Professional Documents
Culture Documents
Cyanidation and Concentration of Gold and Silver Ores-John V.N. Dorr
Uploaded by
irvingdirzoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cyanidation and Concentration of Gold and Silver Ores-John V.N. Dorr
Uploaded by
irvingdirzoCopyright:
Available Formats
,.
\1
Cyanidation and Concentration
of
Gold and Silver Ores
_
.
~
M
'
"
_
_
"
.
,_,
__
.
"
._
..
_.
~
L
u
n
d
b
e
r
g
,
D
o
r
r
,
a
n
d
W
i
l
s
o
n
m
i
l
l
,
T
e
r
r
y
,
S
o
u
t
h
D
a
k
o
t
a
,
o
n
F
a
n
T
a
i
l
G
u
l
c
h
-
t
h
e
s
c
e
n
e
o
f
m
a
n
y
n
e
w
d
e
v
e
l
-
o
p
m
e
n
t
s
i
n
c
y
a
n
i
d
e
t
e
c
h
n
o
l
o
g
y
.
.
III
II
Cyanidation and Concentration
of
Gold and Silver Ores
BY
JOHN v. N. DORRIJ E.M., D.Se.
Member and Douglas Medalist ojthe Amm. Insi. of Min. and Met.
EngTs., Min. and Met. Soc. of Amm'., Inst. of Min. and Met.,
Can. Insi. of Min. and Met., Han. Member of Chem., Met.
and Min, Soc. of S. AfT., Past Pres. Amel. Inst,
Chern, Erujrs., Member and Medalist of Soc. oj
Chern: Ind., PeTkin Medalist.
AND
FRANCIS L. BOSQUI
Member of the ./imeT. Inst. of Min. and Met. Engrs.,
Chem., Met. and Min. Soc. of S. Aji., Reg. Prof.
Erujr., State of Conn., U.S.A.
SECOND EDITION
McGRAW-HILL BOOK COMPANY, INC.
NEW YORK TORONTO LONDON
1950
CYANIDATION AND CONCENTRATION OF GOLD AND SILVER ORES
Copyright, 1936, 1950, by the McGraw-HilI Book Company, Inc. Printed in
the United States of America. All rights reserved. This book, or parts thereof,
may not be reproduced in any form without permission of the publishers.
j
I
1
Foreioord
When the senior author of this volume published his 'Cyanidation and
Concentration of Gold and Silver Ores in 1936, no book literature on the
subject had appeared since 1920. This barren gap of sixteen years was
in marked contrast to the first two decades of the century, which were the
prolific years for books on the cyanide process. In that period authorita-
tive volumes on the subject averaged better than one each year, including
two in the German language and one each in French and Spanish. The
record reflects both the rapid growth and the ultimate establishment of
cyanidation as the principal method of gold recovery throughout the
world.
A fortunate combination of circumstances lent timeliness and authority
to Dorr's first book. Beginning in 1899 he was among the pioneer users
of the cyanide process in the United States, gaining experience successively
as chemist and operator, consulting engineer and plant designer. His
mechancial inventions for classifying sand and slime, and continuously
thickening the latter, were revolutionary and had a notable impact on
metallurgical practice. Finally, his development of an engineering or-
ganization with world-wide branches and affiliates provided exceptional
opportunity to keep abreast of practice and progress. It was out of this
background and with these friendly cooperative facilities that he pro-
duced a work that found ready acceptance wherever cyanidation was
practiced.
It would be an oversight, however, to limit Dorr's reputation to his
advancement of the cyanide process. His "cyanide machinery" embodied
basic principles in classification and sedimentation that led to their wide
adoption in scores of industrial processes. His inventions not only in-
creased technical efficiency, but, in their application to municipal and in-
dustrial sanitation, immeasurably benefited social progress and human
welfare. For his achievements' he has been honored with the John Scott
Medal of the Franklin Institute, the James Douglas Medal of the American
Institute of Mining & Metallurgical Engineers, the Chemical Industry
Medal of the Society of Chemical Industry, the Perkin Medal of five joint
American chemical societies, and the Modern Pioneers Award of the
National Association of Manufacturers.
Thirteen years have now elapsed since Dorr's book was published, and
a critical revision was necessary before a new edition could be printed.
This undertaking was entrusted to Francis L. Bosqui whose name now
appears as junior author. Revision proved to be no light task and almost
as time-consuming as preparation of the original volume. The result is
v
V1 FOREWORD
practically a new book, an up-to-date manual of world-wide practice, par-
ticularly useful for consultation by operators and engineers.
By a happy coincidence the junior author carries on the tradition of his
illustrious father, Francis L. Bosqui Sr., "whose name and reputation "were
widely known to an earlier generation of metallurgists. In 1894 the elder
Bosqui abandoned the practice of medicine for which he had been educated,
and cast his lot "with the Standard Consolidated Mining Co., Bodie, Cali-
fornia, later becoming mill superintendent. There he started a career
that led him successively to Colorado, Nevada, and South Africa as mill
designer, operator, and consulting metallurgist. In his time he introduced
the latest innovations in milling practice and equipment at the Liberty
Bell, Smuggler Union, and Camp Bird in Colorado; the Combination Mines,
and Goldfield Consolidated in Nevada; ModderfonteinB, and New Modder-
fontein in South Africa. While still at Bodie at 1899 he published Practical
Notes on the Cyanide Process, one of the earliest books on the subject.
With this rich heritage the younger Bosqui has followed in the footsteps
of his distinguished father, both as metallurgist and author. He first
worked with Mr. U. C. Tainton in the development of an electrolytic lead-
silver process for the Bunker Hill & Sullivan Mining & Concentrating Co.,
Kellogg, Idaho. Thereafter he spent eleven years in South Africa, except
for a brief interim in the United States, first on the metallurgy of Transvaal
platinum ores, and later in research on Northern Rhodesian copper ores.
With his father, who was consulting metallurgist to a group of South African
gold mining companies, he made extensive investigation in the United
States into methods of platinum concentration and extraction. As re-
search engineer for the Rhokana Corporation at the Nkana mine he in-
vented an electrochemical process for the production of high-grade cobalt
and ferrocobalt from electric furnace alloy. He also developed the selec-
tive flotation of copper and cobalt sulphides. Other matters engaging his
attention during this period included the elimination of bismuth from
copper, production of oxygen-free copper in high-frequency induction fur-
naces, and the treatment of electrolytic refinery slimes. Returning to
the United States in 1936, Mr. Bosqui joined The Dorr Company, and is
now chief metallurgical engineer at the company's Westport Mill and
Laboratories, Westport, Connecticut.
Readers of this volume will be debtors, not only to the authors, but also
to the fact that a policy of secrecy no longer dominates the profession of
metallurgy. A book of this kind could not be written without the generous
cooperation of the technologists who have brought the metallurgy of gold
and silver ores to its present high state of efficiency and economy. Freely
sharing their knowledge and experience for the benefit of all, they form an
international fraternity of good will whose example might well be emulated
FOREWORD
vii
by social and political groups. But it has not always been so. Only a
short fifty years ago the elder Bosqui wrote in the preface to his book:
" .... the methods of operating, for which each operator claims a certain
amount of originality, are, as a rule, secrets jealouslyjguarded, and in
consequence we have a rather meager literature on the subject." .
It is now generally recognized that free exchange of technical informa-
tion and experience has been a weighty factor in technical progress. One
of the early advocates of this form of enlightened self-interest was Dr.
James Douglas, whose name is honored and revered in mining circles for
his intelligent leadership. In an address on Secrecy in the A7"ts he not only
encouraged publication and exchange of ideas, but regarded secrecy as a
definite barrier to progress. Pointing to the decline of Swansea, Wales,
as a great copper-smelting center, he said: "At Swansea, every gate to the
smelting-works is guarded, and as a result it has been as difficult for igno-
rance to escape out as for suggestions to find their way in."
If this book makes it possible "for suggestions to find their way in"
wherever cyanidation is practiced, its purpose will have been accomplished
and its authors richly rewarded.
H. C. PARMELEE
Preface to the Second Edition
The revision of Cyanidation and Concentration of Gold 'and Silver Ores
was undertaken with two principal objects in view; the first being to bring
. the account of gold and silver metallurgy up to date in accord with the
considerable technical advances in recent years; the second being to enlarge
the scope of the book to include new material relating particularly to the
treatment of refractory ores and the chemistry of cyanide solutions which
we believe will prove to be of special reference value to both consultant
and operator. oJ
It also seemed advisable to rearrange chapter headings and contents in
order to give the reader a more systematic approach to the text as a whole.
The trend, for instance, during the last ten years or so toward treatment
schemes which make a greater use of concentration before cyanidation has
necessitated a reexamination of this phase of the subject with the placing
of greater emphasis on gravity concentration, flotation, and amalgamation
practice.
Part I of the book deals with the technical aspects of the subject, in-
cluding only such descriptive material as is necessary for illustrative pur-
poses; while in Part II there will be found descriptive details of a number
of the more important and typical operations throughout the world, which
in the case of the treatment of gold ores is handled under four distinct
global areas. The fewer, but no less important, instances of silver ore
treatment are covered in a separate chapter. In addition to the above
changes, all details relating to analytical methods have been gathered
together under one title and are now presented as an appendix where it
is felt they will be more readily available for reference purposes.
We wish again to acknowledge the valued assistance of our associates
in the preparation of this revised edition. Particularly are we appreciative
of Mr. A. D. Marriott's contribution on South African methods, Mr. C.
Blackett's notes on recent advances in Australia, and of the help of the
many mining company officials in various parts of the world who co-
operated so willingly in supplying information on current practice.
J. V. N. DORR
F. L. BosQUI
WESTPORT, CONN.
May, 1950
ix
Preface to the First Edition.
My purpose in writing this book is to record current cyanide practice
throughout the world, giving only enough historical facts to serve as a
background for the present development of the process and of the equip-
ment used in its application. The inclusion of general testing procedure
and numerous performance data is designed to ensure maximum usefulness
to the reader. .,
The fundamentals of mill practice and general types of equipment have
changed little in the past fifteen years, although individual machines and
general technique have been greatly improved. Outstanding develop-
ments have been confined principally to crushing, grinding and classifica-
tion, adoption of flotation for certain types of ore, and precipitation practice.
A few of the older and well-designed plants not now in operation have been
described because their practice was not far different from the best today,
and because quite complete data on their operation were available. The
description of plants now operating, both old and new, gives a fairly broad
cross section of various practices since the general adoption of continuous
methods.
I have approached this task with some hesitancy, which I am sure will
be readily understood. But my relations with the metallurgical industry
have extended over so many years and have received the cordial recogni-
tion of so many friends that I feel free to write as if I were still an operator,
or consultant only.
My first introduction to cyanidation dates back 37 years when I was
chemist, and later operator, under lease, at Deadwood, South Dakota, of
one of the oldest cyanide mills in America, designed by the Gold and Silver
Extraction Company about 1894. The first mill I built and operated, the
Lundberg, Dorr and Wilson, at Terry, neal' by, was turned into a profitable
undertaking by my invention of the Dorr classifier; and in remodeling
another mill in the same district the Dorr thickener was born.
The Black Hills district of South Dakota, though small, presented many
diverse metallurgical problems and yielded some important developments.
Out of it came the first crushing in cyanide solution in America, continuous
decantation with mechanical thickeners, mechanical classification, con-
tinuous zinc-dust precipitation and the sluicing filter press of Merrill, and
the first successful use of Moore's vacuum filter.
So many have contributed to the development of the art of cyanidation
that it is difficult, if not impossible, to make the record complete. I wish
to express my thanks and appreciation to those managers and metallurgists
all over the world who have published the results of their work and have
xi
xii PREFACE
so generously responded to requests for technical information; also to
those other producers of the tools of the industry who have given their
data so freely.
I am greatly indebted to my associates for assistance in the preparation
of this work, especially to Mr. E. R. Ramsey, "without whose aid it would
never have been undertaken, and to Mr. Anthony Anable. Thanks are
due also to Messrs. M. VV. von Bernewitz, Burr A. Robinson, and J. C.
Williams for their aid in collecting and preparing the material for publica-
tion and to Messrs. H. A. Megraw and J. A. Baker for helpful comment
and suggestions.
JOHN V. N. DORR
NEW YORK CITY
October, 1936
Contents
Foreword , .. " . .. . .. v
Preface to the Second Edition ' ", . . IX
Preface to the First Edition. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Xl
Abbreviations. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. xv
Part I Technical
I Historical ..>....................... 3
II Examination and Testing of Ore. . . . . . . . . . . . . . . . . . . . . . . . . . 16
III Coarse Crushing. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 46
IV Sorting and Sampli.ig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 56
V Fine Grinding. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 62
VI Classification........................................... 74
VII Sand Treatment. . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 87
VIII Slime Treatment..... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 96
IX Concentration 128
X Roasting............................................... 158
XI Amalgamation and Bt.llion Recovery. . . . . . . . . . . . . . . . . . . . .. 177
XII Plant Control. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 209
XIII Cyanicides and Refractory Ores. . . . . . . . . . . . . . . . . . . . . . . . .. 238
XIV Cyanide Regeneration and Miscellaneous Processes. . . . . . . .. 253
Part II Descriptive
XV Treatment of Gold Ores . . . . . . . . . . . . .. 279
Section 1. North America _. . . . . . . . . . . . . . . . . . . .. 281
Section 2. Central and South America. . . . . . . . . . . . . . . . . .. 336
Section 3. Africa 354
Section 4. Australia, Pacific Area, and Asia. . . . . . . . . . . . .. 396
XVI Treatment of Silver Ores 428
XVII Costs and Power. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 446
Appendix A Useful Reference Information " 457
Books on Cyanidation. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 484
Appendix B Analytical 111ethods. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 487
I rulex. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 503
xiii
Abbreviations
In abstracting from the literature a certain style of abbreviation has
been maintained, as follows:
Bulletin of Canadian Institution of Mining and Metallurgy (Bul. C.I.M.
and lYI.) , Montreal, Canada.
Bulletin of Institution of Mining and Metallurgy iBul, I.M, and 111,),
London.
Bulletin, Injormaiioti Circular, Report of Investigation, 01' Technical Paper'
of United States Bureau of Mines iBui. I,C" R.I., T.P.U,S,B. of M.).
Bulletin, Professional Po/per, of United States Geological Survey iBui.,
P.P., U.S.G,S,).
Canadian J1,lining Journal (C,M,J.), Gardendale, Quebec.
Engineering and Mining Journal (E. and M.J,), New York City.
J ournol of Chemical, Metallurgical and Mining Society of South Africa
(Jour. C.l11. and 1l1.S.S,A.), Johannesburg, Transvaal.
Mining and MetalluTgy (M, and M.), New York City.
Mining and Scientific Press (M. and S.P.), San Francisco, California.
Mining Magazine (M.M,), London, England.
Mining Journal (M,J.), London, England.
Proceedings, Australasian Institution of Mining and Metallurgy (Proc.,
A.I.M. and M,), Melbourne, Australia,
Proceedinqs, Institution of Mining and Metallurgy (Proc. I,M. and M.),
London, England.
South African Mining & Engineering Journal (S,A,M. & E.J.).
Transactions, American Institute of Mining and Metallurgical Engineers
(Trans., A.I,M.E.), New York City.
xv
.,
Part I
Technical
I
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
J
CHAPTER I
Historical
The process that was to revolutionize all concepts of gold milling and
increase a gold output that was even then lagging behind the needs of an
. expanding world-credit structure was developed without financial backing
by three zealous experimenters in a poorly equipped laboratory in Glasgow,
Scotland, almost half a century ago. To J. S. Mae.Arthur, a metallurgical
chemist, and to R. W. Forrest and W. Forrest, doctors of medicine, the
cyanide process for gold extraction owes its origin.
At the time of their inadvertent discovery, MacArthm was chief chemist
to the Tharsis Sulphur and Copper Co. in Glasgow, where he had experi-
mented extensively on the recovery of small quantities of precious metals
from copper leaching solutions and on increasing recovery by the use of
chlorine and bromine. As this was outside his company's usual activities,
a small syndicate was formed, including Mac.Arthur, the Doctors Forrest,
and George Morton, a Glasgow businessman. A room at the Forrests'
surgery was fitted up as a laboratory. The results of some of his work were
published by MacArthur in the Journal oj The Society oj Chemical I nclustry,
and as a result he was asked to investigate the Cassel process for the Cassel
Gold Extraction Co., the inventor of the process, H. R. Cassel, having
unexpecteclly resigned. While Macarthur reported that the Cassel process
for gold extraction, depending on the solvent action of electrolytically
generated chlorine, could never become an economical process, he continued
experiments in his laboratory on other solvents, with the result that the
dissolving action of a dilute solution of cyanide on gold was discovered.
Although L. Elsner, aGerman chemist, had published the findings of his
experiments, which included the basic idea of cyaniding, in J l ~ r f. pra7ct.
Chem. in 1846, he had failed to recognize its significance and made no
practical use of it. It was MacArthm and the Forrests who realized the
importance of their discoveries and fathered the idea through the vicissi-
tudes of lengthy litigation, demonstration and finally commercial realiza-
tion.
On Oct. 19, 1887, they registered their first patent-British Patent 14,174.
It covered the efficacy of potassium cyanide as a solvent in weak solutions.
Their second patent, registered the following year, included the use of
alkalis, methods of applying cyanide, and the use of zinc "in a state of fine
subdivision" for precipitation. A year later their extraction and precipita-
tion inventions were patented in the United States by U.S. Patent 403,202,
3
4
CYANIDATION AND CONCENTRATION OF ORES
granted on May 14, 1889. Practically without exception the patentees
were unsuccessful in upholding their claims in the face of determined
litigation in the Transvaal, New South Wales, Tasmania and finally in the
United States.
The original claims of MacArthur and the Forrests are remarkable in that
little has been disproved. Their claims with respect to the alkalinity of
solutions (weak ones preferred) and to the use of zinc as a precipitant were
basic. Nevertheless, the inventors were forced to modify their initial
claim regarding the strength of solution and also that in connection with the
use of finely divided zinc as a precipitant was circumvented, in the early
days, by the use of zinc filament or zinc shavings.
Following the growth of the cyanide process in the hands of other men,
we trace its progress in the world's major gold fields-Australia, New
Zealand, the Transvaal and the United States-for by 1888 in each of these
areas British cyanide specialists were attracting attention. The first
commercial cyanide plant was erected at the Crown mine, at Karangahake,
New Zealand, in 1889, by J. McConnell. Alfred James, representing the
MacArthur-Forrest company, introduced cyaniding on the Rand in 1890
at the Robinson mine. The first cyanide plants appeared in the United
States in 1891, one at the Consolidated Mercur in Utah, designed by H. W.
Brown, and the other in Calumet, Calif., managed by A. B. Paul. Mexico's
first cyanide plant was at El Oro mine, of the American Mining Company,
in 1894. South African statistics show the rapidity with which the cyanide
process was accepted in its infancy, for, from $6,000 in 1890-the first year
of cyanidation-the value credited to the process increased to $6,000,000
in 1893.
In the early days in New Zealand and Australia the stamp battery was
in the period of its greatest use, dry crushing hand-sorted ores. Crushing
was followed by roasting and chlorination, since the ores were complex and
not amenable to simple amalgamation.
With the advent of cyanidation the chlorination process, a costly system,
declined and never revived. Later, as the metallurgy developed, weak
cyanide solutions were used in the crushing systems instead of water.
Sand and slime were separated, first in pointed boxes or cones, the sand
going directly to leaching vats equipped with filter bottoms, where leaching
baths were applied in succession, as required. The slime was settled in
tanks and agitated in cyanide solution. Mechanical agitation was first used
alone; then compressed air was introduced through tubes reaching to the
bottom of the tanks and later by air lifts in tall cone-bottomed tanks-the
Brown or Pachuca tank and the Parral tank, a modification of Brown's
air-lift idea-and finally the Dorr agitator, combining air and mechanical
agitation. Slime thickening and washing were accomplished in settling
HISTORICAL
5
tanks equipped for the decantation of clear, supernatant solution or in filter
presses provided with facilities for washing the cake. Some' ores were
roasted before cyaniding, and others were treated successfully by the
bromocyanide process.' .
Generally, fine zinc thread, or shaving, was used for precipitating-the
precious metal from cyanide solutions, employing upward percolation in
the well-known baffle-type zinc box. Occasionally charcoal was used as.a
precipitant, and in Africa electrolytic precipitation on lead-foil cathodes.
The' application of the cyanide process to ores the value of which is
principally or wholly in their silver content lagged behind its use with gold
ores. This is largely because silver usually occurred in combined form,
sulphides and chlorides. It was believecl at first that these compounds
would not yield to cyanide treatment.
About 1900, however, Leonard Holms made preliminary tests upon the
silver sulphide ores of the Sirena mine at Guanajuato, Mexico, and soon
thereafter E. M. Hamilton built and operated a large-scale experimental
plant at the same property, definitely proving the usefulness of the process
with ores of that character.
Previously, Hamilton had operated the plant built by Charles Butters,
at Minas Prietas, Sonora, treating by cyanide a large quantity of gold-
silver tailings accumulated from the operation of the Grand Central pan-
amalgamation mill.
Butters and Mein in 1894 devised a revolving-arm distributor for uni-
formly charging vats, which made for economy and promoted more uniform
leaching. In 1895 H. L. Sulman and F. L. Teed were working toward
improved precipitation methods and probably were responsible for the
stimulus that led up to the perfection of zinc-dust precipitation methods by
C. W. Merrill at Marysville, Mont., and later at the Homestake.
Caldecott is credited with having developed agitation in 1898 from
mechanical to air methods, starting the sequence that led up to the most
modern methods. In April, 1901, Blaisdell patented his excavator for
plowing leached sand to a central discharge outlet, whence it was carried
by belt conveyor to waste. About 1899 L. H. Diehl introduced the tube
mill, to accomplish finer grinding, borrowing the device from another
industry.
While progress in cyanidation continued in Australia and the Trans-
vaal, it was in the newer fields of Mexico, the United States, and Canada
that the greater number of improvements in the art had their genesis.
During my work in cyanidation in the western United States between
1899 and 1912, as chemist, as cyanide mill owner and operator, and finally
as consulting engineer and plant designer, direct needs and an early recogni-
tion of the importance of continuous, foolproof operation, as well !1S the
6 CYANIDATION AND CONCENTRATION OF ORES
fundamental advantages of mechanical control of liquid-solid mixtures, led
me to the invention of the DOlT classifier in 1904, the DOlT continuous
thickener in 1905, and the DOlT agitator combining air and mechanical
agitation in 1907, as well as to development of continuous countercurrent
decantation. While each was produced to meet an individual need, all
contributed materially toward higher recovery, lower costs, and larger
units by making finer grinding and a single all-sliming process more feasible.
Many have contributed to improvements on these basic inventions. A. L.
Blomfield, a former associate in a consulting capacity, developed a type
of tray thickener that has been widely used and later the bowl-type classifier.
Both machines were developed at the Golden Cycle mill, of which he was
manager, to meet specific demands of mill expansion.
About 1903, George Moore, closely followed by Charles Butters, was
applying the principle of vacuum-leaf filtration to cyaniding, and their
filters came into wide use. The invention of E. L. Oliver, in 1907, of the
segmental rotating vacuum filter made continuous filtration and washing
possible and tended to supersede filters of the Moore and Butters types.
Now the Oliver and other types of continuous filters are used in all parts
of the world. .
During the same period, continuous precipitation using zinc dust, exclud-
ing air from the system, was developed by C. W. Merrill, and this was
perfected by T. B. Crowe, who applied vacuum to remove air from the
solutions before precipitation.
Prior to the war period, 1914-1918, processes of cyanidation had become
crystallized, the forerunners of present equipment had appeared in more or
less developed forms and the industry was ready for consolidation of the
advances. Thereafter, refinement of details received more attention, and
the cyanide process entered its present stage. Gold production, which
amounted to 21,303,725 oz. in 1914, was increased by discoveries, develop-
ments and new practices to a total of 27,474,516 oz. in 1934, the record
production up to that time.
Multiple-stage crushing became standard practice, finer stages using rolls
or cone crushers in closed circuit with screens, generally of the vibrating
type. Larger jaw and gyratory crushers were used to hanclle larger pieces
of ore, and fine crushers of improved design made possible a product of
smaller size, 74: in. or less. The stamp battery, still used in South Africa
and a few mills in North America, was operated principally as a fine-
crushing machine. Multiple-stage fine grinding is now largely preferred
with the grinding machines in closed circuit with mechanical classifiers.
This latter period has brought emphasis upon the effort to reduce power
costs and at the same time to grind finer than had been considered practi-
cally possible. The heavy-duty ball mill, short in proportion to its di-
HISTORICAL
7
ameter, loaded with steel balls, has become of great importance. The
advantage of high circulating loads between grinding mill and classifier
led to the introduction of heavy-duty classifiers of both single stage and
bowl type, and this trend is increasing. Many mills are producing a final
pulp containing only a small percentage of plus 325-mesh solids.
In 1925 J. J. Denny, at the McIntyre Porcupine mill in Ontario, iiltro-
duced differential grinding and selective agitation for the McIntyre ore,
in which a large portion of the precious metals was locked in a refractory
pyritic envelope. A bowl classifier at the end of the agitator series effected
a concentration of the heavy pyrite, in the rake product,which was returned
to the head of the mill for regrinding, while the less valuable quartz over-
flowed to decantation direct. Not only was the pyritic constituent ground
finer than the quartz, but also it remained in the agitators much longer.
Thus the quartz and pyrite were each ground and agitated to the degree
demanded by their relative values and amenability, yet no uneconomical
overgrind occurred. Much the same thing was done in South Africa at
the Spring mines a little later. In the new McIntyre mill, built in 1931;
Denny introduced flotation cells placed between ball mills and the classifier
to extract concentrates from the system as early as feasible.
Vacuum filters developed rapidly, and their use spread into all camps
in the 1920's, especially those of the rotating-drum type of Oliver and, in
lesser degree, the American disk-type filter. The first drum filter in Canada
was used at the Hollinger mill for dewatering and washing the tailings from
its countercurrent decantation plant.
At first, vacuumfilters were used only for dewatering tailings or, at most,
one stage of washing, in which case barren solution or water was sprayed
on the cake to displace gold-bearing solution. Later, there was introduced
a new system known as double filtration, wherein two filters with an inter-
mediate repulping agitator were arranged in series for washing the pulp by
a combination of spray washing and displacement. The question of how
many stages of decantation in thickeners and how many stages of vacuum
filtration to use is dependent upon economic conditions, and while no
definite trend is discernible, it appears that average practice favors three to
four stages of decantation, followed by one stage of vacuum filtration.
South African conditions are unique because Rand ore filters readily, and
the slime can be washed easily by one stage of filtration. Intermittent
filters of the Butters type were used to an appreciable extent, but new
plants are now installing continuous rotating filters,
A study of cyanide methods indicates that no system has become more
universally used than the Merrill-Crewe precipitation process. The use of
zinc shavings has practically disappeared, except in the older mills. Clari-
ficationof pregnant solution in presses, deoxidation in vacuum towers
8 CYANIDATION AND CONCENTRATION OF ORES
(Crowe process), addition of zinc dust under conditions precluding the
reabsorption of oxygen, and, finally, the collection of the precipitate and
excess zinc dust on filter presses or in filter bags have become standard
practice.
Potassium cyanide was used generally in the early days of the cyanide
process but was replaced later by the cheaper sodium cyanide. In 1917,
owing to an acute shortage of white cyanide resulting from war conditions,
black or "Aero" cyanide, Ca(CNh was introduced. Real del Monte, in
Mexico, was the first to use the new cyanide in 1917, and such representative
mines as Golden Cycle, North Star, and Tonopah Extension rapidly fol-
lowed the example of the Mexican mine. Today, black cyanide is exten-
sively used in every mining district in the world.
Of great interest in precious-metal metallurgy is the flotation process
long practiced in copper, lead, and zinc concentrators. Its use in gold and
silver milling really goes back only to about 1931, although countless labora-
tory and semicommercial scale tests antedated its use on a full-plant scale
by more than a decade. Sometimes it is used alone for the recovery of gold
and silver, yielding a concentrate which is shipped to a smelter and a tailing
which is discarded, but usually it is employed in conjunction with cyaniding.
Several options, in this latter regard, are available, such as flotation of the
mill heads, followed by cyaniding the concentrates or cyaniding the heads
with retreatment of the tails by flotation. Flotation, to be sure, is not a
solution for all milling problems, for its use is limited to certain ores, but it
has become an increasingly valuable tool for the metallurgist.
In the course of its development the cyanide process has made material
contributions to many forms of technology. TIllS applies not only to base-
metal metallurgy but to nearly all industries where the handling of finely
divided solids in liquids is involved. The early recognition by those who
developed cyanidation of the importance of mechanical control, the con-
tinuous treatment of fine solid-liquid mixtures, and the use of large-scale
units has opened the way for advances in sewage treatment, water purifica-
tion, and many of our wet chemical and industrial processes.
WORLD'S GOLD PRODUCTION'
Owing to the gradual depletion of known deposits that were profitable to
work at costs existing prior to 1929, the world's gold-mining industry was
slowly but steadily shrinking in importance. In 1928 the output was less
than 20 million ounces.
As John J. Croston pointed out in 1936
1
(and this is equally true today),
the decline in production was based upon the inexorable fact that the deeper
1 "Effect of Revaluation on the Gold Mining Industry," T.P. 709, A.I.M.E.
HISTORICAL
9
you dig and the leaner the ore treated the higher become the production
costs. Several countries offered a bonus on gold production as a means of
helping the struggling producers, and this, in effect, was the same as revalu-
ing the gold as far as its sale by the mines was concerned. Croston further
comments:
If the world wants gold in sufficient needs for world commerce, it will have to
pay a price commensurate with the cost of producing it. Gold increased almost
four times in price during the period 1344-1717, when it was pegged at the equiva-
lent of $20.67 per troy ounce. It would be ridiculous to attempt to prove that this
price bore any relation to the cost of producing gold either in 1717, in 1890 or 1929.
It was purely an arbitrary figure but with the discovery of rich deposits in Cali-
fornia, Australia, and South Africa was sufficient to bring forth a requisite volume
of production. Methods of mining and treatment have reached a high degree of
efficiency, and few radical reductions in per-ton costs are to be expected. The
paucity of new discoveries and the necessity for treating lower grades from greater
depths indicated a gradual drying up of production unless some stimulus were given
to the industry.'
This gradual shifting of the economic phases of world gold production has seem-
ingly escaped the attention of the majority of monetary writers. They have treated
gold production as a static affair unaffected by changes in reserves, grade, depth,
and other factors in exploiting this wasting natural asset. Certain phases of the
economics of gold mining are not so simple as those of hog raising or wheat growing.
REVALUATION OF GOLD
The price of gold in the United States, formerly fixed at $20.67 per ounce,
began to rise on Apr. 20, 1933, and continued to rise until it gradually
attained $30 per ounce during September of that same year. It was fixed
at $35 per ounce by Presidential proclamation on Jan. 31, 1934, a price
that was maintained through 1935 and to date, the first part of 1950. The
price of gold in other world markets approximated the United States price
range.
The steady rise in the world's gold production after 1929 continued up
to a peak of 42 million ounces in 1940. Thereafter, during and following
the Second World War, the production declined as steadily as it had in-
creased in the earlier period. The initial causes of this decline were, of
course, the diversion of men and materials to the war effort and such emer-
gency measures as the W.P.B. Order L-208 which suspended most gold-
'The first fillip to gold mining came with the onset of the depression of 1929-1935.
Labor became more abundant and efficient; wage rates dropped, as did the cost of
supplies, enabling marginal producers to gain a better foothold. The second boost
came when Great Britain went off the gold standard, enabling the producers in
certain countries to benefit by a substantial exchange premium. The last and
greatest step was taken when The United States government officially revalued gold
from $20.67 to $35 per ounce. A careful consideration of the background factors
leads to the conclusion that gold will not go back to its old price.
OOOHAWAIl
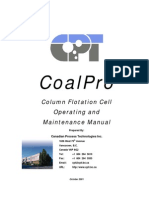
FIG. 1. Gold-producing centers of the world, according to S. D. Strauss in E. and M. J. Canada, United States, and Mexico
are the producers of most of the silver ores.
f-'
o
(")
>-1
Z
H
tj
>-'l
H
o
Z
z
tj
o
o
Z
o
i:'I
Z
>-'l
l:O
>-'l
H
o
Z
o
'cI
o
l:O
t;=j
U2
HISTORICAL 11
mining operations in the United States. War damage in such areas as the
Philippine Islands and New Guinea was also a contributing factor. But
even with the cessation of hostilities production continued at a low level
due principally to rising costs; higher taxation, and the fact- that the pro-
ducers were under these circumstances forced to market a. commodity at a
fixed price, irrespective of the difficulties of acquisition. .
WORLD'S SILVER PRODUCTION
Silver production has for the most part followed the same course as gold
production and to a large extent from the same causes. Reaching an all-
time high of 277 million ounces in 1937, the Clecline which started in 1941
had not been arrested by 1945.
The price of bar silver for 1939 (London quotation based on current rate
of exchange) was $0.408 per ounce. The United States government price
for newly mined domestic silver, which had been $0.646 up to July of that
year, was increased on July 6 to $0.711 per ounce. At the beginning of 1945
domestic consumers obtained their silver from sources completely under
government control. After July 1, 1946, the price for domestic metal was,
however, again raised to $0.905 per ounce, where it remained for the rest
of the year.
Table 1 showing the world production of gold and silver in 1946 was
prepared largely from the latest available data, which, however, were stated
to be in many cases incomplete. It does show, nevertheless, the approxi-
mate production rating of the various countries and draws attention to the
interesting contrast between the magnitude of the gold and silver output
for individual countries.
ECONOMIC ASPECTS OF GOLD PRODUCTION
Because of the disturbed economic conditions following the Second World
War and the depreciated value of most currencies in terms of buying power
throughout the world, a number of articles and reviews on the subject of the
monetary aspects of gold have appeared in recent technical publications.
Writing in E. and M.J., 1. B. Joralemon" reminds us that
... gold has been the symbol of wealth in all the civilizations that have arisen in
the past 10,000 years. The Assyrians; the Egyptian dynasties; the ancient empires
of India and China, Greece and Rome; the Incas and Aztecs; and all the other peoples
that have made a brave show on the pages of history have worshipped at the feet
of the Golden Calf. In modern times the hopeless depreciation of paper currencies
has turned men back to gold for security wherever governmental action has not made
the holding of gold a crime. Throughout history men have toiled and fought for
this beautiful and enduring metal.
3 "Who Has the Gold," E. and M.J., Vol. 149, No.7, p. 76.
12 CYANIDNrION AND CONCENTRATION OF ORES
In spite of the tremendous influence of gold on mankind, for good and for bad,
all the gold that men have won from the earth in 10,000years could be put in a room
48 by 40 by 20 ft. Less than a seventh of this gold has been destroyed or lost.
Estimating the total world production during this period as 1,616 million
ounces, Mr. Joralemon deduces that the nations and Central banks now
TABLE 1. WORLD GOLD AND SILVER PRODUCTION,'" 1946
Country
Gold
Troy oz.
11,917,914
6,500,000t
2,807,643
1,462,354
824,480
587,000
544,596
437,176
420,500
331,394
230,521
200,000t
181,615
158,378
131,680
119,271
77,931
73,000
65,100
706,447t
27,777,000
Country
Silver
Troy oz.
43,263,132
21,103,269
12,676,928
12,334,761
1O,000,000t
9,073,481
6,106,165
5,047,666
2,682,910
1,203,978
1,107,827
1,000,000t
698,636
313,180
223,308
192,200
152,651
127,222
95,168
1,597,518t
129,000,000
'" Compiled from data given in Minerals Year BODle, U.S. Department of the In-
terior, 1946, and other sources.
t Estimate.
hold 61 per cent of the total and individuals and corporations 25 per cent,
leaving only 14 per cent unaccounted for since man first started mining.
No other human possession in all time has been so zealously and effec-
tively guarded.
Who has the gold? We in America have most of it, through our share in the great
government reserves or in gold ornaments. Outside the United States those who
can afford to own gold hold it as a favorite method of insurance against future want.
Throughout the ages, man's faith in gold has never wavered, and gold has never
failed him. Men cannot eat gold, but those who have had gold have never gone
hungry.
HISTORICAL
13
Disturbed by the haphazard functioning of currency relationships, a
group of members of the A.I.M.E. San Francisco Local Section and of the
Mining and Metallurgical Society of America have undertaken a scientific
study of the currency problems.'
It is their contention that difficulty of acquisition is the -real measure of
value of both gold and currency and that it is possible to express the r'ela-
tionship between them in mathematical form. Reasoning along these
lines, they reach the interesting conclusion that the true currency price of
gold was, for instance, $65.73 per ounce in 1945.
The question as to whether the resumption of a free market in gold would
be compatible with public interest is discussedby the Empire Trust Com-
pany of New York in their Letter 44 of Mar. 4,1949.
Quoting Professor Kemmerer" as "probably the foremost authority on
the gold standard," J. S. Lawrence, vice-president of the company, says:
Although there are many types of the gold standard, the gold standard may be
said to exist in any country in which prices of goods and the obligations of debtors
are usually expressed in terms of the value of a monetary unit consisting of a fixed
quantity of gold in a free market, The gold standard exists whenever the value of
gold in a free market is the actual standard, regardless of the machinery by which
the standard is maintained and regardless of whether this machinery operates auto-
matically or is managed.
Again we are reminded that a free market for gold is a form of free speech.
It gives the voter, the trader, the speculator a chance to pass judgment on
the fiscal conduct of his government.
In view of all that has happened since 1934, a free gold market is the
necessary prelude to an honest gold standard. It is the only practical way
to restore such a standard.
It is proposed that, since no one can know what a proper basis for the
return to the gold standard should be, the practical way to find out is to
repeal the penalties on the possession of gold, permit all gold currently
produced or imported to be traded in an open market, and so allow it to
find its natural price level. It would then be safe for the government to
open the doors of its mints and redeem at the statutory rate wherever
paper currency is offered.
In a paper presented at the annual meeting of the A.I.M.E., New York,
February, 1948, D. H. McLaughlin
6
says:
Prices paid for goods and services in paper currencies are undoubtedly determined
by many interrelated factors, but among them none is more specific in pushing
,j "What Price Gold? A Scientific Approach to Finance," M. and M., January,
1948.
5 E. W. Kemmerer, "Currency Stabilization in Latin America," Fourth Pan Ameri-
can Commercial Conference, p. 2, Oct. 6, 1931.
6 "Gold versus Inflation," M. and M., April, 1948.
14 CYANIDN.rION AND CONCENTRA'l'ION OF ORES
prices toward higher and higher levels than the vast increase in debts and monetary
obligations of our own and prncticnlly all major governments.
There is nothing unorthodox in the situation in which the gold miners find them-
selves today. With wages and the prices of 1111 materials required in the production
of gold I1t the high levels ohnrnoteriatio of a period of prosperity, phony or other-
wise, and with shortages of both men and machinery to contend with as well, the
spread between the returns in paper dollars that must be accepted for gold in the
United Stutes and the cost of producing it is ruther painfully small for most pro-
ducers. Technical improvements, stimulated by the urgency of declining profits,
have to some extent made the decline in profits less drastic in 11 few cases, but the
relief to be gained in this WI1Y in an industry already smoothly and efficiently oper-
at.ing is I1t best rather limited. Consequently we find the gold mines the country
over still far below the level of output and profits that formerly prevailed arid still
struggling to overcome the special financial and physical hardships that were so
nrbitrarily imposed on them during the war.
On the other hand, faith in the inherent value of gold seems stronger than ever,
even though the returns from mining are temporarily below the rate that makes the
industry I1S 11whole prosperous. This faith is revealed by the persistence of prospect-
ing and exploration in 1111 the gold-bearing regions without apparent decline in en-
thusiasm and hope, and it is most clearly shown by the bold and immense expendi-
tures on deep shafts and large plants that are being made with confidence in new
enterprises on the extensions of the gold-bearing reefs of the Rand and on the newly
discovered deposits in the Orange Free State.
It would be most interesting to know at what price per ounce gold would circulate
freely with today's paper dollar. If such a price could be established by some
practical and empirical means, stabilizution of the dollar I1tthat level with complete
interchangeability of gold and pl1per would undoubtedly be a most beneficial step.
With this accomplished, adjustment of the various currencies of the world to gold
and the dollar would be 11 relatively easy way of correcting the fractions that are
solemnly agreed upon in today's official exchange rates.
A higher price of gold would no more influence domestic prices in dollars than
did the increase from $20.67 to $35 per ounce in 1934. But it would be an admission
of the weakness of the dollar and of the present degree of inflation,
In a paper entitled "The Future of Gold," Arthur Notman? remarks that
apparently, the world as a whole still regards it (gold) as preferable to the
paper promises of governments, however sound, relatively, they may
appear. Actually, we have no way of measuring the true strength of this
feeling, because the principal governments of the world have made it
legally impossible for their citizens to own gold except in the form of
ornaments.
If the volume of gold in the world fails to grow in step with the volume of the
world's business, because it has become more difficult to find and produce I1t I1n
arbitrarily set price in terms of other goods or because of an increasing demand
for the metal as a means of conserving values (through hoarding), or because of the
growing volume of paper promises, thereby reducing the availahility of the metal
for free conversion, there remains but one way in which to restore that confidence
7 Trans. 50, eLM. and M., 127-130, 1947.
HISTORICAL
15
necessary to trude, namely, by facing reality in recognizing the decline in the pur-
chasing power of paper currencies through rnising the value of gold in terms of those
depreciated tokens and encouraging the search for and production of gold and its
release from hoarding.
If we are not to return to the "dark ages," which were "dark" primarily because
the world's confidence in the integrity of its neighbours had disappeared and with
it the free exchange of goods, services, and ideas had come to a halt, we must brea"k
this vicious circle. It has been suggested in certain well-informed quarters that the
first step in this direction should be the restoration of free coinage of gold by the
United States, as the only nation in a position to do so. The United States dollar
would then cease to be merely another paper token, and other currencies could be
accurately weighed against the dollar. Many of the uncertainties in the proposed
operations of the International Bank and Fund wouldfbe solved by this procedure,
in their opinion. With little or no claim to wisdom in the field of monetary policy,
I very humbly record my endorsement of this procedure.
Addressing the 75th Anniversary Jubilee of the A.I.M.E. on "The Future
of Gold in the World Economy," P. M. Anderson," managing director of
Union Corporation, Johannesburg, saw no basis for fear over gold's future
status. He viewed gold as having a function in monetary systems similar
to that of stand-by capacity in a power plant and predicted that democratic
nations will return to gold as rapidly as they can solve the emergency prob-
lems which have grown out of the war. Presuming that the Far East will
improve its economic status, he saw it as a market for nearly half the gold
production of the future. He predicted that the financially stronger
democratic countries would soon make gold available to citizens and that
the financially weaker ones would find gold a necessary medium of exchange
because of lack of confidence in their paper. Mr. Anderson concludes by
remarking:
At the present price of the metal, gold will be produced in quantities sufficient
for a steady expansion, but not in any great abundance. Gold will presumably be
added to the world's stock at a rate closer to 2 per cent than to 3 per cent per annum.
