junta y la brida sea lo mas plano y paralelo
posible. Ajuste de manera gradual y uniforme
para evitar la tendencia al desplazamiento
relativo entre las bridas. La utilizacin de
un torqumetro es importante para asegurar
un ajuste final correcto y uniforme del
empernado en las bridas.
4.2.6 La alineacin paralela de las bridas es
especialmente importante al montar vlvulas
en un sistema existente. Debe ser reconocido
SECCION V
-
p
g
.
2
0
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
SECCION V
-
p
g
.
2
1
-
que en casos donde las bridas no guarden
paralelismo, podra ser necesario curvar
algo para ajustar las uniones de las bridas.
Simplemente forzar las bridas entre s a
travs del empernado, pude curvar la tubera
o a la vlvula. Particularmente en tuberas
de gran dimetro deben observarse estas
condiciones y en tal caso las medidas
necesarias para corregirlas deberan ser
tomadas por una persona con las condiciones
necesarias para evaluar tal condicin.
4.2.7 CUIDADO! Como se indica ms arriba, CUIDADO! Como se indica ms arriba, CUIDADO! Como se indica ms arriba, CUIDADO! Como se indica ms arriba, CUIDADO! Como se indica ms arriba,
deberan utilizarse torqumetros. Si en el deberan utilizarse torqumetros. Si en el deberan utilizarse torqumetros. Si en el deberan utilizarse torqumetros. Si en el deberan utilizarse torqumetros. Si en el
proceso de ajuste el torque sobre una tuerca proceso de ajuste el torque sobre una tuerca proceso de ajuste el torque sobre una tuerca proceso de ajuste el torque sobre una tuerca proceso de ajuste el torque sobre una tuerca
en particular se aumenta con cada giro y en particular se aumenta con cada giro y en particular se aumenta con cada giro y en particular se aumenta con cada giro y en particular se aumenta con cada giro y
luego se observa que no ha cambiado o se luego se observa que no ha cambiado o se luego se observa que no ha cambiado o se luego se observa que no ha cambiado o se luego se observa que no ha cambiado o se
incrementa cada vez menos con cada vuelta, incrementa cada vez menos con cada vuelta, incrementa cada vez menos con cada vuelta, incrementa cada vez menos con cada vuelta, incrementa cada vez menos con cada vuelta,
la tuerca ha cedido y debe ser cambiada y la tuerca ha cedido y debe ser cambiada y la tuerca ha cedido y debe ser cambiada y la tuerca ha cedido y debe ser cambiada y la tuerca ha cedido y debe ser cambiada y
descartada. descartada. descartada. descartada. descartada.
4.3 Vlvulas Roscadas:
Lograr evitar fugas en las uniones de caeras
roscadas depende mayormente de un buen
ajuste entre los filetes de rosca macho-
hembra de las roscas a ensamblar y, usual-
mente, de la lubricacin de las mismas.
Para asegurarse un sistema libre de prdidas
son de recomendacin los siguientes puntos:
4.3.1 Chequee la forma y limpieza sobre las
roscas de la vlvula y de la caera.
Inspeccione muescas obvias y deformaciones.
Asegrese que no hayan quedado virutas ni
otra suciedad.
4.3.2 Observe el largo interno de las roscas
en los extremos de la vlvula y la proximidad
a los asientos de la misma. Observe entonces
con cuidado cuan profundamente ingresar la
tubera dentro de la vlvula. Si existe la
posibilidad de que surja algn problema,
chequee el largo de la rosca de la vlvula y
la tubera para asegurarse que esta ltima
no se extienda ms de lo adecuado.
4.3.3 Tenga cuidado en alinear las roscas en
el punto de montaje. Las roscas cnicas son
de ajuste flojo al principio; no debe aplicarse
una fuerza substancial al roscar la vlvula
en la tubera hasta que no se observe
claramente que las roscas estn
adecuadamente alineadas.
4.3.4 Ensamble las uniones con una llave y
ajuste. La llave debe ser aplicada en el
extremo de la vlvula que va a roscarse en
la caera.
CUIDADO! Dado que no existe un lmite claro CUIDADO! Dado que no existe un lmite claro CUIDADO! Dado que no existe un lmite claro CUIDADO! Dado que no existe un lmite claro CUIDADO! Dado que no existe un lmite claro
en el torque que puede ser aplicado en uniones en el torque que puede ser aplicado en uniones en el torque que puede ser aplicado en uniones en el torque que puede ser aplicado en uniones en el torque que puede ser aplicado en uniones
roscadas cnicas, es posible daar las roscadas cnicas, es posible daar las roscadas cnicas, es posible daar las roscadas cnicas, es posible daar las roscadas cnicas, es posible daar las
vlvulas si se aplican fuerzas de giro vlvulas si se aplican fuerzas de giro vlvulas si se aplican fuerzas de giro vlvulas si se aplican fuerzas de giro vlvulas si se aplican fuerzas de giro
extremas a travs del cuerpo. extremas a travs del cuerpo. extremas a travs del cuerpo. extremas a travs del cuerpo. extremas a travs del cuerpo.
