You might also like
- KW1466 PDFDocument279 pagesKW1466 PDFJavierRivasNeira100% (2)
- Diesel Engine ManagementDocument56 pagesDiesel Engine Managementbravo6dNo ratings yet
- C9 Injection Actuation Pressure TestDocument18 pagesC9 Injection Actuation Pressure Testharikrishnanpd3327100% (1)
- 966H STMG1Document223 pages966H STMG1Moez Omer Abdelkarim100% (30)
- Mercedes E Class Petrol Workshop Manual W210 & W211 SeriesFrom EverandMercedes E Class Petrol Workshop Manual W210 & W211 SeriesRating: 4.5 out of 5 stars4.5/5 (9)
- 1kd FTVDocument2 pages1kd FTVGregory Ashley87% (15)
- Electronically Controlled ME Engine Optimizes Marine EnginesDocument10 pagesElectronically Controlled ME Engine Optimizes Marine EnginesKamal WanniarachchiNo ratings yet
- Injection Actuation Pressure - TestDocument18 pagesInjection Actuation Pressure - TestDanielly GersonNo ratings yet
- i-VTEC Technology: Improving Engine Performance and Fuel EfficiencyDocument20 pagesi-VTEC Technology: Improving Engine Performance and Fuel Efficiencyraju100% (2)
- Motor NTA 855Document252 pagesMotor NTA 855luisdeangeli88% (26)
- Improve Fuel Nozzle TipsDocument5 pagesImprove Fuel Nozzle TipsAlexis Barnabás Collins100% (1)
- Man B&W Me EngineDocument20 pagesMan B&W Me EngineSoumyadeep Bhattacharyya100% (7)
- Audi SSP 842003 Motronic ME 7 Engine Management SystemDocument32 pagesAudi SSP 842003 Motronic ME 7 Engine Management Systemsheba102360% (5)
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- MAN-Service Experience 2007Document29 pagesMAN-Service Experience 2007VLADNo ratings yet
- DualJet Carburetor Service ManualDocument40 pagesDualJet Carburetor Service ManualNestor CastilloNo ratings yet
- 140M Elect Diagram PDFDocument27 pages140M Elect Diagram PDFcriman45No ratings yet
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Tribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingFrom EverandTribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingRating: 1.5 out of 5 stars1.5/5 (2)
- Centrifugal and Reciprocating Pump Failure AnalysisDocument16 pagesCentrifugal and Reciprocating Pump Failure AnalysisSamsudin Ahmad75% (4)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Camless Two Stroke Main Propulsion engine-B&W ME - CDocument21 pagesCamless Two Stroke Main Propulsion engine-B&W ME - CNarayana Prakash96% (52)
- Lesson Plan in Automotive Servicing NC 1Document8 pagesLesson Plan in Automotive Servicing NC 1maureen mae mana-ay100% (7)
- All Formulas HvacDocument11 pagesAll Formulas HvacrockNo ratings yet
- TM 5-9005 PIPE LINE EQUIPMENT SET, 1945Document31 pagesTM 5-9005 PIPE LINE EQUIPMENT SET, 1945Advocate100% (1)
- Camless Engine ReportDocument29 pagesCamless Engine Reportsushant kumar80% (5)
- Man B&W ServiceDocument34 pagesMan B&W Servicetazlaoanu_mihai2168100% (6)
- Camless EnginesDocument22 pagesCamless EnginesNasir Ahmed100% (1)
- Undine & Cymbeline Wartsila Tech BulletinDocument3 pagesUndine & Cymbeline Wartsila Tech BulletinAlexis Barnabás CollinsNo ratings yet
- ME Engines – The New Generation of Electronically Controlled Diesel EnginesDocument21 pagesME Engines – The New Generation of Electronically Controlled Diesel Enginesiuliiulian100% (1)
- MAN-Service Experience 2010Document34 pagesMAN-Service Experience 2010OlekNo ratings yet
- Kohler - 6ekod, 9-11ekozd, 5efkod, 7-9efozd, PartsDocument92 pagesKohler - 6ekod, 9-11ekozd, 5efkod, 7-9efozd, PartsRoberto Sanchez ZapataNo ratings yet
- MAN Service Experience 2012Document32 pagesMAN Service Experience 2012Sylvek91No ratings yet