8 E. and M.J., Vol. 148, No.4, April, 1947.
CHAPTER II
Examination and Testing 0/ Ore
Repuioble firms and experienced metallurgists who specialize in the testing
of ores are to be [tnuul in all of the principal mining countries. Laboratories
operated by governmental agencies conduct preliminary tests on ores for pros-
pector 01' mineowner in the United States, Australia, and Canada.
Leading mamufaciure of machinery and chemicals used in cyanide and
flotation plants maintain testing plants where the essential factors governing
the proper llse of their products are tleiermined by experienced experimenters.
For all those properly qualified, by education 01' experience who desire to
carry out their own tests, a description of the general methods of conducting
them and of the a/pptmuus required. is O1ltlined in this chapter.
SAMPLING
The value of any series of experiments depends entirely upon the kind of
sample of ore provided for the test. It must represent, wholly and com-
pletely, the character of the material that will be treated in the plant to be
designed and constructed. If it does not, the tests will be useless or, worse,
misleading.
In some cases, owing to conditions under which mining is carried on, it is
considered advisable to remove a portion of valueless material by sorting
before the ore is delivered to the metallurgical plant. No intelligent ap-
praisal of the need for sorting or its extent can be determined from a
laboratory sample, but it is essential that the test sample should represent
accurately the character of the proposed mill feed, as to both precious-metal
content and the proportions of barren material, wall rock, gangue, etc.
All these factors are important, since they determine the sizes of equipment
for settling, filtering, clarifying, and classifying as well as grinding equip-
ment. These details are crucial and are essential parts of a complete
investigation of possible metallurgical processes. Therefore, if sorting is
to be done, the test sample should represent the ore after sorting.
The quantity of the sample is important in its bearing on' the repre-
sentative nature of the material. It should be sufficient to represent truly
the character of the ore. Canadian custom at present is to ship from 500
lb. to 1 ton for Ottawa tests. Where the material is unusually uniform,
smaller amounts will serve as well.
In cutting down the sample and making separate portions for different
methods of treatment, all possible care should be taken to ensure similarity
16
EXAMINATION AND TESTING OF ORE
17
of each portion. No care is too great to make certain of the representative
character of the sample for testing. Consideration should be given also the
abnormalities of ore feed that may be expected, owing to variations of the
ore bodies being mined, to alter the average of usual character of the mill
fued. .
Various theoretical studies have been made to determine the minimum
size of a sample cut for any specified degree of allowable error.
Reduced to its simplest terms, one accepted formula- is
75D3
W - -----------..,.
- (01 )2 X (m. !lJom)
10 error l
Gm
where W = weight of sample required in grams
D = diameter in millimeters at which sample is 1.5 per cent plus
%error = error allowable (relative)
wt. %m = weight per cent of mineral m.
dm = density of the mineral ni
It is on gold ores carrying relatively coarse gold that the real problem
arises, because the wt. %m is low and the dm. is high. In ore assaying
0.1 oz. per ton, the wt. %m = 4.2 X 10-
4
% dm. = 10.3. Thus if such an
ore is to be sampled to 0.005 oz. (=5 per cent error) at 20 mesh, the sample
to be taken is
W=
75 X (.833)3
(5i X (4.2 X 10 4)
19.3
80,000 grams = 176 lb.
TIlls assumes the gold to be free and occurring in grains up to 20 mesh in
size.
For a 500-gram sample of this ore to be representative to a 5 per cent
error, the ore would have to be crushed to
0.833
V160 = 0.156 mm = 100 mesh approx,
MICROSCOPY AS AN AID IN CYANIDATION PROBLEMS
The assistance that can be obtained from the microscope in solving ore-
dressing problems has been increasingly appreciated in the recent years, as
attested by the frequency of papers on the subject.
Observations by means of binocular microscopes with magnifications up
to 100 diameters and corresponding resolutions have long been common
1 For the development of the above formula see Gaudin, Principles of Minerol
Dreseinq, McGraw-Hill, p. 515, 1939.
18 CYANIDATION AND CONCENTRATION OF ORES
practice, and such observations are a great help in working out methods for
the satisfactory treatment of an ore.
Further progress resulted in the use of metallographic equipment and
magnifications up to 500 diameters. However, it is only recently that
full use has been made of metallographic microscopes with useful mag-
nifications up to 1000 diameters wherein particles 0.5 micron in diameter
or less are clearly resolved. Such work requires skillful preparation of the
specimen before the full capacity of the microscope can be made use of.
(a) (b)
FIG. 2. Photomicrograph of a polished surface of a cyanidation residue reveals (a)
an inclusion of gold (G) measuring approximately 2 by 3 microns, locked within a
grain of arsenopyrite (zlr ): (b) two minute gold particles (G) enclosed in a grain of
pyrite (Py), the larger of the two inclusions being only about 5 microns in width.
Magnification in each case = lOOOX, with oil immersion objective.' (American
Cyanamid Co.)
The latter technique is of especial value in connection with cyanidation
of gold and silver ores, because in certain ores some of the gold occurs as
minute blebs or stringers in pyrite, the inclusions often being as fine as 1
micron in diameter. Two excellent examples of such occurrences published
some years ago are (1) "Increasing Gold Recovery from N oranda's Milling
Ore," by C. G. McLachlan, Trom 112, A.I.M.E., 570, 1935, and (2) The
Role of the Microscope in Ore Dressing, American Cyanamid Company,
pp. 12-14, 1935.
By permission of American Cyanamid Company the following illustrative
example is quoted from the paper referred to above:
Typical Problems-Example I.
A sample of auriferous-pyrite concentrate assaying 4.75 oz. per ton was sub-
mitted to our ore-dressing laboratory for the purpose of determining whether the
gold could be extracted by means of straight cyanidation.
EXAMINATION AND TESTING OF ORE
19
Preliminary tests on this sample indicated t.hat this mater'inl W[1S very refrnct.ory.
Subsequent tests, in which the raw concentrate W[1S reground to -325 mesh and
cy[1nided for a long period of time with a strong solution, failed to improve the ex-
traction mutei-ially. The lowest eyunide residue contained 0.33 011. per ton. At
this stage in the invest.igat.ion it W[1S decided to submit a sample of the above residue
to the mioroseopical Iaborutory for the purpose of determining the' form and manner
of associ[1tion of the gold. Accordingly, samples of the +325-mesh and -325-mesh
residues were briquetted, polished, and examined with the metall ograph [1t high
m[1gnific[1tion .... It W[1S noted that the gold occurred [1S metallic gold completely
encased in pyrite and that the size of the gold particles W[1S about 1 to 3 microns.
Inasmuch [1S minus 325 mesh is about the present economic limit for grinding,
it W[1S useless to proceed with further tests along the lines of finer grinding and
eyanidution of the r[1W concentrate. Thus at an e
J[1rly
stage in the investigation,
the intelligent use of the microscope saved much useless work by narrowingdown
the lines of uttack and pointing to [1 practicnl solution of the problem. In this case
either rousting prior to eyanidatiou or direct smelting of the concentrate W[1S defi-
nitely indicated.
For further information on the subject, the reader is referred to the
latter paper, which gives an excellent description of a modern microscopic
laboratory for such ore-dressing investigations, with practical examples,
methods used, and bibliography.
An interesting paper by R. E. Head? presented at the February, 1936,
meeting of the A.I.M. and M.E., subject, "Physical Characteristics of Gold
Lost in Tailings," indicates the possibilities of the microscope in the study
of tailings losses. The following is an extract:
SURFACE CONTAMINATION
The experience gained by microscopic study of numerous gold ores and tailings
has shown that there are pronounced differences in the physical characteristics of
the minerals composing them, more especially of the gold. Repeated studies of
tailings from flotation and cyanidation of gold ores has established the fact that
surface contaminations on gold particles are often directly responsible for high gold
losses; comparison of gold particles isolated from flotation concentmtes and the
resulting tailings have shown that the clean gold has been recovered and the tar-
nished or contaminated gold invariably lost in the tailing. Obviously, it is not
possible to make such a comparison of gold ores treated by cyanidation, as the
clean gold has been taken into solution; but when the gold found in cyanide tailing
has a tarnished or coated surface, one may infer, with a reasonable degree of cer-
tainty, that the clean gold has been extracted. This premise is supported by experi-
mental evidence obtained by isolating particles of tarnished gold and exposing
them to cyanide solution in small parting cups. In one such experiment, tarnished
gold particles picked from a cyanide tailing showed but slight evidence of dissolving
at the end of 27 days. In this test, a cyanide solution of 1.6 lb. per ton was used,
and the leuch solution was decanted and renewed every 24 hr. The proof of cyanide
attack was manifested by a noticeable thinning of the gold particles at the edges.
A rim of a substance that appeared to be gelatinous W[1S visible at the edges of the
2 Microscopist, Intermountain Experiment Station, U.S. Bureau of Mines, Salt
Lake City, Utah.
20 CYANIDATION AND CONCENTRATION OF ORES
gold particles, and there is reason to believe that this material encased the entire
surface of the gold particles. It is not known whether the gelatinous film is of
secondary origin, resulting from a reaction between the cyanide and some substance
or substances adhering to the gold surfaces in the form of a coating, or is an original
constituent of the surface contamination which has been made visible through the
dissolving of a small amount of gold at the margins of the particles.
TESTING FOR ACIDITY OR ALKALINITY
Acidity or alkalinity determinations of water for and solutions used in
plants treating gold and silver ores are of importance. Methods range from
simple tests with litmus papers or phenolphthalein solutions to pH deter-
minations.
pH Determination. The pH value indicates with a high degree of
accuracy the amount of active acidity or alkalinity in contrast to the
total acidity or alkalinity as determined by ordinary titration methods.
The symbol stands for the logarithm of the reciprocal of the hydrogen-
ion concentrationH'", and on this account the higher the numerical value
on the pH scale the smaller the number of free hydrogen ions in solution,
and vice versa. Furthermore, it will be noted that, since the relation-
ship is logarithmic, each successive pH number represents a tenfold change
in the hydrogen-ion concentration. Pure de-aerated distilled water is
neutral in its chemical reaction, which means that it is neither acid nor
alkali and that its number of H ions is equal to its content of OH ions.
It has also been determined by analysis that the degree of ionic dissocia-
tion of pure water, or, in other words, its hydrogen-ion concentration,
is 0.0000001 (one ten-millionth) gram per liter (1000 cc). Therefore by
the definition given in the previous paragraph, its pH value would be
determined as follows:
pH value = log (H
1+
) = log of ~ 1 = 7.0
This pH 7.0 value is therefore the neutral point of the pH scale at 22C.
This neutral point rises and falls inversely with the temperature, and at
18C. it is 7.1.
A 0.1 normal solution of hydrochloric acid contains by definition 0.1
gram ionizable hydrogen per liter, so that if completely ionized the solution
would contain 0.1 gram hydrogen per liter. From electrical measure-
ments, however, it is known that at '18C. only 91.4 per cent hydrochloric
acid is dissociated into ions. The balance remains in the solution as HCI
molecules.
Since only 91.4 per cent is ionized, it contains
0.1 X i ~ ~ = 0.0914 gram H+ per liter
EXAMINATION AND TESTING OF ORE
21
log 10.94 = pH 1.04 or
Therefore the pH value of O.lN HCI is
I
. f 1
og 0 0.0914
By a similar calculation it can be shown that a O.lN solution of acetic
acid, whose 0.1 gram per liter ionizable hydrogen is dissociated only to' the
extent of 1.36 per cent, has a pH of 2.86. In other words, O.lN HCI con-
tains almost 70 times the number of active hydrogen ions as O.lN acetic
acid, which by ordinary chemical titration methods is of the same strength.
Similarly, 0.3N solutions of sodium bicarbonate (NaHC0
3
) , sodium
carbonate (Na
2C03
) and sodium hydroxide ('NaOH) , which all have the
same alkalinity when measured by ordinary chemical titration methods,
have pH values of the order of 8.40, 11.60, and 13.00, respectively.
Because of this difference in ionization, different acids and alkalis are
designated as weak or strong. As applied to corrosion, pH values measure
the intensity of the corrosive action, while total acidity by titration meas-
ures the amount of corrosion which will occur before the acid is exhausted.
The method of pH determination is particularly useful where the acidity
or alkalinity is so slight as to be below convenient titration range. One
method of measurement is to add specific "indicators" which show charac-
teristic color changes at certain pH values and to compare these colors
with standards in the form of solution or color charts. One instrument
largely used for this purpose is the LaMotte roulette hydrogen-ion com-
parator, where a large number of standard solutions may be viewed along-
side the sample against a fixed light source.
Another device makes use of specially treated paper enclosed in plastic
containers. Pieces are torn off, immersed in the solution, and the color
change compared with charts on the containers (Beckman type).
The most accurate device, however, is the pH meter, an electrometric
instrument which measures the pH directly against a standard calomel
electrode. These instruments, which are made by the Leeds and Northrup
Company of Philadelphia, Pa., the National Scientific Laboratories of
Pasadena, Calif., and others, are carried by all leading supply houses.
SIZING
Sieve Analysis. A sieve analysis of the ore will often supply informa-
tion of considerable value. This may start at about 20 mesh and include
the range of sizes to and including 325 mesh. A portion of each sieve
size should be examined under the microscope and assayed for gold and
silver.
A sample also should be separated into a sand portion and a slime portion.
A series of such separations may be made, each starting with the ore crushed
22 CYANIDATION AND CONCENTRATION OF ORES
to a different degree of fineness. For example, a sample of ore might be
crushed so that it all passes a 20-mesh sieve. The material is then sepa-
rated by panning or by decanting under definite and controlled conditions
into sand and slime fractions. Each fraction is weighed and assayed.
Another sample of the ore might be ground to pass 65 mesh, and a similar
separation made of sand and slime. Yet another separation might be made
on the ore ground to pass 150 mesh. In this way the distribution of the
precious metals can be determined under different degrees of grinding, and
the possibilities for separate treatment of sand and slime thus indicated.
As a rule, preliminary cyanide tests are best made by agitation methods
alone, and later the possibility of leaching a portion of the ore can be
investigated.
Elutriation Tests. Because of the mechanical difficulties in making
grading tests on sieves finer than 325 mesh, some precise method is de-
sirablewhere finer grinding is being done, as at Kirkland Lake and Beattie
(gold) and at Noranda (copper, gold, silver). Trials made with the Nobel
elutriator at the last place by C. G. McLachlan are described by him in
Trans. 112, A.I.l11.E., 1934. The work was simplified by reason of sizing
practically only one mineral-pyrite. At Noranda, they were able to
establish five size zones of constant range below 325 mesh with this
elutriator.
Other types of elutriators are the Schultz and Schoene, which have cylin-
drical portions at the center, and the Andrews kinetic elutriator, in which a
specially designed settling chamber is superimposed on a cylindrical settling
column and from which settled sand can be withdrawn into a measuring
vessel. A more recent device is the U.S. Bureau of Mines elutriator
described in R.I. 2951 and R.I. 3333, U.S.B. oj M. For a more detailed
discussion of this subject, the reader is referred to Taggart, Handbook oj
Mineral Dressing, Wiley, Sees. 19-99, "Size Testing," 1945.
Beaker Decantation. TIns method, which has proved to be reliable
and convenient, is in general use at the Westport Laboratory of The
Dorr Company. E. J. Roberts describes this procedure as follows:
An amount of sample containing about 100 grams minus 325 mesh material is
screened on a 200-mesh screen keeping the volume as small as possible. The minus
200-mesh pulp is then washed onto the 325 screen and the material on the screen
rinsed well (200 cc water or so) to remove fine slimes. If the material remaining
on the screen is over 15 grams, it is divided into 15-gram portions and each portion
treated as follows:
Into a shallow pan, such as a gold pan, run enough water to submerge the bottom
of the screen. Lower the screen into this and jiggle so that the water wells up
through the screen. Raise and tap the screen. Continue to do this for 5 min. and
at the same time keep swishing the sand around on the screen so that it covers the
screen evenly. Dry and weigh the plus 200 and the plus 325. This gives a 44-micron
separation.
EXAMINATION AND TESTING OF ORE 23
After 1- or 2-min. settling, the water can be decanted from the gold pan and the
residue washed into the main body of minus 325-mesh material. This is then allowed
to settle if over 2 liters or if much lime is present. The clear supernatant is de-
canted, and the thick pulp washed into a 2-liter beaker or battery jar. If the sam-
ple hus ever been in a lime solution, the safest plan is to dilute up to 2 liters and
settle once more to wash out most of the lime. .
TABLE 2. SETTLING RATES OF QUARTZ SPHERES IN WATER*
Cm. per min.
o
6
3
o
7
4
o
o
2
o
7
3
o
6
2
Mesh
12,000 GOOD 3000 1500 750 325 200 150 100 G5 48 35 28 20
---
------ -- -- -- ----
---- -- --
Dia., mi-
1.25 2.5 5 10 20 43 74 104 147 208 295 417 595 833
crons ... .
.1
---
----
--
--
-- -- ----
--
-- --
--
Temp. "C.
0 0.281t 0.0188 0.075 0.300 1.200 5.55 16.43 31.8 60 107 179 277 422 61
5 0.333t 0.0222 0.089 0.355 1.420 6.56 19.45 37.1 69 120 196 300 452 65
10 0.366t 0.0257 0.103 0.412 1.648 7.62 22.6 42.4 77 132 212 320 480 69
15 0.442t 0.0294 0.118 0.471 1.884 8.71 25.8 49.0 86 144 229 345 510 72
16 o.453t 0.0302 0.121 0.486 1.932 8.93 26.5 50.1 88 146 232 349 516 73
17 0.465t 0.0310 0.124 0.496 1.984 9.16 27.2 51.2 89 148 236 353 522 74
18 0.476t 0.0317 0.127 0.508 2.032 9.39 27.8 52.3 91 150 239 357 528 74
19 0.488t 0.0326 0.130 0.521 2.084 9.62 28.5 53.4 93 153 242 361 534 75
20 0.502t 0.0334 0.134 0.535 2.140 9.89 29.4 54.5 94 156 245 365 540 76
21 0.514t 0.0342 0.137 0.548 2.192 10.13 30.0 55.5 96 158 248 368 544 76
22 0.526t 0.0351 0.140 0.561 2.244 10.37 30.7 56.5 97 160 251 371 548 77
23 0.539t 0.0359 0.144 0.575 2.300 10.62 31.3 57.5 99 162 253 374 552 78
24 0.552t 0.0368 0.147 0.589 2.356 10.88 31. 9 58.5 100 164 256 377 556 78
25 0.564t 0.0376 0.151 0.602 2.408 11.13 32.5 59.5 102 166 258 380 560 79
30 O.632t10. 04210.169
10.674
2.696 12.46
135.5
64 109
1
174 270 395 575 82
* The WESTPORT MILL, DORR COMPANY, INC.
t Cm. per hr.
For materials other than quartz 325 mesh and finer, multiply above figures by
(ds - 1)/1. 65, where d.s = density of material.
NOTE: Multiply em. per min. by 1.97 to get ft. per hr. Divide em. per min. by
30.5 to get ft. per min.
The pulp is then diluted back to about 2 liters, 0.1 gram Na
2COa
added, followed
by 1 to 5 cc sirupy Na2SiOa and the pulp stirred for 5 min. with a high-speed stirrer.
Remove stirrer, and if the suspension appears to be dispersed, proceed.
Take the temperature, then stir with a rubber-stopper-tipped rod to get as much
vertical motion as possible for 10 sec., reverse motion just enough to quench all
rotary currents, and note the time.
Measure the depth of the suspension from the meniscus to the sand line after
tapping. Calculate the time required for a 20-micron particle to settle this distance
at the temperature measured by referring to Table 2. Let this = A min. After
24 CYANIDATION AND CONCENTRATION OF ORES
A min. tap the beaker again, lift carefully, and pour off the supernatant suspension
into the other 2-liter beaker. Pour off all the liquid. The +20-micron particles
should remain on the bottom of the beaker in a firm cake or at the most only slide
a little if the pulp has been properly dispersed.
Time can be started on the lO-micron cut as the suspension is poured above. No
stirring is ordinarily necessary.
The +20-micron material is cleaned while the 'l.O-micron cut is standing. A liter
of water is added to the residue in the beaker, 1 cc Na2Si03
added, and the solids
thoroughly stirred. Temperature and distance are measured, and the time for a
20-micron particle to settle calculated = A' min. At the end of A I min. the suspen-
sion is poured off into a I-liter beaker. This is repeated twice more using the second
and third l-Iiter beaker to receive the supernatant. These l-Iiter beakers are placed
in line behind beaker 2 which is full of -20-micron pulp. The residual +20-micron
sludge is washed into a dish, decanted, dried, and weighed.
The lO- and 5-micron cuts are made in exactly the same manner as the 20, the
supernatant being poured off at the calculated times for lO and 5 microns. The
suspension in the first I-liter beaker is the first wash solution for the lO-micron cut,
and it is poured back into the same beaker after the wash, beaker 2 poured on, etc.
The wash solutions are suspended thoroughly before pouring onto the sludge so that
the beaker drains clean.
TABLE 3. SIZE OF SEPARATION
Per Cent Settling with Material Coarser
than Diameter of Separaiion.
66.4% of the 0.9 to 1. a x material
27.4% of the 0.8 to 0.9 X material
10.0% of the 0.7 to 0.8 X material
5.2% of the 0.6 to 0.7 X material
0.8% of the 0.5 to 0.6 X material
Size of Separation
0.9to1.0
0.8 to 0.9
0.7 to 0.8
0.6 to 0.7
0.5 to 0.6
The separations may be carried down to 2.5 or even 1.25 microns if desired, al-
though the times become excessive. Or the butting may be stopped at 10 microns.
The overflow from the finest cut is flocculated with A1
2(S04)3,
filtered, dried,
and weighed.
The percentage of each size is figured on the basis of the total of the weights of
the finished samples. .
If a 30-, 40-, or 44-micron separation is desired, it is most conveniently made
on the finished +20-micron partial, using four I-liter portions of water with no
dispersant. The supernatants are all poured into a common receptacle, settled a
half hour; the clear water decanted; and the residue dried and weighed as the +20-
micron fraction.
The weight percentages of the micron cuts are reported and plotted at 90 per cent
of their nominal diameter; e.q., the per cent in the 20-micron cut is reported as
per cent -44 microns +18 microns. The reason for this is that the cuts, even
with three washes, are not completely free from finer material but contain enough
of it to be just about equivalent to 90 per cent of the diameter. The proportions
of the finer sizes contained after four decantations are shown in Table 3.
The rates given in Table 2 are for quartz spheres, density 2.65. As
indicated on the table they may be applied to other materials in the fine
sizes merely by multiplying by (dB - 1) /1.65.
EXAMINATION AND TESTING OF ORE
25
9 2
_l-
V
/"
/
1/
1/
?
I
1/
II
I 5 10 20 c 40506070 80 90 95 9899.5 .8.9
10
417
295
18
147
104
~ 74
l::?
~ 52
43
208
Percent cumulative plus
-
(c)
0.2 0.3 0.4 0.6 0.81.0 .02 .03 .04 .060.8.10
~
L........
t?
I ~
~
.>:
~
1.-
---
l--
.-
V
I---
.i>
10
o 0.1
~ 100
E: 80
~ 70
!J> 60
~ 50
E: 40
~
: 30
~
a 20
Opening in millimeters
(b)
FIG. 3. Screen analysis of a typical classifier overflow plotted (u) on log probability
paper; (b) on log log paper.
Still other methods of subsieve sizing include use of the sedimentation
balance" and the Bouyucous hydrometer. These and other related methods
are discussed in Mscromeritice by J. M. Dalla.valle, Pitman, 1943.
Figures 3a and 3b show two methods of plotting the results of a sizing
a Fred C. Bond, "The Sedimentation Balance for Measurement of Size Distribu-
tion of Fine Materials," T.P. 1129, A.I.M.E., 1939.
26
CYANIDAUON AND CONCENTRA'l'ION OF ORES
analysis. The first (Fig. 3a) is a plot on log probability paper (No. 3128,
Codex Book Co., Inc., Norwood, Mass.) which has the advantage of expand-
ing the readings at the coarse end of the distribution line and makes it
possible to compute intermediate values throughout the size range quite
accurately. In Fig. 3b
4
the same analysis is shown on log log paper with
per cent cumulative minus the mesh weight values plotted against milli-
meter openings. Here the size distribution tends to approach a straight
line, and extremely low subsieve readings can be obtained by extrapolation
as shown.
Air Sizing. Air sizing down to 10 microns, a technique developed by
Prof. H. E. T. Haultain of Toronto University, has been established as
regular procedure in the testing laboratories of The Lake Shore Gold
Mines, Ltd., at Kirkland Lake, Ontario, with most satisfactory results.
For details one is referred to the publication of C.I.M. and M., Milling
Investigations at Lake Shore, 1936. A brief description of the device is
included in Chap. XII for the reader's information.
TESTING PROCEDURE
Examination of Ore. Before an ore is tested for its amenability to the
cyanide process, it should be subjected to a preliminary examination in
order that the experimenter may become familiar with its general physical
and chemical characteristics, Knowledge so obtained will be of value
in laying out the most effective testing program and may point to special
methods of attack should the ore not respondreadily to simple methods
of cyaniding.
A representative sample is taken from the ore to be tested. The size of
this sample will depend somewhat upon the amount of ore available, but it
need not exceed to I lb. If the ore is in lumps coarser than 1 in., exam-
ination may reveal the nature of the are and gangue minerals, the degree of
crystallization, the extent to which crushing may be required to liberate a
portion of the ore minerals, and other pertinent information. The sample
is then ground to about 20 mesh, and a weighed amount panned. The
concentrate from panning is roughly weighed and then examined under a
low-power microscope. The amount and size of any elemental gold and
silver are noted, and the nature and amount of any sulphides or heavy
minerals are determined. Copper minerals and tellurides especially should
be sought. A portion of the concentrate (or some of the crude ore) is given
a rough qualitative chemical examination.
From such a procedure, information as to the desirability or necessity for
any treatment such as amalgamation or concentration (gravity or flotation)
4 R. Schuhmann, Jr., "Principles of Comminution. 1. Size Distribution and
Surface Calculations," T.P. 1189, A.I.M.E., February, 1940.
EX.AMINATION AND TESTING OF ORE
27
preceding cyaniding may be obtained. Also, there will be some indication
as to the degree of grinding necessary.
After being ground to a suitable size, the ore is now sampled for assay.
This size will depend upon several factors, such as the nature and amount
of material available. It is essential that the assay sample be thoroughly
representative, and the exact procedure must be adapted to the conditions
prevailing. The amount of analytical work done will depend upon the
extent of the testing work to be undertaken and will range from determina-
tion of gold and silver only to a practically complete analysis.
In connection with the analytical work it)s generally advisable to make
a qualitative test for water-soluble salts and if any be present to determine
their nature.
Where the ore is known to contain coarse gold or "metallics," it is essen-
tial that these be removed first from the head sample and separately weighed
or run down in an assay crucible and collected in lead by standard assay
procedure.
A known weight of, say, 500 to 1,000 grams is crushed to about 100 mesh
and then either panned or put over a laboratory jig for removal of metallic
gold. The tailings can then be dried and assayed in the usual way, while
the metallic gold recovered is calculated back on the basis of the weight of
total sample taken.
Preparatory Processes Followed by Cyanidation. The most suc-
cessful treatment process is the one that yields the greatest net profits.
As the complexity of a treatment increases, so also does the number of
factors to be considered before arriving at a decision as to the methods
best adapted to the ore under examination.
The following operations may precede cyanidation.:
1. Amalgamation. Amalgam converted to bullion; tailing cyanided.
2. Coniuroi) or blanket strokes. Concentrate amalgamated; tailing cyanided.
3. Gmvity concentration, Concentrates may be
a. Smelted.
b. Amalgamated with or without cyanidation of tailing.
c. Cyanided, raw or roasted; tailing cyanided.
4. Roasting. Calcine cyanided direct or after amalgamation or concentration
on blanket or corduroy strakes.
5. Acid wash to remove soluble harmful constituents such as ferrous iron and
copper compounds.
6. Aeration with lime solution.
7. Flotation. Concentration treated as in 3; tailing cyanided or discarded.
Laboratory testing of the foregoing operations may be conducted as
follows:
1. Amalgamation. Several lots of the ore are prepared by grinding to
such different sizes as may seem desirable. A 200-gram sample of ore is
28
CYANIDA'I'ION AND CONCENTRATION OF ORES
put into a bottle with 100 cc water, 1 gram NaOH, and 30 to 50 grams mer-
cury. The bottles are placed on rollers and revolved for 1 to 2 hr. The
pulp is then panned, and the mercury separated. Pouring the partially
cleaned mercury from one clean beaker to another and washing with a strong
stream of water will be found to facilitate final cleaning. A small amount
of sodium amalgam will be found useful in causing all the mercury globules
to coalesce. The tailings are dried and assayed. The mercury is dissolved
in nitric acid, and any remaining gold washed, dried, and wrapped in lead
foil with enough sil verfor parting and then cupeled. An alternative method
is to dissolve the mercury down to a small globule, which is then run di-
rectly into the assay crucible.
Sodium amalgam can be prepared by forcing small shavings of metallic
sodium beneath the surface of mercury. Care should be taken to see that
the mercury is dry. As the reaction is rather violent, due precautions
should be taken in making the amalgam.
Amalgamation tests can also be made in a grinding pan or an iron mortar,
particularly when the ore contains much silver. Copper sulphate and
salt may be added to the pulp. The ore may first be given a chloridizing
roast.
2. Corduroy 01' Blanket Strokes. In testing the use of blankets or cordu-
roy the pulp is wet ground to various sizes, and the pulp at a dilution of
about 4 or 5 to 1 is passed over the strake set at an inclination of about
to 1% in. per ft. Whenever possible, the strake should be not less
than 10 to 12 ft. long; the width is not so important. If for any reason it is
not possible to use such a length, or if the amount of ore is limited, some
idea of the effect of the strakes can be obtained by repeateelly passing the
pulp over a short strake. In laboratory tests the weight of concentrate is
disproportionately large as compared with plant practice.
The tailings are collected, weighed, and assayed. The blankets are
washed, and the concentrate collected. To make a complete recovery of
the concentrate, the blanket after being carefully washed should be burned
and the ash added to the bulk of the concentrate.
3. Gravity Concentration. If enough ore is available, a laboratory Wilfley
table may be used. For small lots of ore a gold pan or a small laboratory
jig such as the Denver mineral jig is convenient and gives reasonably good
results. Sufficient concentrate should be prepared so that the various
methods of treatment as already noted can be tried.
In hanclJing concentrate the experimenter should be particularly careful
to avoid losing any fine free golcl.
Both concentrate and tailing can be tested with and without regrinding.
The concentrate should be dried at low temperatures to avoid oxidation
EXAMINATION AND TESTING OF ORE 29
of sulphides, weighed, and assayed, and calculation made as to the ratio of
concentration.
"1. Roasting. In the laboratory, roasting experiments may be carried on
by using fire-clay roasting dishes or heavy sheet-iron pans, preferably in an
electrically heated muffle. The charges, period, and temperature should
be carefully noted. Modern methods of temperature control have made
possible greatly improved results in this field.
If the ore contains much arsenic, the amount should be determined before
and after roasting. If it is desired to reduce the arsenic to an extremely
low amount, the calcine is reroasted with charcoal. The calcine may be
passed over blanket or corduroy strakes and then cyanided after removing
soluble acidic salts or neutralizing them with lime.
5. TVashes. Some ores contain soluble iron or copper compounds which
cause a high consumption of cyanide. A water wash or a wash of dilute
sulphuric acid or sulphurous acid may remove these compounds to permit
of economical treatment of the ore by cyanidation. Washing has usually
to be avoided following a chloridizing roast, however, owing to dissolution
of gold chlorides, unless provision is made to recover them from the wash
water. While acid pretreatment has been used in a few cases, most careful
investigation should be made before adopting it.
6. Aeration. On some refractory ores and concentrates a preliminary
intense aeration in a strong lime solution before the addition of cyanide
has been found beneficial. The maximum solubility of lime, CaO, in the
ordinary cyanide mill solution is about 2.5 lb. per ton of solution. How-
ever, as much as 50 to 100 lb. lime per ton of ore may be used, depending
upon dilution and chemical consumption (see discussion of the Salsigne
process in Chap. XIII).
7. Flotation. Flotation testing of ores containing precious metals may be
for the purpose either of determining the applicability of the process to an
ore under investigation or of determining the possibilities of improving the
work of an operating flotation plant.
In the latter case the work is best done at the mill itself, samples taken
directly from various points' of the mill stream being used for comparison.
In this way it is possible to obtain a pulp that has been ground under operat-
ing conditions as well as to use the mill water, which may be of great im-
portance.
When the tests are made to evaluate the application of the process to an
ore, the work can, of course, be done anywhere. However, it should be
made certain that the ore used for experimentation is thoroughly repre-
sentative of that which is to be milled. Furthermore, if possible, a sample
of the water to be used in the mill should be obtained, and its effects noted.
30 CYANIDATION AND CONCENTRA'l'ION OF ORES
Difficulties are frequently encountered owing to surface oxidation of
sulphides, particularly pyrrhotite, and where flotation results cannot be
duplicated aftm: an interval of several days 01' weeks, this condition may be
suspected. On this account, it is also desirable to ship and store the ore
sample at as coarse a size as is compatible with good sampling, crushing to
under % to H in. only that portion which is to be used for immediate
testing.
One point that should always be kept in mind is the determination of the
propel' place flotation may fill in securing the maximum net profit from the
ore. On some ores an all-flotation treatment might be indicated; usually,
however, better results may be obtained by combining flotation-if it be
used at all-with other methods such as amalgamation, concentration, or
cyanidation, Again, if all-flotation seems to be best, the possibility of
separate treatments of different fractions of the pulp should be considered.
For example, the so-called primary slime might advantageously be sepa-
rated and floated in a separate circuit.
Naturally, such points cannot be determined in advance, but if the
operator will keep them in mind as the work progresses, he will be enabled
to obtain a better perspective of the basic problem, which is to produce the
maximum profit from the operation as a whole, and determine the proper
balance between extraction and cost.
The first testing should be confined to an all-flotation method so that the experi-
menter can become familiar with the ore. Careful observation, coupled with ex-
perience in testing, will enable the operator to interpret the various phenomena.
It is desirable that he shall have had practical operating experience so that he
may know the limitations of each step under consideration. Fortunately, it is
generally true that, if the laboratory procedure follows sound operating practice,
the flotation-mill results will equal or surpass those attained in the laboratory.
The simplest flotation testing results when a single mineral or concentrate is
desired. This is usually the case in copper ores when the copper occurs as one or
more of the sulphide minerals. Such ores generally contain more or less pyrite.
If the pyrite be present in such an amount that it would affect the grade of the con-
centrate, then differential methods of flotation are employed whereby the copper
metals are caused to float and the pyrite is prevented from floating.
Differential methods are also used in separating two or three minerals such as
galena and sphalerite or galena, sphalerite, and pyrite. When making differential
separations, it is important to know the degree with which one mineral may be inter-
grown or locked with another. This is determined by microscopic examination
and chemical analysis.
The distribution of the precious metals or their association with different base
metals should be determined, as this has an important bearing upon the net value
of the concentrate produced. For example,gold or silver associated with a lead
concentrate yields a greater net return than an equivalent amount in a zinc con-
centrate.
Within limits, the type of laboratory cell used is not a matter of great importance
EXAMINATION AND TESTING aFORE
31
as far as obtaining indicative results is concerned. That this is so is shown by the
fact that different operators using different types of laboratory machirles with which
each has become familiar will arrive at practically the same procedure. The impor-
tant thing is to obtain a machine which is mechanically reliable and easy to clean
and which permits quick work.
The amount of material taken for a test will be governed by the amount" of ore
available, size of machine, amount of floatable material in the ore, and various
other factors. If the amount taken for a test is too small, any errors or effects of
manipulation are unduly magnified. On the other hand, if the amount is too large,
each test may consume too much time-not so much the actual flotation itself but
the grinding or other preparation of the pulp and the drying and sampling of the
products. Probably 500 to 1000 grams is the best all-round size of charge. If pos-
sible, however, several different sizes of machines should be available so that charges
of 50 to 2500 grams can be used if desired, and more latitude is permitted for cleaning
operation, especially where the ratio of concentration is high.
Where differential separations are made or several cleaning operations seem
called for, t.lie amount of pulp taken should be sufficiently large to allow the various
operations to be made and to ensure resultant products large enough for assay.
Broadly speaking, the reagents used in flotation may be divided into three classes.
Various writers on flotation extend the division, and the nomenclature differs some-
what. However, the three following classes are generally recognized and accepted
by flotation operators without confusion:
1. CONDITIONING OR "MODIFYING" AGENTS. These include such compounds as
lime, soda ash, sodium silicate, sodium sulphide, sodium cyanide, sodium sulphate,
sodium bichromate, copper sulphate, and zinc sulphate, which are in general use.
There are others less frequently used.
2. PROMOTERS OR COLLECTORS. Under this heading are found the various xan-
thates, dithiophosphatos (aerofloat ), thiocarbanilid, fatty acids, and others classed
as chemical promoters and also certain oils and tars.
3. FROTHERS. This class embraces such compounds as the various pine oils,
cresols, alcohols, and other petroleum and coal- or wood-tar derivatives.
It is not within the scope of this chapter to enter into a detailed discussion of
the effects and use of the many reagents used in flotation. To those unfamiliar
with the subject, .the suggestion is made that they obtain from the manufacturers
or distributors of reagents data concerning their use. Then they should consult
various books and publications in which details of flotation-plant practice are
described.
The U.S. Bureau of Mines, in cooperation with various mining companies, has
issued a number of technical papers covering in great detail the flotation operations
at most of the important milling plants in the United States. Publications of the
various mining and metallurgical societies and technical journals contain many
valuable articles. Manufacturers' catalogues also are well worth study.
In Chap. XV considerable information will be found on the flotation practice
at the various mills described.
The amount of reagents used can be determined either by weight (dry reagent)
or by volume (definite-strength solution), and the amount used is usually expressed
in equivalent pounds per ton (2000 lb.) of original ore even though the operation
involved is a cleaning step involving only a small percentage of the original feed.
Lime is prepared as described under the sections on cyanide testing. Soda ash may
be used either dry or in solution. If dry, it should be thoroughly dried to constant
32 CYANIDATION AND CONCENTRATION OF ORES
weight und kept in [I stoppered bottle. The moisture content should be checked
occusionully, [IS soda [Ish may absorb 15 to 18 per cent water and still appear quite dry.
Wa.ter-soluhln salts such [IS zinc and copper sulphates and sodium cyanide should
be used [IS solutions of definite strength-I, 5, or 10 per cent-and measured by pi-
pettes. Xuuthn.tes [Ire best used as 1 per cent solutions and freshly prep[Ired each
day [IS needed.
Oils [Ire measured as drops from c[llil)mted pipettes or medicine droppers. A
dropper is used for each oil and is calibrated l;y weighing 10 or more drops. It is
convenient with some oils-e-purticularly steam-distilled pine oil-to have several
droppers delivering different-size drops. This cnn be done by druwing out the tip
of the dropper to [I onpillury and then breaking it off to obtain [I small orifice. In
this way it is posslble to obtain a variution of 50 to 250 drops of pine oil per grum.
The determination of the pH value of the water of the pulp should alwnys 1::e made
for reference, and the effects of changing the pH noted. A good procedure is to
take a sample of the dry crushed ore and grind it with distilled water in a porcelain
jar mill with flint pebbles. The pulp is filtered, and the pH value of the filtrate
determined. At the same time the water is examined in more or less detail for
soluble salts.
In order to obtain [In idea of the grade of concontrute [IS well [IS the recovery
that may be obtainable in practice, the following tests may be made:
Consider the simplest case where [I one-mineral concentrate is desired. After a
few preliminary tests so that the operator has [I fairly comprehensive idea of such
factors [IS degree of grinding, pH, reagents, and other pertinent de.tu, two tests are
made. In the first one such conditioning reagents [IS may be required are added,
and then three or four successive froths are removed and kept scparuto, staged
additions of promoters and frothers being used. The several froths and the tailing
[Ire dried, weighed, and assayed, and the distribution of the valuable mineral deter-
mined. All products should be examined under the microscope to obtain. an idea
of the nature and amount of any locked or true middling grains.
A oomparative test is then made under the same conditions, but only one froth
is made, the same kinds and amounts of reagents being used [IS before. After the
tailing has been diseharged from the cell and the cell cleaned, the froth is returned
and refloated. Further addition of reagents to this cleaning operation may or may
not be made ; only the judgment a.nd experience of the operator can determine.
This operation of cleaning the froth may be repeated [IS often [IS deemed necessary.
All products [Ire finally dried, weighed, assayed, and examined [IS before.
The information so obtained may then be studied for the purpose of arriving [It
an idea of a possible flow sheet, and the advnntages and disadvantages of the vari-
ous types of circuits may be determined. However, [Ill such deductions should be
made with caution and regarded only [IS indicative of whut to expect in plant practice.
As flotation tests progress, the operator will obtain [In idea of the nature of the
results being obtained by visual examination both of the froth and of the tailing.
This is best done by vanning samples on [I white enameled vanning plaque. The
plaque is then pI[Iced under [I microscope, and the product examined.
The froth sample is readily obtained by scraping it on to the plaque. The tail-
ing or pulp sample may be drawn from the cell by means of [I gluss tube about ~ in.
in diameter and 12 to 15 in. long, the ends of which have been closed sufficiently to
hold the pulp after the operator has sucked it into the tube.
Complete notes on every test [Ire essential. The operator should also record in
detail observations such [IS the character of the froth, the effect of each addition of
EXAMINATION AND TESTING OF ORE
33
reagents, and other ,phenomena. Nothing is too unimportant to be noted, so that
months after a test has been made, the original experimenter or another can repeat
the test and obtain substantially the same results; by reading the notes he can get
an accurate and comprehensive picture of just what happened. .
After the tests have been completed and a formal report is written, all pertinent
data may be abstracted and assembled in a form designed to convey the necessary
information, readily and accurately to the reader.
With some ores the removal of the slime portion before flotation is extremely
beneficial. Therefore, should an ore be encountered that seems to be difficult to
float by usual methods, the effect of removing the slimy portion ahead of flotation
should be investigated. Pructicully, slime may be considered as that portion of
the pulp finer than about 50 microns..
In practice the slime is usually removed by means of a DOlT bowl classifier or a
DOlT hydrosepurntor or by centrifugal means, such as the Bird centrifuge. In the
laboratory the usual method is to agitate the pulp thoroughly and then siphon off
the suspended portion at a rate corresponding to the settling rate of the largest
particle desired in the overflow. This may be repeated if two-stage operation seems
called for.
Sometimes a "mud" or a "talc" froth may first be removed by flotation. Such
froth will contain the greater part of the deleterious components with a negligible
amount of valuable mineral. The tailing from this operation will then generally
respond to usual methods of flotation.
The removal of slime from a pulp often markedly improves differential separa-
tions, although the results may not economicully justify the added step. Caution
should be used in recommending this procedure.