4.3.5 Repita el proceso con el extremo
restante de la vlvula. Nuevamente aplique
la llave en el extremo de la vlvula que va a
ser roscado a la caera.
5. ENSAYO Y AJUSTE 5. ENSAYO Y AJUSTE 5. ENSAYO Y AJUSTE 5. ENSAYO Y AJUSTE 5. ENSAYO Y AJUSTE
5.1 Cuando una vlvula ha sido inspeccionada
e instalada adecuadamente, es razonable
asumir que estar en buenas condiciones y lista
para operar. Sin embargo, es en este punto
que la vlvula est en su fase mas vulnerable.
La operabilidad puede ser probada slo por su
ensayo.
5.2 En este punto debe chequearse que la
empaquetadura ha si do i nstalada
correctamente y que los pernos del prensa
estopa cuenten con su ajuste inicial (en
vlvulas con estas caractersticas). Se
determinar de acuerdo con la necesidad
mientras se chequea la operabilidad de la
vlvula y se introduce presin al sistema, si
es requerido un ajuste adicional.
5.3 Una primera observacin puede efectuarse
actuando la vlvula en un ciclo de apertura-
cierre, o cierre-apertura. Si no se detectan
problemas obvios, un ensayo a presin real
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
puede efectuarse para chequear el sello y su
operabilidad.
5.4 Es de prctica muy comn luego de la
instalacin de los sistemas, limpiarlos
corriendo gas, vapor o inundarlos con lquido
para remover cscaras, suciedades y/o films
protectores. Debe ser reconocido que las
cavidades de las vlvulas pueden convertirse
en trampas naturales dentro del sistema y
entonces materiales no disueltos arrastrados
por el fluido de limpieza pueden depositarse
en estas cavidades y afectar adversamente
la operacin de la vlvula. As mismo,
materiales abrasivos arrastrados por un flujo
a alta velocidad pueden causar serios daos
a las superficies de los asientos.
Nuevamente, un gran cuidado debe tomarse
para asegurar que la vlvula est libre de
cscaras, suciedad o materiales ajenos
previamente a su operacin.
SECCION V
-
p
g
.
2
2
-
SECCION VI SECCION VI SECCION VI SECCION VI SECCION VI
MANTENIMIENTO DE JUNTAS Y MANTENIMIENTO DE JUNTAS Y MANTENIMIENTO DE JUNTAS Y MANTENIMIENTO DE JUNTAS Y MANTENIMIENTO DE JUNTAS Y
EMPAQUETADURA EMPAQUETADURA EMPAQUETADURA EMPAQUETADURA EMPAQUETADURA
LUBRICACION LUBRICACION LUBRICACION LUBRICACION LUBRICACION
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL
Para informacin general sobre las vlvulas,
por favor refirase a la seccin I de este
manual.
2. MANTENIMIENTO DE LA EMPAQUETADURA 2. MANTENIMIENTO DE LA EMPAQUETADURA 2. MANTENIMIENTO DE LA EMPAQUETADURA 2. MANTENIMIENTO DE LA EMPAQUETADURA 2. MANTENIMIENTO DE LA EMPAQUETADURA
2.1 La inspeccin del sello entre bonete y
vstago debera ser una parte escencial de
la ruti na mensual de i nspecci n de
mantenimiento de las vlvulas.
2.2 Si la inspeccin indica que el sello observa
prdidas, las tuercas del prensa estopa deben
ajustarse uniformemente (un cuarto de giro
por vez) hasta que la prdida se detenga.
CUIDADO! CUIDADO! CUIDADO! CUIDADO! CUIDADO! Debe tomarse cuidado extremo al Debe tomarse cuidado extremo al Debe tomarse cuidado extremo al Debe tomarse cuidado extremo al Debe tomarse cuidado extremo al
trabajar sobre o alrededor de un equipo trabajar sobre o alrededor de un equipo trabajar sobre o alrededor de un equipo trabajar sobre o alrededor de un equipo trabajar sobre o alrededor de un equipo
presurizado presurizado presurizado presurizado presurizado. Ajustar las tuercas mas all
de este punto resultar en una sobre
compresin de la empaquetadura sobre el
vstago, lo que producir desgaste excesivo
y prdida del material de la empequetadura.
Si se experimenta dificultad en conseguir un
sello adecuado sin producir una excesiva
friccin al vstago, puede ser deseable
incrementar o reemplazar el material de la
empaquetadura.