- MAN-Service Experience Small Bore Four-Stroke Engines PDFDocument20 pagesMAN-Service Experience Small Bore Four-Stroke Engines PDFvangeliskyriakos8998No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- 928GDocument24 pages928GChe Jose100% (3)
- Main EngineDocument10 pagesMain EngineFe CaprichoNo ratings yet
- Fem PDFDocument302 pagesFem PDFeddy_p_ajiNo ratings yet
- 4 Vacuum PumpDocument4 pages4 Vacuum PumpMithun Singh Rajput100% (1)
- Water Cooled Check-Valves PDFDocument9 pagesWater Cooled Check-Valves PDFGeorge John Amegashie100% (1)
- Camless EngineDocument29 pagesCamless Enginesharandeep1112No ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Service Experience: MAN B&W Low Speed Diesel EnginesDocument34 pagesService Experience: MAN B&W Low Speed Diesel Enginesalevent100% (3)
- Service Experience MAN 2 STROKEDocument32 pagesService Experience MAN 2 STROKEBenjamin van DierenNo ratings yet
- Marpol Annex 1Document39 pagesMarpol Annex 1secrets100367% (3)
- ME ProgramDocument21 pagesME Programadyro12No ratings yet
- Fig. 1: Completed - The First Commercial ME EngineDocument4 pagesFig. 1: Completed - The First Commercial ME EngineAshutosh ChaturvediNo ratings yet
- Camless EngineDocument4 pagesCamless Engineayush1221100% (1)
- Adjustable Nozzle RingDocument26 pagesAdjustable Nozzle RingThomas JoseNo ratings yet
- Gioi Thieu Dong Co MANBW ME-CDocument26 pagesGioi Thieu Dong Co MANBW ME-CMitdac HP0% (1)
- Acknowledgement: Seminar AssociateDocument20 pagesAcknowledgement: Seminar Associateabbas abbuNo ratings yet
- Cylinder Deactivation System ExplainedDocument20 pagesCylinder Deactivation System ExplainedGiridharan VNo ratings yet
- Modern Diesel Engine Fuel Control and Injection TimingDocument12 pagesModern Diesel Engine Fuel Control and Injection TimingAlbert DivinaNo ratings yet
- EASA Mod 15 BK 8 Jet Eng InstalDocument73 pagesEASA Mod 15 BK 8 Jet Eng InstalaviNo ratings yet
- Problem in Steam Turbine LubricationDocument8 pagesProblem in Steam Turbine LubricationmishraenggNo ratings yet
- Latest Development in Turbochargers: Oil Mist Instead of Water CoolingDocument13 pagesLatest Development in Turbochargers: Oil Mist Instead of Water CoolingSachin SawantNo ratings yet
- Laboratory Manual: Department of Mechanical Engineering Graphic Era Hill University, BhimtalDocument55 pagesLaboratory Manual: Department of Mechanical Engineering Graphic Era Hill University, BhimtalDigvijay RautelaNo ratings yet
- Camless Engine (Mahmoud Massoud Elshoria 18101972)Document24 pagesCamless Engine (Mahmoud Massoud Elshoria 18101972)Mohamed AhmedNo ratings yet
- Paper 17Document9 pagesPaper 17Faitar CatalinNo ratings yet
- Man B&W 1.01: The Fuel Optimised ME Tier II EngineDocument1 pageMan B&W 1.01: The Fuel Optimised ME Tier II EngineRishav RajNo ratings yet
- Zaude ModrnDocument47 pagesZaude ModrnZewdeneh AsemieNo ratings yet
- Fig. 1: Completed - The First Commercial ME EngineDocument4 pagesFig. 1: Completed - The First Commercial ME EngineNouraNo ratings yet
- Report On Cylinder DeactivationDocument7 pagesReport On Cylinder Deactivationsanchit333No ratings yet
- Cylinder DeactivationDocument5 pagesCylinder DeactivationBhanumas Sawasdee100% (1)
- 2015-SAE-Prediction of High Altitude Performance For UAV Engine PDFDocument6 pages2015-SAE-Prediction of High Altitude Performance For UAV Engine PDF128mansouriNo ratings yet
- 01 Poljak Et AlDocument12 pages01 Poljak Et AlNithin D'souzaNo ratings yet
- Commonrail XeMAN PDFDocument47 pagesCommonrail XeMAN PDFsasa oljacaNo ratings yet
- A Seminar Report On "Camless Engine": Cochin University of Science and TechnologyDocument26 pagesA Seminar Report On "Camless Engine": Cochin University of Science and TechnologyShivaraj GidaveerNo ratings yet