After the laboratory work has revealed methods by which it is believed the ore
may be successfully treated by flotation, the work should be reviewed in the light
of the relationship of flotation to other phases of the entire milling process. There
is, for instance, the question of the economics of direct oyanidation versus flotation
and cyanidation of the concentrates only, and such studies involve many other phases
of the treatment as ::I; whole.
For example, there are grinding, classifying, concentration (tables or blankets
and other gold-saving devices), thickening, and filtering. In the case of ores con-
taining gold or silver it may be found that a combination of flotation and cyaniding
may yield a greater net return than either one alone. The effect of the various
reagents on classifying, .t.hickening, and filtering should be investigated, particu-
larly if it is desired to recover the water for reuse.
The equipment of a flotation laboratory may range from something extremely
simple to quite an elaborate installation. The minimum requirements include
some means of wet grinding and a flotation cell. More complete equipment may
include various types of dry-grinding machines, wet-grinding units employing steel
rods, steel balls and flint pebbles, several types and sizes of flotation cells, testing
sieves, microscope, air compressor, and vacuum pump.
The arrangement of the laboratory should be carefully considered so that there
will be no lost motion in conducting a test. If possible, all wet work should be done
on a table or bench covered with sheet zinc and sloping to a drain, so that any spills
may be cleaned up readily.
Coneuntption. of Flotation Reagents. The following information concerning re-
agents and quantities commonly used in the flotation of gold ores of no particular
refractoriness is furnished by the American Cyanamid Company.
34 CYANIDATION AND CONCENTRATION OF ORES
Pounds pCT Ton
Addition agents:
Soda ash 0.50 to 3.0
Sodium silicate.................... 0.50 to 2.0
Activating agents :
Copper sulphn.te , . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. a.10 to 1.5
Promoters:
Aeroflout 15.......................................... 0.05 to 0.15
Aeroflout 25.. . . . .. .. .. . . . . . . . . .. . . .. .. . . .. .. .. .. .. O.05 to 0.15
Aerofioat 31 0.05 to 0.15
Reagent 208 0.05 to 0.15
Reagent 301. 0.05 to 0.15
Potassium amyl xantuate .. .' 0.05 to 0.1.5
'I'hiocarbanilid. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. O.05 to O.15
Frothers and froth stabilizers:
Pine oil. , 0.025 to 0.10
Cresylic acid. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 0.05 to 0.15
Coal-tar creosotes , a.10 to 0.25
Pine-tar oil. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 0.05 to 0.15
CYANIDE TESTS
AGITATION METHOD
Procedure. The following procedure has been found satisfactory for
carrying out cyanide tests by agitation.
Winchester bottles of about 2.5- to 4-liter capacity are used. It is
convenient to number the bottles and determine their tares, etching the
figures on the bottle by means of hydrofluoric acid and then marking over
the etching with a china- or glass-marking pencil. When a wet pulp
such as the tailing from amalgamation or concentration tests is the material
to be tested by cyaniding, the weight of the pulp is obtained by weighing
bottle and contents and subtracting the tare. When the test is finished,
the solids are dried and weighed, and the amount of solution used may be
determined. Otherwise a weighed amount of ore is put into the bottle,
and then a weighed amount of lime of known available lime content is
added. Next is added a measured amount of a cyanide solution of known
strength. The bottle with the pulp is then agitated.
The agitating device (Fig. 4) consists essentially of a series of horizontal,
rubber-covered, wooden rollers about 4H in. in diameter and 30 in. in
length, and mounted on bearings with their axes parallel. They are spaced
at about 7-in. centers and rotate at 50 to 75 r.p.m. When a bottle con-
taining pulp is placed between two adjacent rollers, it is caused to revolve
and the pulp is agitated. It is convenient to have a board set over the
ends of the rolls and at a right angle to their axes with a notch midway be-
tween the centers of the rolls to engage the neck of the Winchester bottle.
EXAMINNI'ION AND TESTING OF ORE
35
The notches are at such a height that the bottles are tilted, allowing them to
be filled with more pulp than if they rested on their sides and with no danger
of the pulp's splashing out.
Details of Testing. Enough ore for the maximum probable number
of tests is prepared by dry grinding so that it all passes a certain. size,
say 100 mesh. Samples for assay and screen analysis are taken.
We shall assume that it is desired to determine the extraction obtained
by treating a certain ore with a solution containing 0.05 per cent sodium
cyanide, NaCN, and 0.025 per cent CaO (protective alkalinity), which
means that the solution is to contain 1.0 lb. NaCN (free cyanide) and 0.5
oJ
FIG. 4. A device usee! in the testing laboratory of the DOlT Company for making
bottle cyanide agitation tests. As many as 20 bottles can be rotated at one time.
lb. CaO (protective alkalinity) per ton of solution. The pulp is to be
agitated at a dilution of 2.5 parts of solution to 1 part of ore for 24 hr.
All crude ores will be found to vary in their lime-consuming power, and
the extent of this factor should be determined prior to treatment. Pro-
vision must be made for the addition of enough lime not only to satisfy the
lime-consuming power of the ore but also to produce the proper hydrogen-
ion concentration during treatment. In determining the lime-consuming
power of raw ores, the following procedure has been recommended by
LaMotte, Kenny, and Reed in their book pH and Its Practical Application.
Determining Lime Requiremenu: of Ores. Fifty-gram samples of the dry,
ground are are placed in 8-oz. bottles with 200 cc distilled water. To the
first sample bottle no lime is added, to the second the equivalent of 0.5 lb.
calcium oxide per ton solution is added, and to the third, fourth, fifth, and
36 CYANIDATION AND CONCENTRATION OF ORES
other bottles 1.0, 1.5, 2.0, etc., lb. calcium oxide pel' ton solution is added.
The bottles are stoppered and agitated for 1 hr., after which the pulp is
filtered and the pH value of the filtrate determined. An analysis of the
filtrate is then made to determine the amount of calcium oxide remaining
in solution. When this value is known, the amount of lime consumed by
the ore can be calculated. This procedure permits excellent control of the
regulator, not only giving greatest economy but at the same time enhancing
the efficacy of the other reagents used.
A 400-gram sample of this ore is weighed out and put into a bottle.
(Foul' hundred grams is a convenient amount, although any amount from
100 grams to 10 kilograms may be taken, bottles of suitable size being used.)
The next step is to add the lime. It will be assumed that preliminary
tests or other information indicate that the ore will require about 2.0 lb.
CaO (100 per cent basis) pel' ton for neutralization during the first hour of
agitation. This means that 400 grams will require 0.4 gram CaO. In
addition to the lime for neutralization, enough lime will be needed to bring
the solution to 0.025 pel' cent CaO. At a dilution of 2.5 to 1 there "rill be
1000 cc (or ml) of solution which, at 0.025 pel' cent CaO, "rill require 0.25
gram. The total lime to be added then is 0.40 + 0.25, or 0.65 gram. The
hydrated lime has been tested and found to contain 69.0 pel' cent available
CaO; therefore, we shall add 0.65/0.69 = 0.94 gram of hydrated lime.
Water is added next, and the amount is determined as f011ows: 400 grams
of ore requires 1000 cc of solution for a dilution of 2.5 to 1; 1000 cc of solu-
tion at 0.05 pel' cent NaCN contains 0.5 gram NaCN, equivalent to 50 cc
of the stock 1.0 pel' cent NaCN solution. Therefore, add 950 cc water.
The pulp is shaken in the bottle for a moment, and then 50 cc of the
1.0 pel' cent cyanide solution is added.
Sometimes it is desirable to check the dilution, and this may be done
readily by weighing bottle and contents if the tare of the bottle is known.
The bottle is now placed on the rollers and agitated, the time being
noted. At the end of a period varying from to 2 hr., depending upon
the rapidity with which the cyanide or the lime is consumed, the solution is
titrated for free cyanide and protective alkalinity.
This is done by removing the bottle from the rollers and allowing the
pulp to settle until some of the supernatant solution can be drawn off in a
pipette. If the solution is clear enough, a 10- or 25-cc sample may be
cautiously drawn off in a pipette and titrated direct. If the solution is
turbid, about 50 or 60 cc may be drawn off, using a 100-cc pipette. The
solution is filtered through a dry filter into a clean, dry beaker, and a sample
is taken for titration (see Appendix B).
Determination of Consumption of Cyanide and Lime. The following
notes of a typical test will illustrate the method of calculating the con-
sumption of cyanide and lime :
EX.A.MINATION AND 'TESTING OF ORE
37
Ore-400 grams.
Lime added-0.94 gram hydrated lime = 0.65 gram CaO.
Solution-1000 cc (050 cc H
20,
50 cc 1.0 per cent NaCN solution).
Solution strength to be maintained at about 0.05 per cent N ~ and 0.025 per
cent CaO.
9:00 A.M.-start
10:00 A.M.-25 cc taken out for titration, giving 0.042 per cent NaCN, 0.022 per
cent CaO.
The solution is now brought back to a volume of 1000 cc having a strength of
0.05 per cent NaCN and 0.025 per cent CaO.
()75 cc at 0.042 per cent NaCN = 0.41 gram NaCN; 1000 cc of solution should
contain 0.50 gram NaCN; therefore, add 0.09 gram NaCN or 9 cc 1 per cent NaCN
solution and 16 cc H
20.
J
975 cc at 0.022 per cent CaO = 0.21 gram CaO; 1000 cc of solution should contain
0.25 gram; therefore, add 0.04 gram 100 per cent CaO or 0.04/0.60 = 0.058 gram
hydrated lime.
1:00 p.M.-25 cc taken out for titration, giving 0.048 per cent NaCN and 0.02
per cent CaO.
The cyanide .strength is close enough to that desired so that no correction is
necessary. The protective alkalinity, however, is lower than desired and is raised
as follows:
075 cc at 0.02 per cent CaO = 0.195 gram CaO. This amount subtracted from
0.250 gram (1000 cc at 0.025 per cent) = 0.055 gram; therefore, 0.055/0.69 or 0.08
gram hydrated lime is required. As the pulp may be expected to continue to con-
sume lime for the next few hours, a slight excess over the theoretical amount may
be added, say a total of 0.10 gram. Then, 25 cc of water is added to bring the vol-
ume of solution back to 1000 cc.
9:00 p.M.-25 cc taken out for titration, giving 0.045 per cent NaCN and 0.023
per cent CaO.
To bring the solution to the desired strength there are required
0.50 - 975 X 0.00045 = 0.06 gram NaCN
and 0.25 - '()75 X 0.00023 = 0.026 gram CaO. As the pulp is now to be left to agi-
tate overnight without further attention, add slightly more than these amounts
to take care of consumption, say 0.08 gram NaCN or 8 cc 1.0 per cent solution and
0.05 gram hydrated lime. Also added 25 minus 8 or 17 cc water to bring the solution
volunle to 1000 cc.
9:00 A.M.-finish of 24-h1'. agitation. The solution titrates 0.049 per cent NaCN
and 0.023 per cent CaO.
Results may be calculated as follows:
This is equivalent
NaCN Ou;
25 cc at 0.042% NaCN 0.01050 gram NaCN
25 cc at 0.048% NaCN = 0.01200 gram NaCN
25 cc at 0.045% NaCN = 0.01125 gram NaCN
1000 cc at 0.049% NaCN = 0.40000 gram NaCN
0.52375 gram NaCN
NaCN In
50.0 cc 1% solution
9.0 cc 1% solution
8.0 cc 1% solution
67.0 cc 1% solution
or
0.67 gram NaCN
0.67 - 0.524 = 0.146 gram NaCN consumed by 400 grams ore.
to 0.146 X 5 = 0.73 lb. 100 per cent NaCN per ton ore.
38 CYANIDATION AND CONCENTRATION OF ORES
This is equivalent
CaD Out
25 cc at 0.022% CaD = 0.00550 gram Cl10
25 cc at 0.020% CaD = 0.00500 gram CaD
25 cc at 0.023% CaD = 0.00575 gram CaD
1000 cc at 0.023% CaD = 0.23000 gram CaD
0.24625
CaD Tn
0.940 gram hydrated lime
0.058 gram hydruted lime
0.100 gram hydrated lime
0.050 gram hydrated Iime
1. 1'18
or 1.148 X 0.69 = 0.792 gram CaD
o792 - 0.246 = 0.546 = gram CaD consumed by 400 grams are.
to 0.546 X 5 = 2.73 lb. of 100 per cent CaD per ton of are.
It may not be necessary or particularly informing to carry out tests to
such a detailed degree as that shown. Each experimenter may determine
for himself the extent to which it is desirable to correct solution strength
and dilution during testing.
Rather than maintain the solution strength at approximately a predeter-
mined figure, some experimenters prefer the more simple method of not
making corrections of the solution during the period of agitation, starting
with a solution high enough in cyanide and lime so that at the end of the
period the solution is considered to be adequate. Such a procedure, how-
ever, is open to objection on the ground that the solution may be too strong
at the beginning and too weak at the end, and these conditions may lead
to erroneous deductions.
Series Testing. After a preliminary test has indicated the consump-
tion of cyanide and lime, several series of tests may be outlined in which
the effect of changing one variable is determined. These variables may
be cyanide strength, protective alkalinity, fineness of grinding, time of
agitation, dilution, addition agents (lead of mercury salts, bromocyanide
and others).
Each series should embrace 4 to 6 deg. of the variable or as many as may
be believed to be desirable. Finally, several tests may be made using
various combinations of the best conditions as determined by the series
tests.
Addition Agents. With certain ores it may be found that the addition of
a small amount of a lead or mercury compound is beneficial, either in
purifying the solutions or in increasing the extraction or both. Lead in the
form of litharge, as the nitrate or as the acetate, and mercury as the metal
or oxide may be used. Mercury is now seldom used. . .
It is always worth while to make parallel tests with and without one of
these agents. One-half to 1 gram of litharge or 4 or 5 grams of mercury
added to 400 to 1000 grams of ore is ample. In practice, probably less than
74 lb. of litharge per ton of ore is generally enough. As the effect of litharge
may vary greatly with the amount used, it is of great importance to deter-
mine accurately the critical amount to use.
EXAMINA'.rION AND TESTING OF ORE
39
Sometimes it is desired to determine the effect of bromocyanide on
certain gold ores, particularly those containing tellurides. As bromocyan-
ide is an unstable compound, it must be freshly prepared before use, and as
it and its vapors are extremely poisonous, due care should be used in its
preparation and use. When bromocyanide is being used, the protective
alkalinity should be kept at the lowest possible point. In this connection
a parallel test of the same low alkalinity but without the bromocyanide
should be made to make sure whether possible improved results should be
ascribed to bromocyanide or to low alkalinity. The reason for maintaining
a low alkalinity when bromocyanide is used is because BrCN is rapidly
decomposed by alkali. The reaction is usually illustrated thus:
BrCN + 2KOH = KBr + KCNO + H
20
In his 111tmual of Cyanidation, E. M. Hamilton says this:
The usual method of making the reagent for laboratory use is to add a strong
solution of cyanide to bromine (and not conversely) until the brown color is just
discharged:
KON + Br2 = KBr + BrON
The quantity of BrON may be determined in a working cyanide solution by
acidifying with hydrochloric acid, adding an excess of potassium iodide and titrating
the liberated iodine with decinormal sodium thiosulphate. J. E. Clennell in his
Chemisiru of Cyanide Soluiions, 2d ed., gives the following reactions:
BrON + HOI = HON + OlBr
OlBr + 2K1 = KOI + KBr + 12
1 cc O.IN thiosulphate = 0.00529 gram BrON
The BrON is added to the cyanide solution to be used for extraction purposes
in the proportion of about 1 BrON by weight to 4 of KON.
Change of Solution. It' is often of interest to determine the effect of a
change of solution upon the extraction (rate and amount) and the chemical
consumption. The procedure of effecting such a change will depend pri-
marily upon the dilution of pulp during agitation and the dilution to which
the pulp will settle after standing a short time. It is preferable to remove
the solution by decantation rather than by filtration.
Precise manipulation is necessary in effecting a change of solution.
Decluctions as to the effect of this procedure should be made with caution,
the practicability of reproducing the effect in plant operation being kept in
mind.
Grinding in Solution. The small samples available for laboratory experi-
ments cannot be expected to reproduce exactly conditions that will exist in
large-scale milling practice. Actual size reduction of the ore can be dupli-
40 CYANIDATION AND CONCENTRATION OF ORES
cated, of course, but closed-circuit grinding with a high circulating load
would be very difficult to reproduce on a laboratory scale. Particularly is
this true when grinding in cyanide solutions is to be practiced.
This is not to say that grinding in cyanide solutions should not be per-
formed in the laboratory. On the contrary, such grinding is likely to add
considerably to the knowledge accumulated in testing, and it should be
done. But the data thus gathered should be weighed with mental reserva-
tions and regarded as subject to some variation. As a matter of fact,
laboratory grinding in solution is standard practice at some testing plants;
and the information gathered is regarded as valuable.
Perhaps the nearest approach to solution grinding in the laboratory is to
grind in water, classify to desired sizes, and settle. Then cyanide solution
and lime are added to make up a solution of the desired strength. This
pulp may be then agitated for a time, to 1 hr., to check the approximate
dissolution in the mill-classification circuit. After this the pulp may be
thickened to the dilution at which the agitation and aeration are to take
place.
Cyclic Use oj Solution: After preliminary batch tests have indicated the
optimum conditions such as fineness of grind, dilution, strength of solution,
and time of agitation, tests should be made in which cyclic operations of .
agitation, thickening, decantation, washing, and precipitation are carried
out. The important point here is the reuse of the solution. It may be
found that fouling of the solution takes place and its efficacy diminishes to
a greater or lesser degree. If such be the case, it is essential that some
method of reactivating or purifying the solution be determined to avoid the
necessity of discarding too large an amount.
Testing for Reprecipitation. Reprecipitation of the dissolved gold
may under certain circumstances take place in the ore pulp before the
solution is separated from the solids. The most frequent cause is the
presence of carbonaceous material in the ore, but it is not generally realized
that pyrite and pyrrhotite in the presence of low free cyanide concentra-
tion can also act as effective precipitants for gold.
A suitable test is to agitate 500 grams of the ore with a pregnant solution
containing a low cyanide concentration and the same amount of gold as
contained in 500 grams of the ore. It was found, for instance, in the case of
one ore tested by this method that 85 per cent of the gold was precipitated
from the pregnant solution by the ore.
PERCOLATION METHOD
In cases where fine grinding is not necessary to liberate the gold values, it
is often possible to classify the coarsely ground ore into a sand and slime
product (at, say, about 200 mesh) treat the former by so-called percolation
EXAMINATION AND TESTING OF ORE
41
leaching and the latter by the agitation method that has been described
above.
For laboratory tests a convenient apparatus for percolation leaching
consists of a 3-ft. length of Ui in. inside diameter lucite or glass tube held
by clamps in a vertical position on the laboratory bench. The upper end is
left open, while the lower end is provided with a rubber stopper fitted with
a ~ : 4 : i n glass outlet tube, to which is connected a length of rubber hose.
Several shallow drainage slots radiating from the center are cut on the face
of the. stopper, a circular piece of light cotton filter cloth slightly larger in
diameter than the stopper is placed over the slots, and the stopper inserted
into the tube. The filter cloth will wedge between the stopper and sides
of the tube and be held firmly in place. The end of the outlet tube, which is
provided with a regulating clamp and small glass nozzle, is arranged to
carry the effluent solution into a Winchester quart bottle. Solution is
supplied to the tube by means of an inverted stoppered bottle conveniently
placed on a shelf above the bench and having a large outlet hose the end of
which is submerged below the solution level in the tube. As the level
drops, air is admitted to the bottle and enough solution flows out to sub-
merge the tube and reestablish the level.
In carrying out a test, the tube is filled to a depth of about 24 in. with
the deslimed sand, and the feed bottle filled with about 2 liters cyanide and
lime solution of known strength. The outlet clamp is closed, and the
solution run into the percolation tube to a level about 6 in. above the
surface of the ore. The end of the inlet hose is fixed at about this level.
The outlet clamp is then adjusted to give a flow of 5 to 10 cc per min. into
the effluent collecting bottle. Under the constant head, and if the slime
content of the sand is low,' there is little difficulty in maintaining this flow,
while the supply is automatically maintained, as above described.
When all the solution has run through (at the end of 4 to 8 hr., depending
on feed rate), the charge should be allowed to aerate for some time, while
the effluent solution is titrated for cyanide and lime content and made up
to strength by suitable reagent addition. This solution is then transferred
to the feed bottle, and the cycle of operations repeated.
The leaching operations should be continued for several days at least, at
the end of which time one or two water washes are applied and the sands
discharged, dried, and assayed.
In connection with laboratory percolation tests, E. M. Hamilton" re-
marks as follows:
One of the principal difficulties in such percolation tests lies in the fact that
the charge is so much shallower than a working charge that there is not sufficient
fi Mtuiual of Cyanidation, p. 226, 1920.
42
CYANIDNl'ION AND CONCENTRATION OF ORES
head to overcome the Ci1pilbrity of the interstices, so thnt, even with sand coarse
enough to percolate very rupidly, the level of solution will not f'all much below the
level of the sand. The result of this is t.hut the charge is not uerutad (us it is in
pmctice), by the air following the solution down into the interstices, between each
wash. This mav be overcome by applying a vacuum under the filtering medium
nfter the solution has ceased to percolate by gravity. In this Wi1Y the residual
solution is drawn off and the air follows it down. The charge should then stand
for several hours before the next wash is applied, This procedure is more impor-
tunt t hnn it may seem, since a difference in cxtruct.ion of 20 to 30 per cent hus been
in some instances observed according to whether the vucuum was applied or not.
PRECIPITATION
Method of Gold Precipitation. The following method of precipi-
tation of gold in pregnant cyanide solutions has been adopted by the Ore
Dressing and Metallurgical Laboratories, Bureau of Mines, Ottawa.
6
Pinch-cock
"
D
JJ
--To
sccto
FIG. 5. Laborutory gold-precipitation apparatus. iBureoai of Mines, Ottawa,
Canada.)
The apparatus consists of three Erlenmeyer flasks of 3000-cc capacity
(see Fig. 5). Flask A is for evacuation of ail' from the pregnant solution,
flask B is for precipitation, and flask C is for the barren solution. These
flasks are connected in series by tubing and are airtight. The "barren-
solution" flask C is connected to the suction.
The filtering apparatus for gold precipitate is prepared as follows: The
Buchner filter is connected to a suction, and three sheets of filter paper are
placed on the perforated bottom of the filtering funnel. The filter paper
is covered with a layer of asbestos. The latter is packed down and then
covered with a layer of about 716 in. of diatomaceous silica. A small
piece of glass is placed on top of the layers below the opening in the rubber
stopper ; this prevents the solution entering the filtering apparatus from
washing out a depression in the asbestos and diatomaceous silica layers.
6 C.M.J., July, 1939.
EXAMINATION AND TESTING OF ORE
43
In the "evacuation" flask A is placed 330 cc of clarified pregnant solution.
The flask is shaken by agitation apparatus in such a manner as' to give the
solution a centrifugal motion. This type of motion spreads the solution
along the walls of the flask, thus exposing a larger surface area and also a
thin layer of solution to the vacuum. 'When the air has been evacuated
from the solution (this point is readily observed by the disappearance of
froth caused by the agitation), the flask is turned over and the solution
passed into the "precipitation" flask B, in which has ~ placed a known
amount of zinc dust, and agitated for 15 min. At the end of that time, the
rubber tubing between flasks i1 and B is clamped by means of a pinchcock
E and the connection broken between the two flasks. The glass tube D
connecting flasks Band C is pushed down to the bottom of the flask, and a
small amount of air is admitted into the flask B by means of the pinchcock
E. This lowers the vacuum in flask B, and the solution passes through the
filter into flask C.
This method is not comparable to the Merrill-Crewe method used in
mill practice. Hence it is necessary to run comparative tests against ores
which are known to give very low barren solutions in mill practice.
SETTLING AND FILTRATION TESTS
Settling-test Procedure. The principles of settling-test procedure
and the application of formulas to determine sizes of continuous thickeners
are relatively simple and are briefly described below. However, detailed
manipulations under specific problems and the application of test results
to successful milling practice call for experienced interpretation.
7
The following formula expresses the relationship between the settling
rates of pulp at various dilutions, in terms of thickener area required:
A = 1.333(F - D)
I R X sp. gr.
where A = square feet per ton of dry solids per 24 hr.
R = settling rate in feet pel' hour of a feed with F dilution
sp. gr. = specific gravity of liquid
F = weight ratio of liquid to solids for the rate R
D = weight ratio of liquids to solids in discharge
The zone requiring the greatest unit area is found by applying this formula
to pulp of different densities, ranging in dilution from feed to discharge
density. It is this zone which determines the area that must be provided
for the pulp being tested. It is important that settling tests to determine
the size of equipment for a cyanide circuit be carried out in cyanide and
7 For a theoretical discussion of this subject see "Thickening-Art or Science?"
by E. J. Roberts, T.P. 2541B, New York meeting of il.I.M.E., February, 1948.
44 CYANIDATION AND CONCENTRATION OF ORES
lime solution, following the actual period of agitation desired and using the
required amounts of cyanide and lime.
Thickening Capacity. The following formula is used to determine the
volume provided in a tank in the thickening zone. Such volume depends
directly upon the period of detention required for the sludge to reach the
desired density:
v = 4T(G - sp. gr.)
3G(8 - sp. gr.)
where TT = volume in cubic feet required for thickening pel' ton of solids pel'
24 hr.
8 = average specific gravity of thickened pulp during compression
period
sp. gr. = average specific gravity of solution
G = average specific gravity of solids in pulp
T = period of detention in hours
Use of Reagents. Cyanide pulps are usually flocculated to some degree
owing to the maintenance of normal protective alkalinity, and this results
in line settling and a fairly clear overflow. In some cases, however, addi-
tional lime or other flocculating reagent must be added, and among these,
caustic starch is one of the most effective. In summarizing the results of
tests using this reagent the authors" of an A.I.M.E. technical paper state:
Starch solutions capable of flocculating finely divided solids suspended in water
can be prepared either by heating under pressure in the range of 100 to 160C. or
by causticizing starch paste. Maximum efficiency with a noncaustic solution is
attained when the reagent is prepared at 140 to 145C. Causticizing temperature
depends on the strength of caustic solution used. At 25C. an efficient reagent
can be produced with a 2.5 per cent solution of commercial NaOH. Starch reagent
can be prepared most economically by causticizing or heating a 5 per cent starch
paste with thorough mixing and diluting. Any starch can be used to prepare a
flocculating reagent, but potato starch is recommended. Solutions prepared by
heat alone will retain their properties for '3 days. Causticized solutions retain their
properties for 2 weeks or longer. The use of these flocculating reagents appears
to have a wide range of application.
Filter Tests and Calculation. Table 4 illustrates the technique of
laboratory filter tests and the deductions gained therefrom. The condi-
tions were an ore pulp of 42 pel' 'cent moisture content, filtered on a leaf
of 0.5 sq. ft. capacity at room temperature. The objective was a rea-
sonably dry cake with maximum capacity and a filter to handle 100 tons
of dry solids per day.
8 "Flocculation and Clarification of Slimes with Organic Flocculants," T.P.
1052, A.I.M.E., February, 1939.
EXAMINATION AND TESTING OF ORE
TABLE 4. FrvrER-TEsT DATA
45
Test
Conditions
1
I
2
I
3
I
4
Cloth used ............................
Twill 26
-
Feed volume, cc ...............' .......
1000 650 500 400
Cake forming, min.................... ~ < i :
1
% ~ i
Vacuum, In........ " ......... , .......
25 25 25 25
Cake drying, mIn.................
'" .
~ < i :
1
~ ~ i
Vacuum, in ...........................
18 20 23 25
Cake quality .........................
Cracked Slightly Slightly Good
"cracked cracked
Cake thickness, in .................... H % ~ < i : ~ < i :
Cake removal ........................
Satisfactory
Weight of wet cake, grams ............ 1115 725 560 458
Moisture content, per cent ...........
21 22 23 23
Weight of dry cake, grams .............
880 566 423 357
Total cycle, min....................... 6%
3 2 IH
Capacity, lb. per sq. ft. per 24 hr.......
828 1200 1370 1520
The results of tests 2 and 3 were selected, and, a 40 per cent safety factor
being allowed," a filter area of 220 sq. ft. for 100 tons per day was recom-
mended.
"The factor of safety to apply to any individual test is a matter of judgment
based on experience and will vary considerably.
CHAPTER III
Coarse Crushing
JJ1ethotls for the coarse crushing of ore range [rom. a simple combination of a
grizzly and one crushe: to an elaborate arrangement in series of grizzly, jaw
crusher, screens, and rolls 01' cone crushers.
Crushing is done underground at a few large mines. In general, the jaw
crusher is the most suitable primary machine, yet many gyratories do the first
breaking. There is a wide choice of these machines. Wearing parts are of
special steel, especially hard-faced at the point of greatest abrasion. For
secondary and tertiary crushing, gyratories ancZ cone crushers are used, the
latter particularls; for final reduction, but this can also be done by rolls, which
give a uniform product.
Interposed in a large crushing plant should be grizzlies, screens, feeders for
crushers, magnets for picking tip loose iron and steel, and deoicesjor weighing
the ore.
The problem of ore comminution involves equipment that will handle the
large pieces of rock resulting from mining operations and tum out a prod-
uct of the relatively small particle size necessary for successful gold extrac-
tion. This size reduction is almost always carried out in two successive
steps; coarse crushing (dry) followed by fine grinding (wet). Dry crushing
is seldom carried below about H-in. particle size, experience having shown
that the breaking of material beyond this point is more satisfactorily
accomplished by wet methods. On the other hand, there is a trend today
toward feeding considerably coarser material to rod mills which function
to some extent as wet rolls.
An efficient crushing plant almost invariably employs the principle of
stage reduction, with grizzlies, trommels, shaking or vibrating screens
interspersed between stages to separate out the material that is already
fine enough to by-pass. the next step. The grizzly-stationary, rotary, or
reciprocating-is suitable for the first stage, but thereafter the trommel or
screen is more positive in its separation. Few trommels are used, except
those on dredges and in sand and gravel plants.
SELECTION AND POSITION OF PRIMARY CRUSHERS
Coarse crushing or breaking is the primary mechanical step in ore
reduction. It is frequently done underground in large plants such as the
46
COARSE CRUSHING
47
McIntyre and Hollinger mines. Where sorting is done, it is usually at the
shaft mouth, although central plants may be used. .
As regards primary crushing machines, the choice is limited to two
types-the jaw crusher and the gyratory. .
The jaw crusher is, of course, a reciprocating-action machine, crushing
rock by direct pressure between a fixed plate and a swinging jaw.
The gyratory crusher, on the other hand, consists essentially of a circular
shell with inner sides inclining toward a central orifice. A central shaft
passes vertically through this opening and is hung centrally from a spider,
which spans the opening at the top. This shaft is eccentrically moved at
the bottom and is equipped with a conical crushing head, which operates
between the inclined sides of the shell, crushing rock between the head and
FIG. 6. Principal parts of a Buchanan type B jaw crusher.
shell. The crushing operation in this machine is continuous and rapid.
It is able to clear itself when completely buried in its feed.
In selecting the proper type of primary crusher a balance must be
established on the basis of the largest size of rock to be crushed and the
total quantity of material to be handled in a unit of time. It is also to be
borne in mind that the product of the gyratory is much more uniform in
size than that of the jaw crusher.
Cone crushers are a modification of the gyratory type in that the conical
crushing head is eccentrically mounted on a vertical-drive shaft that is
supported entirely from below. The top crushing mantle is spring loaded
to take care of tramp iron and overloads, and the clearance between the
crushing faces is adjustable by rotation of the top assembly which is
attached by a heavy threaded connection to the frame of the machine. The
Nordberg Manufacturing Co. makes the Symons standard cone crusher for
48 CYANIDATION AND CONCENTRATION OF ORES
normal-size reduction and the Symons short-head crusher for fine crushing
operations.
On the Rand the older plants operate jaw crushers for crushing ahead of
stamp mills, but in the newer ones, jaw crushers break the ore prior to
sorting, and gyratories are used for the finer reduction ahead of tube or
ball mills. Cone crushers are used in a few plants, and probably more will
be installed.
While jaw and gyratory crushers compete for primary crushing, gyratory
and cone crushers share the secondary field.
FIG. 7. Sectional view of a Symons short-head crusher.
TRAMP STEEL
Magnets are used for the collection of tramp steel mainly at large mills.
At small plants most of the large pieces of steel are picked out of the 'ore
by crusher attendants. At the McIntyre Porcupine, for example, a large
magnet at the Symons crusher supplied by a direct-current generator uses
24 to 30 amp. at 250 to 300 volts, depending upon the temperature. A
heterogeneous collection of iron and steel results.
Permanent magnets of the new high-permeability Alnico alloys are being
used to an increasing extent for iron removal in a number of industries, and
it is probable that this practice may eventually be adopted in metallurgical
work.
COARSE CRUSHING
49
FEEDING CRUSHERS
There are roughly four periods in the normal cycle of coarse crushing
where feeders are not employed: (1) The breaker receives a large charge of
ore, (2) operates under choke feed with the power at a maximum, (3)
gradually discharges the crushed ore, and (4) runs empty. "This is not .the
most economical method yet is the practice in many crushing. stations.
Some method of feeding a crusher regularly is preferable. This may be
done by means of a feeder or gate to the bin above the machine or by a heavy
chain, a pan feeder, a shaking grizzly, or an apron feeder, which occupy
little head space. The objective is to ensure a regular feed to keep the
crusher steadily occupied and thus flatten the power curve. Figure 8
FIG. 8. Apron-feed conveyor for Superior jaw crusher.
shows an apron feeder-jaw crusher arrangement. Cone crushers and rolls,
particularly, may be fed by belts or drum feeders; cone crushers sometimes
are fed from chutes.
A typical Ross chain feeder consists of six lengths weighing ~ tons.
The feeder is driven by a 5-hp. motor through a bronze worm reducer, with
a sprocket chain-gear and pinion arrangement. This gives a speed of 19
r.p.rn. and a capacity of 175 tons an hour.
CRUSHING PRACTICE
FIRST STAGE
1. Crushing Underground. This practice has been adopted on a
number of properties, particularly in Canada. At the Kerr-Addison and
Hollinger properties the ore is crushed underground in jaw crushers to
4- to G-in. pieces before being hoisted to the surface. The same scheme
50 CYANIDATION AND CONCENTRATION OF ORES
is followed at the Pamour-Porcupine mines and at the McIntyre Porcu-
pine, where the underground crushers make about a minus 7-in. product.
2. Crushing on Surface. At the Golden Cycle custom plant, Colo-
rado Springs, treating Cripple Creek and other ores, a Symons
cone crusher is fed with ore of 3H to 4 in. maximum size which has passed
over a vibrating screen having 0.18- by O.g-in. openings. The Symons
produces 100 tons an hour of material for further comminution.
At the Premier mill, British Columbia, the mine-run ore is dumped on a
grizzly of 80-lb. rails, spaced at 12 in. A Stephens-Adamson apron feeder
delivers the grizzly oversize to an 18- by 3D-in. jaw crusher set at 3 in.
At the Ross shaft of the Homestake mine, the primary crushing is done
by two Allis-Chalmers size 8 gyratories, They are driven by 70-hp. motors
and reduce the ore to 4H in.
FIG. 9. Crushing action of rolls, showing 4: 1 reduction ratio.
SECOND STAGE
Secondary crushing may be done by jaw or gyratory breakers or by cone
crushers.
In the surface plant at the McIntyre-Porcupine a 7-ft. Symons cone
crusher (see Fig. 11) set at H6 in., crushes material from the mine breaker.
A 200-hp. motor with V-belt connection drives the crusher.
Second-stage crushing at Loreto, Pachuca, Mexico, is as follows: 4-in.
ore from the first crusher. combined with the undersize of a grizzly above
it, is passed over two SPnons 4- by 8-ft. rod deck screens, oversize of
which is fed to two Symons 5H-ft. standard secondary crushers, making a
%-in. product. Each is driven by a 225-hp. motor and V belt and consumes
172 hp.
At the Premier mine, British Columbia, 3-in. ore from the primary
breaker passes over a Niagara screen with 'l-in. openings. The oversize
is fed direct to a size 6 McCully crusher set at 1 in.
At the Ross shaft of the Homestake mine, the ore from the pri-
COARSE CRUSHING 51
mary breakers passes over a grizzly to two 7-ft. Symons cone crushers, set
at in. in open circuit. '
THIRD STAGE
The third step in crushing, or tertiary reduction, depends upon what is
required. Two-inch or smaller pieces from the secondary crushers may be
fed direct to stamps, rod mills, or ball mills, but it is more usual to use a
third dry crusher to reduce the ore to H- or %-in. size before wet crushing,
particularly in the case of ball milling. For such work the Symons short-
head machine is well suited, just as the standard machine is for coarser
J
CANADIAN PRACTICE
Hollinger. The Hollinger crushing plant is one of the largest and
most up-to-date plants in Canada. Of steel and concrete construction
throughout, high headroom is provided so that, with the exception of a
single lift through shuttle conveyors to Nos. 2 and 3 screens, there is
gravity flow to all machines (see Fig. 10).
The ore is crushed underground to minus 6 in. and hoisted to 140-ton
surface bins. From there it is fed to a 7-ft. Symons cone crusher after
passing over a double-deck screen that removes undersize from the
crusher feed. The product of this crusher plus the product of all other
crushing units in the plant is then conveyed to the secondary screens which
are situated at the top of the building. These 6- by 14-ft. vibrating screens
separate out the 47:2- by undersize for storage in a 200-ton bin, from
which point it is fed by roll feeders into six 5- by lO-ft. tertiary screens that
make a final undersize (H6 by H in.) for transfer to the mill bin. The
oversize from the secondary screens is crushed in a 57:2-ft. Symons short-
head crusher set at %in., and the oversize from the tertiary screens crushed
in a set of 78- by 20-in. rolls set at H6 in. Both machines are closed-cir-
cuited with the secondary screen, and in this respect the flow sheet differs
from the four-stage crushing at McIntyre Porcupine, where each crusher is
separately closed-circuited with its respective screen.
The crushing plant has a maximum capacity of 440 tons per hour and
carries a circulating load of about 2: lover the final screens and 1200 to
1400 tons per hour over the secondary screens. The plant is completely
equipped for dust control with some 40,000 cu. ft. per min. of air drawn
through the cyclones, and 60,000 cu. ft. per min. of air through roof vents.
On account of the large volume of air being displaced, it is quite im-
possible to attempt to heat this building in the winter, and there is only a
difference of a few degrees between inside and outside temperatures.
Heated cubicles are provided for the operators.
52
CYANIDATION AND CONCENTRATION OF ORES
McIntyre. The crushing plant at the McIntyre Porcupine has been
changed over in recent years from a three-stage to a four-stage operation.
The mine ore is first crushed underground to about 7-in. size, then hoisted
Mine are l2ass sy-sfem
t
Vibrating feeder
I' 'I
48 x 60 jaw crusherI underground/
t -
Vibrating feeder
t
Crushed are. 120cket
t
Vibratingfeeder
t
Measuri(lgand loading hOlll2erS
lJ
4 -6Yz ton skins
140-ton 13urface stora9.e bin
t -
15' x 8' Oquble-deck vibrating screen 3"and
, I" l,T ee)
(Oversize frombothdecks) (1:t4 x 1:t4 UnderSize
I t I
11 Sy-mons fane crusher
2 6
' 14' b . f 4
1
"
- X VI rating screens u& x '16 0l2emng
f ,--r-
(Oversize) (Undersize)
, t
2-80 ton surqe bins 200 ton screenedarebin
t - t
8elt feeders Roll feeders
,f
sharI-head crushers t
6 - 5'x 10' Vibration screens x 1/ ol2eninq
+ --,-
(Oversize) (Undersize)
t +
Surqe bin Tomill arebin
-r-
8elt feeder
1/ 1/ t 3 " 5 /8, 's not h )
18 x 20 Rolls set to :-;6 12 r.12.m. f, e I conveyors no sown
FIG. 10. Flow sheet of crushing plant. (Hollinger Consolidated Gold Mines, Ltd.,
Ontario, Caruula.)
COARSE CRUSHING 53
to the surface and stored in a 700-ton ore bin. From here it is fed to a
standard 7-ft, Symons cone crusher which discharges to two Symons rod
deck screens with the slots set transversely to the flow of ore. These
screens are closed-circuited with a Symons short-head crusher,
and the undersize is passed to a bank of six 4- by 6-ft. Hummer screens
having H6- by %-in. openings. The oversize passes to the fourth stage
of crushing-Traylor 78- by 18-in. rolls, the product of which is returned
to the screens, while the undersize passes to the mill bins. See Table S
for the analysis of Crusher house products.
Mine OPe
t
Trax.lor jaw crusher 36"x 48" (underground)
-- f -
Mine shaft (6-ton skli2s)
f -
100-ton are bin
, t
1 Standard Sx.mons conecrusher
t
2-Sx.mons rod deck vibratingscreens 1"slots
.r; (Unddrsize)
5fE' Short -head simons cone crusher I
I , r 3 II 5 II
...-----'>- 6-4 x6 Hummer screens 16 x :.-'8 openm{L
=t --r
(Oversize! (Undersize)
.. l u n I
!!Px!!K.fJLo rolls 18 x 18 t
To mill bins
FIG. 11. Flow sheet of crushing plant. (McIntyre Porcupine Mines, Lid., Ontario,
Canada.)
RECENT DEVELOPMENTS
Hadsel Mill. The Hadsel mill (see Fig. 12) is a new type of wet-
crushing device which has found limited but interesting application. A
large wheel, up to 24 ft. in diameter by ft. wide, is fitted with internal
buckets. As the wheel revolves, the buckets lift the rock to the top of
the mill where it is dropped onto stationary breaker plates. The ore is
thus crushed by its own impact on the plates. Ore as large as 12 in. is
fed to the mill.
The following notes are quoted from the article' 'Three Years of Operation
with a Hadsel Mill" by George A. Bell. E. and lJ!I.J., Vol. 141, No.1, p. 32,
54 CYANIDATION AND CONCENTRATION OF ORES
TABLE 5. SIEVE ANALYSIS OF CRUSHER HOUSE PRODUCTS AT MCINTYRE
7-ft. 5 7 ~ f t .
78- by 18- in.
Hummer
standard short-head
Traylor rolls
vibrating
Symons" Symons
screens
Mesh Tjler Standard
Dis- Dis-
Dis-
Dis-
Feed, Feed,
Feed,
Feed,
Per
charge.
Per
charge,
Per
charge,
Per
charge,
Cent
Per
Cent
Per
Cent
Per
Cent
Per
Cent Cent
Cent
Cent
--
----
----
--
--
+
6 In. 22.4
- 6
+
4 In. 17.1
- 4
+
2 in. 26.1 0.8 1.7
- 2
+
1.5 In.
5.8 1.7 4.0
- 1.5
+
1.050 in.
6.2 10.2 19.1 0.8 0.1 0.1
- 1.050
+
0.742 in.
4.1 16.5 44.9 11. 9 1.6 0.6 1.5
- 0.742
+
0.525 in.
2.6 14.8 25.7 31.0 8.8 2.2 6.5
- 0.525
+
0.371 in.