2.3 Si el prensa estopa se ha ajustado en
todo su recorrido y la prdida no se detiene,
debe efectuarse una inspeccin cuidadosa del
vstago. La operacion de la vlvula sobre
una base regular minimizar la corrosin entre
el vstago y la empaquetadura. Cualquier
deterioro sobre la superficie del vstago en
contacto con la empaquetadura o el
contracierre (como muescas, rayones, perfo-
raciones o corrosin en general) debe ser
reconocido como causa probable de fugas. El
vstago debera ser examinado por desalineo
o curvaciones. Si cualquiera de las condiciones
anteriores son observadas, el vstago debe
ser rectificado o cambiado. Si el vstago no
observa daos y la vlvula contina perdiendo,
es necesario agregar o recambiar la empaque-
tadura.
2.4 La empaquetadura de recambio debe estar
seca y libre de todo tipo de contaminacin
previa a su instalacin en la caja de
empaquetado. La empaquetadura nueva debe,
as mismo, ser compatible tanto con el material
del vstago as como el de la lnea en cuanto
a presin y temperatura de operacin.
CUIDADO! es extremadamente peligroso CUIDADO! es extremadamente peligroso CUIDADO! es extremadamente peligroso CUIDADO! es extremadamente peligroso CUIDADO! es extremadamente peligroso
remover las tuercas y el prensa estopa para remover las tuercas y el prensa estopa para remover las tuercas y el prensa estopa para remover las tuercas y el prensa estopa para remover las tuercas y el prensa estopa para
reemplazar la empaquetadura con presin en reemplazar la empaquetadura con presin en reemplazar la empaquetadura con presin en reemplazar la empaquetadura con presin en reemplazar la empaquetadura con presin en
la lnea. Siempre despresurize la vlvula/ la lnea. Siempre despresurize la vlvula/ la lnea. Siempre despresurize la vlvula/ la lnea. Siempre despresurize la vlvula/ la lnea. Siempre despresurize la vlvula/
l nea antes de desarmar la caja de l nea antes de desarmar la caja de l nea antes de desarmar la caja de l nea antes de desarmar la caja de l nea antes de desarmar la caja de
empaquetado. Aunque los procedimientos empaquetado. Aunque los procedimientos empaquetado. Aunque los procedimientos empaquetado. Aunque los procedimientos empaquetado. Aunque los procedimientos
especficos pueden variar de acuerdo al tipo especficos pueden variar de acuerdo al tipo especficos pueden variar de acuerdo al tipo especficos pueden variar de acuerdo al tipo especficos pueden variar de acuerdo al tipo
de vlvula y diseos de empaquetaduras, los de vlvula y diseos de empaquetaduras, los de vlvula y diseos de empaquetaduras, los de vlvula y diseos de empaquetaduras, los de vlvula y diseos de empaquetaduras, los
si gui entes puntos deben ser si empre si gui entes puntos deben ser si empre si gui entes puntos deben ser si empre si gui entes puntos deben ser si empre si gui entes puntos deben ser si empre
considerados: considerados: considerados: considerados: considerados:
3. INSTALACION DE LA EMPAQUETADURA E 3. INSTALACION DE LA EMPAQUETADURA E 3. INSTALACION DE LA EMPAQUETADURA E 3. INSTALACION DE LA EMPAQUETADURA E 3. INSTALACION DE LA EMPAQUETADURA E
INSTRUCCIONES INSTRUCCIONES INSTRUCCIONES INSTRUCCIONES INSTRUCCIONES
3.1 Remueva/drene la presin del sistema de
la vlvula.
3.2 Afloje y remueva las tuercas del prensa
estopa. Hecho esto el mismo puede elevarse
por el vstago dejando expuesta la
empaquetadura.
3.3 Remueva la vieja empaquetadura. Tenga
cuidado y asegrese que las herramientas
utilizadas para remover la empaquetadura no
raye el vstago ni la cmara de empaquetado.
Limpie el vstago y la cmara de empaquetado
en produndidad.
3.4 Reemplace siempre la empaquetadura por
otra nueva. Nunca instale anillos usados.
3.5 Para separar los ani llos de
empaquetadura, girlos en ambos sentidos.
Instale los nuevos anillos por separado,
apisonando cada uno antes de instalar el
siguiente. Asegrese que los anillos no queden
torcidos ni que el aire quede aprisionado entre
anillos adyacentes.
SECCION VI
-
p
g
.
2
4
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
3.6 El prensa estopa puede utilizarse para
instalar la empaquetadura dentro de la caja
de empaque.
3.7 Coloque nuevamente el prensa estopa y
ajuste las tuercas.
3.8 Abra y cierre la vlvula manualmente
varias veces para asegurarse que todas las
partes trabajan suavemente bajo presin y
para ayudar a acomodar la empaquetadura.
3.9 Luego de varios das, inspeccione la vlvula
por fugas. Puede llegar a requerirse un ajuste
mnimo.