- Master4t Hiet Ke CVTDocument37 pagesMaster4t Hiet Ke CVTNguyễn DuyNo ratings yet
- VFD Paper (Movie) - P639050Document20 pagesVFD Paper (Movie) - P639050Joffre BourgeoisNo ratings yet
- Damcos Danfoss HP DHP 14 3 MS RS Parts List DrawingDocument4 pagesDamcos Danfoss HP DHP 14 3 MS RS Parts List DrawingAlexis Barnabás CollinsNo ratings yet
- Manual PS-100 Limpiador UltrasonicoDocument6 pagesManual PS-100 Limpiador UltrasonicoAlexis Barnabás CollinsNo ratings yet
- Garioni Naval Newsletter 32Document5 pagesGarioni Naval Newsletter 32Alexis Barnabás CollinsNo ratings yet
- Garioni Naval Newsletter 32Document5 pagesGarioni Naval Newsletter 32Alexis Barnabás CollinsNo ratings yet
- 15200Document14 pages15200Alexis Barnabás CollinsNo ratings yet
- Rocking Test For Deck Crane MN RaulíDocument1 pageRocking Test For Deck Crane MN RaulíAlexis Barnabás CollinsNo ratings yet
- 15105Document116 pages15105Alexis Barnabás CollinsNo ratings yet
- Service Performance MEDocument1 pageService Performance MEAlexis Barnabás CollinsNo ratings yet
- Purchasing ConditionsDocument3 pagesPurchasing ConditionsAlexis Barnabás CollinsNo ratings yet
- Yamaha Bike Price ListDocument8 pagesYamaha Bike Price ListRambabu TadiNo ratings yet
- Genuine Metaris Vane Product Technical Catalog: Pumps & Components - V10/V20, VTM, V, VQ, VQH SeriesDocument63 pagesGenuine Metaris Vane Product Technical Catalog: Pumps & Components - V10/V20, VTM, V, VQ, VQH SeriesJose Leandro Neves FerreiraNo ratings yet
- 0901d196802f54ac-Ford PTS02-083ME Controls Specification Lubrication Data Form 2629 Rev 5-0 Main TCM 12-150092Document65 pages0901d196802f54ac-Ford PTS02-083ME Controls Specification Lubrication Data Form 2629 Rev 5-0 Main TCM 12-150092li geneNo ratings yet
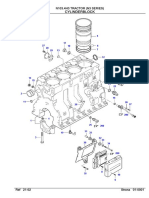
- Cylinderblock: N103.4H3 Tractor (N3 Series)Document2 pagesCylinderblock: N103.4H3 Tractor (N3 Series)Patrick LandinNo ratings yet
- EDL Bolt CatalogueDocument50 pagesEDL Bolt CatalogueCY LiuNo ratings yet
- Sieg c1 Micro Lathe Mk2Document24 pagesSieg c1 Micro Lathe Mk2Anonymous f6goFflg3TNo ratings yet
- Mystery Rose ChuckDocument3 pagesMystery Rose Chuckneko222No ratings yet
- Error Code M 721Document1 pageError Code M 721dimasanggararobertsonNo ratings yet
- What Are Turbines - Types of Turbines & Their Applications - MechStuffDocument7 pagesWhat Are Turbines - Types of Turbines & Their Applications - MechStuffsyazwanNo ratings yet
- Dylan Romig Portfolio v3Document5 pagesDylan Romig Portfolio v3api-520732186No ratings yet
- Fast4 164Document18 pagesFast4 164superado2kNo ratings yet
- Thrust Bearing CatalogDocument138 pagesThrust Bearing CatalogAlvaroNo ratings yet
- D-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) Fuel Filter and LinesDocument3 pagesD-155 - 3 Cylinder Diesel Engine (01/75 - 12/85) Fuel Filter and LinesMANUALES100% (1)
- Appendix VI Diagram For Class I, Div. 1 Lighting InstallationDocument3 pagesAppendix VI Diagram For Class I, Div. 1 Lighting InstallationcassianohcNo ratings yet
- Reliable Triple-Sealed Bearings Ensure Longer LifeDocument15 pagesReliable Triple-Sealed Bearings Ensure Longer LifeJesusNo ratings yet
- Arbol de Levas EspecificacionesDocument73 pagesArbol de Levas Especificacionesariel avalosNo ratings yet
- Chapter 07 Sprocket and Chain Drive - PDF EditDocument36 pagesChapter 07 Sprocket and Chain Drive - PDF EditMAY ARTEMISIA AWA SUMANGILNo ratings yet
- Daftar Inventaris Alat PanganDocument2 pagesDaftar Inventaris Alat PangananiddinaNo ratings yet
- Craftsman Snow BlowerDocument44 pagesCraftsman Snow Blower85frankensteinNo ratings yet