2.4 11.0 1.9 2a.0 14.8 6.7 10.9
- 0.371
+
3 mesh 1.6 8.5 0.1 8.5 18.3 12.7
12.0}
0.7
- 3
+
4 mesh 1.2 5.6 0.1 4.3 23.9 22.0 17.2
- 4
+
6 mesh 1.2 4.6 0.1 3.2 19.6 20.9 16.6 11.6
- 6
+
8 mesh 0.8
3.6)
2.2 4.6 9.0 8.0 17.2
- 8
+
10 mesh 0.6 2.4 0.1 1.3 1.5 5.1 4.6 12.3
- 10
+
14 mesh 0.6 2.0 1.0 0.7 3.4 3.2 8.8
- 14
+
20 mesh 0.6 1.8 0.1 0.9 0.5 2.5 2.7 7.8
- 20
+
28 mesh 0.7 1.9 0.1 0.8 0.4 2.4 2.4 6.7
- 23
+
35 mesh 0.6 1.6 0.1 0.6 0.3 1.7 1.7 5.2
-
..,"
+
48 mesh 0.5 1.3 0.1 0.5 0.2 1.3 1.3 4.0
vi)
- 48
+
65 mesh 0.5 1.3 0.1 0.5 0.3 1.0 1.3 3.3
- 65
+
100 mesh 0.4 1.1 0.2 0.4 0.3 1.0 1.1 2.9
-100
+ 150 mesh 0.4 0.9 0.1 0.3 0.3 0.8 1.0 2.2
-150
+ 200 mesh 0.4 0.9 0.1 0.3 0.3 0.7 0.8 2.0
-200
mesh 3.2 7.5 1.4 2.5 3.5 6.0 7.1 15.3
---- --
----
------
100.0 100.0 100.0 100.0 100.0 100.0 100.0 100.0
* The 7-ft. Symons discharge is separated on Symons screens into 7 ~ in. and
7 ~ in. fractions. These screens are in closed circuit with the 5 7 ~ f t . short-head
Symons crusher. Symons screen undersize is Hummer screen feed. Hummer screens
are in closed circuit with the rolls.
which describes an installation at the Demonstration Gold Mines, Ltd.,
Bagnio, Philippine Islands:
The ores are composed of andesite, quartz, breccia, calcite, and kaolinized mate-
rial which forms a sticky gangue that can be put through an ordinary crushing plant
only with great difficulty. .
The capacity of the mill operating on a 12-in. feed and crushing through a l"in.
punched plate was 20 tons per hour, and power consumption about 3 kw.-hr. per
ton of are. The manganese-steel breaker plates lasted approximately 4 months,
and. other wearing parts 12 months.
COARSE CRUSHING
In conclusion, the author states:
55
1. The mill is ideal for crushing wet and sticky ores in one stage.
2. The mill is mechanically sound and will crush to any desired size of ball-mill
feed efficiently.
3. Operating cost per unit of actual work is less than with standard machines."
4. There is consideruble saving in equipment.
oJ
FIG. 12. Principle of operation of the Hardinge-Hudsel mill.
\
CHAPTER IV
Sorting and Sanzpling
When ore in mining becomes diluted by country rock because of narrow siopes
01' because of weak wall rock, 01' when it naturally contains barren material
which is distinguishable from the ore, sorting and rejecting the worthless rock
may be economical. This is done in a casual manner at some small mines and
on a lm'ge scale at others, as was the case at Alaslco-Fumeas: (40 per cent re-
fected), 01' covering whole districts, as at Kolar, India (10 per cent), and on the
Rand (9 per cent). Sorting at a gold OJ' silver mine may mean its existence, as
at the Alaska-Juneau, 01' it may resul; in lower costs because less ore is crushed
and treated to recover the same amount of gold, as at Cripple Creek, at Kolar,
and on the Rand.
SORTING IN THE FLOW SHEET
The place at which sorting will be done is mainly dependent. upon the
size of the mine-run ore. If the ore is not in too big chunks, the sorting
belt may be placed below the grizzly or trommel to receive the oversize
after it has been sprayed with water. The grizzly undersize is transported
direct to the storage bin. If mine-run ore is in too large pieces, it should
be broken to 4- to 7-in. size, sprayed, and then fed to the sorting belt. The
wash water containing the fine material sometimes carries enough gold to be
worth saving; therefore provision should be made for sampling and assaying
it also for its propel' disposal.
EXAMPLES OF SORTING
Sorting on the Rand. The sorting of waste (low-grade) rock has
been accepted practice for many years on the Witwatersrand. Low labor
cost and the peculiar structure of the "banket" ore are both contributing
factors. In some plants tube-mill pebbles as well as reject rock are re-
moved from the belts and delivered to separate bins, while other plants
merely pass the rock after sorting to grizzlies or trommel screens, where
6-in. oversize is separated out as grinding media and the undersize passes
to the secondary crushers.
In his presidential address before the Chemical, Metallurgical and
Mining Society of South Africa, A. Clemes' states:
There has been little change in the last 10 to 15 years in the established method
of removing waste rock from slow-moving conveyor belts feeding the primary (and
1 "Modern Metallurgical Practice on the Witwatersrand."
56
SORTING AND SAMPLING 57
possibly secondary) fine crushers. On most plants ore passing through jaw breakers
set at, say, 5 in. and retained on grizzlies (or screens) set at between 2 and 33:1: in.
is subjected to waste sorting. Where intensive sorting is deemed necessary (say
15 per cent of the ore delivered), it is usual to arrange for two sets of sorting belts,
one carrying minus 5 in. plus 3 in. material and the other minus 3 in. plus 2 in. The
admixture of these sizes is, obviously, detrimental to intensive sorting, but where
sorting of waste rock is not important, the capital cost of installing additional
screening and belt conveyor equipment may be uncalled for.
"Time studies" of the efficiencies of native sorters have been carried out on
most mines with some measure of individual improvement, but efforts in this direc-
tion are largely nullified by the fact that often only poor quality or transient labor
is allocated to this work, whilst the sortability of ore varies widely. In general,
it may be accepted that under normal conditions n ~ t v s sorting coarse waste can
average about 10 tons per 8-hr. shift, falling to well below 5 tons per shift under
conditions of intensive sorting of the smaller sizes.
Purely from the angle presented to the metallurgist, benefication of the ore to
the mill still seems profitable. Assuming a total cost of metallurgical treatment
of 2s 9d per ton with a residue value Is 9d (0.20 dwt.), it appears worth while to
discard waste rock valued at 3s (0.35 dwt.) at a cost for sorting and dumping of
about Is 2d per ton; equivalent to a gain of 4d per ton.
Such a simple arithmetical justification of waste sorting is not, however, com-
pletely acceptable today. Native labor is in short supply, and a number of reduc-
tion plants are working below capacity; possibly, more mines could now profitably
take in waste rock yielding, say, 80 per cent extraction of 0.35 dwt. or 2s 4d per ton.
Thus, under present and forecast conditions of shortage of man power, one is in-
clined to wonder if the continuance of waste sorting on some producing mines can
be justified, also if the capital cost of providing for waste sorting-conveyor belts,
waste bins, waste-disposal equipment, etc.-should be incurred in new plants.
Sorting at Randfontein. The ore is first screened on seven 8- by
3-ft. Tyrock double-deck screens, with 3-in. round hole openings on the
top deck and l,72"-in. square mesh screen on the bottom deck. The under-
size of these screens goes directly to the mill bins, and the oversize to
washing and sorting.
The +3-in. oversize of the top deck, which ranges in size up to 14 in.,
is washed and sorted on five 36-in. wide by 1I8-ft. long belts, from which
waste and primary tube-mill pebbles are sorted. The oversize of the
lower deck passes to two similar belts from which waste and secondary tube-
mill pebbles are sorted after washing.
The washing is done by sprays on the lower end of the sorting belts, using
525 gal. per min., and drainage from the belts or washing fines are de-
watered in two simplex Don classifiers with rake product going to the
mill bins and overflow 84 per cent minus 200 thickened in two intermittent
settling tanks, from which the thickened pulp is pumped to the secondary
grinding circuit classifiers.
The sorting belts nm at 25 ft. per min., and on an average 40 native boys
pick about 60 tons per hour 'of waste and tube-mill pebbles. In 1946 the
58 CYANIDATION AND CONCENTRATION OF ORES
waste amounted to 2.05 per cent of the crude ore and had an average value
of 0.152 dwt. per ton. The cost was 13.06d (21.8 cents) per ton of waste.
Sorting at McKenzie Red Lake, Canada. The crushing plant will
handle the mill tonnage (225 tons per day) in 8 hr. The ore from the
200-ton mine ore bin is fed by a swing-hammer feed regulator to a 30-in.
link-belt feeder delivering to a 2-in. bar grizzly at an angle of 35 deg.
The fines drop to an 18-in. conveyor belt, and the oversize to a 36-in.
sorting belt, where it is water washed by sprays prior to sorting, which is
done under fluorescent light. The average production per day in 1945
was 209 tons, of which 35 tons was sorted to waste. The total cost per
ton of ore mined and milled was $7.656.
THE ECONOMICS OF SORTING
The question as to whether in any given instance sorting is justified is
strictly a matter of economics. The cost of installation and operation of a
sorting plant and the inevitable loss of some gold value, however small, in
the rock discarded must be balanced against the saving in milling cost
resulting from the elimination of low-grade rock. In this connection, R. D.
Lord in "Milling at Preston East Dome," C.J\!I.J., August, 1941, gives the
following formula: .
Tons milled = A
Tons sorted out = B
Tons mined = A + B
Cost of mining per ton mined = C dollars
Cost of milling per ton milled = D dollars
Cost of sorting per ton sorted = E dollars
Value of waste as backfill = F dollars
Grade mined = m.
Grade sorted = p
G d '11 d . meA + B) - pB
ra em! e = A
Recovery from mined are = x (as a decimal fraction)
Recovery possible from sorted low grade = y (as a decimal fraction)
Recovery from milled ore
2
= x m i ~ +;; - ~ (as a decimal fraction)
ni + -p
2 To obtain the above formula we have that the gold recoverable from the total
are hoisted is mx(A + B) and that the gold recoverable from the material sorted
out is ypB.
Then for the ore reaching the mill the gold recoverable is xm(il + B) - ypB
out of the total gold reaching the mill which is meA + B) - pB. This makes the
fraction recovered expressible as
mx(A + B) - ypB
meA + B) - pB
SORTING AND SAMPLING
59
Without sorting:
Operating cost = A(C + D)
Recovery = xmA dollars
Cost in dollars per dollar in gold recovered
A(C + D) C + D
xmA xm
With sorting:
Operating cost of sorting = BE (in dollars )
f
. ki . I BE
Cost 0 pic cing per ton nnner = A + B
Cost of milling = AD
Tutulcost = C(A + D) + BE + AD + (ypB - BD)
xm(A + B) - ypB meA + B) - p!3
Recovery = meA + B) _ pB X A X A
= xm(A + B) - ypB
Cost in dollars per dollar gold recovered
C(A + B) + BE + AD + (ypB - BD)
xm(A + B) - ypB
Then the maximum value of muterial that can be discarded without increusing
the cost per ounce of production occurs when
C + D = CA + CB + BE + AD - (ypB - BD)
xm xmA + xmB - ypB
This equation reduces to
xm(2D - E) xn[2D - ( E - F)]
p=
y(C + D + xm) yCC + D + xm)
when introducing F, the value of the waste t1S backfill,
Example:
Making x = 0.974m = $11.40 D = $0.592
E = $0.490y = 0.800 C = $3.14 F = $0.30
0.974 X 11.4(1.184 - 0.190)
p = = $0.93 = 0 024 oz.
0.8(3.14 +0.592 +0.974 X 11.4) .
SORTING BY SINK-FLOAT
As yet not applied to the sorting of gold ores, this method is extensively
used for the elimination of low-grade material in the treatment of coal and
various "metallic" and "nonmetallic" ores." Based simply upon the prin-
ciple of "floating" the waste in a heavy media suspension having a density
intermediate between that of the desired "sink" and rejected "float," the
method presupposes that an appreciable difference exists (at least 0.2)
between the specific gravity of the ore constituents. Ordinarily as applied
today, the method will handle minus 2-in. plus feed (occasionally as
3 The plant of the Bunker Hill & Sullivan Mining & Smelting Co.,
which is milling a silver-lead ore at Kellogg, Idaho, is a cnse in point.
60 CYANIDATION AND CONCENTRATION OF ORES
fine as 10 mesh), but improved methods are under development which may
soon make it economically possible to handle material as fine as 100 mesh.
(Ove/size)
, I
4 Standard
Symons crusher
f .
No.lum!
-.-
24 ''x 36"A.C. jaw crusher.
Mag(letic l2uIlex.
--r-
4 'x 6' Vibrating screen
I
,
No.2 unit
----r-
15"x36"Universal jaw crusher
+
Magnetic l2ulle
v
f ~
4'x6' Vibrating screen
I
l'
~ 4 Cut
4P.;Cut
42" Vezincutter
I
,.
Sample held in partable
bins until settlement is
made
I
I
~
f
~ Cut
30"x 14" ralls set t o ~
30" Vezincutter
I
f
Y5 Cut
30"x 14" rolls set to ve"
30" Vezincutter
I
f
>-5 Cut
20"x12"rolls setto 4mesh
Jones riffle
I
t
15lb. sample
~
mer
1
Bucking room
Final !P Ib sample
. crushed to pass
150 mesh
I
SORTING AND SAMPLING 61
The principal reason why gold ores have not thus far been handled by
this method lies no doubt in the fact that it is rare to find coarsely mineral-
ized gold ores in which the values are highly concentrated in a heavy fraction
after crushing to the size range above indicated.
For details as to the techniques employed in sink-float processes, see
Taggart's Handbook of 111ineml Dressing, Secs. 11-104; The American
Cyanamid Company, Ore Dressing Notes Numbers 12, 13, and 14.; and
"Heavy Density Separation-a Review of Its Literature." Quart. Colo.
S. ofM., Vol. 45, No.1, January, 1948.
SAMPLING MILLS
Various methods are employed for obtaining a representative head sam-
ple of the ore passing through a treatment plant. Some of these are
described in Chap. XII (see also Taggart, "Handbook of MineralDressing,"
Secs. 19-54). For the sampling of large tonnages, however, and especially
where custom ore is being milled, special equipment is provided for the
purpose. The method used involves crushing the ore to a certain size which
depends upon the size of cut to be taken, taking a relatively large cut with
a Vezin-type sampler," crushing this cut to a smaller size, recutting, and so
on, until a few hundred pounds of final sample is obtained, all the rejects
being stored, usually in a separate bin, until such time as it is convenient
to run the lot through the mill.
An example of such a plant is that of the Golden Cycle Corporation of
Colorado Springs, which hanclles mine and dump ore from the Cripple
Creek district of Colorado. A flow sheet showing the steps in the sampling
procedure is given in Fig. 13.
., Taggart, Handboolc of Mineral Dressing, Sees. 19-30, Wiley, 1945.
CHAPTER V
Fine Grinding
Fine grinding is the last step in the reduction of an ore prior to concen-
tration (gravity 01' flotation) 01' cyanidation. Practice varies, depending upon
the type of ore and the amount of reduction required. In addition, some of
the older properties continue with methods that perhaps are not considered
the best in light of recent improvements but that cannot be economically
changed because of capital outlay.
Present grinding practice is closely linked with classification, so that some
overlapping of subject matter occurs 'in Chaps. V and V I.
In this chapter some of the theory of grinding, d(fferent types of equipment,
and flow sheets are discussed. Concentrate regrinding is discussed in Chap.
IX.
EQUIPMENT
Most of the tonnage milled today is ground in one of the following types
of equipment or a combination of two or more: ball mills, tube mills, rod
mills, and stamps. Chilean mills and Huntington mills are used only in
a few isolated cases today.
BALL AND TUBE MILLS
All types of mills that consist essentially of rotating cylinders with
flat or conical ends with balls, pebbles, or rods used as grinding media arc
included here.
Ball Mills. The term "ball mill" is generally used to refer to a cylindri-
cal mill whose length is less than, equal to, but not much greater than its
diameter. It was initially developed for relatively coarse grinding, but
by using it in closed circuit with a classifier its use has been extended for
fine grinding.
Ball mills have shells of cast iron or steeel plates and are carried on
hollow trunnions. Ore is fed through a scoop, drum-type, or combination
feeder at one end and is discharged from the opposite trunnion.
Ball mills may be arbitrarily classified into two types, according to the
method of pulp discharge. In high-level or overflow mills the pulp level
builds up until it overflows and discharges through the trunnion. High-
level discharge mills are made by a large number of manufacturers through-
out the world. Low-level mills are typified by the Allis-Chalmers and
62
FINE GRINDING
63
Marcy (see Figs. 14 and 15) grate-discharge mills. The discharge end is
fitted with grates; between the grates and the end of the mill are radial
lifters which act as a pump to lift the discharge to the hollow trunnion.
Drive is by spur or herringbone gear, direct connected 01' belt driven.
1i
(l,
The Oorr Duplex /
sid. model C classifier
Note.
Pullt?ys can be furnished in
this posifion if desired
FIG. 14. Allis-Chalmers ball granulator in closed circuit with DOlT duplex classifier.
FIG. 15. Sectional view of Marcy ball mill in operation.
64 CYANIDATION AND CONCENTRATION OF ORES
Ball mills are built in sizes ranging from small laboratory mills to a
present maximum of 12 ft. diameter by 12 ft. long, the latter requiring
close to 1000 hp.
Liners are usually of manganese steel, of chrome steel, or white iron, 3 to
6 in. thick. Corrugated and shiplap construction is commonly used to
increase the grinding action.
Conical Mills. The Hardinge mill (see Fig. 16) differs from most
ball mills in that conical ends are added to the cylindrical portion of the
mill. The cone at the feed end has a larger open angle than that at the
FIG. 16. Hardinge conical mill fitted with discharge grate.
'opposite end. Its makers state that the large balls concentrate neal' the
feed end of the mill where the coarsest ore collects and the smaller balls
act on the finer ore.
Rod Mills. Rod mills (see Fig. 17) follow the general dimensions of
tube mills with diameters from 3 to 6 ft. and lengths from two to three
times their diameter. They differ from ball mills in that steel rods 301'
4 in. shorter than the mill length inside the liners are used as grinding
media. Rod mills are often run on tires and rollers instead of trunnions
or on one trunnion and one tire and set of rollers.
Low-level discharge is obtained on Marcy rod mills by having a beveled
annular ring at the discharge end. A stationary steel door fits close to this
FINE GRINDING
65
beyeled ring and serves to hold the rods in the mill while pulp discharges
between the mill and the door. '
Tube Mills. The distinction between tube mills and ball mills is not
so marked as their names indicate. Mills from 4 to 6 ft. in' diameter and
from 16 to 22 ft. long are usually termed tube mills. This was the first
type of rotary mill for metallurgical purposes. Because of the necessity
of completing the grind during one passage (open circuit) of the ore through
the mill, it was built with a large length-diameter ratio. The tube mill
is still largely used in South Africa and to some extent in North America
for fine grinding generally following some other primary mills.
oJ
FIG. 17. Sectional view of Marcy rod mill in operation.
Tube mills are usually supported on hollow trunnions, the feed entering
through a feed scoop at one end and discharging through the other. Drive
is by a large gear fitted over the mill shell. Various types of liners are
used, as in ball mills.
Flint pebbles and hard waste rock were first used as grinding media, but
present practice is to use small steel balls (less than 2 in.) or, as in South
Africa, a mixed steel ball and rock load.
GRINDING MEDIA
Steel balls ranging from % to 5 in. in diameter are used. Rods range
from to 4 in. in diameter and should be 3 to 4 in. shorter than the inside
mill length. Tube mills are usually fed balls smaller than 2 in., whereas
60 CYANIDATION AND CONCENTRATION OF ORES
4- or 5-in. balls are more commonly used for ball-mill grinding. A much
higher grinding capacity is obtained in tube mills by using steel media
instead of pebbles, but in making such a conversion serious consideration
must be given to the ability of the steel shell to withstand the greater
loading.
Approximate ball loads can be estimated by assuming 300 lb. per cu. ft.
of ball volume and a total load equivalent to 40 to 45 per cent of the mill
volume. Rod loads average about 40 per cent of mill volume, and a
figure of 400 to 425 lb. per cu. ft. of rod volume should be taken.
A comprehensive discussion of the theory and practice of wet grinding
is to be found in Taggart's Hanclbook of il1ineral Dressing, Sec. 5. The
following excerpts from this work are of interest.
Experience indicates that rods are superior to balls for feeds in the range from
to 1 in. maximum when the mill is not called upon to finish at sizes finer than 14
mesh. Balls are superior at coarser feed sizes or for finishing I-in. feeds to 28 mesh
of grind or finer because the mill can be run cataracting and the large lumps broken
by hammering.
In an operating mill a seasoned charge, containing media of all sizes from that of
the renewal or replacement size down to that which discharges automatically, nor-
mally produces better grinding than a new charge. It is inferred from this that a
charge should be rationed to the mill feed, i.e., that it should contain media of sizes
best suited to each of the particle sizes to be ground. . .. Usual practice is, how-
ever, to charge a new mill with a range of sizes, based on an assumed seasoned load;
thereupon to make periodic renewals, at various sizes dependent upon the character
of the circulating load, until optimum grinding is obtained; and thereafter to make
required renewals at the optimum size.
A coarse feed requires larger (grinding) media than a finer feed. . .. 'The smaller
the mesh of grind the smaller the optimum diameter of the medium. This rela-
tionship is attributed to the fact that fine product is produced most effectively by
rubbing, whence maximum capacity to fine sizes is attained by maximum rubbing
surface, i.e., with small balls. A practical limitation is imposed by the tendency for
balls that are too small to "float" out of the mill and by the high percentage of rejects
when renewals are too small.
The usual materials for balls are chilled cast iron and forged steel, for rods, high-
carbon steel, (0.8 to 1.0 per cent carbon) all more or less alloyed. . .. Mild steel
rods are unsuitable for the reason that they bend and kink after wearing down to a
certain minimum diameter and snarl up the whole rod load. The hardened steel
rods break up when they wear down and are removed at about 1 in. or left in an
eventually discharge in small pieces.
LINERS
All rotary mills must be fitted with some kind of replaceable liners.
Chrome steel, manganese steel, and white iron are generally used. Shapes
designed to give a corrugated or shiplap surface to the interor of the mill
are often used to prevent slippage of the ball load.' Pocket liners are
1 This factor is thought to be the major cause of liner wear and loss of grinding
efficiency. See "Ball Mill Liners" by W. L. Howes, Trans. A.I.M.E., 153, 1943.
FINE GRINDING
67
also common. These liners have pockets III which the balls become
lodged to form the wearing surface.
Rubber liners have been tried experimentally but have not been adopted
by the industry. According to Taggart," no fully satisfactory method of
holding the liners in place was worked out, utility was limited to "fine
feeds and small balls, mill capacity was reduced, and while a slightly
higher grinding efficiency was shown in comparative tests with steel
liners, there was no indication that possible increased wear for rubber
would. offset its far greater cost.
Silex liners with flint pebbles for grinding media are sometimes used
where iron contamination must be avoided. .,
THEORY AND PRACTICE
BALL AND TUBE MILLS
Grinding Action. The grinding that takes place in mills of this type
i3 usually ascribed to two actions, impact and attrition, although some
authors do not believe that a sharp line of demarcation can be drawn
between the two actions.
In rod mills there is line contact between the rods, there is less grinding
by impact, and the action resembles that of crushing rolls. As a result, a
rod-mill product usually contains a greater percentage near the limiting
size with less extreme fines than ball or tube mills.
Grinding-mill Capacities. It is generally accepted that in the case
of a given are the amount of grinding which can be accomplished through
a particular mesh by .a ball or rod mill is dependent upon two factors:
1. The size of the grinding media.
2. The net" power input to the mill.
In selecting the correct grinding media it is important that the rods or
balls supplied be large enough to break the largest particles of are in the
feed, and as already discussed, a seasoned load composed of balls of all
sizes, which is the condition found in a mill that has been operating for
some time, gives better grinding efficiency than a new charge.
Assuming that the correct grinding media has been established, the net
power input can be varied by varying
1. The total weight of the grinding media.
2. The speed of the mill.
3. The size of the discharge opening.
4. The percentage solids in the pulp.
2 Taggart, Handbook of M'ineral Dressing, Sees. 5-25, Wiley, 1945.
a This refers to the power the motor draws less the energy lost in gear, bearing
friction, and ail' resistance. Grinding studies at the Lake Shore mill confirm the
findings of other investigators that horsepower input varies as the 2.6 power of the
mill diameter, other conditions being constant.
68 CYANIDATION AND CONCENTRATION OF ORES
The volume of the charge is limited to a maximum of about 50 per cent
of the mill volume. If the charge is too large, its center of gravity shifts
too neal' the axis of the mill and the power input falls.
The speed of the mill is limited by what is known as the "critical speed."
This is the speed at which (assuming no slippage) the charge starts to cling
to the liners, or to "centrifuge." It is given by the formula.
7G.50
N= Vd
where N = revolutions per minute
d = diameter in feet inside the liners
In practice, the speeds used vary from GO to 80 per cent of critical,
depending upon the individual preference of manufacturers and operators.
The size of the discharge opening governs the amount of pulp held inthe
mill, and too large a pulp volume reduces the power input for the reason
discussed above.
The percentage of solids in the pulp is usually maintained at GO to 75
pel' cent, the principle being to keep the volume percentage of solids as high
as possible without loss of mobility of the charge. The correct proportion
of water present will depend on the kind of ore being handled, slimy ores
in general requiring a higher dilution than ores that have a low slime
content.
The size of mill required for a specific grinding problem will depend on
the character and size of the feed and the product desired and whether open-
01' closed-circuit grinding is desired. An accurate estimate of capacity
can be made only by an engineer familiar with the proper evaluation of
the factors involved.
For rough estimating purposes Table G gives approximate capacities
grinding to 48 and 100 mesh for several size mills. Connected horsepower
is also shown. These figures are for what would normally be considered
average siliceous ore and for nominal circulating loads of 2 01' 3 to 1.
These capacities may be reduced by as much as 50 per cent in the case of
a hard, tough ore which is highly resistant to grinding, and for this reason
considerable thought has in recent years been given to methods for de-
termining the relative grindability of different ores and to correlating
laboratory figures with plant performance. F. C. Bond has published
comprehensive grindability data (T.P. 2180, A.I.M.E; July, 1947) based
on work carried out by the Allis-Chalmers Manufacturing Co. and grind-
ability tests are a regular part of the testing procedure. of the Dorr Company
at the Westport, Conn., laboratories.
Open- and Closed-circuit Grinding. When the tube mill was first
introduced, grinding was done in open circuit; i.e., the ore was ground to
FINE GRINDING
69
pass the limiting screen size by one passage through the mill. It was
found, however) that if sufficient time of contact between the' ore and
grinding media were provided to ensure that no unground particles (or
oversize) discharged from the mill, an excessive amount of fines were
produced. This meant that the ore was ground much finer than necessary
and mill capacity was correspondingly reduced. .
TABLE 6. :MILL CAPACITIES AND POWER REQUIREMENTS'"
48 mesh grind, 100 mesh grind,
Approx,
tons per 24 hr. tons per 24 hr.
grinding
Connected
Type Size of millj
OJ
horsepower
media
%-in. ~ 2 i n
~ 1 i n
H-in.
charge,
feed feed
feed
feed
tons
----
Cylindrical ball 4 by 3 ft. 25 30
10
20 20 to 30 2.0
mills 5 by 6 ft. 100 120
35
72 60 to 75 6.5
7 by 6 ft. 320 360
125 200 150 to 175 12.0
8 by 6 ft. 500 600 200 300 200 to 225 17.5
9 by 8 ft. 1000 1200
350 536 375 to 400 32.0
Conical ball 472ft. by 16 in. 34 23 15 to 20 2.0
mills 7 ft. by 36 in. 225 150 100 to 125 11.5
8 ft. by 48 in. 400 275 175 to 200 19.0
10 ft. by 66 in. 900 625 400 to 450 35.0
Approx.
Size of mill
20 mesh grind 48 mesh grind Consumed
grinding
from f-in. feed, from l-in. feed, horsepower
media
tons per 24 hr. tons per 24 hr.
charge,
tons
Rod mills 4 ft. by 8 ft. 200 120 38 to 50 6.5
6 ft. by 12 ft. 720 410 130 to 150 22
7 ft. by 15 ft. 1200 720 175 to 270 33
8 ft. by 16 ft. 1700 1000 335 to 350 55
* From manufacturers' catalogues.
t Diameter times length. (In the case of the conical mill this refers to the
cylindrical section.)
The difficulty was overcome by placing a classifier in the circuit to
separate out oversize from the mill discharge and return it to the mill
feed. In closed-circuit grinding no attempt is made to finish the grind in
one passage through the mill, but every effort is made to remove finished
material as soon as it is released, thus reducing overgrinding and preventing
the fines from hindering the grinding action on yet unreduced particles.
In this way the tonnage that a given mill will grind is much greater than it
is possible to grind in open circuit.
By using wide classifiers with high raking capacity, circulating-load
70 CYANIDATION AND CONCENTRA'l'ION OF ORES
ratios are now being carried to 4: 1 or higher. The direct result of the
increased capacity is reduced power, liner, and grinding media consumption
per ton of finished ore.
There is, of course, a limit as to how large a circulating load can be
carried in practice. While capacity continues apparently to improve,
though at a decreased rate, it becomes increasingly difficult to move the
growing volume of material through the system.
The different types of classifiers used are discussed in the chapter on
"Classification. "
There is some controversy in the literature as to the definition of ratio
of circulating load. The term used by most millmen is the ratio of sand
tonnage returned to the mill to the tons of original feed.
If the mill-classifier circuit is fed into the classifier instead of into the
mill, the sand contains oversize from the original feed as well as oversize
from mill discharge, and thus the definition is not entirely accurate.
The ratio of circulating load can be calculated from screen analyses by
using the following formulas:
1. When the raw feed enters the mill directly:
C
.1 I I . d - 0
irculating- oac ratio = --d
s-
where d = cumulative percentage on any mesh in the mill clischarge
o = cumulative percentage on same mesh in the classifier overflow
s = cumulative percentage on same mesh in the classifier sand
2. When the raw feed enters the classifier:
Circulating-load ratio = .f - dO
s-
where f = cumulative percentage on any mesh in the raw feed
d, s, 0, are the same as in 1
The usual procedure in using these formulas is to calculate the circulat-
ing-load ratio for several size screens and discard any that appear out of
line, averaging the remainder.
FLOW SHEETS
There are many types of flow sheets in use today. The tendency in
new mills is to crush relatively fine (% to H in.). Single-stage ball mills
in closed circuit with classifiers are used for grinds coarser than 48 mesh,
but when a finer product is desired, two stages of ball mills in closed
circuit with classifiers is usual. Efficiency must necessarily be sacrificed to .
some extent in small mills by capital requirements, and even greater re-
duction ratios are justified in a single-stage grinding unit.
FINE GRINDING
71
TABLE 7. RAND PRACTICE: GRINDING :MILL DATA, 1948*
Grinding
loud,
tons
26.9 300 216 7.020.9 29.0
31.0 234 156 9.419.1 28.8
17.9 452 291 4.413.5 21.0
30.5 248 5.7 21.9
35.0 330 6.5 21.7
49.8 .. 130 8.8 20.2
51.0 .... 122 11.4 24.4
38.0219 149 10.719.1 28.8
49.4 129 10.6 22.2
51.0 128 14.5 27.3
72.5 303 215 11.116.6 23.3
79.6 .... 290 10.5 ... 19.0
70.0 238 193 9.418.8 23.2
61.2 192 150 5.216.9 21.6
75.0 182 158 10.723.6 27.2
63.6 170 7.0 22.7
73.7 153 5.5 19.4
72.0 131 5.6 22.5
99.6 60.0t 80.0 39.9 73.1t,54.8
90095.8 2.9 62.5
480
198.0
1.0 53.0
140072.5 7.2 42.7
950 4.5 ....
llOO 5.0 .. "!.
300 5.8 ..
260 4.2 .
400
194.0
4.0 4-1.0
270 . . 5.3 ....
240 ... 4.2 ..
450
162.526.9
4.6
540 . 30.0 ....
48053.031.0 5.0
62542.739.415.0
40044.038.0 2.0
550 35.0 ..
540 49.4 ..
530 49.1 .
110 6.4
144.7
0.0
Power,
lcw.chr.
per ton
Production,
tons per
mill duy
Product,
per cent
New feed
12
10
17
o
o
o
o
15
14
14
13
.. t
10
12
15
19
15
15
Nil
7
,j
12
25
34
14
14
Nil
Nil
Nil
4
... t
6
6
Nil
Nil
Nil
Nil
Prim.
Prim.
Prim.
Prim.
Prim.
Prim
Prim.
Prim.
Prim.
Prim.
Sec.
Sec.
Sec.
Sec.
Sec.
Sec.
Sec.
Sec.
Con ct.
350
250
340
202
400
145
106
240
160
195
280
308
250
181
240
215
165
164
245
24.5
26.0
21.0
20.0
17.5
21.5
21.5
26.0
25.5
25.5
19.5
24.5
26.0
30.0
20.0
20.5
25.5
28.0
16
20
16
8
10
9
9
20
20
20
16
16
20
22
20
16
20
20
15
Mill shell
dimen-
sions, ft.
A
C
E
B
F
G
H
D
G
H
A
B
C
E
D
F
G
H
J
Production of pebble and composite mills includes pebble consumption.
t Composite load: tonnage not given.
t 200 meSh} FI t . t . di . h
350 mesh j a ut.ion coneen rate grm mg 92 per cent IDlllUS 350 mes .
FIG. 18. Grinding section at McIntyre Porcupine; note flotation cells t ~ n tube
mills and classifiers for removing free gold.
72 CYANIDATION AND CONCENTRATION OF ORES
With the large classifiers used for high circulating loads it is quite often
necessary to use some kind of auxiliary device to complete the closed
circuit. A large motor-driven scoop lifting the mill discharge to the
classifier has been successful.
Rod mills are used to some extent for relatively coarse grinding, and the
trend today is to use them in open circuit for the primary grinding stage.'
In North America stage grinding is often carried out with ball mills as
primary grinders and tube mills for fine grinding in the second stage.
OLDER GRINDING EQUIPMENT
Stamps. Although the stamp mill could be classified as a fine crusher,
it is included in this chapter, as its usual duty corresponds approximately
to that of a primary ball mill.
Stamp mills were built to parallel the operation of a mortar and pestle,
working continuously and on a large scale. Ore is fed into a mortar and is
crushed by the dropping of the stamp on a die at the bottom of the mortar.
The crushed ore discharges through a screen in the side of the mortar.
The shoe that forms the wearing surface on the dropping stamp is
attached to a steel stem and is replaceable. The stem is lifted by a cam
operating against a tappet which is bolted to the stem. A common cam-
shaft activates usually five stamps in a battery.
The most highly developed mill of this class is called the "California
stamp mill," a complete description of which can be found in Richard and
Locke's Text BODle of Ore Dressing," p. 38, 1940.
As a matter of historical interest the following account of Colombian
practice as late as 1935 describes the primitive type of stamp mill from
which the modern machine was developed.
Milling was done in unique, crude wooden stamp mills developed by the ingenious
Antioquenan miner. Made entirely of hand-hewn hardwood (except for cast-iron
shoes, several bolts, and a few nails) these molinos Antioquenos have a stamp duty of
approximately 0.4 tons per 24 hr. They are powered by overshot water wheels,
18 to 24 ft. in diameter, mounted directly on the 18- to 24-in. wooden camshaft of
the mill. Up to 56 drops per minute can be obtained with a water-wheel speed of
14 r.p.m, The stamps, 6.H by in. by 14 ft. in dimensions, weigh 450 to 500 lb.
including the cast-iron shoe. The mills are usually built with three stamps to the
mortar box and as many as three sets (nine stamps) per mill. Battery-box screens
are usually made of tin from 5-gal. gasoline cans perforated with a small nail. Stamp
guides, cams, and the hardwood camshaft bearings are lubricated with beef tallow.
Modern stamp mills employ stamps weighing from 850 to 1500 lb. in the
United States and 1500 to 2200 lb. (the Nissen stamp) in South Africa.
<1 See "A Study of Present Day Grinding" by L. E. Djingheuzian presented at
the Montreal meeting of C. I M. and M., April, 1949, where the paper "Fine Crushing
with a Ro'd Mill at Tennessee Copper Company" by J. F. Meyers and F. M. Lewis is
reviewed.
FINE GRINDING
73
Stamps drop at a rate of about 100 per minute and grind about 3 to 5 tons
of rock per stamp per 24 hr. Water consumption averages r ~ u n l 0.5
tons per ton of ore.
The stamp mill was originally devised as a combination grinding and
amalgamating device before the days of cyanidation. Its lise continued
with the introduction of the cyanide process, where it was well suited to
the comparatively coarse crushing used, the distribution of the ground
pulp over amalgamation plates, and the steps of separate cyanidation of
sand and slimes that followed. As the "all-sliming" method became more
generally adopted, however, with the need for fine grinding in ball mills
and preferably in cyanide solution, the stamp mill tended either to be used
as a secondary crusher or to be replaced altogether by dry-crushing equip-
ment.
Small stamp-mill installations are still to be found, and a number of
large stamp mills are still in operation on the Rand, but no large new mill
has installed stamps in the last 20 years.
Chilean and Huntington Mills. These two types of mill are practi-
cally obsolete. In these mills rollers driven from a central gear-driven
spindle revolve around a pan. In the former the rolls crush against a
ring in the bottom of the pan, and in the latter centrifugal force holds the
rollers against the ring at the side of the pan. Chilean mills were used
at the Golden Cycle up to a few years ago for grinding roasted ore.
CHAPTER VI
Classification
The metallllrgical advantage of fine grinding in the treatment of many ores
by the all-sliming cyaniding process has of cow'se been realized ever since the
introduction of the process. An economical means, however, of attaining a
finely ground product has been a gradual development to which improvements in
grinding mills and classifier have contributed the greatest advance.
The mill-claseifier combination Sh01dd be considered as a unit. The change
from open circuit to closed circuit, the use of optimum circulatiru; loads, and
the development of secondary and tertiary grinding circuits are notable ad-
vances in produciru; an improved product, generally reslllting in a higher
extraction of the vallwble constituent of the ore. This has been accompanied
by a reduction in unit costs throllgh a lowered ctmsum/ptioti of power and steel
and by increase in capacity of the grinding mill.
DEFINITIONS
Classification as applied to cyanide plants is usually a combination
mechanical-hydraulic operation which separates the solid constituents of a
flowing pulp into two portions according to their respective settling rates.
Usually it implies the removal of a finished product, termed "overflow,"
from a product requiring further grinding, termed' 'sand." Pulp means
a uniform suspension of finely divided solids in liquids as applied to mechan-
ical classification, which is the usual method of making a sand-slime separa-
tion in cyanide plants. Overflow is the comparatively finer, more slowly
setting portion of the original pulp which is carried over the tailboard or
lip of the classifier by the flow of water; sand is -the comparatively coarser,
more rapidly settling portion of the original pulp which is discharged from
the classifier by the mechanical action of the rakes. Selective classification
is classification that has for its object the concentration of the heavy con-
stituent of the original pulp, generally the sulphide, in the sand product,
so that it may be ground finer than the lighter portion, generally the
gangue.
A grinding mill may operate open circuit or closed circuit. Open-ciccuit
grinding is a method of comminution that produces the desired reduction in
particle size by a single passage of the material through a mill. Closed-
circuit grinding is a method of comminution in which a partly finished
mill discharge is separated by the classifier into a finished overflow product
74
CLASSIFICATION
75
and an unfinished sand product which is returned to the mill for further
grinding.
USES OF CLASSIFICATION
1. To make a size separation, for example, a sand-slime 'separation- so
that each product may be given a different treatment.
2. For closed-circuit grinding, so that the maximum size of particle
escaping from the circuit may be limited and so that the useful work done
by the mill may be increased by enabling the mill to operate largely in
reducing oversize rather than in overgrinding majerial already fine enough.
FIG. 19. DOlT FX (heavy-duty) classifier with eccentric and rocker-arm mechanism.
3. For differential grinding of the heavy mineral constituent and the
gangue, by selective classification which. concentrates the mineral in the
sand product and causes it to be ground finer than the gangue before it can
escape in the overflow product.
The desired function, together with the character of the ore and such
factors as the tonnage to be handled, mesh of separation, etc., determines
the selection of the proper size and type of classifier. The single-stage
classifier such as the DOlT (see Fig. 19 and 20), Akins, and Wemco, and
bowl-type classifiers such as the DOlT (see Fig. 21) are in use for making
separations from as coarse as 20 to as fine as 350 mesh. The first of these
are better suited for making coarse separations and for handling large circu-
lating loads where relatively small' overflow capacity is required. The
bowl classifier, limited to 48 mesh and finer, with the double washing action
gives a closer separation at the desired mesh and a cleaner sand product;
76 CYANIDATION AND CONCENTRATION OF ORES
permits, through the selection of the proper bowl size, any required relation
between overflow and sand-raking capacity; and is more suitable as a
mineral concentrator for selective classification.
FIG. 20. DOlT HX (heavy-duty) classifier with slide arms and hydraulic lift.
FIG. 21. DOlT turret-bowl classifier installation in a large Canadian mill.
Both machines are capable of adjustment to cover considerable range of
conditions. Adjustments in slope of classifier tank, rake speed, and dil uti on
of overflow pulp and, in the case of the bowl classifier, additional adjust-
ments of backwash water and bowl speed are available to obtain efficient
CLASSIFICATION 77
results at any mesh of separation. In designing the machine, due con-
sideration is given the results desired under specified condi tions; final
adjustments are made when the particular flow sheet is placed in operation
and are varied thereafter as the conditions vary.
The evolution of fine-grinding flow sheets can be described as follows:
Open-circuit Grinding. The first application of the mechanical classi-
fier was to open-circuit work with grinding mills in the cyanidation of
gold and silver ores, for the purpose of producing two products-a slime-
free sand for treatment by percolation and a sand-free slime for treatment
by agitation and filtration or clecantation.
Closed-circuit Secondary Mills. Advances in the art of treating
cyanide slimes and the reduced cost of fine grinding made possible by
the early tube mills led to the use of the mechanical classifier as a means
of controlling the fineness of the pulp leaving the grinding plant as feed
to the all-slime cyanide treatment. Operating in closed circuit with the
tube mills, the classifier not only controlled fineness more accurately but
greatly reduced grinding costs.
Closed-circuit Primary Mills. The adoption of two-stage fine grind-
ing, due to a recognition that too great a size reduction in one mill with
one ball charge was uneconomical, led to the use of the primary mill and
subsequently a mechanical classifier in closed circuit with it. Reductions
in grinding costs were again obtained, and in addition a convenient means
was provided for apportioning the work between the two stages.
Intermediate' Classification between Stages of Fine Grinding.
Another step was the interposition of a bowl classifier between the primary
and secondary grinding circuits. The classifier operated in open circuit
receiving as its feed the overflow from the primary circuit, overflowing
material of finished size, and discharging a clean sand product direct to the
closed-circuited secondary mill. This step, however, is not generally
desirable largely because of the difficulties met in controlling the succeeding
classification stage in the absence of primary slime.