4 MANTENIMIENTO DE LA JUNTA 4 MANTENIMIENTO DE LA JUNTA 4 MANTENIMIENTO DE LA JUNTA 4 MANTENIMIENTO DE LA JUNTA 4 MANTENIMIENTO DE LA JUNTA
Nota: La informacin siguiente se refiere
primariamente para vlvulas que han sido
reparadas/reacondicionadas. Resulta siempre
una prctica saludable inspeccionar y
mantener todas las reas de sello.
Debe ser parte de la rutina de mantenimiento
la inspeccin de la unin entre bonete y cuerpo
luego de la i nstalaci n y puesta en
funcionamiento. Deben inspeccionarse al mismo
tiempo los extremos de las bridas en las vl-
vulas bri dadas. Adi ci onalmente a una
incorrecta instalacin de la junta, pueden
producirse fugas debido a variaciones trmicas,
cambios de presin, vibraciones, etc. Si el
reajuste de las tuercas no detiene la fuga,
debe retirarse el bonete e inspeccionar la
junta cuidadosamente.
5. PROCEDIMIENTOS PARA INSTALACION 5. PROCEDIMIENTOS PARA INSTALACION 5. PROCEDIMIENTOS PARA INSTALACION 5. PROCEDIMIENTOS PARA INSTALACION 5. PROCEDIMIENTOS PARA INSTALACION
DE LA JUNTA DE LA JUNTA DE LA JUNTA DE LA JUNTA DE LA JUNTA
Sin importar el tipo de junta que se utilice, o
los materiales de construccin, deben seguirse
ciertos procedimientos bsicos durante el
ensamblado para asegurar una operacin
adecuada.
An cuando estos comentarios pueden sonar
elementales, revisten extrema importancia
para conseguir un sellado satisfactorio y
minimizar el tiempo requerido para lograr
uniones satisfactorias. Los procedimientos
deben ser empleados donde el ajuste del
empernado se consiga utilizando llaves
ordinarias, precalentando los esprragos,
utilizando implementos de tensin, llaves de
torque o llaves hidralicas.
5.1 Inspeccione las superficies del asiento para
la junta. Observe marcas de la herramienta,
rasgaduras, quebraduras, o porosidades debida
a corrosin y asegrese que la superficie del
asiento es la apropiada para el tipo de junta
que va a emplearse. Marcas radiales de
herramienta sobre la superficie del asiento
son virtualmente imposibles de sellar
independientemente del tipo de junta a utilizar,
por lo tanto debe emplearse todo esfuerzo en
evitarlos.
5.2 Inspeccione la junta. Asegrese que el
material es el especificado, observe cualquier
posible defecto o dao en la misma.
5.3 Inspeccione y limpie cada esprrago o buln,
cada tuerca, cada arandela y la cara de las
bridas contra las cuales las tuercas rotarn.
Observe porosidades, rajaduras severas, etc.
Si algunos de los puntos mencionados se
encuentran daados ms all de su posible
reparacin, reemplace la parte daada.
5.4 Lubrique los filetes de rosca de los
esprragos, bulones y tuercas. La importancia
de una adecuada lubricacin no debe ser
descuidada. Ninguna unin debera efectuarse
sin aplicar el lubricante adecuado a las
superficies roscadas. Cuando las bridas deban
soportar altas temperaturas un
antiengranante debera ser considerado para
facilitar desarmes posteriores.
5.5 Cuando se instalan bridas RF o FF, deje
flojos los esprragos y tuercas de la mitad
inferior. Inserte la junta entre las caras
SECCION VI
-
p
g
.
2
5
-
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
las bridas para permitir al empernado centrar
la junta durante el ensamblado. Instale los
esprragos y tuercas restantes para
balancear la brida y ajstelos manualmente.
5.6 Si la unin es vertical puede ser necesario
utilizar alguna tipo de grasa, pequeas
cantidades de cemento para juntas o cualquier
otro adhesivo compatible con los fluidos de
proceso, para mantener la junta en posicin
hasta que las bridas se ajusten.
5.7 Ajuste las tuercas aplicando hasta un
mximo del 30% del torque final requerido
siguiendo la secuencia recomendada (tipo
estrella). De ser necesario numere los
esprragos de tal forma que los procedimientos
de torque puedan ser aplicados. Es importante
seguir la secuencia adecuada de ajuste de
las tuercas sin importar el tipo de material
de la junta. Si no se sigue esta secuencia,
las bridas pueden quedar desalineadas.
SECCION VI
-
p
g
.
2
6
-
Observacin Posibles Soluciones
Junta corroda Seleccione un material de reemplazo con mayor resistencia a la corrosin
Junta excesivamente ajada
Seleccione un material de reemplazo con mejores propiedas para flujos fros,
seleccione un material de reemplazo con mayor capacidad de carga (p.e. ms
denso)
Junta muy resquebrajada
Seleccione un material de reemplazo con mayor capacidad de carga, aumente la
resistencia de la junta agregando un anillo de tope o redisendo la brida.