Finishing Bowl Classifiers. Finishing the entire mill feed in a bowl
classifier, with provision for regrinding the sands in a separate or tertiary
circuit, first proved atthctive in the cyanidation of gold ores in which the
values were chiefly associated with the heavy pyrite constituent. Here
the bowl reclassified selectively the relatively coarse pulp from the second-
ary circuit, overflowing the bulk of the quartz and only the finest sulphides
for treatment, concentrating the sand product to five or six times the
assay of the original ore, and regrinding this high-grade material as fine
as its assay warranted.
The net result has been a higher extraction, a coarser over-all grind, and
a reduced grinding cost.
78 CYANIDA'l'ION AND CONCENTRATION OF ORES
The same principle has been applied successfully more recently in the
dressing of copper sulphide ores for flotation. The sulphide mineral,
being heavier than the gangue, concentrates readily in the bowl sand and
is subjected to regrinding for more complete liberation of associated
minerals. In this way the mill is not burdened with gangue material
TABLE 8. CLOSED-CIRCUIT GRINDING ANALYSES*
No. I
No.1 B.M.
No.1
No.2 B.M.
No.2 No.2
Headst classifier
discharge
clussifier
discharge
classifier classifier
Mesh
sands overflow sands
-,
overflow
"'t.,
Cum., Wt., Cum., Wt., Cum., Wt., Cum., Wt., Cum., ws., Cum., Wt., Cum.,
% % % % % % % % % % % % % %
-- - ---- -- - ---- -- - ---- --
0.2525 in.
8.6
8.6 0.6 0.6 0.7 0.7
4 38.3 46.9 16.5 17.1 6.6 7.3
6 7.8 54.7 6.9 24.0 3.4 10.7
10 11.7 66.4 14.0 38.0 7.6 18.3 0.3 0.3 0.1 0.1 0.2 0.2
20
10.2
76.6 20.0 58.0 14.9 33.2 6.2 6.5 1.8 1.9 3.5 3.7
35 7.3 83.9 17.1 75.1 18.3 51.5 17.3 23.8 11.6 13.5 16.7 20.4
48 2.1 86.0 6.4 81.5 8.5 60.0 9.7 33.5 11.8 25.3 13.9 34.3 0.1 0.1
65 2.0 88.0 4.1 85.6 6.7 66.7 4.7 38.2 20.2 45.5 21.2 55.5 1.6 1.7
100 1.7
89.7 2.9 88.5 2.6 69.3 7.8 46.0 18.5 64.0 17.8 73.3 7.0 8.7
150
1.6
91.3 2.6 91.1 5.6 74.9 8.9 54.9 17.3 81.3 15.4 88.7 14.7 23.4
200 1.1 92.4 1.5 92.6 3.9 78.8 6.6 61.5 7.0 88.9 6.0 94.7 12.8 36.2
-200 7.6
100.0 7.4 100.0 21.2 100.0 38.5 100.0 11.2 100.0 5.3 100.0 63.7 100.0
Per cent solids ...... 82.1 78.2 52.2 70.4 77.4 15.8
Specific gravity..... 2.81 2.87 2.78 3.04 3.01 2.81
Mesh .
No.1 classifier circulating load. " .
No.2 classifier circulating load ....
20 35 48 65 100 150 200 Average
108 117 123 151 121 124 125 124
360 346 372 365 402 427 436 387
Mill of the Cariboo Gold Quarta Mining Co. (August, 1941). Samples taken on Aug. 27, 1941, over
24-hr. period. I
t Heads: Per cent moisture. . . . . . . . 3.00
Specific grllvity.......... 2.86
Ore milled 373.0 dry tons
upon which no further work is required. Moreover, the finishing-bowl
classifier protects the flotation operation against tramp oversize from
preceding classifiers and assures a uniform product from the entire fine-
grinding section, convenient for sampling and distribution to the succeeding
units.
MEANS OF CLASSIFICATION
The type of machine best suited to a specific classification problem will .
depend upon (1) whether a finished product is required, (2) the size range
CLASSIFICATION
79
of material to be handled, and (3) the volume and dilution of the pulp
entering the machine. In general, open-tank rake-type, screw-type, or
bowl classifiers are used for closed-circuit grinding work: where a finished
product is desired. In some cases, however, especially for very fine separa-
tions requiring high overflow dilution, hydroseparators are used to good
advantage, and because of the difficulty of raking extremely fine sand up
an inclined deck, bowl-type classifiers have been converted to shallow
hydroseparators with spigot discharges. The open-tank rake-type or
screw-type machines are also more generally suited to coarser sizes of
feed, while the bowl classifier, hydras, and centrifuges are applied more
generally to handling finer (minus 20 mesh) feeds and to making finer
separations. Where exceptionally large volumes must be handled, how-
ever, the hydroseparator has been installed to handle feeds as coarse as
4 mesh, using a spigot discharge. Hydraulic classifiers operate in the size
range of about 8 to 200 mesh but find their principal use in preparing a
number of closely sized products and in the concentration of heavy minerals.
CONES
Classifying and dewatering cones once had a wide vogue and still are used
in some pulp circuits. They were more or less troublesome because solids
tended to accumulate on the sloping Sides, sloughed off periodically, and
plugged the discharge in the apex; the sand discharged was too dilute and
contained too much slime; and sand was frequently carried over with the
slime. Furthermore,large cones required considerable space and head-
room.
It is of.interest that the Homestake, long a user of cones for dewatering
and classifying, selected mechanical bowl classifiers for their new mill
addition.
In the Homestake's enlarged and rearranged plant are 10 cones of local
make, 7 ft. in diameter and with 65-deg. sides. They dewater the pulp
from the stamps and feed 10 rod mills which are in closed circuit with an
equal number of Clark-Todd amalgamators and Dorr classifiers. Cones
are used in the Dome plant, Ontario. There are two distribuiting cones
and 16 classifying ones, ~ ft. deep, with 60-deg. sides and %-in. spigot,
which tend t build up sulphides in the circuit for selective grinding.
Cones of the Caldecott type, fitted with automatic discharge, are used
in four plants at Kolar, India, for dewatering and making tube-mill feed.
In this cone the discharge continues to operate until there is a change in the
pulp density. If the pulp in the discharge becomes too thin, the plug at the
cone bottom closes, allowing the sand to accumulate. The density then
increases to the desired point after which automatic control becomes
effective.
80 CYANIDATION AND CONCENTRATION OF ORES
Cone classifiers in Rand stamp mills consist of a nest of cones 4 ft. in
diameter and 5 ft. deep. The overflow passes to secondary cones to be
separated into sand and slime. The underflow is divided into as many
portions as there are tube mills, each portion gravitating to a dewatering
cone 572 by 772 ft., the underflow of which is the tube-mill feed. A little
water is added to bring the moisture content to 30 per cent. The cone,
however, is inefficient, according to T. K. Prentice in Bul., I.M. and 1J1.,
April, 1935, in dewatering a finely ground pulp for tube milling. It has
been found that the Dorr classifier is preferable for this purpose, and this
machine is included in the flow sheets of all of the latest plants.
FIG. 22. Akins type S spiral classifier.
MECHANICAL CLASSIFIERS
The impossibility of preparing clean, leachable sand and sand-free slime
from an irregular feed of varying ore by double-cone classification led to
the invention of the original Dorr classifier at the Lundberg, Dorr, and
Wilson mill at Terry, S.D., in 1904.
Mechanical dewaterers had been used before this time, including
Johnson's shovel wheel, Scobey's belt dewaterer, and other devices, such
as George Moore's cylinder with spiral conveyor. The Akins ribbon screw
followed about 1910, and Philip Argall's double solid spiral, the Avoca, a
few years later. The Scobey belt was developed at the Esperanza and used
especially in Mexico, and later a cylinder with spirals introduced by
Hardinge, while on the Rand a spiral draining sand from a cone has met
some favor.
Screw Classifiers. Screw classifiers such as the Akins and Wemco
consist of a semicylindrical trough, usually set at a slope of from 272' to
372' in. per ft., in which rotates a helix or spiral at from 2 to 8 r.p.m.de-
pending upon size and conditions to be met.
The feed is introduced through the side of the tank just below the pulp
CLASSIFICATION 81
level. The heavier solids settle out and are carried upward out of the
pulp by the spirals and discharged into a sand launder, while the fines
flow in the opposite direction to the overflow weir at the lower end of the
.
The earlier types of machine used interrupted spirals and overflow Iips
below the shaft carrying the spirals at the lower end. The design has now
been modified. In the "high-weir" type recommended for coarser separa-
tions the spirals extend above the pulp level, and in the "submerged" type
recommended for fine separations the spirals are below the pulp level in
FIG. 23. Wemco S-H triple-spiral classifier.
the lower end of the tank. Either type may be supplied with single or
double spirals, and both are equipped with lifting devices. Figure 22
shows an Akins submerged-type machine. In the triple-pitch Wemco
design (Fig. 23) three spirals per shaft provide additional sand-conveying
capacity per revolution.
Reciprocating Rake Classifiers. The DOlT Company is the principle
advocate of this machine.
Single-stage Type. The DOlT classifier (Figs. 19 and 20) consists of a
rectangular, inclined settling box of wood, steel, or concrete, with the
upper or discharge end open, in which are placed mechanically operated
rakes or scrapers which carry the quick-settling, coarse particles to the
point of discharge at the open end. Each rake, of which there may be as
82 CYANIDATION AND CONCEN'l'RATION OF ORES
many as six, is carried by two hangers, one at the discharge end and one
near the overflow end. The rakes are raised, lowered, and moved parallel
to the sloping tank bottom by a suitable head motion. A lifting device is
provided for raising the rakes several inches to clear the settling solids in
case of a shutdown.
The feed enters continuously, through a distributing launder near the
overflow end. The more quickly settling particles fall to the bottom and
are advanced up the inclined deck by the rakes and discharged. The
agitation of the reciprocating rakes keeps fine particles in suspension until
they overflow the weir at the lower end.
The point at which a separation can be made is determined by the rake
speed, the pool area, and the overflow dilution. The greater the rake
FIG. 24. General arrangement of Hardinge countercurrent classifier.
speed the greater the overflow density, and the smaller the pool area the
coarser the separation.
Bowl Type. The Dorr bowl classifier (Fig. 21) is a combination of a
shallow, circular bowl with a revolving raking mechanism superimposed on
the lower or overflow end of a single-stage Dorr classifier. Feed enters
through a loading well at the center of the bowl, and fine solids overflow
across a peripheral weir. Coarse solids settle on the bowl bottom, are
raked to a central opening, and gravitate through it into the reciprocating-
rake compartment.
It is used where a clean rake product is desired, where a separation at a
fine mesh is to be made, or where the overflow capacity must be large in
comparison with raking capacity.
Hardinge Classifier. The Harclinge Company was responsible for
introducing the spiral ribbon type of mechanical classifier as illustrated
in Fig. 24. This classifier is a slowly rotating chum, on the inner surface
of which is a screw flight attached to the drum, revolving with it. The
material to be classified is fed in at one end above the pulp level, and as the
CLASSIFICATION
83
classifier rotates, the coarse particles that settle out are moved forward
by the screw flight. The fines overflow through an opening at the feed
end of the classifier. The sand or oversize is dewatered and elevated by
buckets to the discharge hopper.
HYDRAULIC OLASSIFIERS
Hydraulic classifiers range from simple V-shaped launders with a mul-
tiplicity of shallow settling pockets for the discharge of as many roughly
sized products to the more elaborate deep-pocket machines of the hindered-
settling type, having specially designed constriction plates and automatic
discharge of spigot products.
Dorrco Sizer. In the eight-pocket machine, the pockets are separated
by 3-ft.-high partitions and increase in cross-sectional area from 1 sq. ft. in
the feed end to 3.12 sq. ft. in pocket 8. The size of hole and hole spacing
in the constriction plates depend upon the size distribution of the feed and
are designed individulally for each installation, so that the hydraulic
water required for each compartment will flow through the holes at a
predetermined head loss. This hydraulic water is supplied from take-offs
arranged along a common manifold, and the flow is controlled by individual
valves. Windows are provided in each compartment for inspection of
the teeter bed. The discharge mechanism is fully automatic, the spigot
valves being operated by a modulating motor controlled by a pressure
unit that, in turn, is actuated by the pulp density within the compartment.
This eight-pocket unit operating on minus 14-mesh iron ore of average
size distribution has a feed capacity, when overflowing minus 100-mesh
material, of about 25 tons of solids per hour.
Hindered settling machines require no power except for the water used
and are automatic in discharge, although they need a certain amount of
attention. On many materials they give excellent results either in closeness
of sizing or in concentration of the denser particles. They are used, there-
fore, chiefly for two purposes-either in separating 6- to 200- mesh material
into a series of closely graded portions for subsequent treatment or in con-
centrating the heavier mineral of a nonhomogeneous feed.
In general, however, hydraulic classifiers use more water than mechanical
classifiers, the slime overflow is more dilute, the coarse fractions contain a
much higher moisture content, and the loss of head on the sands is con-
siderable, which is objectionable in closed-circuit grinding. Also, these
classifiers frequently require a deslimed feed.
Thus in practice, for preparing cyanide or flotation pulps, mechanical,
nonhydraulic classifiers are used almost to the exclusion of all other types
because of their capacity, flexibility, continuous operation, and uniformity
of results. In addition, they require little attention and give a coarse
84 CYANIDATION AND CONCENTRATION OF ORES
portion or sand of low moisture content. Furthermore, the mechanical-
type classifiers give a coarse portion that is sufficiently free of fines for
practical closed-circuit grinding. This is the result of the agitation and
draining that take place during the removal of the coarse portion.
}IYDROSEPARATORS
A hydroseparator is, in working principle, an undersize thickener, i.e.,
a machine of such a specified diameter that the upward displacement rate is
greater than the settling velocity of the largest particle it is desired to
separate. In consequence, particles of this critical size and finer are carried
into the overflow, and the settled material, which is carried to a central
discharge opening by a slowly moving raking mechanism, is relatively
dislimed.
As in the case of mechanical, in contrast to hydraulic, classifiers generally,
a considerable amount of the finer fraction is entrained with the underflow
sands. Used both as "deslimers" for making final separations after grind-
ing and also for closed-circuit grinding work, they have the advantage of
providing the relatively large areas required for fine separations at high
dilutions.
Where it is necessary to handle heavy sands in the machine, steep sides
and extra-heavy raking mechanism are provided.
The capacity of hydroseparators can be determined from the following
formula:
1.333 (F + _1_)
A = sp. gr.
R
where A = square feet per ton of overflow per 24 hr.
F = overflow dilution
R = settling rate in feet per hour at over-flow dilution F
sp. gr. = specific gravity of the solids
Having determined the ratio of feed to overflow, the unit area per ton of
feed is readily calculated.
DESLIMING
Desliming for Separate Treatment of Primary Slime. A number
of mill flow sheets include the step of removing the softer fraction of the
ore (clay and related material) from the harder fraction preceding or as a
part of the crushing and grinding sections.
At Marlu Gold Mining Areas in West Africa (Fig. 89) the ore after passing
through a jaw crusher is washed at 1 7 ~ i n size in a series of twelve 4
by 16-ft. trommel washers, the undersize being sent to bowl classifiers for
CLASSIFICATION
85
desliming and the washed rock being crushed in Newhouse crushers and
passed to the ball-mill circuit (which also receives the sands' from the
desliming classifiers).
At the Dome mines in Canada (Fig. 64) the jaw-crusher product is
first washed on vibrating screens, the oversize passing to a, Symons cone
crusher, while the undersize is classified for removal of fine sand and slimes
and the rake sands transferred to the mill bins.
In both of the above installations the objective is, of course, to eliminate
primary slime which in the case of wet ores causes trouble in the crushers,
but the' combined pulp is cyanided in a single circuit.
In the case, however, of the treatment scheme devised to handle a
difficult ore in the plant of the Kelowna Exploration Co. at Hedley, British
Columbia (Fig. 71), the primary slime and softer fractions of the ore are
treated in a separate circuit from that used to handle the harder ore
constituents. This scheme has resulted in the successful treatment of an
ore that otherwise failed to respond to ordinary thickening and filtering
practice.
CENTRIFUGAL CLASSIFICATION
Bird Centrifuge. This machine is essentially a closed spiral classifier
in which the tank is revolved at relatively high speed on a horizontal axis.
The tank itself consists of a truncated conical shell, within which is a
smaller concentric cone carrying a spiral ribbon (rakes) that revolves
independently of the shell but in the same direction at a somewhat slower
speed. Classification takes place in the annular space between the cone
and the shell, the speed differential between the two elements having the
effect of raking the solids settled against the shell up-slope to the small end,
where they are discharged. The slime discharges through ports at the
larger end. The machines are built in various sizes ranging from a raking
capacity of 2 to 50 tons per hour, the latter requiring a 100-hp. drive motor.
At the Hedley Mascot mill in British Columbia, a change in the ore
mined led to a serious slime problem which could not be handled in the
conventional flotation and cyanide equipment installed at the mine. Follow-
ing test work, a 36- by 50-in. Bird centrifuge was installed in January,
1941, to deslime the ore prior to flotation and has been in continous opera-
tion since.
According to C. W. S. Tremaine in "Applications of the Bird Centrifuge
at Hedley Mascot Mill," C.I.M. and l11I., Vol. 50, pp. 533-536, 1947, the
centrifuge is operating on a mixture of slime from primary and secondary
classifiers and concentrate taken from the scavenger flotation cells.
This mixture of slime and low-grade concentrate forms the feed to the Bird centri-
fuge; it amounts to about 2.5 tons per hour at 15 per cent solids, 98 per cent minus
86 CYANIDATION AND CONCENTRATION OF ORES
325 mesh, and assays about 0.11 oz. per ton. The centrifuge discharges an effluent
which carries 3 to 6 per cent solids and assays 0.06 oz. gold per ton. The cake is
discharged at about 82 per cent solids, 92 per cent minus 325 mesh, and is sent to the
cyanide plant, where it is treated in conventional manner. . .. The centrifuge
machine is driven by a 30-hp. motor and operates at 1000 r.p.m.
D.S.M. Cyclone. The hydraulic cyclone, which was developed by the
Dutch States mines in connection with their coal-cleaning processes, is
the most recent classifying-thickening device to be used commercially for
the separation of fine particle sizes.
The design and principle of operation of the hydrocyclone are similar to
that of the familiar dry cyclone or dust' collector. It is a closed vessel
consisting of a conical section surmounted by a cylindrical section of equal
diameter. The feed is pumped into the cylindrical section at a pressure
of 5 to 50 lb. per sq. in. through a tangential opening, the fines overflowing
through a central orifice on top and the coarser fraction discharging through
a second orifice at the apex of the cone.
The highrotational velocities developed inside the vessel set up centrifugal
forces equal to many times the force of gravity, and high rates of separation
are obtained. The coarser material is thrown to the sides of the cone and
forced by a pressure differential toward the discharge orifice, emerging as a
thickened sludge, while the fines are displaced through the overflow
opening.
The capacity of thehydrocyclone and the separations made depend
upon a number of design factors, including the shape and size of the vessel,
the pressures used, and the size of overflow and discharge orifices.
Though still inrthe experimental stage, performance data to date in-
dicate that this device will find considerable use in the field of classification
and desliming. It possesses the advantage of high capacity for size and
relative simplicity of construction, which involves no moving parts. The
only power required is that used for pumping the feed into the vessel.
CHAPTER VII
Sand 'Treatment
Ores may be separated into sand and slime, and the sand leached by
upward or downward as well as upward and downward percolation of
cyanide solutions. Leaching practice has decreased in. recent years with
the development of closed-circuit grinding and now is seldom incorporated
in new plants.
Ores are known which need only to be crushed coarsely to in., and
the whole leached. Deposits of ore amenable to coarse crushing, however,
are rare. The gold must be on cleavage planes or in the cavities left by
previous natural leaching of the ore in place.
Sand leaching is carried out in vats ranging in capacity from 30 to 1200
tons. Sand for leaching is separated from slime in cones, V boxes, classi-
fiers, and in collecting vats filled by distributors-the overflow in each case
being slime or finer portion of the ore. As a rule, leaching is a simple
process, involving a vat of well-mixed neutralized sand, ample contact with
strong and weak cyanide solutions, water washes, aeration of the sand and
solution, and rapid filling and discharging. It is a cheap and effective proc-
ess for clean ores when fine grinding is not necessary for good extraction.
Classification for Leaching. The importance of classification prior
to leaching cannot be overemphasized. Sands that are essentially free
from colloidal material behave quite differently from the same type of
sand with a small percentage of colloid. The two following examples
from plant practice are illustrative.
The Golden Cycle mill at Colorado Springs, Colo., grinds roasted siliceous
ore in rod mills through 20 mesh before sand-slime separation at about 200
mesh. Prior to the development of the Dorr bowl classifier at this plant,
this separation was made in Dorr classifiers which produced a sand con-
taining about 15 Pel: cent minus 200 mesh, with an appreciable amount of
contained colloid. The leaching rate in the same tanks varied from 0.7
to 1.4 in. per hr.
Following the adoption of the bowl classifiers, which produced practically
colloid-free sand, the leaching rate increased to about 10 in. per hr., and
leaching results were much more uniform. The table on the following
page shows a typical screen analysis of the bowl-classifier sand when the
overflow contained 2.6 per cent plus 200 mesh.
87
88 CYANIDATION AND CONCENTRATION OF ORES
+ 30 mesh - 6.7 cumulative
+ 60 mesh - 53.2 cumulative
+100 mesh - 73.2 cumulative
+150 mesh - 84.2 cumulative
+200 mesh - 96.0 cumulative
-200 mesh - 100.0 cumulative
The Homestoke Mining Company grind their ores in closed circuit with
rod and ball mills through about 80 mesh and, following amalgamation,
make a sand-slime separation at about 2 per cent plus 200 mesh. In their
new plant, DOlT bowl classifiers make this separation prior to leaching and
slime treatment. The Homestake ores contain an appreciable amount of
pyrite which is gold bearing, and the bowl classifiers are adjusted to pro-
duce a maximum of minus 200-mesh granular material in the sands,
including very fine pyrite, but to remove all colloidal material. Even
TABLE 9. SIZING ANALYSIS OF SAND AT THE I-IOlvIESTAKE
(East Sand Plant)
Mesh
+ 50
+ 80
+100
+150
+200
-200
Per cent
0.1
3.0
8.0
17.5
25.0
46.4
Per cent cumulative
0.1
3.1
11.1
28.6
53.6
100.0
with this unusually fine sand, excellent and uniform leaching results are
obtained at rates up to ~ z in. per hr. in 11-ft.-depth tanks. Table 9 is
a typical screen analysis of this sand.
Homestake Leaching. Although it is finely ground in water, Home-
stake sand can be cyanided by gravity leaching to yield a high extraction
of the gold. Sieve analyses and assays reveal that the finer the sand the
higher the extraction. This varies from better than 90 per cent in the
minus 200-mesh material to less than 50 per cent in the case of particles
coarser than 50 mesh.
Leaching is done in two sand plants, one with 8 vats 44 ft. in diameter by
12ft. deep, the other with 21 vats 44 ft. in diameter by 11 ft. deep. They are
filled through Butters-Mein distributors. Lime is added to the pulp as it
leaves the final set of classifying cones. The filter bottom consists of the
usual wooden frame covered with coco matting and 10-oz. canvas duck.
Repeated aeration is essential to maintain enough oxygen in the solutions
to effect extraction, according to A. J. Clark in E. and 111.J., Oct. 12, 1931.
This is done by introducing low-pressure air under the filter bottom of the
leaching vat.
SAND TREATMENT
TABLE 10. SAND-TREA'l'MENT CYCLE AT THE I-IOMESTAKE
89
Operation
Filling .
First draining .
First aerating .
First solution leaching....
Second draining, .
Second aerating .
Second solution leaching..
Third draining .
Third aerating.. , .
Third solution leaching ...
Fourth draining .
Fourth aerating , .
Fourth leaching .
Washing .
Period,
hr.
10
20
16 to 28
16 to 24
14
6
14 to 16
14
6
14 to 16
14
6
24 to 28
18
Remarks
Pulp containing 43% solids joins dis-
charge of lime mill and enters' water-
filled vat through Buttcrs-Mein dis-
tributor. Overflow, after clari-
fication, is reused in classifiers.
Effluent wasted.
Gage pressure, 7H lb.: bottom solution
valves clpsed. Time of aeration de-
pends on alkalinity.
Rate, 2 in. per hr.; solution strength,
0.095% NaCN; displaced moisture
wasted.
Effluent wasted. From appearance of
gold, solution sent to precipitation.
Gage pressure, 8 lb.; bottom solution
valves closed.
Time depends on flow rate, approxi-
mately 2 in. per hr.; solution strength,
0.09% NaCN; effluent to low-solution
sump, followed by precipitation; bar-
ren solution reused as wash.
Effluent to weak-solution sump, followed
by precipitation; barren solution to
storage for reuse.
Gage pressure, 8 lb.: bottom solution
valves closed.
Solution strength, 0.055 % NaCN;
effluent to weak-solution sump, fol-
lowed by precipitation, and discharge
of barren solution to storage for reuse.
As for third draining. Barren solution
0.035% NaCN. Effluent to precipita-
tion for first 16 hr., then to strong
solution make-up.
Rate, ~ in. per hr. Effluent to strong-
solution sump for reuse. Wash water
from cone overflow. About 40 to 48
in. of wash water used.
Sluicing........ .. .. .... .. . 5
Total . 197 to 225
hr.
8 to 9
days
90 CYANIDATION AND CONCENTRATION OF ORES
The leaching practice is designed to effect a progressive enrichment of the
solution before precipitation, the effluent from the latter part of a treat-
ment being strengthened but not precipitated before being returned to the
top of another charge. Solution and zinc are conserved by this system.
The total solution used amounts to only 0.8 ton per ton of sand. The
water draining from the newly filled charge contains sulphates and thio-
sulphates. After the second aeration, when cyanide solution has been
added to the top, these compounds appear in larger quantity. Later, they
are followed by thiocyanates, which in turn are followed by the first traces
of cyanides. Gold appears in the effluent soon after the first trace of
cyanide is noted. Thiocyanates, the main source of cyanide loss, are
TABLE 11. SAND-SLIME SEPARATION AT THE GOLDEN CYCLE
Percentage
Tyler standard size
Feed Sand Slime
On l4-mesh screen.......................... 0.2 cum. 0.2 cum.
On l6-mesh screen.......................... 0.9 cum. 0.8 cum.
On 20-mesh screen.......................... 5.7 cum. 7.4 cum.
On 30-mesh screen.......................... 19.8 cum. 33.7 cum.
On 40-mesh screen .......................... 30.2 cum. 52.8 cum.
On ~ m e s h screen.......................... 53.2 cum. 85.3 cum. 0.8 cum.
On 100-mesh screen......................... 56.7 cum. 92.7 cum. 3.5 cum.
On l50-mesh screen......................... 63.3 cum. 98:0 cum. 15.9 cum.
On 200-mesh screen ......................... 69.3 cum. 99.4 cum. 29.1 cum.
Through 200-mesh screen ................... 30.7 indo 0.6 indo 70.9 indo
Moisture ................................. 86.7 23.3 93.8
stable compounds, but although they build up in solutions, they do not
affect extraction.
Low alkalinity is favored, a pH of 9.6 to 10.2 giving the best extraction.
A cyanide of 49 per cent NaCN equivalent is used. Strong solutions
carry 0.095 per cent and the effluent 0.035 per cent NaCN. Cyanide
consumption is ;!.i lb. per ton treated.
Golden Cycle Leaching. At the Golden Cycle, Dorr and Akins classi-
fiers make a sand-slime separation as shown in Table 11.
The sands are conveyed to 10 leaching vats 50 feet by 15 ft. deep with a
capacity of 1200 tons each. The initial leaching period is 48 hr. with
solution containing 0.5 lb. cyanide per ton. This solution goes to the
precipitation presses. Sand charges are drained and aerated at least four
times for 8-bJ... periods during the 6- to 8-day treatment cycle. Barren-
solution washes and a water wash follow. Two men using 2':>'2"-in. hose
and water at 120-lb. pressure discharge the vats in 37'2" hr.
SAND TREATMENT
91
SAND LEACHING ON THE RAND
While the trend on the Rand is toward all-slime plants, a considerable
tonnage is still handled by leaching of the sand fraction of the ore.
Randfontein Estates Gold Mining Co. This mill, is de-
scribed in detail in Chap. XV, Sec. 3, mills 13,000 tons pel' day, of which
20 pel' cent is handled by sand leaching.
-Aera/ed.so/or/on
5 "Leachingpipe
.st/o-aerar/or:
Leachingpipe
Pressvregoge
/0 /b./s'l-li?
/
FIG. 25. Aeratiun of solution with sub aeration and vacuum drainage of sand charge.
The sand from bowl classifiers at 51.8 pel' cent plus 100 mesh, 8.5 pel'
cent minus 200 mesh, is pumped to Butters distributors serving thirteen
50-H.-diameter by 12-ft.-deep sand-collecting tanks, which, in turn, dis-
charge the collected sand to twenty-six 50-H.-diameter by lO-ft.-deep
leaching vats. Treatment cycle is 22 hr. collecting and transfer, 10 hr.
leaching and washing, and 4 to 5 hr. emptying.
A charge of about 1000 tons of sand is leached with 250 tons of strong
solution made up to 0.055 per cent KCN, followed by 750 tons of plant
circulating solution and then 1000 tons of barren solution. Seventy-four
per cent of the effluent at an average value of 1.5 dwt. per ton goes to
precipitation. The balance is by-passed to plant circulating solution.
92 CYANIDA'rION AND CONCENTRATION OF ORES
LEACHING OF CLAY ORE
Bidi, Sarawak, Borneo. To solve the problem of treating a clay ore
in which the gold was finely disseminated, the author was able to suggest a
unique method 'which he had seen described twenty-five years previously
in a paper, "Occurrence and Treatment of Gold Ore at Bidi, Sarawak,
Borneo," by T. C. Scrutton, which appeared in Trans. 15, I.11iJ.Jl!I., 1905-
1906, in which clay ore was treated by leaching in relatively large lumps.
Its successful application in this instance is our justification for including
a detailed description of the method in the present volume.
The auriferous deposits at Bidi consist of a series of unconnected hills
lying upon the weathered surface of limestone. These hills consist of clays
and earth containing boulders of stone of varying structure-pure silica,
silicified sandstones and shales. The clays and earths carry from 2 to 15
dwt. gold per ton, averaging 5 dwt.; the stone, from 3 to 30 dwt. per ton,
averaging 8 dwt. The proportion of stone to clay occurring in the deposits
is roughly 1 to 5.
The ore is trammed to the six ore bins. The clay ore bins are four in
number, and their arrangement constitutes an important feature in the
direct treatment of clays.
To quote Scrutton:
To obtain rapid and easy leaching of the clayey material, it is necessary
1. To keep the fine earthy and sandy material separate as far as possible from the
more plastic clayey material and to treat the two separately in different vats.
2. To ensure that all earthy and clayey material, when charged into the vats, is
in the form of balls firm enough to maintain their form when charged into the vat
and of a size varying from 3 in. in the case of the clayey material to 7i in. in the
case of the finer.
The first of these conditions is attained by providing four separate clay bins and
carefully selecting the material from each according to its tendency to break up and
form fines or to agglomerate and form balls. .
The second is provided for by running the clay from the tippler down to a fan-
shaped chute, about 40 ft. long and inclined at 60 deg. into the ore bin; thus the
masses of clay are broken up and formed into balls by rolling down the chute. The
wetter and more plastic the clay treated the longer and steeper must this chute be to
ensure the clay's being in a leachable condition on arriving at the ore bin. The clay
ore bins are rectangular and discharge through bottom sliding doors into wagons
running below.
Vats. The leaching vats are 30 in number, 18 of 100 and 12 of 50 tons' capacity;
the former are 6 ft., and the latter 3 ft. deep, all of 27 ft. 6 in. diameter. They are con-
structed of %-in. mild steel plates, riveted with H-in. rivets, 1%-in. pitch.
Charging. Side-tip wagons are employed and are filled direct from the stone and
clay ore bins, whence they are run direct over the vats and tipped; two pairs of rails
run over each vat, arranged at such a distance apart as to require a minimum amount
of shoveling to level off the material in the vat.
The following are the principles regulating the method of charging:
SAND TREATMENT
93
1. Clay must be charged in layers not more than 3 ft. deep; if this depth be ex-
ceeded, difficulties are experienced in leaching and washing, resulting in impaired
extraction.
2. Coarse material must be kept separate from fine to ensure good leaching.
3. In the event of charging two different classes of stone and clay 'into the same
vat, the operation must be conducted so as to leave the material as far as possible
in horizontal, not vertical, layers. .
In the case of the 50-ton vats, which are only 3 ft. deep, they are filled with clay
from one ore bin, no further precautions being necessary.
With the 100-ton vats, in order to treat as large a quantity of clay as possible,
sufficient clay is charged into the bottom of the vat to form a layer 2 ft. deep; this is
then leveled off, and sufficient stone charged to form a layer 1H ft. deep; this having
been leveled off, the vat is filled to the top with clay.t'giving an upper layer of 2 ft.;
thus the layer of stone, by forming a porous bed in the middle of the clay, prevents
the formation of channels throughout the whole mass and, by separating the clay
into two thin layers, renders leaching comparatively easy; by charging in this manner
equally good extractions are obtained from the clay treated in the large as in the
small vats.
To ensure obtaining the correct tonnage, it is necessary to fill the vats until the
clay stands about 2 in. above the top of the vat, as the material when properly charged
lies exceedingly loosely and, after solution has been on for a short time, sinks down
to 9 in. below the top of the vat.
Discharging. This is effected in the usual manner by shoveling the material
through four bottom-discharge doors into wagons running on two lines of rails below
the vats.
Treatment. The usual treatment for 100-ton vats occupies 10 days and gives .the
following results:
Charge 5.4 dwt.
Discharge , , , 1.2 dwt.
Extraction 78 per cent
KCy consumption , 0.97 lb. per ton
The solutions used are:
Strong solution, containing. . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 0.07% KCy
Sump solution, containing 0.05% KCy
These solutions have to be kept at a definite standard of alkalinity, which is
effected partly by putting a certain quantity of lime into each wagon at the bottom
of the main incline and partly by the addition of soda to the sumps; the quantities
of each used are regulated by the working of the zinc boxes. The average consump-
tion of lime is 8.8 lb. per ton, and the maximum amount of soda usually added 0.14
lb. per ton of solution.
So long as this standard of alkalinity is carefully maintained, the solutions give
very little trouble. If, however, the alkalinity gets too high, the solutions become
dirty, foul smelling, and full of arsenic and antimony; if too low, the consumption of
cyanide is so great as to show no precipitate with AgN0
3
after once running through a
vat, extraction, of course, suffering accordingly.
The first filling of strong solution is put on by very slow upward leaching, so as
to disturb as little as possible the fine material lying loosely in the interstices be-
tween the larger balls of clay. The vat is gradually filled by this means, the opera-
94 CYANIDATION AND CONCENTRATION OF ORES
tion, if properly conducted, occupying about 3 hr.; as the charge in the vat becomes
soaked in solution, it settles down, finally sinking to about 9 in. below the top. About
30 tons of solution is required for the first filling, but of this only about 20 tons can
be drained off, the remainder being absorbed by the clay.
The vat when full is shut up and allowed to soak for 4 hI'.; it is then opened and
allowed to drain at such a pace as to ensure its being just dry in another 4 hr., when
it is pumped up again, the solution being run on to the top of the charge, and the
vat leached by gravity in the usual manner. This alternate filling by downward
leaching, soaking, and draining is carried on until about 150 tons of strong solution
has been put on the vat, i.e., for about four days.
Sump solution is then substituted, the first filling being put on by upward leaching,
and the subsequent filling by downward leaching, in the usual manner. The effect
of using slow upward leaching in the middle of the treatment is to lighten the charge
and form new channels for solution by altering the direction of pressure.
The downward leaching is continued as before until about 180.tons of sump solu-
tion has been given. This usually occupies about 5 days; the actual time of treat-
ment, however, is judged by the amount of gold extracted according to the solution
assays. When the solutions coming away contain only H dwt. per ton of gold, a
final water wash is given, and the vat discharged.
In order to ensure a regular flow of solution through the zinc boxes, it is necessary
to divide the vats into two lots, one lot being drained while the other is soaking.
After repeated trials the foregoing method has been found to give the best results
for clayey material charged direct into the vats. Given that the material has been
properly charged into the vat, solution of the gold takes place almost immediately
on contact with the fresh cyanide solution, the metal being in an extremely fine state
of sub-division, and lumps of clayey material containing only about 16 per cent
moisture being readily permeable by' solution.
Practically, the total gold contents of the clays are dissolved by the cyanide; this
was shown by taking a number of samples of the material discharged from the vats
and applying repeated washings of water; by this means alone a final extraction of
over 95 per cent was obtained.
The problem, then, in order to ensure good extraction, is to wash out the auriferous
cyanide which has been absorbed by the balls of clay. This cannot be effected by
direct washing, in the ordinary sense of the term, the lumps of clay being only very
slightly pervious and the interstices forming easy channels for solutions, but it must
be brought about by diffusion between the solutions rich in gold remaining in the
dissolved clay and the solutions containing practically no gold being pumped into
the vats.
In order to obtain the best results, the point to be aimed at is to give the charge
as much fresh solution as possible, consistently with sufficient time of soaking to
allow of a certain amount of diffusion between the fresh solution and the auriferous
solution remaining in the clay; prolonged soaking has not been found to give good
results; doubtless owing to the slower diffusion of liquids carrying nearly the same
quantities of gold in solutions, as compared with those differing widely in gold values.
There is, however, a decided limit to the amount of solution which can be used, as it
has been found that, unless a sufficient time of soaking be given to allow the new
solution to permeate the whole of the charge, the extraction suffers considerably,
the new solutions coming away by certain easily formed channels and absorbing
very little of the richer solutions contained in less readily permeable parts of the vat.
Likewise slow draining off, i.e., at the rate of 5 tons solution per hour, is a necessity.
H this rate be exceeded, a much larger proportion of moisture remains in the vat,
SAND TREATMENT
95
doubtless on account of the solution's descending too quickly into the vat to allow
the small particles of solution lying in the interstices to agglomerate and descend
with the mass of liquid; they are accordingly 'cut off by the air and left.
Extractor House. The precipitation is effected in the usual manuerby zinc shav-
ings, the zinc boxes being 16 in number and containing in all 936 cu. ft. zinc. At the
rate of flow given this allows 1 cu. ft. zinc for 1 ton solution per 24 111:.
Considering the large amounts of antimony and arsenic contained in the charge,
the precipitation gives very little trouble, though from time to time the solutions
become abnormally foul and the precipitation is impaired.
When working satisfactorily, 0.5 per cent cyanide solution entering at 2 dwt. per
ton is reduced to 3 grains.
LEACHING AGGLOMERATED' SLIMES
More recent work along these lines is reported in T.P. 790, A.I.1I1.E.'
by O. C. Shephard and C. F. Skinner presented at the New York meeting
in 1937, under the title of "Stabilizing Agglomerated Slimes for Cyanide
Leaching." The paper describes the development of a method of stabiliz-
ing agglomerated slimes by the formation of a cementing substance in the
glomerules. The conclusions based upon agglomeration tests were as
follows:
1. The porosity and permeability of finely ground ores can be greatly
increased by moisture agglomeration.
2. Variations in the amount of solution used in agglomeration causes a
noticeable difference in the amount of permeability. The maximum per-
meability is reached between 10 and 18 per cent moisture.
3. A point of saturation occurs when too much solution is added, causing
the glomerules to break down to a runny mud. Beyond 22 per cent
moisture, none of the materials tested had a measurable permeability by
the method used.
4. The amount of solution necessary to give permeability by agglomera-
tion increases with the fineness of the particles.
5. The permeability of loose beds of agglomerated material decreases
with packing, but the permeability decrease becomes less as packing
progresses.
CHAPTER VIII
Slime Treatment
Slime treatment, as commonly ueed by metallurgical engineers, includes
thickening, agitation, and filleTing and as applied to cyanidation also
inciudee washing by continuous countercurrent decantation (C.C.D.) and/or
filters. "Slime" is the general term used to describe the finer portion. of
pulp in a combination sand and slime-treatment plant and is uS1wlly [iner
than 100 mesh. The so-called "all-slime" type of plant is that in which
all of the ore is qvound through a relatively fine mesh such as 100 mesh
and wheTe no separate treatment of sand and slime is provided.
Equipment used and methods employed aTe discussed, with examples
[rom. practice.
THICKENING
General. Thickening or dewatering may be defined as the removal of a
portion of the liquid from a pulp or slime made up of a mixture of finely
divided solids and liquids.
The early methods of thickening employed plain, flat-bottomed tanks
into which the pulp was fed until the tank was full. The solids were then
allowed to settle as long as required, the top liquid was decanted, the
settled solids were discharged, and the operation was repeated. Such
settling was usually carried out in a number of tanks so that a regular cycle
of filling, settling, and discharging could be maintained. Later it was
found that feeding the tank behind a baffle allowed some decantation of
clear liquid while still feeding, and this also was introduced.
Attempts to make thickening continuous, by using hopper-bottom tanks
or cones, were not entirely successful. In these tanks the feed ran in
continuously, settled solids were drawn off through a spigot and solution
overflowed continuously at the top of the tank. The chief drawbacks to
this method were the multiplicity of units required and the. fact that
settled solids hung up on the sloping sides which made it extremely difficult
to obtain anything approaching a discharge of uniform density.
Dorr Thickener. The invention of the Don thickener made possible
the continuous dewatering of a dilute pulp whereby a regular discharge of
a thick pulp of uniform density took place concurrently with an overflow
of clarified solution.
Scraper blades or rakes, driven by a suitable mechanism, rotating slowly
over the bottom of the tank, 'which usually slopes gently toward the center,
96
SLIME TREATMEN'.r
97
move the material settled on the bottom to a central opening or discharge.
The rakes revolve at a speed sufficient to move the material as fast as it
settles without enough agitation to interfere with settlement.
Dorr thickeners are used in the metallurgical field to thicken prior to
agitation and filtration, in the countercurrent washing of cyanide slime,
for thickening ahead of flotation, for thickening concentrates, and for
dewatering tailing to recover the water for reuse in the mill.
The standard construction of Dorr thickener mechanisms is of iron and
steel. .The tanks are usually made of steel or wood for medium-sized
machines, but in the larger sizes they are often constructed of concrete or
earth or a combination of these materials. ~ r i o u s types of Dorr thick-
eners, which it is unnecessary to describe here, are available for specific
uses, including constructions to resist corrosion. Power requirements are
low, about ~ hp. for thickeners less than 50 ft. in diameter. Attendance
and repairs are also low.
Figures 27 and 28 illustrate the development of the original central-shaft
type of thickener from one using superstructure to the present beam type of
support whereby headroom is saved and an improved mechanism running
in oil is made conveniently accessible to the operator.
The D01T tray thickener (Fig. 28) has been developed to meet the definite
demand for large settling area in limited space. Each compartment in-
creases the capacity approximately to the same degree as an additional
thickener unit, of the same size, without increasing the floor space required.
The tanks are divided into two or more settling compartments by means of
steel trays or diaphragms suspended from the sides. The mechanism is
made up of a central vertical shaft, driven by worm gear and with radial
arms attached above each 'try. These arms carry plow blades set at an
angle, and as the mechanism slowly revolves, they move the settled material
to a discharge opening at or near center.
Several types of tray thickeners have been developed, classified according
to the arrangement of feed and discharge in the various compartments.
Probably the most generally applicable is the balanced-type tray thickener.
In this each compartment has a separate feed and overflow, but the settled
solids from all compartments are brought together and are discharged
through a central outlet from the bottom compartment.
The Dorr traction thickener is the type most frequently used for heavy-
duty work with large tonnages. The machine is so called because the
thickening mechanism is driven by means of a traction wheel which travels
around the periphery of the tank on a rail. The mechanism, which is
slowly carried around the tank as the traction wheel travels, consists of a
truss to which are attached the raking blades which sweep the floor of the
tame This truss is supported at the center of the tank by a column.
co
00
;,.
Z
t:I
<::>
a
z
<::>
t'j
Z
>-3
".
>-3
H
a
Z
a
I=j
a
t'j
rJJ
o
>-1
".
Z
H
t:I
".
>-3
s
Z
Drum
Overflow dischorqe one
or two openinqs dependinq
on the overflow
, .. -11 Pump to be located
to qive clearance
from end of truss
and bearinqs
'3 dischorqe lines
By pass outlet
II I f II , liB',," II I' II f II f II f II 'III, 1,1,1 Bypass inlet
of pier
SECTIONAL ELEVATION
FIG. 26. Plan and sectional view of a Dorr traction thickener.
SLIME 'l'REATMENT
99
I
Power is brought in through a conduit which comes up through tllis column
and is carried out along the truss to the drive unit which operates the
traction wheel (see Fig. 2G).
The Dorr iorq thickener is a new. development in the unit thickener field.
The raking mechanism is supported from a stationary central pier on which
the driving motor and gear reduction are mounted. The feed may be intro-
duced at the center through a launder suspended above the top of the
liquid leavel or by means of a siphon feed through the hollow central pier.
In addition to compact strength provided with the central pier construction,
the machine is characterized by a new rake-lifting feature whereby when
oJ
I
i
1
I
i
L___ _ __ __ __ ~ ..___ _.J
FIG. 27. Original Dorr thickener as installed at the mill of the Mogul Mining Com-
pany, Pluma, S.D., 1906. (After patent drawing.)
overloaded the rakes raise backward and upward at an angle to clear the
overload and at the same time maintain a full raking load until the overload
is removed and the rakes assume their normal position.
The Dorr washing thickener is of the multiple-tray type and is, in effect,
a complete countercurrent decantation plant in a single compact unit.
It is adapted to the needs of the small chemical and metallurgical plants
where a relatively small tonnage of finely divided solids must be washed
free from a solution in a minimum space. Four to five stages of washing
are usually provided in separate tray compartments.
Multiple-stage washing is effected by operating the tray compartments
in series rather than in parallel. Feed enters, and strong solution leaves the
uppermost compartment. Washed solids are discharged from the bottom
compartment. Solids, after each successive settlement, gravitate from one
100 CYANIDATION AND CONCENTRATION OF ORES
compartment to another through sludge seals in each tray. Wash water,
introduced in the bottom compartment, rises successively through the
compartments in a direction countercurrent to that of the sludge. One
tall thickener thus does the work of several relatively shallow thickeners
of the same diameter. Floor space is conserved, heat insulation is simple
and effective, and power is reduced. Furthermore, all control of the wash-
ing operation is centered at a single point.
Diaphragm Pump. The diaphragm pump is essentially one for low
lifts and is particularly adapted to handle metallurgical pulps economically
and with minimum attention. The Dorrco diaphragm pump was de-
FIG. 28. Type ATB, DOlT balanced-tray thickener.
veloped primarily as a means of controlling the density of the underflow
from the Dorr thickener in the first continuous treatment of cyanide pulps.
It has been proved the most satisfactory method of accomplishing this
because of its positive, uniform displacement, which can be regulated at
any rate of flow within the limits of its capacity. When the underflow
from the thickener is too thin, a simple regulation of the pump will decrease
the rate of discharge until its density is correct. Once the pump has been
regulated, it is seldom necessary to change the adjustment unless there is a
decided change in the feed to the thickener. Cord diaphragms constructed
on the same principle as cord tires give appreciably longer life than the
original fabric construction. Diaphragm pumps of different types are
available from several manufacturers.
The diaphragm pump has on various occasions been challenged by the centrifugal
pump, but the characteristics of the former as mentioned above show advantages in
SLIME TREATMENT
101
its favor. When a thickener becomes overloaded, the centrifugal pump tends to
"pack up" and remove less pulp; the diaphragm pump increases its delivery in
terms of solids and so tends to compensate the overload condition. On the other
hand, the centrifugal increases its output as pulp density decreases and this is ob-
viously undesirable.'
Describing the history of the diaphragm pump, Luther B. Eames, well-
known engineer and an early associate, writes:
To our knowledge the earliest use of the diaphragm pump in metallurgical plants
was for recirculating pulp in the loading tank of a Moore filter at the Lundberg,
Dorr, and Wilson mill at Terry, S.D. This was of the type sometimes called a
pitcher pump. It had flap-type valves which, however, caused irregular operation
due to the presence of wood chips and tramp oversize in the pulps discharged from
thickeners.
As a result, pumps were designed more suited to use in connection with thickeners.
At the Hollinger mill valves were developed which discharged around the whole
periphery of the valve seat and were so designed that the center of gravity of the
valve was below the valve seat. Also seats and valve disks were of soft rubber so
that any chips or tramp would not cause leakage and would be washed off the seat
at the next stroke. This is of importance, particularly in countercurrent washing,
where it is essential to keep the capacity of all pumps constant and equal.
Ball-type valves have also been used. The balls are of rubber weighted with steel
cores and operate against circular rubber seats. This type, however, has been used
more generally in the industrial than the metallurgical field.
FACTORS AFFECTING RATES OF SETTLEMENT
As discussed in Chap. II, a number of chemical and physical factors
affect the settling" rate of ore particles suspended in water or cyanide solu-
tion. The use of lime and caustic starch has been mentioned in Chap. II.
lt was found at Noranda" that aeration and the presence of sulphates
aided pulp settlement:
Laboratory settling tests on the feed to the decantation thickeners have shown
that sulphates-whether added in solid form, as, for example, (NIlIl
2SO,J,
or present
in the barren solution, as CaS04-increase the free settling rate about 25 per cent
over that obtained with water made alkaline with lime. Laboratory tests and plant
operation have also established that a well-aerated pulp settles better than one in
which aeration in incomplete. This probably is the reason why thickening rates
in the cyanide plant are sometimes appreciably reduced when an ore is being milled
which has partially oxidized in the mine and consepuently contains appreciable
amounts of reducing salts.
The use of a comparatively new flocculating agent C.M.C. Carboxel, or
sodium carboxymethylcellulose, is described by E. E. Brown," mill superin-
1 A. Clemes, "Modern Metallurgical Practice on the Witwatersrand," JOllT. C.M.
and M.S.S.A., August, 1947.
2 "Cyaniding at Noranda," Trans. 49, C.I.M. and M., 115, 1946.
3 "Sodium Carboxymethyl-Cellulose as a Flocculating Agent for Cyanide Slime
Pulps,"Blll. C.I.M. and M., April, 1949, p. 166.
102 CYANIDATION AND CONCENTRATION OF ORES
tendent of the Chesterville Mines, Ltd. A water-soluble "ILV." grade
used in the amount of 0.01 lb. pel' ton of ore increased the settling rate in
the thickeners by 8 to 10 pel' cent.
AGITATION
Theory. The mixing of solids suspended in a fluid medium is still
largely an art. The development of fundamental laws governing the
operation is complicated by the large number of variables involved, some
of which can hardly be evaluated in mathematical terms.
Practical studies of the circulation patterns of the more common types
of agitators are to be found in chemical engineering literature. In one of
the more recent articles' on this subject the author summarizes a few rules
for agitator design as follows:
For ratio of tank diameter divided by impeller diameter, take 4: 1 for
simple blending of light material; 3: 1 for the average job, and 2: 1 for
heavier density or high viscosity material. The approximate impeller
speed should be 700 peripheral feet per minute for turbine-type impellers
and 1000 to 1500 ft. per min. for the propeller type. The horsepower re-
quirements can be estimated from data given in the various engineering
handbooks.
Because in certain cases power imput appears to be directly related to
agitator performance, i.e., in gas absorption and emulsification, a rather
intensive study has been made of the problem. Thomas Hooker- in-
vestigated the power function M versus agitator Reynolds number
Re. Secondary dimensions such as pitch, liquid depth, and blade width
were expressed on a dimensionless basis by dividing by the primary di-
mension of the agitator span L. The standard systems chosen for this
work were those involving axial flow, tangential flow, and radial flow, and
plots showing the above relationship for each system are given, in addition.
to a number of the design-factor plots. It is suggested that the agitator
power consumption can be predicted for most installations to within
20 pel' cent using this method.
An earlier paper" reports the results of experimental work on the effect
of the number, size, and position of baffles on agitator power consumption.
The so-called fully baffled condition, when the input reaches a maximum, is
discussed.
1 Emerson J. Lyons, "Praetica.' Mixer Technology," Chem. Eng. Proq., Vol. 44,
No.5, p. 341, May, 1948.
5 "Prediction of Power Consumption for Geometrically Dissimilar Agitators,"
Chern, Eng. Proq., Vol. 44, No. 11, p. 833, November, 1948.
B D. E. Mack and A. E. Kroll, Effect of Baffles on Agitator Power Consumption,"
Chem, Eng. P1Og., Vol. 44, No.3, p. 189, March, 1948.
SLIME TREATMENT
103
In cyanidation work, however, it is evident that agitation has two pur-
poses only: (1), to keep the solids in suspension while dissolutionis taking
place and (2), to supply the required amount of oxygen, Violent agitation
has no recognized value in itself, but ample oxygen supply is essential to
promote the reaction between gold, silver, and cyanide, Control of aeration
during agitation is essential,since excessive aeration usually results in
greater consumption of lime and sometimes of cyanide, with no increase in
extraction.,
Length of contact and dilution during agitation vary considerably for
different ores. For gold ores agitation periods vary from 16 to 48 hr.,
probably averaging 30 hr., and for silver ores/nearly twice this period.
Dilution during agitation varies from 1 of solution to 1 of solids by weight
to 3 of solution to 1 of solids, occasionally higher, probably averaging 2 to
1. Operation is continuous through a series of agitators, preferably three
or more, to minimize any tendency for short-circuiting. Change of solution
during agitation by means of a thickener placed between agitators often
improves extraction, particularly when silver or other ores requiring long
periods of agitation are being treated.
Three types of agitators are now in general use: mechanical types
(Devereux, Turbo, Wallace); air-lift types (Pachuca, Parrnl) ; air-
mechanical type (Don, and Notanda type).
Mechanical Agitators. The first agitators used in the industry were
of the simple rotating-paddle type. These, however, required a large
amount of power and did not give uniform suspension or satisfactory
means for controlling aeration in cyanidation.
Devereux. The Deverell.'{ is a propeller-type agitator in which a propeller
revolving centrally in a round, flat-bottomed tank at about one-third
the depth of the tank above the bottom forces the pulp downward to the
bottom where it is deflected along the bottom and up the tank sides,
creating a vortex at the center in which air is drawn into the pulp. This
machine, while simple mechanically, requires relatively high power. At
one plant an 18- by I8-ft. Devereux requires 15 hp. when agitating a pulp
containing 62 per cent solids.
Turbo and Wallace. The Turbo and the Wallace are high-speed impeller
types of agitator imparting high velocity to the pulp and are suited for
relatively small-diameter flat-bottomed tanks. The Turbo may be pro-
vided with an impeller near the pulp surface whereby large amounts of
free air may be drawn into the pulp and emulsified.
The Wallace consists essentially of an impeller or rotor near the tank
bottom and at the lower end of a stationary vertical pipe which extends
nearly to the pulp surface. The action of the impeller creates a circula-
tion of pulp down the pipe and into the impeller. When the pipe is
104 CYANIDATION AND CONCENTRATION OF ORES
properly placed, free air is drawn into the top of the pipe together with
pulp and disseminated throughout the tank. The pipe may have auxiliary
openings to draw in pulp from different levels in the tank.
Both of these agitators have been used in combination with DOlT agitators
for supplying large quantities of air to the pulp when treating ores or
concentrate requiring an unusual degree of aeration.
Pachuca. The Brown or Pachuca agitator, as it is most commonly
known, originated in New Zealand in the early days of cyanidation, the
invention of F. C. Brown. It later became popular in Mexico, and to a
limited extent its use has spread to other countries.
The Pachuca agitator is an all-air agitator which consists of a central
stationary air-lift pipe in a circular cone-bottomed tank of varying di-
mensions, usually from 5 to 18 ft. in diameter and 20 to 60 ft. in depth.
TABLE 12. PACHUCA AGITATORS-Am-coNsuMPTION DATA
Size, ft.
Cu. ft. air
Air Pressure Dilution
Cu. ft. air per
per min. 1000-cu.-ft. tank
15 by 45 65 .... 0.6:1 7.0
15 by 60 122 42.5 1.2:1 11.0
18 by 22 79 .
38 1.4:1 11.6
15 by 40 70 14 ... , . 9.0
Relatively large quantities of high-pressure air are required, "and with
some ores considerable difficulty results from the building up and sloughing
off of solid masses from the tank sides. The height of the Paehuca isa
further disadvantage and usually necessitates pumping of the pulp.
The Pachuca agitator is still to a large extent retained on the Rand,
about one-half of the continuous-treatment slime plants using it in their
flow sheets. A recent paper? states "where maximum aeration of pulp is
essential for optimum extraction, it appears that the Brown tank (Pachuca)
is superior (to the Don) in maintaining the oxygen content of the pulp at
a higher level." This statement is based on some recent work at the
the Geduld Propietory mines and the Sub Nigel, Ltd., but tests made in
the early 1920's indicated that, if additional aeration is supplied to the
submerged rake arms, the DOlT agitator can be made as effective an aerator
as the Pachuca and at a lower operating cost owing to lower total air
requirements and the fact that it is not necessary to elevate the pulp.
The Dorr Agitator. The Don agitator, in general use today, is a
combination mechanical and air agitator designed for use in round, flat-
bottomed tanks as large as 50 ft. in diameter and 25 ft. in depth.
7 A. Clemes, "Modern Metallurgical Practice on the Witwatersrand," Jour, C.M.
and M.B.B.A., August, 1947.
SLIME TREATMENT
105
The pulp and coarse solids from the bottom of the tank are elevated
by means of air through the revolving hollow central shaft to a head
casting above the pulp level and thence distributed through two revolving
launders over the surface of the pulp. Coarse solids settling on the
bottom of the tank are raked to the central lift by two plow ai-ms attached
to the shaft.
The rate of circulation in the tank is controlled by means of the air
supply to the central lift.
FIG. 29. Phantom view of type A Don' Agitator.
Air is absorbed in the solution both from the air lift and from the series
of pulp streams plunging into the surface of the pulp from the distributing
launders.
Figure 29 shows the more recent type of DOff agitator with I-beam
supports, which requires minimum headroom and makes for ready ac-
cessibility.
The power required for both mechanical operation and air for agitators
from 12 to 40 ft. in diameter will vary from about 1.0 to 0.5 hp. per 1000
cu. ft. of capacity.
Noranda Type. This agitator" was developed at Noranda mines to
handle the heavy sulphide concentrates which required also a high degree
8 "Cyaniding at Noranda," Trans, 49, e.I.M. and lIf., 104, 1946.
CYANIDATION AND CONCENTRAUON OF ORES
of aeration for optimum extraction and economy in reagents. In this
machine the settled sands raked to the center of the relatively deep tank
are returned to the top of the agitator by an outside air lift while additional
aeration is supplied by a series of jets placed around the tank and con-
nected to a circular header above. Tank areas and total air supply are
given in Table 13.
Air is supplied to the agitators at 10 lb. per sq. in. This pressure was
selected because it appears to give satisfactory oxygenation at relatively
low cost.
TABLE 13. OPERATING DATA-NaRANDA-TYPE AGITATOR
No. of
Cireul. Radial Total Total air,
Rake,
tanks
Diameter air air urea, ell. ft. Motor
lifts pipes sq. ft. * per min.]
r.p.m.
------
I 6 ft. 6 in. 1 6 33.2 93 1 hp., 500 r.p.m 6
3 9 ft. 3 in. 2 8 201.6 564 1 hp., 500r.p.m 6
2 12 ft. 0 in. 2 8 226.2 633 1 hp., 500 r.p.m 6
1 18 ft. 0 in. 3 12 254.5 713 2 hp., 500 r.p.m
5
* Total area
t Total air
1r R2 of tanks.
total area X 2.8.
CONTINUOUS VERSUS BATCH AGITATION
A common problem in mill design is to determine from the experimental
data obtained by batch tests the number and capacity of agitators that
must be used in a continuous system in order to approximate the same
degree of dissolution.
A mathematical analysis of this problem is described by McMullin
and Weber in Trans. 31, A.I.Ch.E., 409, 1935.
As a result of further studies along these lines, Dr. E. J. Roberts" has
prepared the graph shown in Fig. 30, which expresses the relationship
between the ratio of volumes for continuous and batch systems and the
percentage of incompletion of the reaction for series of one to four agita-
tors.
Commenting on this relationship, Dr. Roberts points out that the
numerical values obtained should be taken for general guidance only
because the assumptions involved in the calculations are first approxima-
tions only based on the hypothesis that the rate of dissolution is a func-
tion of the continuously diminishing surface of the substance being dis-
solved. In the case of the extraction of gold by cyanide solution, it is
probable that other factors such as the rate of diffusion through pores
in the rock particles, intensity of agitation, etc., affect the over-all rate of
9 Research director, Westport mill laboratories.
SLIME TREATMENT 107
dissolution. For precise design, therefore, it is recommended that the
MacMullin method be followed, which involves running tests to determine
the type of reaction empirically.
As an example of how Fig. 30 may be used, take the case of-gold being
dissolved by cyanide solution. Assume 98 per cent completion of reaction
is desired, or 2 per cent incompletion. Referring to the graph, the re-
quired reaction could be completed in one agitator if the volume rela-
tionship was 6 to 1. In other words, if 10 hr. was required by batch
agitation to extract 98 per cent of the gold which could be extracted in
infinite time, a single continuous agitator would have to be large enough
.,
<,
<,
r-,
No. of agitators
........ in series
'1'-
. ",,/
......:
........
f.-.
r-,
r--
I-
2
I"
1
r--
I"--... t--- I-- f.-..
.,.
r-
I'--.
j
t::--
t--
r--...
60
40
.a 30
20
s
/0
8
III 6
3
15
.C) 2
/
.07 QI .2.3 .4 .5.6 .8 / 2 3 4 56 8 /0 20 3040
Percent incompletion
FIG. 30. Chart showing relationship between ratios of volumes required for batch
and continuous agitation (in the case of one or more agitators in series) for various
percentages of gold extraction.
to give 60-hr. detention time. However, if two agitators were used in
series, the combined volumes would have to be large enough to give only
21.6-hr. detention, while in the case of three agitators in series the time
is reduced to 16.4 hr., or 5.5 hr. for each agitator.
In actual practice, an economic balance covering first cost and operating
costs for the various combinations of agitators indicated would have to be
worked out and the most favorable of these selected.
FILTRATION
Definition. Filtration may be defined as the separation of liquids
from solids by passing the liquid vehicle through a porous medium, which
offers free passage to the liquid but refuses passage to the solids suspended
108 CYANIDATION AND CONCENTRATION OF ORES
therein. Either the solids or the liquid constituent or frequently both
may be products of value, and the ratio of liquid to suspended solids in
the feed pulp may vary between extremely wide limits. In metallurgical
work, however, the filter is usually preceded by a thickener to dewater the
pulp as far as possible by gravity, thereby producing a uniform feed and
one on "which the filter can operate at its greatest capacity and give best
washing results.
Principles. (1) It is evident that a differential in pressure must exist
on the two sides of the filter medium in order that the liquid will flow
through the pores of the filter medium and the retained solids. (2) Once
this layer of solids has formed, its surface acts as the filter medium, and
initially cloudy or dirty filtrates, due to the passage of solids through
the relatively large openings of the filter medium, tend to clear up as the
solids bridge these openings. (3) Since the minute voids between the
solid particles in the filter cake resemble capillaries, the flow of liquid may
be expressed by a modified form of Poiseuille's equation." The instan-
taneous rate of filtration per unit area can be regarded as the ratio of the
pressure to the product of viscosity by the sum of cake resistance and
filter resistance. (4) For incompressible cakes, the rate of flow is directly
proportional to the area and inversely to the viscosity and cake thickness.
For flocculent or slimy materials, however, the rate may increase but
slightly with pressure increase and in some cases actually decrease above
a certain critical pressure. (5) In general, the thinner the cake the higher
the rate of flow, but other considerations, such as washing and drying
efficiency and ease of discharge, usually call for a cake of some optimum
thickness determined by test. (6) The rate of cake formation is also
proportional to the ratio of solids to liquid in the feed, but filter capacity
in terms of either solids filtered or filtrate clarified is dependent upon
completion of the entire cycle, including cake formation, washing, drying,
and discharging.
Filtration Media. These may be divided into two main classes-the
fabric and the metallic media. Of the former, the most commonly used
are of cotton, different weights of duck, twill cloth, and special weaves,
sometimes chemically treated for special purposes.
Synthetic-fiber weaves are now widely used. Some, such as vinyon,
are resistant to acid attack. Vinyon-N resists considerable heat as well.
Rayon, Nylon, and Saran are excellent fibers for certain uses, and all
these synthetic materials are available in a wide range of weaves. Al-
10 This equation can be integrated for constant pressure filtration, or for constant
rate' of filtrate flow. For the mathematical development see "Theory of Filtration"
by Hugh Bellas, in John H. Perry, Chemical Engineers' Htuulbook, 3d ed., McGraw-
Hill, 1950.
SLIME TREATMENT
109
though they are more expensive than the natural fibers; increased life
often more than compensates for this greater first cost. .
Of the metals, there are woven-stainless-steel and monel-metal screens
w w ~ .
The cotton ducks are satisfactory and are used mainly on pressure-type
filters. The twill cloths are resistant to abrasion and are widely used
on vacuum filters. The special weaves-chain, square, and basket-
find their chief application on vacuum filters where high capacities must
be obtained with coarse solids and a clear filtrate is not essential. Factors
governing the selection of a filtering medium are
J
1. It must have mechanical strength and resistance to the solution to
be filtered and have a satisfactory economic life. This determines the
weight and type of the material.
2. It must produce a filtrate of desired clarity and retain the smallest
particle in the feed. This determines the grade and weave of the cloth.
Filter Cloth. The texture of filter cloth as used in filters in cyanidation
for some years has been largely that of so-called twills, and in these cotton
fabrics the weight usually runs from 15 to 1772 oz. The texture as such
would be difficult to describe except that it produces a diagonal ribbing of
characteristic appearance with which all cyanide operators are familiar.
This is produced by alternately skipping certain threads in the weaving
which on the next threads are not omitted. .
At an earlier period the so-called square-weave duck fabrics were used,
but they are distinctly unsuited for this work, being better fitted to retain
liquids than to permit their passage.
In more recent years there has been a tendency toward lighter material
and the synthetics, and with better general understanding of filter fabrics
this tendency may proceed still further. Meanwhile, it remains a matter
for determination by trial as to the best fabric in a given case.
The price has fluctuated with conditions in the cotton-textile industry.
Generally, the material is sold in make-up lengths as well as being stitched
for a given width of filter in the case of the Oliver machine. Nowadays,
seamless filter cloth up to 14 and 16 ft. in width can be supplied.
Occasionally, material is sold in rolls for the mining company to make
up its own covers, but the customary practice is to buy the cover ready-
made. In the case of the American disk filters, which use a specially
tailored bag to cover the individual sectors, the covers are made up to fit
and are sold by the dozen or other convenient multiple. The bags used
on the American filters are occasionally heavier than the covers used on
the Oliver filters because at times the wear is greater.
As to the useful period for cloth on cyanide filters, there is a wide varia-
tion; a filter life as long as 220 to 230 days has been reported in the case
no CYANIDATION AND CONCENTRATION OF ORES
of one large installation-a, remarkable performance. From this figure
of nearly 8 months we go down through various periods, finding that 150
to 160 days is considered excellent life and that a good many plants are
obtaining 100 to 120 days. Where working conditions are severe, the life
is less than 100 days, but possibly in all such cases means might be found
to increase it.
In removing lime encrustations by hydrochloric acid, 5 per cent is
considered too concentrated for safety, and 2 to ~ per cent is preferable,
with reasonably frequent treatments, instead of stronger acids, being used
at longer intervals.
The frequency of acid treatment is a factor that varies considerably in
different places. In northern Ontario it is used much more often than
in other places where lime concentration is less. In this respect it resembles
the frequency of acid treatment necessary in the silver cyanide plants in
southern Mexico where extremely high lime concentration prevails.
Stage Filtration. Two and sometimes three stages of vacuum filters
have been used in series with pulping apparatus between each stage for
washing pulp. Diluting liquid is added to each filter cake ahead of each
repulper. In some cases partial C.C.D. is employed prior to the filtration
stage to reduce the value or grade of liquid going to the filters. Sometimes
there are short periods of agitation between the filters.
This method of working has been adopted by several of the Canadian
cyanide mills, but its use has not been general elsewhere. Operating costs
are relatively high compared with C.C.D. or C.C.D. followed by a single
dewatering filter. For examples see descriptions of the Lake Shore, Wright-
Hargreaves, and Hollinger cyanide mills in Chap. XV.
Filter Types. Two types of filters are in use-those which employ
pressure and operate intermittently, with definite cycles for charging,
washing, and discharging; others that employ vacuum and operate con-
tinuously or intermittently, with synchronized feeding, cake forming, wash-
ing, and discharging. Among the filter presses are the Dehne, Shriver,
Merrill, Kelly, Sweetland, and Burt. In the metallurgical field the Dehne
found some use in Australia and the Merrill is still in limited use in North
America and Central America. Among the vacuum filters in use today
are the Moore and Butters leaf filter of the intermittent or cyclic type,
the continuous revolving types, including the external drum filters made
by Oliver and a number of other manufacturers; the disk type or American I,
filter; the internal drum or Dorrco filter; and finally the more recent hori-
zontal type in which filter pallets revolve around a vertical axis.
Pressure Filters. Dehne Press. The Dehne plate-and-frame filter press
has satisfactorily filtered many millions of tons of raw and roasted slime
in Australia, particularly in the western states. At Kalgoorlie 100 of them
SLIME TREATMENT
111
were at one time treating 100,000 tons a month. Their operation was
described in detail by M. W. von Bernewitz in 1906 in Proc, Australian
l.ll1.E., now the A .1.111. tuul lJ1. Most of these presses were of 5-ton
capacity per charge. A few were hydraulically closed, but most of them
were hand closed. In their discharge much hand labor was used. They
can be emptied slowly by reversing the washing valves and opening the
filling valve. Pressure filters are expensive in operation, and good results
are dependent on careful attention and manipulation on the part of the
operator.. They have been almost entirely replaced by the continuous
vacuum type.
Merrill Press. The Merrill filter press (see Fig. 31) is essentially a
plate-and-frame press but is practically automatic in filling and discharge.
Unlike the Dehne, the Merrill does not need opening save for renewing
cloth or making other minor repairs. Along the median line at the bottom
of the press, passing through each plate and frame, is a continuous channel
within which is a sluice pipe bearing a series of nozzles, one for each frame.
After a cake has been formed and washed, the sluice pipe is oscillated by a
small motor through an arc of 180 deg., and water under pressure is dis-
charged from the nozzles. The slime thus washed out of the frame is
repulped with the water and discharged from the press through a number
of cocks leading from the annular sluicing chamber.
Thirty-one Merrill presses at the Homestake mine, South Dakota, have
the capacity to treat-not merely wash and filter-at least 1500 tons a day
of slime of which 99 per cent passes 200 mesh. Each of these presses has
90 frames, 6 by 4 ft. by 4 in., the last dimension being the thickness of the
slime cake. They hold 26 tons of dry slime. The slime is dewatered at
the stamp mills to 35 per cent solids and flows by gravity-to the slime-
treatment plant three miles distant. The press plates are covered by
two cloths-a light muslin twill next to the frame and No. 10 cotton duck
which covers the muslin; the muslin prevents the duck from being forced
into the plate corrugations. The cotton has a life of 20 months. A
typical treatment cycle is shown in Table 14.
While a few other plants use Merrill presses for washing, the Home-
stake is the only plant practicing direct treatment in Merrill presses.
VACUUM FILTERS
Leaf Type. Moore and Butters. The Moore was the first of the leaf
filters and was developed in 1901. The individual leaf consists of a frame
formed of a perforated pipe through which suction and compressed air are
applied. The pipe is covered with a filtering medium both sides of which
are sewed together in equally spaced vertical seams. Wooden slats are
inserted into the pockets between these seams to prevent collapse of the
F
I
G
.
3
1
.
M
e
r
r
i
l
l
a
u
t
o
m
a
t
i
c
s
l
u
i
c
i
n
g
-
p
r
e
s
s
u
r
e
s
l
i
m
e
f
i
l
t
e
r
-
p
a
r
t
f
i
l
l
i
n
g
o
r
c
e
n
t
e
r
-
w
a
s
h
i
n
g
t
y
p
e
.
A
.
S
t
a
n
d
a
r
d
c
o
n
t
a
i
n
e
r
o
r
f
r
a
m
e
.
H
.
S
l
u
i
c
i
n
g
p
i
p
e
,
c
o
n
t
a
i
n
i
n
g
w
a
t
e
r
u
n
d
e
r
6
0
-
t
o
9
0
-
l
b
.
p
r
e
s
-
B
.
F
e
e
d
c
h
a
n
n
e
l
t
h
r
o
u
g
h
w
h
i
c
h
t
h
e
s
l
i
m
e
p
u
l
p
e
n
t
e
r
s
e
a
c
h
s
u
r
e
a
d
m
i
t
t
e
d
a
t
e
i
t
h
e
r
o
r
b
o
t
h
e
n
d
s
.
f
r
a
m
e
.
T
.
S
l
u
i
c
i
n
g
m
o
t
o
r
a
n
d
g
e
a
r
i
n
g
.
C
.
P
i
p
e
f
r
o
m
w
h
i
c
h
w
a
t
e
r
o
r
s
o
l
u
t
i
o
n
i
s
d
r
a
w
n
o
f
f
d
u
r
i
n
g
J
.
R
e
s
i
d
u
e
d
i
s
c
h
a
r
g
e
c
o
c
k
s
.
p
r
o
c
e
s
s
o
f
f
i
l
t
r
a
t
i
o
n
.
K
.
E
f
f
l
u
e
n
t
s
o
l
u
t
i
o
n
l
a
u
n
d
e
r
s
.
D
.
S
l
i
m
e
o
r
p
u
l
p
l
i
n
e
.
L
.
D
i
s
c
h
a
r
g
e
d
r
e
s
i
d
u
e
l
a
u
n
d
e
r
.
E
.
B
a
r
r
e
n
-
s
o
l
u
t
i
o
n
w
a
s
h
l
i
n
e
.
M
.
P
e
e
p
g
a
t
e
.
F
.
F
i
l
t
e
r
p
l
a
t
e
.
N
.
L
e
v
e
r
s
y
s
t
e
m
f
o
r
r
e
s
i
d
u
e
d
i
s
c
h
a
r
g
e
c
o
c
k
s
.
G
.
W
a
t
e
r
w
a
s
h
l
i
n
e
.
D
-
-
=
,
.
.
.
.
.
,
.
.
.
.
.
I
>
:
l
aZHt
j
oZt
j
aoZat
o
J
ZoZob
j
o;
<
J
t
o
J
[
f
1
SLIME TREATMENT
TABLE 14. SLIME-TREATMENT CYCLE AT THE HOMESTAKE
Period
Operation Remarks
Hours Minutes
113
Filling .
First aerating..... , .....
Strong-solution leach-
ing .
Second aerating .
1
1
o
30
30
30
Discharge from sludge pressure tank to
presses contains 35% solids. Gage
pressure, 26 lb. Effluent partly to
waste and partly to storage for wash
ing.
Gage pressure, 25 to 30 lb. Effluent
to waste "and to storage.
Lixivium: 0.055 % NaCN; effluent to
low-solution pumps, followed by clari
fication and precipitation. Barren
solution used as preliminary wash.
Gage pressure, 25 lb. Effluent to weak
solution sumps followed by clarification
and precipitation. Barren solution Ore
used.
Second strong-solution
leaching .
Third aerating _ .
Third low-solution
leaching .
Washing .
Sluicing .
Total cycle .
2 0 Gage pressure, 30 lb. Effluent to weak
solution sumps, followed by clarifi
cation and precipitation. Barren solu
tion reused.
30 Gage pressure, 30 lb. Effluent to weak
solution sumps, followed by clarifica
tion and precipitation. Barren solu
tion reused.
3 0 Lixivium: 0.035 to 0.04% NaCN; gage
pressure, 30 lb. Effluent to weak
solution sumps, followed by clarifica
tion and precipitation. Barren solu
tion reused.
15 to 20 Solution displaced during press filling is
raised to full cyanide strength in strong
solution sump, then to storage tanks
Wash effluent to strong-solution make
up. Amount varied to balanco solu
tion needs.
1 30 Residue pulp to discharge.
10 50
two sides under vacuum and to assist drainage. An assembly of such
leaves is known as a "basket." Four tanks having vertical sides super-
imposed on tapering bottoms are required. The first tank holds the slime
114 CYANIDATION AND CONCENTRATION OF ORES
to be filtered, the second is filled with barren solution for displacement of
the gold-bearing solution in the cake, the third tank is filled with water
for displacing the barren solution, and the fourth is used for receiving the
washed slime which is loosened from the leaves by compressed ail'. This
residue may be trammed or pumped to the dump. The basket is raised
and lowered and moved from tank to tank bymeans of a chainhoist mounted
on an overhead runway extending the full length of the four tanks.
The Butters filter has been used to a greater extent than the Moore,
but both have now been largely replaced by C.C.D. and continuous
filters such as the Oliver drum type. The Butters filter is similar in
construction to the Moore, but the basket always remains in one tank.
Into and from this, according to the cycle, are pumped and discharged
slime and washing solutions or water. The treated slime is discharged
as in the Moore system.
The Butters filter is still used in the older plants in South Africa. A
typical example is found at West Springs mines, where an average of
3685 tons pel' day is treated, the ore being ground to 66 per cent minus
200 mesh. After thickening and agitation the pulp is filtered on 490
Butters leaves. A total of 4050 tons per day of barren solution is used.
The filter discharge contains 30 per cent moisture and assays 0.02 dwt.
dissolved gold and 0.17 dwt. undissolved gold pel' dry ton. Capacity of
the filter is about 85 lb. dry solids per day pel' square foot of canvas.
Rotary Type. American Filter. This machine consists of a number of
parallel, individual, cloth-covered disks mounted on a hollow shaft through
which suction and compressed ail' may be applied. The lower halves of
the disks are submerged in the slime tank. The disks are divided into
independent and removable sectors. Wash water may be applied from
spray nozzles. The assembled disk and shaft section is shown in Fig. 32
(see also Fig. 33).
The American filter is a continuous machine of mechanical simplicity.
It occupies small floor space and presents a larger filter area or surface in
proportion to space filled than any other filter. Inflation of the filter
bags during each discharge period keeps the cloth in good condition, and
the cake discharged has low moisture content. The changing of filter
cloths and the sectors is done easily and quickly. No pulp agitator is
needed in the tank. This filter is made by the Oliver United Filters in
four sizes: 4, 6, 8 ~ and 2 ~ ft. in diameter with 1 to 12 disks.
In operation the thickness of the cake ranges from 7 ~ to % in., depend-
ing on the material being filtered. As the disk slowly revolves, each
sector in sequence rises from the pulp with vacuum still applied. Fine
sprays of solution or water then are applied to the cake, thereby displacing
the original liquid left in the pores of the cake. After a sector passes
BAG CLAMP --t
SLIME TREATMENT
CL,.A".4P
BOLT CIRCt..
... SHAFT
SECTION
__-I-_ FILTRATE
115
FIG. 32. Assembled disk and shaft section Of American filter.
FIG. 33. An early installation of American filters III Canada.
116
CYANIDATION AND CONCENTRATION OF ORES
13 ': I it/O.
Roll guards
furnished
Nate,
See foundationplan fqr location
of drive sprocket. Locate drive
unit at convenient level; Chain
furnished for 5'-0"ctrs; see
separate drawing fo.r drive unil.
(OPflning in drum)
inside
Shell head wipers
Overflow launder
VALVE END
DISCHARGE END
overall
Pulsating valve
2-IY2" std femalepipe conns.
connect one to lawpressure
air,-oneto vacuum line.
Overflow conn. :;1"std
flgd conn.
Me. tapped hales an
7y:!" B. e. holes straddle
t{s.
FIG. 34. The Dorr filter-side and
Valve end
SLIME TREATMENT
Overflow lip
Discharge chute
lip
To overflow conn.
SIDE ELEVATION
4 -'%. bolts projer;tion
allowing for (Customer
Iornlsbed]
FOUNDATION PLAN
117
end elevations and foundation plan.
118 CYANIDATION AND CONCENTRATION OF ORES
out of the spray zone, vacuum still applied, a large portion of the wash
that has replaced the original liquid is also drawn out. Now as dryas it
can be made, the cake is in propel' condition for discharging. This is done
by cutting off the vacuum and introducing a small quantity of 2 to 3 oz.
air, which slightly inflates the bag. The cake will be so loose that it can
either drop off or be scraped or rolled off easily.
In the metallurgical field the American filter finds its principal use today
in dewatering of flotation concentrates.
Dorrco Filter. This machine is of the rotary-drum type, but the
filtering medium is applied on the interior of the drum which acts as its own
container. The inner surface of the drum is di vided into a series of fabric-
covered panels, each forming a face of a polygon inscribed wi thin the
cylinder. The compartments thus formed connect individually with an
automatic valve, which, in turn, applies vacuum and compressed air in
proper sequence. The closed end of the drum is carried by a trunnion
and bearing, and the open end is equipped with a steel tire which runs on
rollers. An annular ring forms an internal flange at the open end, serving
as a dam for retaining the pulp being filtered. Feed may be introduced
by a pipe or by a trough passing through the open end. Cake is discharged
by compressed air into an internal hopper, equipped for either chute dis-
charge or discharge on to a conveyor belt or screw conveyor. Side and
end elevation drawings of the Dorrco filter are shown in Fig. 34. Oliver
United Filters makes these machines in six diameters, from 4 to 14 ft.,
and up to 18 ft. in length.
At the Pioneer mill, British Columbia, the practice in maintaining the
Dorrco filter was to treat the filter cloth-a No. 26 twill-with acid every
21 days. The procedure consisted of hosing out the filter, dumping in a
dilute solution of hydrochloric acid, and rotating the filter drum for an
hour; the filter was then drained, again hosed out, and put into service.
There was no scrubbing of the cloth, the pores being kept open easily
throughout its life. To keep the cloth in best condition, low-pressure air
was blown througb it for several seconds after the cake had been dis-
charged. The filter cloth was changed after 108 days of service, two men
making the change in about 8 hr. Each filter had 371 sq. ft. of canvas
area, which, on the basis of washing 200 tons of solids per day, showed a
capacity of 1078 lb. per sq. ft. canvas pel' 24 hr.
Oliver Filter. This machine consists of a cylindrical drum divided at
its periphery into a number of individual compartments and covered with
a cotton material, held in place by a winding of wire. The lower portion of
the drum is immersed in a tank filled with thickened pulp to be filtered.
The pulp is fed to the tanks continuously and is maintained in suspension
by reciprocating stirrer bars. The drum is supported by two trunnion
SLIME 'l'REATMENT 119
bearings and is revolved slowly through a worm and gear drive. The
interior of each compartment of the filter shell communicates'through a
separate conduit to a rotary port valve mounted at one end of the drum.
Through this valve either suction or positive air pressure is applied to the
different compartments in the propel' sequence and for the desired period.
The slime cake is discharged from the chum by a stationary scraper blade
which barely touches the cloth at the point of discharge. Compressed
air is admitted just ahead of this position to loosen the cake. Sprays or
drip pipes for washing the cake may be applied through nozzles mounted
on the frame. A wash net riding on the surface of the cake and upon which
oJ
FIG. 35. An installation of Oliver filters at the Hollinger mill, Ontario, Canada.
the drip falls serves to distribute the water evenly over the cake. Figure
35 shows some Oliver filters at work.
The Oliver-type or drum filter is now more generally used than any
other type in cyanide plants for washing and final dewatering.
At Wright-Hargreaves in order to prevent high dissolved loss, the
filters must be scrubbed and acid-treated about every second day. The
scrubbing was formerly done by two men and required more than 2 hr.
to make a good" job of scrubbing and acid-treating. A machine was'
developed on the property to do this work, and with its use one man can
now do the job in about 30 min. Before scrubbing is started, the filter is
reversed, and the scrubbing machine laid against the back at an angle of
about 5 deg. As the scrubbing proceeds, weak hydrochloric acid is sprayed
ahead of the brushes. The average life of the covers is a little more than
2 months.
120 CYANIDATION AND CONCENTRATION OF ORES
Use of Flappers. At Lake Shore, the concentrate filtration is improved
by the use of a device described by J. E. Williamsen!' as follows:
The concentrate is filtered on two 8 by 10 ft. Oliver filters. One of these filters
is used for each roaster. The filter cake discharges onto a conveyor belt which feeds
the charge directly to the roaster.
The concentrate filter cake is at best a sticky, puttylike mass. If the moisture
exceeds 20 per cent it becomes difficult to handle the cake on the belt and at the
charging chute.
The best filtering technique which could be obtained on the 26 per cent sulphur
concentrate produced a cake with from 21 to 22 per cent moisture. This was too
sticky for continuous use and introduced an excessive amount of moisture into the
furnace, which slowed the commencement of roa sting.
To reduce the moisture content of the cake, a device was copied from the Con-
solidated Mining and Smelting Company in their Sullivan concentrator, which,
according to them, was originally developed at Granby. This device consists of a
flapper fixed on a revolving shaft parallel to the axis of the filter drum. The flappers
are made of old conveyor belt about 12 in. wide and the length of the filter.
The single flapper reduces the moisture from 21 to 22 per cent down to 16 to 17
per cent, at which moisture content the concentrate can be handled and charged
with a minimum of difficulty.
The flapper is run in the opposite direction of rotation to the drum. When both
were run clockwise, the blow from the flapper tended to stop the drum, making for
jerky operation.
The flapper is driven by a I-hp. motor which is probably more than twice as large
as is required, as the same motor was sufficient when two flappers were fitted on the
filters.
To prevent the cake from being dislodged by the blows of the flapper, a
piece of heavy fabric is usually fastened so that it drags upon the cake as
the drum revolves and receives the blows given by the flapper.