Junta daada mecnicamente
debido a sobresalientes del
encastre de la brida o ajugeros
de la brida
Revise las dimensiones de la junta para asegurarse que sea del tamao adecuado.
Inspeccione que la junta est centrada.
Aparente falta de compresin
visible en la junta
Seleccione un material para la junta mas blando. Seleccione un material mas grueso.
Reduzca el area de la junta para permitir mayor unidad de carga en el sellado.
Inspeccione las dimensiones de la brida.
Junta substancialmente ms
fina sobre el dim. exterior que
en el interior
Indicacin de "rotacin de brida" excesiva o curvacin. Altere las dimensiones de la
junta para mover la reaccin de la junta ms cerca del empernado y minimizar el
movimiento de curvatura. Adicione rigidez a la brida utilizando contra anillos.
Seleccione un material para la junta ms blando para disminuir la tensin de apoyo
requerida.
Junta disparmente comprimida
alrededor de la circunsferencia
Se ajustaron los pernos en una secuencia equivocada. Asegrese que se aplica la
secuencia adecuada de ajuste.
Luego, sin importar cuanto torque adicional
se les aplique, no quedarn paralelas. Este
problema, por supuesto, se maxima an ms con
juntas metlicas.
5.8 Repita el paso 5.7, incrementando el torque
a aproximadamente el 50 a 60 % del final
requerido.
5.9 Contine con una secuencia tipo estrella
sobre el empernado hasta la cantidad deseada
donde no se verifique rotacin de las tuercas.
Esto puede requerir varios reajustes dado que
al ajustar uno de los esprragos, este
aliviar la tensin en el adyacente hasta
que se alcance el equilibrio.
5.10 En aplicaciones de alta presin, alta
temperatura, se recomienda reajustar las
bridas al torque deseado luego de 24 hs de
operacin a presin y temperatura del sistema
para compensar cualquier relajacin que
pudiera haber ocurrido.
SECCION VI SECCION VI SECCION VI SECCION VI SECCION VI
ALMACENAJE A LARGO PLAZO ALMACENAJE A LARGO PLAZO ALMACENAJE A LARGO PLAZO ALMACENAJE A LARGO PLAZO ALMACENAJE A LARGO PLAZO
Manual de Operacin y Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227
(b1824eaw) Lans (O) Bs. As. Argentina
(5411)4249.1783/2612 - calidad@valvulasitar.net
www.valvulasitar.net
ITAR
Manual de Manual de Manual de Manual de Manual de Operacin Operacin Operacin Operacin Operacin & && &&
Mantenimiento Mantenimiento Mantenimiento Mantenimiento Mantenimiento
Talleres Metalrgicos ITAR S.R.L.
Santiago del Estero 2227 (B1824EAW) Lans (O) Pcia. Bs.As. Argentina (5411)4249.1783 (5411)4249.2612 calidad@valvulasitar.net
1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL 1. INFORMACION GENERAL
Para informacin general sobre las vlvulas,
por favor refirase a la seccin I de este
manual.
2. ALMACENAMIENTO 2. ALMACENAMIENTO 2. ALMACENAMIENTO 2. ALMACENAMIENTO 2. ALMACENAMIENTO
Las siguientes recomendaciones son para
preparar las vlvulas y sus accesorios para
almacenamiento a largo plazo. Son necesarias
para mantener las vlvulas en buenas
condiciones previas a su instalacin en lnea.
Si gui endo estos procedi mi entos, puede
prevenirse que substancias abrasivas o
corrosivas afecten el funcionamiento de las
mismas.
Es de responsabilidad del comprador tomar las
precauciones necesarias para la proteccin
de las vlvulas en el almacn.
2.1 Embalaje de fbrica
Las vlvulas son embaladas (salvo indicacin
en contrario del cliente), hasta donde su
tamao lo permite, con tapas plsticas que
cuentan con botones de fijacin en las bridas.
En medidas mayores se utilizan discos de cartn
corrugado o madera, fijados con bulones.
Si son despachadas partes o accesorios de
forma separada, esto se efecta en cajas
protegidas contra el posible dao de manipuleo
y/o transporte. En estos casos las mismas
deben ser almacenadas en reas protegidas y
no a la intemperie.
2.2 Recomendaciones para el rea de almacn
La siguiente es una lista de tipos de
almacenaje en orden decreci ente de
preferencia:
Edificio cerrado y protegido de la
intemperie con piso de concreto.
Edificio cerrado con piso precario o de
tierra.
Las vlvulas deben estar sobre pallets.
Al aire libre, vlvulas sobre pallets
con piso de concreto cubiertas con
lienzos. (no se recomienda por un perodo
mayor a seis meses).
Al aire libre, vlvulas sobre pallets
con piso precario o de tierra cubiertas
con lienzos. (no se recomienda por un
perodo mayor a seis meses).
2.3 Inspeccin
Deberan efectuarse inspecciones peridicas
sobre todas las vlvulas y partes y/o
accesorios almacenados. La frecuencia de
estas inspecciones debera ser determinada
segn el tipo de facilidades con que cuenta el
rea de almacn y las condiciones climticas.
Debe inspeccionarse la suciedad, polvo o
cualquier otro tipo de contaminacin. Si se
encuentra, la vlvula debe ser limpiada y
secada.Asegrese de que las vlvulas estn
protegidas de las condiciones climticas. Puede
presentarse una herrumbre liviana en las
vlvulas almacenadas al aire libre. Esto no
debera interferir en el buen desempeo de la
misma. Sin embargo si se verifica una fuerte
oxidacin en el interior, podra ser daina y
debe ser corregida.
2.4 Preparacin para la instalacin en lnea
I nspecci one las vlvulas segn las
instrucciones anteriores y remueva cualquier
contaminacin, asegurndose que la vlvula
est completamente limpia y seca. Verifique
el ajuste de las tuercas y de ser necesario
re ajuste. Las mismas pueden llegar a
aflojarse durante el almacenaje a largo
plazo. Asegrese que todo material extrao
haya sido removido de la vlvula.
Talleres Metalrgicos ITAR S.R.L. tiene una amplia experiencia en su rubro avalada por ms de 35 aos de permanencia en el mercado. Cuando se selecciona adecuadamente, un producto ITAR est
diseado para realizar su funcin determinada de manera segura durante su vida til. Sin embargo, el comprador o usuario de los productos ITAR deben tomar conocimiento que nuestros productos
pueden ser usados en numerosas aplicaciones bajo una amplia variedad de condiciones de servicio. Apesar de que ITAR puede proveer guas generales, no puede aportar informacin o salvaguardas
especficas para todas las aplicaciones posibles. El comprador/usuario debe por lo tanto asumir la responsabilidad final por la eleccin adecuada del tipo, rango de presin, instalacin, operacin y
mantenimiento de los productos ITAR.
Mientras que la informacin y especificaciones detalladas en este documento se entienden que resultan precisas, son presentadas slo a nivel informativo y no deben considerarse certificadas o como
garanta de resultados satisfactorios.
Dado que ITAR continuamente mejora y actualiza sus procesos de produccin e inspeccin, la informacin contenida en el presente documento puede variar sin previo aviso.
SECCION VII
-
p
g
.
2
8
-
You might also like
- 3 - Funciones de ProtecciónDocument125 pages3 - Funciones de ProtecciónJorge Gutierrez Mejia100% (1)
- Precios Unitarios Detallados 01062016Document124 pagesPrecios Unitarios Detallados 01062016walterdunlop60% (5)
- Aprendamos MatemáticaDocument1 pageAprendamos MatemáticaBrunoZalazarNo ratings yet
- Procedimiento de Flushing A Sistema de Lubricacion de Turbogeneradores PDFDocument40 pagesProcedimiento de Flushing A Sistema de Lubricacion de Turbogeneradores PDFFerdinandjaNo ratings yet
- La Illeta Dels BanyetsDocument16 pagesLa Illeta Dels BanyetsSöda Bar100% (1)
- Catalogo Gates Guia Rapida PesadoDocument16 pagesCatalogo Gates Guia Rapida PesadoGuillermo CarrilloNo ratings yet
- Una Planta Requiere Que 15 KGDocument13 pagesUna Planta Requiere Que 15 KGlola50% (2)
- Manual Poliestireno Expandido PDFDocument153 pagesManual Poliestireno Expandido PDFrobertsj21No ratings yet
- A Pesar de Que La Tolerancia Patada Es Un Concepto Crítico y Fundamental para La Industria de La PerforaciónDocument1 pageA Pesar de Que La Tolerancia Patada Es Un Concepto Crítico y Fundamental para La Industria de La PerforaciónBrunoZalazarNo ratings yet
- El Tercer PasoDocument1 pageEl Tercer PasoBrunoZalazarNo ratings yet
- Las Unidades de Pequeñas Tuberías Generalmente Desempeñan Tareas Dentro de Las Tuberías ExistentesDocument1 pageLas Unidades de Pequeñas Tuberías Generalmente Desempeñan Tareas Dentro de Las Tuberías ExistentesBrunoZalazarNo ratings yet