The blows cause a rearrangement of the particles in the cake, closing
the cracks and liberating moisture, which is then drawn through into the
vacuum system.
Compression Belts and Rolls. Compression rolls, with or without
an endless-belt attachment, mounted on a frame above a drum filter so
that they exert pressure on the filter cake are used to close cracks in the
cake and reduce the moisture content.
A still more recent development for reducing the moisture in the cake on a
rotary-drum filter is the use of a vibrating shoe which rests on the surface
of the cake.
Flood Washing. Flood washing the residue filter cakes before dis-
charge using an excess of water for lowering the dissolved gold losses by
displacement is in use at Wright-Hargreaves and a number of other Cana-
11 "Roasting and Flotation Practice in the Lake Shore Mines Sulphide Treatment
Plant," C.I.M.M. meeting, January, 1947.
SLIME TREATMENT
121
dian plants. A so-called excess wash s'coop, or launder, extending the full
width of the filter is placed just above the tank level on the ascending side
of the drum. The water from the sprays, which are mounted just below
the highest point of the drum, floods down over the surface of the cake and
is deflected into the launder by means of a rubber lip, thus preventing dilu-
tion of the pulp in the tank. The excess water caught in this manner 'is
then returned to the mill or wash-water circuit.
TABLE 15. RAND FILTER PRACTICE
Plant A B C D E
Feed pulp specific gravity........ 1.434 1.43 1.53 1.45 1.404
Filter cake, per cent moisture .... 24.5 28.0 30.0 24.0 33.1
Precipitation ratio ............... 1.575 1.60 1.29 1.49 1.39
Barren wash ratio ................ 0.91 0.90 0.90 0.80 0.71
Assay caking effluent, dwt ........ 5.0 10.0 4.0 1.8 1.93
Assay barren solution, dwt ....... 0.015 0.02 0.01 0.01 0.01
Assay pregnant solution, dwt ..... 3.1724 6.8580 2.3830 1.2000 1.6500
Assay tails solution, dwt .......... 0.0520 0.1159 0.0466 0.0660 0.0283
Dissolved loss per dry ton, dwt ... 0.0169 0.045 0.020 0.02 0.014
Per cent r cpl acemcnt.] ............ 99.62 99.04 99.09 96.89 99.05
Per cent filter recovery........... 99.69 99.59 99.39 98.91 99.39
Thickener discharge specific grav-
ity ............................ 1.68 1.588 1.60 1.58 1.64
Barren waste ratio ............... 0.225 0.231 0.0 0.299 0.118
* Grinding in cyanide solution.
t In figuring per cent replacement the value of barren solution was deducted from
the value of the solution in the cake after washing. The filter recovery does not
allow for loss through wastage of barren solution, and it should not do so, since
barren wastage is a result of grinding in water. It should be noted, however, that
in at least one plant no water wash was being used even though grinding was
carried out in cyanide solution.
Rand Filter Practice. While some of the older plants are using
Butters-type filters, about 75 per cent of the filter tonnage is filtered on
drum-type continuous filters, most of which are 14 ft. in diameter by
16-ft. face.
Washing is with precipitated solution only, since in most of the mills
grinding is in a water circuit and it is therefore necessary to waste barren
solution to maintain cyanide solution balance.
On the continuous filters the amount of barren wash used will average
about 0.9 ton per ton of dry slimes, and dissolved loss is usually reported
as less than 0.02 dwt. gold ~ cents) per dry ton.
Filter duty is high, ranging from 1400 to 1800 lb. per sq. ft. of filter area.
Table 15 gives details of continuous-filter operation at five of the plants.
122 CYANIDATION AND CONCENTRATION OF ORES
CONTINUOUS COUNTERCURRENT DECANTATION
Principle. The principle of C.C.D. is simply that, when water or
solution is to act upon solids, both are made to pass, in contact, in opposite
directions, so that at each end the strongest or most potent portion of
either is acting upon the weakest or most exhausted portion of the other.
The recovery of dissolved gold and silver from slime pulp in the cyanide
process, as first practiced, employed intermittent decantation.
Attempts to make this process continuous instead of intermittent were
made as far back as 1902, but without success. The invention of the
Dorr thickener furnished a means of continuous slime settling on a large
scale and made the C.C.D. process possible.
Although flow sheets and operation will vary with conditions, the
following will give a general idea of the C.C.D. process.
After the ore has been reduced to a uniform fineness by wet grinding
and classification and the major portion of the solution removed, it is
agitated continuously in a series of about three agitators with cyanide
solution, where most of the gold and silver is dissolved. The mixture of
solids and solution is fed continuously to the first thickener of the C.C.D.
series, consisting of from three to five thickeners. It is diluted with the
overflow solution from the next thickener in relatively large quantity, a
solution that has already been in contact with the pulp in all succeeding
thickeners and so is comparatively rich in dissolved gold and silver.
The overflow from the first thickener of the C.C.D. series containing
the greatest amount of dissolved metal is sent to precipitation or to the
grinding and classifying circuit. The underflow is pumped to the next
thickener, diluted with the overflow from the third of the series, settled
and thus proceeds through each thickener, until discharged from the last
as tailings. By each step of the system a large amount of low-grade
solution is mixed with a very small amount of higher grade solution so that
the value of the solution entering each successive thickener is materially
reduced. Barren-cyanide solution from the precipitation apparatus is
added to the thickener preceding the last and makes up the bulle of the
countercurrent flow. Water is added to the last thickener to make up
for the liquid losses in the tailing and to cut down cyanide consumption.
A thickener called No. 1 precedes the agitators in the mill; therefore the
first thickener in the C.C.D. series is usually referred to as No.2.
Uses. 1. To recover practically all of the dissolved values from the
finely ground solids, without filtration. The flow sheet must be varied
somewhat, depending upon the strength of the cyanide solution to be used
and the amount of solution required to be precipitated.
2. To reduce the dissolved value in the pulp going to a filter; so that the
SLIME TREATMENT 123
final dissolved loss will be decreased and the use of a barren-solution wash
shortened or omitted. This increases the filtering capacity, tliminishes
the cost of operating a filter, and lowers the loss of dissolved value.
Application. The application of the C.C.D. process is illustrated by
the accompanying typical flow sheets.
Figure 36 (type B) shows the most common type of flow sheet in use,
where the ore settles readily to 50 per cent moisture or less, and where a
strong cyanide solution is not required.
The. overflow of either thickener W or thickener X may be used for
dilution in the agitators without affecting the distribution of values in the
system. By using the overflow of X a lower grade of solution is obtained,
which may be beneficial, and the dilution of feed to thickener W is de-
creased.
TYPE B
Dissolved Value Loss.
Conditions assumed:
(a) 100 tons of ore per day crushed in cyanide solutions.
(b) Discharge from all thickeners with 50 per cent moisture.
(c) $10 value dissolved per ton of ore.
(Il) 50 per cent in mill and 50 per cent in agitators.
(e) 400 tons of solution from thickener V precipitated to $0.02.
(f) Agitation with a dilution of 2 of solution to 1 of solids.
(g) Let V, W, X, Y, and Z represent the value in dollars per ton of solution discharged
from the respective thickeners.
Equating alit of and into Each Thickener:
(1) 100V + 400V = 500W + (0.50 X $10 X 100)
(2) 100W + 600W = 500X + 100W + (0.50 X $10 X 100) + lOOV
(3) 100X + 500X = 100W + 500Y
(4) 100Y + 500Y = 100Z + lOOX+ (400 X 0.02)
(5) 100Z + 100Z 100Y + 100 tons of water value $0
Simplifying:
(1) V = W + 1.00
(2) W = X + 1.20
(3) X = Y + 0.24
(4) Y = 0.2Z + 0.064
(5) 2Z = Y
Solving:
V = $2.51111
W = 1.51111
X = 0.31111
Y = 0.07111
Z = 0.03556
By calculation, the following results are obtained:
Assay value of the pregnant solution; i.e., value of V = $2.51111.
Assay value of the discharged solution; i.e., value of Z = $0.03556.
Loss of dissolved value per ton of ore, $0.03556.
Dissolved value saved, 99.64 per cent.
124 CYANIDATION AND CONCENTRATION OF ORES
Meehan'ieal Loss of Cyanide.
Conditions assumed:
(a) Neglect the cyanide consumption throughout the system.
(b) Strength of cyanide per ton of solution, 1.0 lb.
(c) Let TT, W, X, Y, and Z represent the strength in pounds of cyanide per ton of
solution discharged from the respective thickeners.
Equating old of and into Each Thickener:
(1) TT = 1.0
(2) 100W + 600W = 100W + 100TT + 500X
(3) 100X + 500X = 100W + 500Y
(4) 100Y + 500Y = 100Z + 400TT + 100X
(5) 100Z + 100Z = 100Y + 100 tons of water
Simplifying: Solving:
TT = 1.0
W = 0.9109
X = 0.8932
Y = 0.8898
Z = 0.4449
(1) TT = 1.0
(2) 6W = 5X + 1
(3) 6X = W + 5Y
(4)6Y=Z+X+,
(5) 2Z = Y
Z = 0.4449 lb. = mechanical loss of cyanide per ton of are
Type B.
500
Precipitation
Type BB.
Precipitation
Type D.
FIG. 36. Countercurrent decantation, typical flow sheets.
SLIME TREATMENT 125
Amount due to neglected decimals
Amount dissolved 100 tons at $10 = $1000
Where the extraction is obtained slowly, and by experiment it is found
that an additional change of solution during agitation is beneficial, the
flow sheet shown in Fig. 36 (type BB) may be used. This arrangement
allows two changes of solution with a thorough washing of the 'pulp during
agitation. The pulp during the final agitation is in contact with fresh
solution carrying low values, conditions most favorable for dissolving
the refractory material in the residues.
Type D flow sheet (Fig. 36) is more generally used in cyanide plants
today with or without a change of solution during agitation as in type BB.
This type of flow sheet is indicated where solutions stronger than 7 ~ lb.
NaCN per ton are used, where the pulp will not settle to at least 50 per
cent solids or where a dewatered filter cake is desirable for tailing-dis-
posal reasons.
TYPE D
Dissolved Value Loss.
Conditions assumed:
(a) 100 tons ore per day crushed in cyanide solution.
(b) Discharge from all thickeners with 50 per cent moisture.
(e) $10 value dissolved per ton ore.
(d) 50 per cent in mill, and 50 per cent in agitators.
(e) 300 tons solution from thickener TV precipitated to $0.02.
(f) Agitation with a dilution of 2 of solution to 1 of solids.
(g) Displacement efficiency of filter, 60 per cent; i.e., 60 per cent of the value of the
solution in the solid cake, which is assumed to contain ~ 'per cent moisture,
or 50 tons of solution to 100 tons of solids, is recovered. The 50Z returned
from the filter to the last thickener represents 50 tons of solution removed in
loading the filter, which will, of course, still have the value of Z.
(h).:[:,et TV, X, Y, Z and F represent the value in dollars per ton of solution dis-
charged from the thickeners and filter, respectively.
By calculation, the following results are obtained:
(1) TV = $3.3439
(2) X = 2.0939
(3) Y = 0.5314
(4) Z = 0.1408
(5) F = 0.0563
To check these figures:
Amount precipitated from 300 tons at ($3.3439 - $.02) = $ 997.17
Amount lost in tailings, 50 tons at $0.0563 = 2.815
$ 999.985
0,015
$1000.000
126 CYANIDATION AND CONCENTRATION OF ORES
From the foregoing the following results are deduced:
Assay value of the pregnant solution, i,e., value of W = $3.3439
Assay value of the discharged solution, i.e., value of F = $0.0563
Loss of dissolved value per ton of are, ~ l o o F = $0.02815
Dissolved value saved, 99.72 per cent
Mechanical L088 of Cyanide.
Conditions assumed:
(a) Neglect the cyanide consumption throughout the system.
(b) Strength of cyanide per ton of solution in thickener W, 4.0 lb.
(c) Let W, X, Y, Z, and F represent the strength in pounds of cyanide per ton of
solution discharged from the thickeners and filter, respectively.
By calculation the following results are obtained;
(1) W = 4.0
(2) X = 3.8124
(3) Y = 3.7655
(4) Z = 3.7537
(5) F = 1.5015
~ F = 0.7507 = mechanical loss of cyanide per ton of are.
Dissolution during Washing. Some additional dissolving of gold
and silver takes place during the washing of the ore pulp after agitation
with cyanide solution, either in C.C.D. thickener series or in filters. This
is generally credited to the change in solution which takes place during
the washing operation, whereby solution of lower gold and silver content'
and more freshly precipitated is brought into contact with the ore. Further
appreciable time of contact is provided in the C.C.D. thickeners.
Representative data are not available covering additional dissolution
in filters, but this does take place to some extent even on continuous
rotary filters, where the time of contact is relatively short.
SLIME TREATMENT
TABLE 16. DISSOLUTION IN DECAN'I'ING THICKENERS
(C.C.D. cyanide plants)
127
Operation Hollinger'
United Elko
Eastern] Princet,
g u l ~
.
Tons treated per day....... ......... . ...... 250 253 53 100
Hours of agitation......................... 12 62 72 24
Change of solution during agitation series .. No No Yes No
Head value to plant:
Gold (Au) ............................... $9.00 $20.66 $15.27 $3.10
Silver (Ag) .............................. . ... ...... 10.7 1.15
TotaL ............. '" ................. $9.00 J $20.66 $25.97 $4.25
Dissolved in:
Thickener 1, Gold........................ $0.08 $0.20 $0.11 $0.15
Silver ....................... .. - . ...... 0.08 0.03
TotaL ................................. 0.08 0.20 0.1911 0.18
Thickener 2, Gold ........................ 0.04 0.07 0.09
Silver ....................... .... . ..... 0.02
TotaL ................................. 0.04 0.07 0.11
Thickener 3, Gold........................ 0.03 0.04 0.05
Silver.......................
'" .
...... 0.05 0.03
TotaL ................................. 0.03 0.04 0.10 0.03
Thickener 4, Gold........................ 0.03 0.02 No 0.01
Silver ............... " ...... .. .. .... .. ...... 0.04
TotaL ................................. 0.03 0.02 ...... 0.05
Total dissolved in C.C.D. series .......... $0.18 $0.33 $0.40 $0.26
In the foregoing, gold values are based on $20.67 per ounce and silver on $1 per
ounce.
* From unpublished data, 1916, results in one unit of the C.C.D. series.
t From A.I.M.E., August,' 1919.
:j: From A.I.M.E., August, 1918.
Third thickener (Elko Prince) followed by dewatering drum filter.
II Thickener between second and third agitators.
~ From unpublished data from management, 1913.
CHAPTER IX
Concentration
Regardless of subsequent treatment, it is considered best to recover free
gold as early and as completely as possible in the flow of p1llp. Gravity con-
centration in various forms is made use of for this purpose and amalqamaiion
used for recovering the gold from the gravity concentrate.
Concentration is also extensively practiced where a large part 01' all the gold
01' silver is intimately associated with base-metal sulphides, and the technical
and economic considerations involved indicate that such a step in the flow
sheet shows advantages over direct cyanidation. Flotation methods, with 01'
without some gravity concentration, are usually employed for this purpose.
The concentration of gold and silver ores has two principal objects in
view:
1. The recovery of free gold.
2. The collecting of gold or silver values which are associated with sul-
phide minerals into a relatively small product for subsequent treatment.
The latter may involve (a) shipping to a smelter, (b) selective grinding
for cyaniding in the mill circuit, (c) cyaniding in a separate circuit with
or without roasting.
Recovery of Free Gold. Methods for the recovery of free and rela-
tively coarse gold can be classified as
A. Direct amalgamation, using
1. Mercury added to mortar boxes or ball mills.
2. Amalgamated copper plates.
3. Tray-type amalgamators (Clark-Todd).
B. Gravity concentration, (followed by amalgamation) using
1. Riffles or sluices.
2. Hydraulic traps.
3. Unit cells and hydraulic cones.
4. Jigs.
5. Corduroy blankets.
In the case of method A, the gold forms an amalgam, from which it is
extracted by the following steps: (1) amalgam collection, (2) cleaning of
amalgam, (3) pressing or filtration, (4) distillation or retorting, (5) melt- .
ing.
128
CONCENTRATION
129
In the case of processes B, the concentrate must be amalgaI).1ated by
special methods which usually include a combination of light grinding and
contact with mercury in a grinding "pan" or amalgam barrel. Extrac-
tion of the gold then follows along the general lines of the steps outlined
above. Because the details of these steps are generally known or can "be
found described in Taggart's "Handbook of Mineral Dressing," Sec.
14-10, and other textbooks, brief descriptions only of a few typical amal-
gamation plants are given in Chap. XI.
Metallurgical engineers are generally agreed that free gold should prefer-
ably be recovered as soon as it is released by grjnding. There are several
good reasons for this: Coarse gold tends readily to segregate in various
undesirable parts of the milling circuit, where it is subject to possible loss
or theft; it dissolves more slowly in cyanide and may require prohibitively
long periods of agitation; the gold may exist in a highly refractory or
"rusty" condition and fail to dissolve completely in cyanide solution; if
allowed to accumulate in classifier beds, sumps, or launders, its recovery
entails considerable work in cleaning up a large bulk of sands at regular
intervals.
The methods used for recovering free gold are discussed more fully in the
chapter on "Bullion Recovery." Gravity methods include hydraulic traps
andriffles, corduroys, and jigs.
Gold in Sulphides. In the case of gold associated with heavy min-
erals such as sulphides of the metals, the methods usually employed include
gravity concentration or flotation. To determine the most suitable treat-
ment scheme in any particular instance requires weighing the advantages
and disadvantages of a number of possible flow sheets. The problem is
complicated by the fact that frequently both free gold and gold associated
with sulphides occur together in the ore and also that cyanidation either
before or after concentration may be a necessary step in the treatment
scheme for optimum extraction.
While flotation offers the cheaper and more efficient method of con-
centrating sulphides, it requires supplementary gravity equipment for
recuvering coarse gold, if present. Where cyanidation is also used, it
involves either two separate circuits (since cyanide is a depressant for
sulphides) or special methods of reactivation, as at Lake Shore, following
cyanidation.
Tabling, on the other hand, has the advantage that it can be incor-
porated into the cyanide circuit itself and, as used at Hollinger, for in-
stance, accomplishes the double purpose of classifying and concentrating
the sulphides, so that only the coarser and more refractory sulphides are
removed from the circuit for separate finer regrind and cyanidation, while
130
CYANIDATION AND CONCENTRATION OF ORES
the finer sulphides are already sufficiently ground for direct cyanide treat-
ment.
If, as in many plants today, a final tailing for discard can be made by
flotation, there is no question but that this flow sheet, which may include
jigs or other gravity equipment for recovering free gold, is the one to use.
There are obviously many advantages to be gained in having a small 'bulk
of concentrate to grind and cyanide compared with treating the whole
tonnage of ore mined.
GRAVITY CONCENTRATION
Riffle or Sluice. This somewhat primitive device which has been in
use since earliest times still finds application as a gold saver for small
prospect or placer mining operations and on gold dredges. The sluice is
essentially an inclined trough or launder, the bottom of which is provided
with transverse strips, or riffles, with variable spacing. There are endless
variations of riffling.' The mixture of sand and gravel is washed through
by means of a stream of water, and the heavy minerals, "black sands"
etc., along with free gold tend to collect in the spaces between the riffles,
while the lighter and coarser material is displaced over the top of the riffles.
Periodically the feed is deflected and the heavy concentrate dug out by
hand to be cleaned up by anyone of the various methods later described.
Hydraulic Gold Trap. The hydraulic trap, another method of catch-
ing gold, is described by Ernest Gayford in Trans. 112, A.I.M.E., 1934,
and is shown in Fig. 37. It is a simple device inserted in the mill-classifier
circuit; sometimes two or more are used in series. At the Montezuma-
Apex plant, Nashville, Calif., the 55-mesh discharge from each of two
Marcy mills passed through five hydraulic traps, followed by corduroy
tables, Don classifiers, and flotation. The traps were bled daily and
thoroughly cleaned out twice a month. The product was concentrated
periodically on a small Wilfley table. The concentrate was then ground
and amalgamated in a barrel, and the tailing returned to the mill circuit.
Cones. At the cyanide plant of the Pickle Crow gold mine' in northern
Ontario three cones are built into the launder between the ball mill and
classifier. Each cone is 18 in. in diameter with a slope of 50 deg. and fitted
at the apex with a 4-in. nipple and discharge valve. A solution supply is
connected into this nipple, and a regulated flow keeps the contents of the
cone free of slime. The cones are dumped every 8 hr. under normal oper-
ating conditions, and the concentrate obtained varies from a few ounces to
as high as 200 oz. of gold pel' ton.
The Unit Flotation Cell and Hydraulic Cone. To save coarse gold
and recover free minerals at an early stage in milling, some plants installed
1 See Taggart, Handbook of Mineral Dressing, Sec. 11-95, Wiley, 1945.
CONCENTRATION
131
the Denver Equipment Sub-A flotation cell and hydraulic cone. Figure 38
shows its place in the circuit at the McIntyre-Porcupine mine, 'Ontario.
The flotation machine and its use in the circuit have been patented in
several countries.
Locking
(hinge
f
f"
2 warer line "".,....-aJ-I--H-----T-
__.JJ
4"/ubricOiting ~ ~ ~ 1 -1---1-
~ ; I v e locking type
FIG. 37. Hydraulic gold trap.
The unit flotation cell prevents the accumulation of free gold in a ball-
mill classifier circuit by removing coarse gold as soon as possible. Other-
wise, because of its high specific gravity, the gold remains in this circuit
until finely ground. Also, periodic surges of the classifier may allow this
accumulation of gold to get into the mill circuit with resulting loss because
Coarse free gold is not readily floated and is often slowly extracted by cya-
nide. Moreover, the gold sufficiently fine to overflow the classifier lip
132
CYANIDATION AND CONCENTRATION OF ORES
is likely to become coated with sulphide slime during the grinding opera-
tion, reducing the recovery by flotation.
Jigs. During the last twenty years the use of a jig in the mill-classifier
circuit to remove coarse gold has become a very general practice. In
addition, jigs ani widely used in placer operations to replace sluice treat-
ment in the recovery of fine gold. Modern jig design has much.improved
the metallurgical and mechanical efficiency of these machines.
In the mill circuit, the jig offers the advantages of very small floor space
requirements and very little loss of head. The mill jig installation is usually
FIG. 38. Denver Equipment Company unit flotation cell and hydraulic cone in tube-
mill classifier circuit.
a compromise between gold recovery and available space limitations,
Although it is depended upon primarily for the removal of only the rela-
tively coarse values, a 60 to 70 per cent recovery of the total free gold
values at the usual mill grind is not at all unusual. A good example of jig
operation is to be found in the Preston East Dome practice, a complete
description of which will be found in C.MJ., Vol. 62, page 535.
In placer treatment, the replacement of coco-matting-bottomed sluices
by modern mechanical or placer-type jigs has resulted in marked im-
provement in recovery and lowered operating costs. The use of a hydrau-
lically pulsated cleaner jig circuit in conjunction with continuous amalgam-
ation has eliminated dredge shutdown time for cleanup and practically
CONCENTRATION
133
eliminated cleanup labor. Pilot sluices on jig tailings show almost com-
plete saving of recoverable values by the jigs. Of interest is the comment
of one South American operator that a proportion of the gold recovered
by the jigs on his dredge is finer than can be recovered by native hand
panners,
The high ratio of concentration (200-1000: 1) made possible by proper
jig adjustment enables the jig operator to strip off his values into a theft-
FIG. 39. Dorrco Pan-American jigs in grinding circuit. (Idaho Maryland Mines
Corporation, Grass Valley, California.
proof, locked hutch or a screened and locked area in which a cleaner-
amalgamation circuit can be operated.
Jig Capacity. The capacity of a jig is a function of the bed area. The
ratio of length of bed to width is an important factor in determining the
recovery into the concentrate. In placer work a length to width ratio of
from 2-4: 1is used, being obtained by end flow grouping of a series of square
cross-section cells. In mill circuit work space limitations usually restrict
the length-width ratio to 1: 1 or 2: 1.
134 CYANIDATION AND CONCENTRATION OF ORES
Dilution of the jig feed has a bearing on effective capacity; an adequate
retention time through the machine must be obtained, and flooding with
high-feed dilutions reduces overall capacity.
Mechanically pulsated types of jigs such as the Dorrco Pan-American,
the Bendelari, and the Denver Mineral Jig have an average capacity of
2 to 2.5 tons per square fobt of bed area per hour, expressed in terms of
new feed. In mill circuits with high circulating loads the actual duty on
the jig may be 10 tons per square foot per hour or more; it is noted that the
correspondingly lower recovery of gold is accepted in such circuits.
Water requirements for mechanically pulsated jigs vary widely from as
low as 2 to as high as 10 gallons per minute per square foot of jig bed area.
These variations depend on the dilution of the feed, the particular design
of the jig, the size distribution of the feed, the grade of concentrate desired,
and the speed and the stroke of the jig. These last factors are interde-
pendent with the volume of hutch water added; it is usual to establish
TABLE 17. JIG STROKES AND SPEEDS
Feed size
Mechanical jigs:
Stroke, diaphragm, in .
Speed, strokes per minute .
Hydraulic jigs:
Stroke, valve, in .
Speed, strokes per minute " " .
3 to 20 mesh 20 to 200 mesh
% to 1
Va to %
120 to 160 160 to 350
~ ~ to 1
~ to ~ ~
250 to 400 400 to 600
the stroke and speed and then to use the volume of hutch water as an
operating variable.
Mechanical Conditions. The average California practice for stroke and
speed is shown in Table 17. The screen and shot sizes depend on the size
of the concentrate desired. The size of the voids determines the effective-
ness of sifting. A coarse bed (e.g., ~ i n . shot) recovers a coarse concentrate
and has a larger capacity but may not exclude sand efficiently. A fine
bed (e.g., %2-in. shot) recovers small grains effectively and produces a
cleaner concentrate. The choice involves a knowledge of the size dis-
tribution of the ore minerals.
CORDUROY AS A GOLD SAVER
The use of blankets, canvas, coco matting, and corduroy-in fact, any
material with nap-to save gold not held by copper plates, also to catch
some heavy materials, has persisted from the time of Agricola to the pres-
ent. From this practice has corne the present use of corduroy alone to
entrap the gold. It has replaced amalgamation on the Rand, is satis-
CONCENTRATION
135
factorily used in Australia and in Canada, and is slowly being introduced
into the United States. Blankets are preferred at Kolar, India. The
information on corduroy following is from the article by the late M. W.
von Bernewitz in E. and lYIJ., February, 1935.
Corduroy is a thick and durable cotton stuff or cloth, corded or ribbed=-
a pile or nap on a base. Corduroy for wearing apparel differs from that
(a)
(b)
FIG. 40. Weave and nap of corduroy, natural size. (a) Plan; (b) end view.
136 CYANIDATION AND CONCENTRATION OF ORES
used in gold recovery in having narrower and closer cords or ribs. Also,
in industrial corduroy, the nap has been cut as in the pile on certain high-
grade floor rugs, thereby offering innumerable spaces for entrapping gold.
The material is known as a "pulp-sifting corduroy cloth." It is woven
from special material, and after being put through a serrating machine,
it has a deep pile or nap with strong backing. Then the cloth is shrunk.
It is made up into bales of about 80 yd. in two widths-28 and 36 in.
Figures 40a and 40b show the weave and nap of corduroy.
Compared with the use of copper amalgamation plates, which they have
almost completely replaced, corduroys show advantages in regard to lower
FIG. 41. Corduroy nap, enlarged ten times.
initial cost, less skill required to operate and maintain, no danger from
mercurial poisoning, less possibility of theft of amalgam, smaller loss of
time, fewer effects of bad water and scouring by coarse pulp, and neces-
sary general supervision. Corduroy is not expensive, it does not require
skilled labor, theft is not so simple, and a remarkably large flow of pulp
can be passed over it. Even if an ore is ground fine, it may pay to use cor-
duroy in the flow sheet and catch the larger particles of gold which might
prolong cyanidation.
What is known as "rusty" gold is amalgamable with difficulty, if at all.
The metal may be coated with iron, occasionally with manganese or other
elements. Copper plates will not catch this sort of gold, but corduroy
will.
CONCENTRATION
137
Method of Applying Corduroy. In laying corduroy, the .cords or
ribs are placed across the table and flow of pulp, with the high side of the
nap facing the stream. Each length overlaps the succeeding length a few
inches. '
In general, the slope of the corduroy table must be determined by t l ~ l
trial-the size and specific gravity of the solids and the liquid-solid ratio
being the principal factors that influence the slope. An unclassified pulp
with up to 20-mesh sand at 4 or 5 to 1 dilution will flow down 1% in. per
ft.; more dilute and finer pulp needs less slope. Roughly, 3 tons of ore
passing over tile tables should have 1 sq. ft. of .,corduroy.
Cloths are rinsed as often as may be necessary to keep the riffles from
packing with heavy minerals. They are kept in use until the pile or back-
ing gives way.
The final handling of worn-out corduroy is to burn it and treat the ash
separately. It should not be fed to the mill circuit for fear that the car-
bon may precipitate the gold from the cyanide solutions. At the Dome
mill the corduroy is dumped loosely into a tank in which cyanide solution
is circulated for several days. This dissolves any fine gold enmeshed in the
fabric. Then the cloths are discarded.
CANADIAN PRACTICE
At Dome Mine. The following excerpt describing the Dome blanket
practice is from the paper by P. D. P. Hamilton in Trans. 112, A.I.M.E.
In the Dome mill, destroyed by fire in 1929, free gold was removed from the cir-
cuit by a combination of amalgam plates and blankets. In the new mill an attempt
was made to use an all-cyanide process, but this was quickly dropped, and a blanket
plant installed to remove the free gold from the circuit.
The feed to the blanket tables is the unclassified product (about 60 per cent minus
200 mesh) of the primary and secondary grinding circuits. The pulp is about 1.5
parts water to 1 part ore. The primary load is 1730 tons, with an additional circu-
lating load of approximately 1100 tons, making a total load over the blankets of
2830 tons daily.
There are 28 blanket tables of a combined area of 756 sq. ft., each table being 4 ft.
6 in. wide by 6 ft. long. The tables are of wood, set so that the inclination of the
blankets is 1%: in. per ft. The corduroy blankets are 28 in. wide and cut 5 ft. long
to allow for shrinkage during use. The first strip is held in place by a flat iron bar,
but the other two strips are held in place by lapping the upper one over the next
"lower one. The "special heavy-backed undyed corduroy 28 in. wide" is specially
manufactured for this purpose by James Johnston, 18 London Road, Manchester,
England.
The strips are placed on the table with the high sides of the cords toward the
flow of the stream, thus making the necessary rimes to catch the gold. The top
blankets are washed every hour, the others every 2 hours, three men changing,
washing, and looking after distribution' on tables, etc. When the blankets are
changed, they are folded and rolled up so as to keep the product on the inside. They
138 CYANIDATION AND CONCENTRATION OF ORES
are replaced by another set of blankets but before the next change are washed and
rolled ready to be reused. The washing is done in boxes, one for each shift, the
blankets being merely unrolled and moved longitudinally up and down in water two
or three times. This removes the greater part of the product. When blankets are
discarded, they are more carefully cleaned and are then treated by cyanide in a small
tank until no further gold comes into solution.
By means of a large rubber-lined rotary distributor, the pulp is delivered to seven
smaller distributors, each serving four tables, from each of which the flow can be
deflected to a return launder by a rubber-lined swing gate.
Each wash tub has a pipe leading out of the bottom, so that it can be loaded di-
rectly into an amalgam barrel set directly below the tub. The amount collected in
each tub in an 8-hr. shift is approximately 1 ton, which is the capacity of the amalgam
barrels. The barrels are 36 in. in diameter by 5 ft. long and are lined with white-iron
liners, but barrels with cast-iron shells are preferable because they can be used with-
out linings. Linings invariably collect and hold up amalgam. Each barrel is
charged with 200 lb. of H ~ i n balls and is driven at 19 r.p.m.
These barrels are loaded each day about noon, lime is added, and the barrels are
closed and started. The real function of the grinding is to brighten all the gold so
that it will amalgamate readily. At 6:30 the following morning the barrels are
stopped and the requisite amount of mercury is added. The barrels are then rotated
again for H ~ hr. and then dumped. The mercury and amalgam are collected, cleaned
up, and pressed into cakes which contain approximately 50 per cent mercury, carry-
ing about 10 dwt. gold per ounce. The amalgam is taken to the refinery, where it
is held until sufficient accumulates for a retort.
In addition to the three men on each shift, two men on the day shift handle the
dumping of the barrels and the cleaning of the amalgam.
During the year ending Dec. 31, 1947, the total recovery at the Dome mill was
96.14 per cent, the blanket plant giving 63.30 per cent and the cyanide plant 32.84
per cent.
RAND PRACTICE
The revival of corduroy originated on the Rand, where copper plates
had saved many million of ounces of gold. About three-quarters of the
Rand mills use corduroy, and the gold recovered varies from 24 to 69 per
cent of the gold in the heads.
Although written many years ago, Wartenweiler's paper in Jour.C.lJl.
and 1J1.S.S.A., February, 1923, is one of the few and best references on
corduroy. It is replete with figures and flow sheets and is entitled "Re-
covery of Gold by Blanket Concentration in Substitution of Plate Amal-
gamation." For one group of large gold producers, plates had saved 47
to 73 per cent of the gold.
Plate amalgamation, however [to quote Wartenweiler], had become encumbered
with a number of disabilities. . .. With the increasing practice of fine grinding, the
perfection of cyanide extraction and of precipitation, the importance of high re-
covery by amalgamation had receded according to the degree of efficiency of the
section of the reduction plant devoted to recovery of gold by cyaniding....
CONCENTRATION
139
The Apex plant, treating ore from the Modderfontein East, was among
the first to discard plate amalgamation. The copper plates, from which
accumulated amalgam had been removed, were converted to corduroy
tables. No holding-down device was used, but air bubbles tliat formed
were "ironed out." Even distribution of the pulp for corduroy is as im-
portant as for plates.
Wartenweiler found the following after a 4-hr. run of pulp over a series
of five corduroys:
TABLE 18. GOLD RECOVERED ON CORDUROY
.,
Corduroy Gold Panned and Weighed, Per Cent
1 76 to 80
2 11 to 18
3 3.1 to 4.2
4 2.3to3.7
5 0.8 to 2.1
Current Use of Corduroy. The corduroy tables are generally placed im-
mediately after the ball-mill or tube-mill discharge and are frequently
used on both primary and secondary circuits. Thus, they have to handle
the whole circulating load through the mill, and the pulp will carry 30 to
40 per cent of plus 90-mesh material.
The average corduroy table is 5 ft. wide and 10 or 12 ft. long and has a
slope of about 2 in. per ft. Approximately 1 sq. ft. of corduroy area is
required per ton of ore milled per day, and about 1 ton of concentrate is
produced per 1000 tons of ore milled.
The corduroy strips are washed every 3 to 4 hr., and the pyrite concen-
trate is cleaned once a day on a Wilfley-type table. The cleaned concen-
trate is amalgamated in barrels, the amalgam being cleaned on bateas and
retorted.
RECOVERY OF GOLD AND SILVER ASSOCIATED WITH SULPHIDES
QRAVITY CONCENTRATION
Though the methods previously discussed usually catch the coarser
particles of sulphides in the ore and thus indirectly recover some of the
gold associated with these and other heavy minerals, they are not pri-
marily designed for sulphide recovery. Where a high sulphide recovery is
demanded, flotation methods are now in general use, but in the days
before flotation was known, a large part of the world's gold was recovered
by concentrating the gold-bearing sulphides on tables and smelting or re-
grinding and amalgamating the product,
140 CYANIDATION AND CONCENTRATION OF ORES
Though the modern trend is away from the use of tables, because flo-
tation is so much more efficient, a brief description follows:
As a matter of historical interest the following account of early opera-
tions at the Timmins Ochali Mining Co. property in Colombia is quoted:"
Overflow from the batteries runs over Antioquenan tables which are flat and
smooth and made of a fibrous wood known as "yolombo." They are arranged in
series much the same as blanket or amalgamation plate tables. The grain of the
wood in the deck runs with the flow of pulp, and a sharp-pointed tool is used to scratch
its surface in a crosshatched pattern. The fibrous wood stands up along the scratches
and forms an ideal trap for free gold. Twice a day the tables are cleaned and the
high-grade concentrate is amalgamated by hand in a wooden batea or gold pan.
Dresslnq water bOClrd",
.."
C
w
F
o
s:
u
'"
Ci
TOIilineis Dischorrqe Siole
(Por\en+eol) . FlowoFpu!p'
)IW! . %' .,W I)!Linoleum'_;'l'
Wood f"looring i Wood
CnlSS Section of R-Iffles on Cross Section of Malin Riffles
IntermeoliOite PlolteolU on Prirnarv Concerrh-crlion Zone
FIG. 42. Details of Deister concentrator.
During the early days of operation referred to, nine wooden mills totaling 66 stamps,
one ten-stamp California-type stamp mill, and three sand-leaching cyanide plants
were in operation. Use of this equipment was discontinued in May of 1936.
Bumping Tables. The gravity concentrators used in gold and silver
milling plants are usually of the bumping-table or the endless-belt (Vanner)
type. The former consists of a riffled deck carried on a supporting mecha-
nism that permits adjustment of slide slope and connected to a "head"
mechanism that imparts a rapid reciprocating motion in a direction parallel
to the riffles. A cross flow of water is provided by means of launder or
other type distributors mounted along the upper side of the deck. The
feed enters just ahead of the water supply, concentrate is taken off at the
lower end of the table, and tailings overflow the lower side (see Figs. 42
2 E. and M.J., Vol. 143, No.5, p. 58, May, 1942.
CONCENTRATION
141
and 43). A. M. Gaudin" in "Principles of Mineral Dressing," .1939, has
in Chap. XIII made a comprehensive mathematical analysis of the prin-
ciples involved in flowing film concentration and tabling. On p. 294
Gaudin states:
The flowing film concentrators that are known as shaking tables utilize other
principles besides those discussed so far (stationary tables). Shaking tables are
provided with a reciprocating motion at right angles to the flowing fluid film and
directed horizontally. This reciprocating motion of the table deck has an asymmetri-
cal acceleration, the net effect of which is to cause intermittent travel of solids rest-
ing on the table. This is one of the auxiliary principles utilized in shaking tables.
oJ
FIG. 43. Stratification of mineral on a Wilfley table.
Another auxiliary principle derives from the use of riffles which disturb the viscous
flow of the fluid across the deck and substitute for it a fluid composed of one top
layer flowing more or less by viscous flow and an eddying bottom layer.
Riffles are of great importance to tabling. They are responsible for the increased
capacity of riffled decks over smooth ones. This is realized when it is considered
that a smooth deck treats a bed one particle deep and a riffled deck treats a teetering
suspension of particles often many particles deep....Each trough between succes-
sive riffles is a place where hindered settling and consolidated trickling occur.
The capacity of tables varies widely between a maximum of, perhaps.
200 tons per 24 hr. in coarse roughing operations to 5 to 10 tons per 24 hr,
on very fine feeds. Around 10 mesh is about the upper practical size of
3 Professor of Mineral Dressing, M.LT., Cambridge, Mass.
142 CYANIDATION AND CONCENTRATION OF ORES
feed, while only incomplete recoveries are made in the 200 to 325 mesh
range. Finer material is lost on all but very low-capacity slime tables.
Vanners. The endless-belt or Vanner type of table was developed
for the purpose of recovering the fine mineral particles lost in ordinary
table operation. With a feed range of minus 65 to 100 mesh, particles
as fine as 10 to 20 microns are recovered, but the capacity of such tables
is only 1 to 3 tons per 24 hr., and the vanner is now practically obsolete.
Tables can be operated on either classified (sized) or unclassified feed.
The use of an unsized feed, particularly in roughing operations, as at
Hollinger, is common practice, but it is generally recognized that pre-
liminary sizing of the feed with each sized band going to a separate table
is the more efficient practice.
A. W. Fahrenwald discusses this point in T.P. 403, 'U.S.B. of M., 1927.
He concludes that preliminary classification, particularly if classifiers of
the hydraulic types are used, gives increased recovery, a higher grade
concentrate, greater table capacity, and less middling for regrind; in other
words, classification enables a table to do its best work.
The Dorrco sizer described in Chap. VI, the Richards pulsator classifier,
and others employing classifying zones of uniform cross section give effi-
cient results.
The Humphreys Spiral Concentrator. This device, which was in-
vented by 1. B. Humphreys and first used in 1943 for concentrating
chromite in Oregon beach sands, consists of five or six spiral turns of a
modified semicircular launder which is about the size of a conventional
automobile tire. Feed enters the top spiral and the tailing discharges
from the bottom one, while concentrate and middlings are cut off by outlet
ports regularly spaced at each turn of the spiral, and the products passed
through rubber hoses to common launders which run the full length of a
bank of spirals. Wash water is supplied from a small wash-water channel
paralleling the main channel.
Operating entirely by gravity flow and involving no mechanical parts,
the separation of the heavy constituents of the feed is effected by the same
centrifugal forces and flow gradients encountered in ordinary river or
stream concentration.
A capacity of 38 tons per spiral was obtained in the 1000-ton per 24 hr.
Oregon plant operating on about a minus 40-mesh feed and in the 5000-
ton plant recently installed near Jacksonville to concentrate ilmenite 174
roughing, and 12 finishing spirals have replaced an installation of tables
and flotation cells.
Although we do not know of Humphreys spirals being used to concen-
trate gold ore, they should be effective for the recovery of free gold such as
in the treatment of placer sands.
CONCENTRATION
143
FLOTATION
The flotation process, which is today so extensively used for the con-
centration of base-metal sulphide ores and is finding increased use in many
other fields, was introduced commercially into the United States in 1911.
While its development was rapid and by 1932 some 60 million tons a year'
was being treated in 268 plants in the United States alone, it was not until
about this same year that flotation plants began to be installed for the
treatment of gold and silver ores as a substitute for or in conjunction with
cyanidation.
FIG. 44. Denver Sub-A flotation machines, showing the different multiple-cell units
available to meet a wide range of tonnage requirements.
The principles involved and the rather elaborate physicochemical the-
ories advanced to account for the selective separations obtained are beyond
the scope of this book. Suffice it to say that in general the sulphides are
air-filmed and "floated" to be removed as a froth from the surface of the
pulp while the nonsulphide "gangue" remains in suspension, or "sinks,"
as the expression is, for discharge from the side or end of the machine.
For more complete information reference is made to Taggart's Hand-
book of Mineral Dressing, 1945; Gaudin's Flotation and Principles of Min-
eral Dressing; 1. W. Wark's Principles of Flotation; and the numerous papers
on the subject published by the A.I.M.E. and U.S. Bureau of Mines.
FLOTATION MACHINES
Flotation machines can be classed roughly into mechanical and pneu-
matic types. The first employ mechanically operated impellers or rotors
144 CYANIDATION AND CONCENTRATION OF ORES
for agitating and aerating the pulps, with or without a supplementary
compressed-air supply. Best known of these are the Mineral Separation,
the Denver, the Fagergren, the Agitair, and the Massco-Fahrenwald.