- Los Fluidos Utilizados en Varias Operaciones Con Tuberías Pequeñas Son CostososDocument1 pageLos Fluidos Utilizados en Varias Operaciones Con Tuberías Pequeñas Son CostososBrunoZalazarNo ratings yet
- Lavar Arena de La Parte Interna de La TuberíaDocument1 pageLavar Arena de La Parte Interna de La TuberíaBrunoZalazarNo ratings yet
- Los BOPs Del Equipo de Perforación de Tubería Pequeña Pueden Ser Instalados en Un Árbol de NavidadDocument1 pageLos BOPs Del Equipo de Perforación de Tubería Pequeña Pueden Ser Instalados en Un Árbol de NavidadBrunoZalazarNo ratings yet
- Los Fluidos Utilizados en Varias Operaciones Con Tuberías Pequeñas Son CostososDocument1 pageLos Fluidos Utilizados en Varias Operaciones Con Tuberías Pequeñas Son CostososBrunoZalazarNo ratings yet
- Luego de Que Un Pozo Es CerradoDocument1 pageLuego de Que Un Pozo Es CerradoBrunoZalazarNo ratings yet
- A Pesar de Que Las Tasas de Circulación Son Mucho Menores Que Con Actividades de Perforación y RehabilitaciónDocument1 pageA Pesar de Que Las Tasas de Circulación Son Mucho Menores Que Con Actividades de Perforación y RehabilitaciónBrunoZalazarNo ratings yet
- El Proceso de Cierre Consiste en El Cierre Del Ariete AnularDocument1 pageEl Proceso de Cierre Consiste en El Cierre Del Ariete AnularBrunoZalazarNo ratings yet
- La Mayor Parte de Las Operaciones de Tubería Pequeña Requieren Que El Pozo Sea Matado Antes de Iniciar La OperaciónDocument1 pageLa Mayor Parte de Las Operaciones de Tubería Pequeña Requieren Que El Pozo Sea Matado Antes de Iniciar La OperaciónBrunoZalazarNo ratings yet
- Luego de Cualquier TrabajoDocument1 pageLuego de Cualquier TrabajoBrunoZalazarNo ratings yet
- Se Deben Tomar Precauciones Especiales Cuando El Equipo de PUNZADOS Esta en La PlataformaDocument1 pageSe Deben Tomar Precauciones Especiales Cuando El Equipo de PUNZADOS Esta en La PlataformaBrunoZalazarNo ratings yet
- El Fluido en La Tubería de Revestimiento Opuesta A La Zona A Ser Punzado Debe Estar Libre de Sólidos para Prevenir El Taponamiento de Los Punzados A RealizarDocument1 pageEl Fluido en La Tubería de Revestimiento Opuesta A La Zona A Ser Punzado Debe Estar Libre de Sólidos para Prevenir El Taponamiento de Los Punzados A RealizarBrunoZalazarNo ratings yet
- A Menudo Aún Con Un Colchón de AguaDocument1 pageA Menudo Aún Con Un Colchón de AguaBrunoZalazarNo ratings yet
- Cañones de Punzamientos Pueden Ser Insertadas en El Cable de Acero de PerfilajeDocument1 pageCañones de Punzamientos Pueden Ser Insertadas en El Cable de Acero de PerfilajeBrunoZalazarNo ratings yet
- Las Unidades de Pequeñas Tuberías Generalmente Desempeñan Tareas Dentro de Las Tuberías ExistentesDocument1 pageLas Unidades de Pequeñas Tuberías Generalmente Desempeñan Tareas Dentro de Las Tuberías ExistentesBrunoZalazarNo ratings yet
- A Menudo Aún Con Un Colchón de AguaDocument1 pageA Menudo Aún Con Un Colchón de AguaBrunoZalazarNo ratings yet
- Se Deben Tomar Precauciones Especiales Cuando El Equipo de PUNZADOS Esta en La PlataformaDocument1 pageSe Deben Tomar Precauciones Especiales Cuando El Equipo de PUNZADOS Esta en La PlataformaBrunoZalazarNo ratings yet
- Un DST Es Una Terminación Temporal Utilizada para Determinar La Probabilidad de Producción Comercial y para Tomar Muestras Del Fluido de FormaciónDocument1 pageUn DST Es Una Terminación Temporal Utilizada para Determinar La Probabilidad de Producción Comercial y para Tomar Muestras Del Fluido de FormaciónBrunoZalazarNo ratings yet
- Como en Cualquier OperaciónDocument1 pageComo en Cualquier OperaciónBrunoZalazarNo ratings yet
- Inyección Por CirculaciónDocument1 pageInyección Por CirculaciónBrunoZalazarNo ratings yet
- El Fluido en La Tubería de Revestimiento Opuesta A La Zona A Ser Punzado Debe Estar Libre de Sólidos para Prevenir El Taponamiento de Los Punzados A RealizarDocument1 pageEl Fluido en La Tubería de Revestimiento Opuesta A La Zona A Ser Punzado Debe Estar Libre de Sólidos para Prevenir El Taponamiento de Los Punzados A RealizarBrunoZalazarNo ratings yet
- Solamente El Personal Que Sea Absolutamente Necesario para El Trabajo Debe Estar en El Área de Operación de BombeoDocument1 pageSolamente El Personal Que Sea Absolutamente Necesario para El Trabajo Debe Estar en El Área de Operación de BombeoBrunoZalazarNo ratings yet
- Debido A Las Altas Presiones Que Se Encuentran en La Mayoría de Las Cementaciones ForzadasDocument1 pageDebido A Las Altas Presiones Que Se Encuentran en La Mayoría de Las Cementaciones ForzadasBrunoZalazarNo ratings yet
- Solamente El Personal Que Sea Absolutamente Necesario para El Trabajo Debe Estar en El Área de Operación de BombeoDocument1 pageSolamente El Personal Que Sea Absolutamente Necesario para El Trabajo Debe Estar en El Área de Operación de BombeoBrunoZalazarNo ratings yet
- Inyección Por CirculaciónDocument1 pageInyección Por CirculaciónBrunoZalazarNo ratings yet
- Inyección ForzadaDocument1 pageInyección ForzadaBrunoZalazarNo ratings yet
- Inyección IntermitenteDocument1 pageInyección IntermitenteBrunoZalazarNo ratings yet
- Cronograma de Instalación Del Sistema Deteccion & Alarma Contra Incendio - ForsacDocument2 pagesCronograma de Instalación Del Sistema Deteccion & Alarma Contra Incendio - ForsacJKM ENGINEERINGNo ratings yet
- Doc. Congreso Geografia PDFDocument173 pagesDoc. Congreso Geografia PDFWilly MerloNo ratings yet
- Cuestionario de Las Principales Aleaciones No FerrosasDocument4 pagesCuestionario de Las Principales Aleaciones No FerrosasHectorNo ratings yet
- Patrimonio Vial de ColombiaDocument27 pagesPatrimonio Vial de Colombiapepe616No ratings yet
- Bomba de CalorDocument6 pagesBomba de CalorDiana FrancoNo ratings yet
- Fenómenos Eléctricos PDFDocument3 pagesFenómenos Eléctricos PDFjol1386100% (2)
- PTACDocument2 pagesPTACArin MoranNo ratings yet
- Insert Lea Ps KW 10863993 AssemblysheetDocument2 pagesInsert Lea Ps KW 10863993 AssemblysheetSergio Matador VegaNo ratings yet
- Backus Trabajo BackusDocument20 pagesBackus Trabajo BackusLesli GuerraNo ratings yet
- TDR MATERIALES DE CONSTRUCCION Cemento y YesoDocument13 pagesTDR MATERIALES DE CONSTRUCCION Cemento y YesoLuis Hernan Mamani CahuiNo ratings yet
- Informe II Teodolito RadiacionDocument24 pagesInforme II Teodolito RadiacionJhussepy Marciano Mendoza RuizNo ratings yet
- Glenium 3200 HESDocument2 pagesGlenium 3200 HESDaniel AlejandroNo ratings yet
- Segundo Examen de Tecno 1 PDFDocument2 pagesSegundo Examen de Tecno 1 PDFNadia AuzsaNo ratings yet
- Elaboración de biopolímero a partir de cascara de maracuyáDocument8 pagesElaboración de biopolímero a partir de cascara de maracuyáChristopher Diaz GarciaNo ratings yet
- Dinamicaderobots Sierrasierranelsonariel Kuka Kr6!2!130924231741 Phpapp01Document42 pagesDinamicaderobots Sierrasierranelsonariel Kuka Kr6!2!130924231741 Phpapp01Luciana Gutierrez SalazarNo ratings yet
- Cadenas Troficas - Ciclos Co-CiDocument48 pagesCadenas Troficas - Ciclos Co-CiEber Matamoros MallquiNo ratings yet
- Trabajo Foro Semana 5 y 6 Programacion de Computadores ...Document2 pagesTrabajo Foro Semana 5 y 6 Programacion de Computadores ...Martha Yaneth Osorio Gomez100% (6)
- Rubrica Mapa ConceptualDocument1 pageRubrica Mapa ConceptualRene Orellana RamisNo ratings yet
- Acrylics Wifi AnálisisDocument14 pagesAcrylics Wifi AnálisisVicenteNo ratings yet
- Campo de DireccionesDocument5 pagesCampo de DireccionesAngela Thalia Maguiña CalvoNo ratings yet
- IRAM 19003 - 1 - 2 - 3 Recepcion-De-Calefaccion-Iram PDFDocument3 pagesIRAM 19003 - 1 - 2 - 3 Recepcion-De-Calefaccion-Iram PDFmaxtor_No ratings yet
- Generalidades ClioDocument123 pagesGeneralidades ClioAngel GenissansNo ratings yet
- GUIA 3er Dep - Quimica III 2017Document10 pagesGUIA 3er Dep - Quimica III 2017Emiliano Martin Torres PachecoNo ratings yet