Pneumatic cells use no mechanical agitation (except the MacIntosh,
now obsolete) and depend on compressed air to supply the bubble struc-
ture and to hold the pulp in suspension. Well-known makes include the
TABLE 19. FLOTATION MACHINE DATA*
Actual
Motor
Approx. capacity, t dry tons per
Cell
24 hr.. sp. gr. 2.8 at 25% solids,
Number Size, in.
volume,
hp,
size
for
cu. ft. per cell
4-cell I fi-cell I
S-cell \ lO-ee11
two cells
Denver flotation machines
8 16 by 16 3.0 0.75 1.5 16 24 32 40
12 22 by 22 10.0 1.0 2.0 45 70 95 115
15 24 by 24 12.0 1.2 3.0 65 95 125 160
18 28 by 28 18.0 1.4 3.0 95 i40 185 235
18 S.P. 32 by 32 24.0 2.2 5.0 120 180 240 300
21 38 by 38 40.0 3.2 7.5 215 320 425 535
24 43 by 43 50.0 4.2 10.0 250 380 500 630
30
'56 by 56
100.0 9.0 20.0 535 800 1070 1335
Fagergren flotation machinesj
Cell
Motor Capacity per row of machines,
Size, in. volume,
hp, tons per 24 hr.
cu. ft.
36 12 3 50 to 250
44 21 5 250 to 500
56 42 10 500 to 1000
66 62 15 1000 to 2000
* From manufacturers' catalogues.
t For medium floating ores = about 10 min. flotation times.
+The machines are built in one-, two-, three-, or four-cell units, and in the case
of multicellular construction, the individual cells are separated from each other
by a partition plate, but the ore pulp passes directly through suitable openings from
one cell to the next.
Callow and MacIntosh (no longer manufactured) the Southwestern, and
the Steffensen, the last, as shown in the cross-sectional view in Fig. 47,
utilizing the air-lift principle, with the shearing of large bubbles as the air
is forced from a central perforated bell through a series of diffuser plates.
Calculating Flotation-cell Requirements. The number and size
of flotation cells required for any given installation are readily determined
CONCENTRATION
145
if the problem is looked upon as a matter of detention time for a certain
total volume of pulp.
The pulp flow in cubic feet pel' minute is determined from the formula
W) X 32
C = sp. gr.
1440
where C = cubic feet per minute
T. = tons dry solids per 24 hr. in feed
sp.gr. = specific gravity of solids
TV = tons of water per 2"1 hr. in feed
oJ
"'"--
FIG. 45. Mineral-bearing froth being discharged into the concentrate launder of a
four-cell No. 18 Denver Sub-A flotation machine. (Denver Company.)
Having obtained the volume to be handled per minute," the total cell
volume to be provided is found by multiplying this volume by the con-
tact time in minutes required in the flotation machines.
For ordinary ratios of concentration the effect oncell capacity of con-
centrate (or froth) removal can be neglected, but where a high proportion
of the feed is taken off as concentrates, or where middlings are removed
for retreatment in a separate circuit, due allowance should be made for
reduced flow and, in consequence, increased detention time toward the
tail end of a string of cells. Not less than a series of four cells and prefer-
ably six or more cells should be used in any roughing section in order to
prevent short-circuiting.
146 CYANIDATION AND CONCENTRATION OF ORES
FLOTATION REAGENTS
It is not intended here to discuss the subject of flotation reagents in
any detail. The subject is a large one with a comprehensive technical
and patent literature. Research leading to the development of new re-
agents and to our understanding of the mechanism involved has been
largely in the hands of academic institutions and the manufacturers of
chemical products.
Recent work reported by A. M. Gaudin! on the use of "Radioactive
Tracers in Milling Research" described, for instance, the use of a flotation
reagents containing radioactive carbon to determine the extent of collector
adsorption. The "bubble machine" devised to measure the angle of
contact of air bubbles on collector-treated mineral surfaces has been ex-
tensively used for determining the theoretical value of various reagents as
flotation collectors, but for the most part the actual reagent combination
in use in commercial plants is usually the result of trial-and-error methods.
The following is a brief discussion of the reagents ordinarily used for the
flotation of gold and silver ores prepared from notes submitted by S. J.
Swains on and N. Hedley of the American Cyanamid Company.
REAGENTS USED IN FLOTATION OF GOLD ORES
Conditioning agents are commonly used, especially when the ores
are partly oxidized. Soda ash is the most widely used regulator of al-
kalinity. Lime should not be used because it is a depressor of free gold
and inhibits pyrite flotation. Sodium sulphide is often helpful in the
flotation of partly oxidized sulphides but must be used with caution. because
of its depressing action on free gold. Copper sulphate is frequentlyrhelpful
in accelerating the flotation of pyrite and arsenopyrite. In rare instances
sulphuric acid may be necessary, but the use of it is limited to ores con-
taining no lime. "Ammo-phos," a crude monoammonium phosphate, is
sometimes used in the flotation of oxidized gold ores. It has the effect of
flocculating iron oxide slime, thus improving the grade of concentrate.
Sodium silicate, a dispersing agent, is also useful for overcoming gangue-
slime interference.
Promoters or Collectors. The commonly used promoters or collectors
are "Aerofloat" reagents and the xanthates. The most effective promoter
of free gold is Aerofloat flotation reagent 208. When auriferous pyrite is
present, this reagent and reagent 301 constitute the most effective promoter
combination. The latter is a higher xanthate which is a strong and non-
selective promoter of all sulphides. Amyl and butyl xanthates are also
widely used. Ethyl xanthate is not so commonly used as the higher xan-
thates for this type of flotation.
4 Annual meeting, C.I.M. and M., Montreal, Quebec, March, 1949.
CONCENTRATION
147
The liquid flotation reagents such as Aerofloat 15, 25,and 31 are com-
monly used in conjunction with the xanthates. These reagents possess
both promoter and frother properties. When malachite and azurite are
present, reagent 425 is often a useful promoter. This reagent was de-
veloped especially for the flotation of oxidized copper ores.
The amount of these promoters varies considerably. If the ore is partly
oxidized, it may be necessary to use as much as 0.30 to 0.40 lb. of pro-
moter per ton of ore. In the case of clean ores, as little as 0.05 lb. may be
enough. The promoter requirement of an average ore will usually ap-
proximate 0.20 lb.
FIG. 46. Sectional view of a Fagergren flotation cell.
Frothers and Froth Modifiers. The commonly used "frothers" are
steam-distilled pine oil, cresylic acid, and higher alcohols. The third men-
tioned, known as duPont frothers, have recently come into use. They
produce a somewhat more tender and evanescent froth than pine oil or
cresylic acid; consequently they have less tendency to float gangue, par-
ticularly in circuits alkaline with lime. The duPont frothers are highly
active frothing agents; therefore it is rarely necessary to use more than a
few hundredths of a pound per ton of ore.
When coarse sulphides and moderately coarse gold (65 mesh) must be
floated, "froth modifiers" such as Barrett Nos. 4 and 634, of hardwood
148
CYANIDATION AND CONCENTRATION OF ORES
creosote, are usually necessary. The function of these so-called froth
modifiers is to give more stable froth having greater carrying power.
REAGENTS FOR SILVER ORES
The conditioning agents used far silver ores are the same as those for
gold ares. Soda ash is a commonly used pH regulator. It aids the flo-
tation of galena and silver sulphides. When the silver and lead minerals
are in the oxidized state, sodium sulphide is helpful, but it should not be
added until after the sulphide minerals have been floated, because sodium
sulphide inhibits flotation of the silver sulphide minerals.
Aerofloat 25 and 31 are effective promoters for silver sulphides, sulphan-
timonites, and sulpharsenites, as well as for native silver. When galena
is present, No. 31 is preferable to No. 25 because it is a mare powerful
galena promoter. Higher xanthates, such as American Cyanamid reagent
301 and amyl and butyl xanthates, are beneficial when pyrite must be
recovered. When the are contains oxidized lead minerals, such as angle-
site and cerussite, sodium sulphide and one of the higher xanthates may be
used. In some instances reagent 404 effects high recovery of these min-
erals without the use of a sulphidizing agent.
Silver ores require the same frothers as gold ares-viz., pine oil, cresylic
acid or duPont frothers.
"Aero," "Amrno-phos," and "Aerofloat'" are registered trade-marks
applied to products manufactured by this company.
The Great 'Western Electro-Chemical Company, California, makes amyl
xanthate, butyl xanthate, potassium xanthate, and sodium xanthate. In
the United States these reagents are used on the gold ores of California and
Colorado and in Canada on the gold ores and sulphides of Ontario and
Quebec.
Flotation reagents of the Naval Stores Division of the Hercules Powder
Company are as follows: Yarmor F pine oil, a frother for floating simple
and complex ores; Risor pine oil, for recovering sulphides by bulk flotation;
Tarol 1, a toughener of froth, generally used in small amount with Yarmor
F, but with some semioxidized ores where high recovery is essential yet
the grade of concentrate not so important, Tarol does good work; Tarol 2, a
frother for floating certain oxide minerals, but it can be used in selective
flotation of sulphide minerals and in bulk flotation where tough froth is
desirable; Solvenol, for the floating of graphite in conjunction with Yar-
mor F.
PRECIPITATING EFFECT OF FLOTATION REAGENTS
The statement has come to the attention of the American Cyanamid
Company that organic flotation reagents, such as xanthates, even in the
CONCENTRATION
149
small amounts used in flotation, cause reprecipitation of gold from preg-
nant cyanide solutions. The ore-dressing laboratory of this company
is studying the question, and preliminary results indicate that this state-
ment is unfounded. The addition of xanthate, in the amount usually
found in flotation circuits, does not precipitate gold from a pregnant cya-
nide solution containing the normal amount of cyanide and lime.
PRIMARY SLIME
Valueless slime, in addition to its detrimental effect in coating gold-
bearing sulphide, thereby limiting or preventing its flotation, also be-
comes mixed with the flotation concentrate and Iowers its value. Some-
times the problem in flotation is that, although the gold is floatable, the
concentrate product is of too low grade. Talc, slate, clay, oxides of iron,
and manganese or carbonaceous matter in ores early form slime in a mill,
without fine crushing. Such "primary slime," according to E. S. Leaver
and J. A. Woolf of the U.S. Bureau of Mines, interferes with the proper
selectivity of the associated minerals and causes "slime interference."
The tendency of primary slime is to float readily or to remain in suspen-
sion and be carried over into the concentrate. Preliminary removal and
washing of this primary slime before fine crushing is one method of dealing
with it. At the Idaho-Maryland mill, Grass Valley, Calif., starch is regu-
larly used as a depressant during flotation. Flotation tests using starch
were made on a quartz ore containing carbonaceous schist from the Argo-
naut mine, Jackson, Calif.; a talcose ore from the Idaho-Maryland mine
mentioned; a talcose-clayey ore from Gold Range, Nev.; a siliceous, iron
and manganese oxide ore from the Baboquivari district, Nevada; carbona-
ceous and aluminous slime from the Mother Lode and some synthetic ores.
The conclusions from the foregoing tests were in part as follows:
1. Finely divided metallic gold in milling ores floats readily, and a high-grade
concentrate can be made by flotation if no interfering slime or gangue is present.
Any good collector may be used for the flotation of gold, but organic collectors of
the xanthate type produce a cleaner, higher grade concentrate than coal tar-
cresote oils.
2. Some "protective colloid" should be added to "wet out" talcose or carbonace-
ous slime and destroy its tendency to float.
3. Clayey slime does not have strong, fictative properties, but it tends to remain
in suspension and coat mineral particles, making it difficult to obtain good selectivity
during flotation. Proper deflocculation of an ore pulp and some agent to destroy the
flotutive property of clay improve flotation of this type of ore.
4. It is essential to keep pulp containing iron (not hematite) and manganese oxides
in a dispersed condition, and improved results are obtained by means of a depressing
agent such as starch.
5. Starch was the most effective depressing agent tried. It should be added as a
solution to the ore pulp. Starch displays a selective action in its depressing effect.
150 CYANIDATION AND CONCENTRATION OF ORES
It acts first on the slime; then, if a sufficient excess of starch is present, it will cause
some depression of sulphides and metallic gold, either by wetting out or by producing
an extremely brittle froth. Therefore, care must be taken in regulating the amount
of starch added to obtain the maximum depression of the slime commensurate with
high recovery of the gold. In this, as in all other phases of flotation, each ore pre-
sents an individual problem and must be so studied.
The American Cyanamid Company in "Ore Dressing Notes," BuZ.
Number 9, January, 1939, describe the use of their 600 series of reagents
which were developed primarily for the purpose of depressing carbonaceous
and siliceous slimes in the flotation of-gold ores. Carbonaceous material
not only greatly increases the bulk and moisture content of a flotation
concentrate, but its presence makes cyanidation of the concentrate diffi-
cult or impossible owing to reprecipitation of the gold during treatment.
In the treatment of an auriferous sulphide ore associated with carbona-
ceous shale from South Africa, up to 77 per cent of the carbon was elimi-
nated by the use of 1 lb. per ton of reagent 637 with a' 90.5 per cent gold
recovery at 20.4: 1 ratio of concentration.
A gold carbonaceous sulphide ore from California carrying free gold
yielded a 93 per cent recovery into a concentrate at 14.4:1 to ratio of con-
centration after conditioning with 0.50 lb. per ton of reagent 645.
In each case the ore was ground to about 70 per cent minus 200 mesh
and conditioned at 22 per cent solids with the reagents as indicated.
Flotation reagents included reagents 301 and 208 and pine oil. In the
second case some soda ash and copper sulphate were also used.
FLOTATION IN THE FLOW SHEET
It is obvious that the most suitable treatment for ores carrying gold and
silver associated with pyrite and other iron sulphides, arsenopyrite or
stibnite, will depend on the type of association. Cyanidation is usually
the most suitable process, but it often necessitates grinding ore to a fine
size to release the gold and silver. Where it is possible to obtain a good
recovery by flotation in a concentrate carrying most of the pyrite or other
sulphides, it is often more economical to adopt this method, regrinding only
the comparatively small bulk of concentrate prior to the leaching opera-
tion.
That the trend over the last 10 years has been in this direction will be
noted from the numerous examples of such flow sheets in Canada and Aus-
tralia (see Chap. XV). A number of plants formerly using all-cyanidation
have converted to the combined process.
The suitability of the method involving fine grinding and flotation with
treatment of the concentrate and rejection of the remainder should receive
careful study in the laboratory and in a pilot plant. McIntyre-Porcupine
CONCENTRATION
151
ran a l50-ton plant for a year before e i i n ~ to build its 2400-ton mill.
Comparative figures given by J. J. Denny in E. and lJ!LJ., November, 1933,
on the results obtained by the all-sliming, C.C.D. process formerly used
and the later combination of flotation and concentrate treatment showed
a saving of 12.1 cents pel' ton in treatment cost and a decrease of 15 cents
per ton in the residue, a total of 27.1 cents per ton in favor of the new
treatment.
Flotation may also prove to be the more economical process for the ore
containing such minerals as stibnite, copper-bearing sulphides, tellurides,
FIG. 47. Sectional view of the Steffensen pneumatic flotation machine.
and others which require roasting before cyanidation, because this re-
duces the tonnage passing through the furnace.
T. B. Stevens in },I!.111., October, 1933, discusses the treatment at Lake
View and Star in Australia. The total cost of all-sliming and flotation
treatment of 45,000 tons a month in 1933 was 6.3s ($1.52) per ton, com-
pared with 16s ($3.84) when dry crushing all the ore, roasting, and cyanid-
ing 15,000 tons a month.
Even when recovery of gold and silver from such ores by flotation is
low, it may be advantageous still to float off the minerals that interfere
with cyanidation, roasting, and leaching or possibly to smelt the con-
152 CYANIDATION AND CONCENTRATION OF ORES
centrate for extraction of its precious metals. Cyanidation of the flotation
tailing follows, this being simpler and cheaper because of prior removal
of the cyanicides.
Flotation Unit in the Grinding Circuit. It is a good practice to
recover as much of the gold and silver as possible in the grinding circuit by
amalgamation, corduroy strakes, or other gravity means to prevent their
accumulation in the classifier; otherwise gold that is too coarse to float may
escape from the grinding section into the flotation circuit where it will pass
into the tailing and be lost.
To prevent this, several companies including the McIntyre-Porcupine
at Timmins, Ontario, have inserted a combination of flotation cell and
hydraulic cone in their tube-mill classifier circuits. At the Mclntyre-
Porcupine, according to J. J. Denny in E. and M.J., November, 1933, this
cell is a Denver 500 Sub-A type. The total pulp discharged from each
tube mill passes through 4-mesh screens which are attached to the end of
the mills. The undersize goes to the flotation cell, and the oversize to the
classifiers. Tailing from the cell flows to the classifiers, and the flotation
concentrate joins the concentrate stream from .the main flotation circuit.
The purpose of the hydraulic attachment is to remove gold that is too
coarse to float, thus avoiding an accumulation in the tube-mill circuit.
The cones have increased recovery from 60 to 75 per cent. Every 24 hr.
the tube-mill discharge is diverted to the classifiers. Water is added for
15 min. to separate the gangue in the cells from the high-grade concen-
trate, after which a product consisting of sulphides and coarse gold is re-
moved through a 4-in. plug valve equipped with a locking device. Each
day approximately 400 lb. of material worth $2000 to $3000 is recovered.
This is transferred to a tube mill in the cyanide circuit, with no evident
increase in the value of the cyanide residue. The object of this arrange-
ment is, of course, primarily to deplete the circulating load of an accumula-
tion of free gold and heavy sulphides.
Flotation of Cyanide Residues. Flotation is used to recover residual
gold-bearing sulphides and tellurides. The Lake Shore mill retreatment
plant is an interesting example of this technique (see Chap. X, page 159).
The problem here was, of course, to overcome by chemical treatment the
depressing action of the alkaline cyanide circuit on the sulphides. A full
discussion of this and of the somewhat controversial subject as to whether
flotation should in such an instance be carried out before, or after cyanida-
tion will be found in J. E. Williamson's paper "Roasting and Flotation
Practice in the Lake Shore Mines Sulphide Treatment Plant" elsewhere
referred to. Summing up the specific considerations governing the choice
of treatment, the author says:
CONCENTRATION
153
1. Virtually all exposed gold and telluride values in the ore min be safely and
cheaply extracted by cyanidation of the raw ore.' .
2. The roasting of an uncyanided flotation concentrate made from the raw ore did
not produce a product suitable for cyanidation.
3. Cyanidation of a flotation concentrate made from the raw ore, though it
would clean up the exposed values, was a difficult and costly treatinent.
4. The development of a cheap and practical method of conditioning the
cyanide tails made it feasible to concentrate the values contained in the sulphides
and treat them at a profit by roasting.
Incidental matters that influenced the choice of treatment scheme included the
realization that preliminary flotation would have involved two separate treatment
circuits with additional steps of thickening and filtration following the flotation.
Furthermore, in the conditioning method evolved, as much as 60 per cent of the dis-
solved values in the cyanide tailings were precipitated and recovered.
There are, however, cases where flotation equipment was put in for the
purpose of recovering the gold in a concentrate and rejecting the tailing
only to find that the tailing was too valuable to waste and had finally to be
cyanided before discarding.
It is generally true that cyanidation is capable of producing a tailing of
lower gold content than flotation. At a price of $35 pel' ounce for gold
this fact is of much greater importance than when gold was valued at
$20.67 per ounce. The possible gold loss in the residue to be discarded
will influence the choice of a method of treatment.
CONCENTRATE TREATMENT
In the case of free-gold recovery, the small bulk of gravity concentrate
obtained is usually treated by barrel amalgamation on the property (see
Chap. XI).
In the treatment and disposal of flotation concentrates both metallur-
gical and economic factors must be considered. In general, local treat-
ment is preferable, but proximity to a smelting plant, low transportation
rates, and reasonable smelting charges may favor the shipping of con-
centrates over making the capital outlay for a local plant and treat-
ment.
For local treatment of gold-bearing sulphides these metallurgical ques-
tions must also be answered: Shall the concentrate be treated raw or
5 The following interesting observation is made in this connection:
It has been pointed out by millmen in other camps treating ores containing both
sulphides and tellurides that, as long as cyanidation is carried out on the raw ore,
where the concentration of sulphide and telluride is low, good recovery of value in
tellurides is possible. However, once the sulphides and tellurides are concentrated,
it is next to impossible to extract the gold tellurides fully by any commercially feasi-
ble cyanide treatment.
154 CYANIDATION AND CONCENTRATION OF ORES
roasted? Shall the concentrate residue be discarded or returned to the
main pulp flow for further treatment?
The prevailing practice in any district will depend upon such factors as
the mineral association and local cost of treatment. In Australia the usual
procedure is to treat concentrates by roasting and cyaniding; on the Rand
treatment of the raw concentrate is preferred; in North America both
schemes are used depending upon the particular ore being treated.
Raw treatment of concentrates usually requires fine grinding and pro-
longed contact-up to 16 days-with cyanide solutions. Concentrates
in which the gold is associated only with pyrite usually respond satisfac-
torily to raw treatment by cyaniding following fine grinding; when the
gold is associated with other minerals, raw treatment frequently does not
give satisfactory extraction.
Treatment after roasting involves attrition milling or agitation to break
up lumps (sometimes water washing) and finally cyanidation (see "Cyani-
dation of Concentrates," American Cyanamid Company, Ore Dressing
Notes 6; also Chap. X, "Roasting"; see also Fig. 75 for an example of
typical concentrate treatment).
NORTHERN ONTARIO PRACTICE
Practice in "handling" sulphides in the Kirkland Lake and Porcupine
districts varies from grinding and treating them concurrently with the
remainder of the ore to entirely separate treatment and is summarized as
follows for the plants visited:
Kirkland Lake District. Teck-Hughes and Toburn grind the ore as
a whole and cyanide it by agitation and filtration and by decantation and
filtration, respectively.
Lake Shore floats its sulphides and tellurides after the whole pulp has been
cyanided, then regrinds the minerals, roasts and cyanides them again.
Separate cyanide circuits are maintained for the regular mill and the
concentrate-treatment plant.
Wright-Hargreaves floats its sulphides after the whole pulp has been cya-
nided, regrinds the minerals, and returns them to the circulating pulp
for further treatment. There is no accumulation of sulphides in the
circuit.
Porcupine District. Coniaurum grinds the ore as a whole and cyanides
it by agitation and filtration.
Dome, by means of cone classifiers, builds up a circulating load of sul-
phides in the pulp from 3.75 to 9 per cent. These are continuously ground,
passed over corduroy tables, and mixed with the remainder of the pulp
for agitation and filter pressing.
CONCENTRATION
155
Hollinger collects its sulphides on Deister double-deck tables, regrinds
and cyanides them, and then mixes them with the remainder of the pulp
for further cyanidation and filtration.
]1.1clntyre-Porcupine floats its sulphides and cyanides them only. The
remainder of the pulp is discharged to waste.
SMELTER TREATMENT
In regard to shipping ores and concentrates to custom mills or smelters
for treatment, Taggart? discusses the subject of treatment charges and
returns in some detail. The following notes from the revised article on
"Selling Metallic Ores and Concentrates" by P."M. Tyler will be of in-
terest:
Custom mills are built to treat a composite of the ores in the district which they
serve. The district is usually small in area, because freight quickly eats up all pos-
sible profit on shipments of raw ore, despite the fact that tariffs are normally lower
for low-grade ores. Recoveries tend to be lower in custom mills than in company
mills, owing to changing character of feed, even when elaborate facilities for mixing
feeds are available; this difficulty is, of course, accentuated when ores are run through
individually. Many smelters maintain custom mills.
Milling charges depend upon the kind of ore, the size and frequency of shipment,
the extent of segregation required, whether the ore is purchased by the milling plant,
whether the mill is at a smelter, the number of unusual conditions in the transaction,
and the extent of competition. Most custom mills are for treatment of gold- and
silver-bearing ores.
Smelters have a more difficult problem in the purchase of base-metal ores with or
without a procious-metal content; consequently, their schedules of charges and
methods of payment are more complicated than those of custom mills. The smelter
buys ores on the basis of the agreed assay, paying for valuable metals contained
therein at prices current in principal metal-market centers, either at date of pur-
chase or at some agreed date thereafter meant to be the probable date of sale, less a
charge covering the cost of treatment and profit thereon. The treatment charge
must include the cost of delivering ore to the smelter, sampling, smelting, freight on
crude metal to the refinery, refining, selling, and a carrying charge on metal from the
time of purchase to the time of disposal. Various methods of assessing these charges
and the profit on operations are followed. In the case of some metals all is included
in a treatment charge; in other cases a part only, viz., smelting, is included in the
base treatment charge, the balance being taken care of in the price at which metal
is paid for after certain deductions from the market price. All methods have as the
fundamental basis of charge the cost of the items above enumerated.
Smelter open schedules are published tenders by the smelter to purchase or treat
ores and concentrates under stated conditions as to price and other items. The
elements are (1) the treatment charge; (2) penalties; (3) payments.
Treatment charge covers the actual cost of treating the ore plus interest on capital
and investment, etc., and allows for working profit. Charges tend to graduate up-
ward for low-grade material.
1 Taggart, op. eit., Sec. 2-255 et seq.
156 CYANIDATION AND CONCENTRATION OF ORES
Penalties are imposed for ore constituents, which add to the difficulties and costs
of smelting. They are normally graduated according to the content of unwanted
material or the deficiency of desired material,
Penalties and bonuses are quoted us so much a unit, which is 1 per cent or 20 lb.
per short ton (22.4 lb. per long ton).
Crude gold or silver ores shipped to smelters are typically siliceous; concentmtes,
on the other hand, generally contain an excess of iron. Ores Lhat cont.ain too little
Ieud or copper to serve us collectors of the precious metals in smelting are termed
"dry ores." Highly siliceous ores (60 per cent upward of SiO
o
) are valued by copper
smelters for use in converters, whereas they are highly penalized by lead smelters.
In certain districts, however, siliceous ores are smelted on a flat schedule designed to
encourage mining and maintain a flow of ore to the smelter. In Leadville, Colo.,
the treatment charges per ton are scaled from $5 for such ores worth $14 or less a ton
to $10 for ores worth $50 or more per ton.
Payments for a given metal differ materially according to the kind of smelter
buying, und, of course, to the character of material shipped. Thus a lead smelter
may pay about 4 cents per pound less for copper in a given ore or concentrate than a
copper smelter, but the latter will pay for only half the lead at 2 cents less per pound.
Payments by the smelter are rarely, if ever, bused on the full amount of a given
metal in the product shipped, as shown by assay, or on the full market value of the
metal at the time of settlement. The first difference is supposed to take care of losses
in treatment. The second deduction is to cover freight on base bullion and the cost
of refining it, the cost of recovery of by-products, selling, and it serves also as a hedge
on the course of the market between settlement date and sale. Payment deductions
and penalties are, in most cases, the sources of smelter profits.
Gold payments, formerly based on $20.67 per ounce, have been based since 1933 on
the realized mint price of $34.9125 per ounce ($35 less $0.0875 refining charge). Both
lead and copper smelters usually pay for all Au over about 0.03 ounce per ton; the
minimum ranges from 0.02 to 0.05; some contrncts deduct the minimum from the
settlement assay. The price commonly varies according to the Au assay.
Silver payments have generally been based in North America on the New York
(Handy and Harman) quotations for the week during which the last car of the lot
arrives at the smelter, but under the Silver Purchase Act domestically mined silver
(accompanied by the necessary affidavits) is paid for on the basis of the realized mint
price. Smelters usually deduct 1 oz. (sometimes only 0.5 oz.) per ton from the assay
and pay for 95 per cent of the balance, sometimes making an additional deduction on
nondomestic ores from the market price.
Zinc and antimony smelters often make no payment for Ag or Au, and those which
do deduct heavily because their losses in recovering precious metals are higher than
those of copper or lead smelters.
Native placer and bullion from amalgamation or cyanidation plants can be de-
posited at the United States Assay Offices in New York and Seattle or at the mints
at Philadelphia, San Francisco, Denver, and New Orleans and will be paid for usually
within 3 to 5 days at the market price of these metals less specified>refining charges,
provided the gold or gold and silver content is 20 per cent or more. Silver, free from
gold, will not, necessarily, be accepted unless needed for coinage or under some special
provisions (e.g., the Silver Purchase Act). No allowance is made for platinum or
base metals contained in bullion.
Ernest Gayford, in Trans. 112, A.I.M.E., 1934, in discussing ore treat-
ment as a factor in small gold-mining enterprises (15 to 150 tons per day),
CONCENTRATION
157
at the higher price ($35 pel' ounce) for gold, concludes that, as with base
metals, the nearer the producer can get to making a finished product
himself the greater will be his reward, the net returns for bullion being
necessarily higher than for the same amount of gold sent to a' smelter in
concentrates. On a shipment of bullion containing 100 oz. fine gold, the
return would be $34.81 an ounce. If 50 tons of 2-oz. concentrate, 20
tons of 5-oz. concentrate, or 10 tons of lO-oz. concentrate were sent to a
smelter, the net respective yields based on average conditions would be
$26.03, $28.94, and $30.64 pel' ounce. Of course the charges against the
concentrates include haulage, freight, and treatment"
CHAPTER X
Roasting
In the case of many complex gold and silver ores roasting before cyanidation
is essential if satisfact01'y extraction of the precious metals is to be obtained.
In such cases no practical amount of grinding or prolonged contacting of the
raw ore with cyanide eoiutior. will effect more than a certain low extraction;
in other cases, while the extractions may be acceptable, the consumption of
cyanide is prohibitive, and 1'Oasting or, occasionally, pyritic smelting of the
material is the only alternative. Roasting, which is today almost always
carried out following concentration of the ualueinto a small bulle, must be used
if it becomes necessary to decompose the minerals with which the gold is asso-
ciated in order to expose it to solvent action. 111any of the cyanicides in the
raw ore are broken up and rendered harmless by roasting, but the calcine may
contain new com.poumde that must be removed by water 01' acid washing before
cyanide treatment can be successf1llly carried out.
GENERAL DISCUSSION
There were instances, particularly in Australia, where at one time the
whole of the ore was roasted before cyanidation, but this practice has been
for the most part discontinued on account of the large plant and high
over-all costs involved. With improvements in flotation methods, the
generally accepted procedure today is to concentrate the gold- or silver-
bearing minerals into a small bulk and roast the concentrate only. The
calcine is then usually treated in a small cyanide circuit, with the residues
sometimes passing into the main cyanide circuit, if the flow sheet includes
such a step, or sent directly to waste.
Those types of gold ores which most frequently require roasting in-
clude ores carrying arsenopyrite, stibnite, sulphotellurides, and pyrrho-
tite. Straight pyritic ores, where the pyrite is present in small quantities,
usually yield their gold to fine grinding and cyanidation alone.
Silver ores containing the values as polybasite, stephanite, pyrargyrite
(the antimony sulphide), and proustite (arsenic sulphide) usually require
roasting. Tetrahedrite is often refractory even after roasting. Argentite
(the silver sulphide) and cerargyrite (the chloride) can frequently be cya-
nided without roasting. A comprehensive description of roasting practice
is to be found in a series of articles entitled "Roasting Gold-Silver Sulphide
Ores and Concentrates" by lVI, W. von Bernewitz appearing in C.1I1.J.
in 1940.
158
ROASTING
159
A more recent paper, "Roasting of Arsenical Gold Ores and Concen-
trates" by F. R. Archibald presented at the Annual meeting of the C.I.M.
and M. in Montreal, April, 1949, contains a bibliography listing 23 refer-
ences on the subject of roasting gold and silver ores.
There are four general types of roasting furnace in use: (1) the horizon-
tal, multiple-spindle type, of which the Edwards furnace and modifications
of it are typical; (2) the rotary kiln; (3) the vertical, multiple-hearth fur-
naces with rabble arms attached to a central shaft, of which the Wedge
furnaces are typical; and (4) the Dorrco FluoSolids reactor.
PYRITE
The roasting of straight pyritic ores involves the conversion of the iron
sulphides to the oxide under oxidizing conditions with the evolution of
sulphur dioxide and, to some extent by catalytic action, sulphur trioxide
gas also. In this chemical change the iron mineral is rendered more or
less porous, thereby permitting the dissolution of the contained gold by
subsequent cyanidation.
Though simple in principle, considerable temperature and other con-
trols are necessary to avoid undesirable side reactions which are discussed
below. It is not usual, for instance, to leave more than about 0.1 to 0.15
per cent insoluble sulphur in the roasted ore, but much larger percentages
of soluble sulphates are often present. It is believed that in certain cases
such salts may reduce the porosity of the iron oxide and so lower the gold
extraction. In addition to higher gold losses, incomplete roasting also
causes trouble due to the presence of ferrous salts and other cyanicides.
Lake Shore Mines, Ltd. The treatment scheme at Lake Shore in-
cludes direct cyanidation followed by flotation of the sulphides, roasting
of the concentrates, and cyanidation of the calcine in a separate circuit.
The following notes are taken from J. E. Williamson's paper "Roasting
and Flotation Practice in the Lake Shore Mines Sulphide Treatment
Plant," C.I.M. and M.
The pyrite values include all gold so intimately associated with the pyrite that
cyanidation for a prolonged period under ideal laboratory technique will not dissolve
it. Unlike the gangue values, finer grinding has comparatively little effect on re-
ducing the pyrite values of the cyanide tailing.
Before the cyanide residue from the main plant can be floated, it is neces-
sary to destroy the lime alkalinity present, and a good deal of experimen-
tal work was carried out before a suitable design of spray tower for con-
ditioning the pulp with S02 gas from the roaster was worked out. This
is fully described. Following recirculation of the pulp through this tower
to give a pH of about 6.0 (see page 305), it is floated in Fagergren cells
160
CYANIDATION AND CONCENTRATION OF ORES
ROASTING 161
using reagent 301, copper sulphate, and pine oil. The concentrates are
thickened, filtered on a drum filter provided with a flapper (see page 120),
and fed by belt conveyor at 16 to 17 per cent moisture to the Edwards
roaster. On the basis of a mill feed of 1200 tons per day, about 23 tons
per day of concentrate carrying 26 to 27 per cent sulphur is. roasted. .
The installation includes two standard 70-rabble roasters, though only
one unit is currently used. A 25-hp. motor drives the complete mecha-
nism of each roaster. Special insulation was provided on the side walls
and arch, and by using air-cooled rabbles a close control of temperature
is possible without the use of any outside fuel.
A cooling hearth is incorporated in each of "the Lake Shore roasters.
This arrangement is made by providing a lOH-in. drop in the bottom of
the roaster, which completely stops back mixing of the charge between the
cooling hearth and the roaster proper. In the original roaster, eight pairs
of rabbles out of the thirty-five are used for the cooling hearth. In the
second roaster, the number was decreased to six pairs.
The wet concentrate is a sticky, puttylike substance which adheres to almost any
dry surface.
The back mixing action of the rabbles ensures that there is always a quantity of
dry, disintegrated charge at the feed end of the hearth. The fresh feed entering the
furnace falls into this bed of dry, dusty material and picks up a coating of dust. This
action can be compared with the baker's use of flour to prevent bread dough sticking
to his bread pans.
The dust-coated or dust-lubricated concentrate will not adhere to dry surfaces,
nor will it ball up. The rapid turnover and thorough mixing given by the rabbles
distribute the dust-lubricated material over the first three or four bays of the roaster,
where it can be dried by the heat of the charge and the gases.
The first pair of rabbles are double armed to reduce the amount of wet feed which
piles up under the chute between passes of the rabble. The moisture is driven off,
and the filter cake shreds break up into more or less equidimensional lumps. On
further application of heat, the trapped water inside these smaller lumps turns into
steam. The pressure set up inside the lumps causes them to burst.
An over-all hearth slope of about 7 ~ i n to the foot is provided. How-
ever, it is stated that at no point in the furnace can the charge be said
really to flow. During the elimination of the first atom of sulphur, indi-
cated by the blue flame, the charge appears to be slightly lighter and
fluffier. Even at this point, the angle of repose is over 30 deg. Else-
where, the angle of repose is nearer 45 deg. These angles of repose com-
pare with 35 deg, which is the angle for a rock dump.
This absence of flow makes it possible to work with a deeper bed of
charge and enables the rabbles to do a more efficient job of turning the
charge each revolution. The flocculent nature of the charge undoubtedly
contributes materially to reducing the dusting and dust losses to the low
figure obtained.
162 CYANIDATION AND CONCENTRATION OF ORES
The cooled calcine is discharged from the roaster by means of a classifier
rake mechanism. The rake draws the calcine out well clear of the dis-
charge port in the roaster before dropping it into the preliming agitator.
Operations at Lake Shore have demonstrated the vital importance of
this temperature control over the initial stage of the roast. The charge
must be held at a low temperature for a sufficiently long period during the
blue-flame stage. (The temperature has reached 900F. at the fifth port
and rises slowly to a max...imum of 1150 at the eighteenth port. Exit
gases at 500 to 650F. contain about 2.7 per cent S02.)
The ore is roasted to hematite rather than magnetite-the latter con-
dition resulting in a higher cyanide consumption.
ARSENOPYRITE
The roasting of ores containing arsenopyrite presents greater difficulties
than straight pyritic ores mainly because of the tendency toward the for-
mation of insoluble arsenites and arsenates, which have a detrimental
effect on gold recovery.'
In consideration of roasting procedure, it is quite generally agreed that reducing
conditions should be maintained in the early stages of the roast to ensure elimination
of the arsenic in the arsenious state. Provided this has been satisfactorily accom-
plished, the finishing stages of the roast can be done under active oxidizing condi-
tions. It is not enough that reducing conditions alone be maintained during the
period of arsenic elimination, as it is' also necessary to maintain movement of the
charge and a good flow of gas over or through the charge to carry off the arsenious
oxide as it is produced.
A second important consideration in roasting procedure is that of the time-tem-
perature sequence. For Beattie concentrate it proved best to hold the temperature
about 900F. during the period of arsenic elimination followed by a rise to 1300F.
before completion of the roast.
Consolidated Beattie Gold Mines Ltd. This 2000-ton per day plant
is operating on an arsenical gold ore in the Duparquet area of Quebec,
Canada. The operation consists of straight flotation, followed by roasting
and cyaniding of the concentrates. The roasting plant, which is one of
the finest installations in Canada, has paid for itself in increased recovery
over that obtained by cyanidation of the concentrate direct.
The flotation concentrate is thickened, filtered to 16 per cent moisture,
and partially dried (8 to 10 per cent moisture) in a coal-fired Ruggles Cole
drier. The discharge is in the form of round pellets, which are broken
up by rollers placed on the inclined conveyors. It is delivered to 250-ton
bins placed above each of three 25-ft.-diameter by 13 hearth Wedge split-
draft roasters.
1 F. R. Archibald, "Roasting Arsenical Gold Ores and Concentrates."
ROASTING
163
The furnaces are provided with an installation of two hot ~ t t r l l s for
taking dust out of the hot gases, the 10 to 13 tons per day of dust-carrying
2.25 per cent arsenic being returned to the third hearth by chain drags
and elevators, and two cold Cottrells, which treat the gas after it has been
cooled to 250
0
by addition of cold air (formerly by water sprays) to pre-
cipitate the arsenic.
There is also a powdered-coal-firing arrangement for adding heat to the
roasters because of the low sulphur content (16 per cent) of the concen-
trate, and until recently heat was added to certain hearths continuously.
At the present time supplemental heat is not supplied, and a feed carrying
as little as 12 per cent sulphur plus 2 per cent arsenic has been successfully
handled when a high tonnage rate (up to 190 tons per day) is maintained.
The roasters have excellent insulation.
TABLE 20. ROASTING DATA AT BEATTIE
Item
Crude Flotation
Calcine
ore concentrate
Daily tonnage ............ .... 1200 180 155
Loss on calcination, per cent .. . . . . . .. ......
14.2
Gold, oz. per ton ............. 0.16 1.11 1.30
Sulphur as sulphide ........... ...... . ......
0.23
Sulphur as sulphate ........... . . . . . . . ...... 1.55
Total sulphur ..... ............ 2.20 16.0 1. 78
Arsenic ....................... 0.35 2.0 0.3
Iron.......................... 4.6 16.7 20.0
The roasters are operated on the split-draft principle; i.e., they are pro-
videdwith bleeder flues from hearths 7 and 11 and two uptake flues from
the first roasting hearths to a balloon flue. The As
2
0
3
, which condenses
out of the gases when cooled below 500F., is a product that is very corro-
sive and difficult to handle. The product from the Cottrells runs about
77 per cent As as As
2
0
3
, 12 per cent 80
3
and carries about 0.03 oz. Au per
ton. As this is not high enough grade to meet present market demands,
it is stored in concrete bins. The roaster-plant gases go to a 410 ft. high
concrete stack, 18 ft. bottom and 7 ft. top diameter.
The calcine is quenched, without liming, and pumped to hydroseparators which are
in closed circuit with tube mills, where the calcine is ground to about 90 per cent
minus 325 mesh. This overflow is thickened, filtered, repulped in cyanide solution,
and cyanided by a conventional flow sheet.
A total of 1066 tons of solution running about $5 per ton is precipitated per day.
Zinc dust consumed equals 0.006 lb. per ton. The present over-all recovery is 85
per cent, consisting of a flotation recovery of 90 per cent, a roaster recovery of 99 per
cent, and a cyanidation extraction of 93 per cent.
Table 20 summarizes the work in 1948.
164 CYANIDATION AND CONCENTRATION OF ORES
The particle-size distribution of Beattie concentrate, as given by Archibald for
1940 practice, is shown in Table 21.
Conditions at various points in the roasters, in 1939 when the plant was operating
full capacity are shown in Tables 22 and 23.
TABLE 21. PARTICLE-SIZE DATA AT BEATTIE
Micron size
+ 100 mesh .
+ 56 micron-IOO mesh .
+ 40 micron- 56 micron .
+ 20 micron- 40 micron .
+ 10 micron- 20 micron .
- 10 micron .
Weight,
per cent
20.6
30.6
7.8
13.4
9.0
18.6
Gold,
oz. per ton
0.64
0.88
0.90
1.15
1.50
0.86
TABLE 22. HEARTH TEMPERATURES
Roaster 1 Roaster 2 Roaster 3
Hearth
Sulphur Sulphur Sulphur
Temp., OF. dioxide, Temp., OF. dioxide, 'I'emp., OF. dioxide,
per cent per cent per cent
2 400 2.64 420 2.64 460 2.90
4 620 2.82 610 2.40 650 2.40
6 840 2.90 800 3.09 790 2.82
8 1050 3.09 1060 4.50 1030 2.90
9 1150 3.18 1210 2.60 1190 2.44
10 1230 1.98 1300 1.69 1260 2.23
12 920 0.52 1060 0.47 900
Bleeder 7........ ! 830 1.11 770 1.97 740 2.56
Bleeder 11........ 780 2.6 980 0.99 800 0.81
TABLE 23. GAS TEMPERATURE AND VOLUME
Gas vol.,
Sulphur
Item Temp., OF.
cu. ft. per min.
dioxide,
per cent
Multiclones ................... 545 32,200 1.85
Cold Cottrell outlet ........ ... 250 81,600 0.86
Stack......................... 248 82,500 0.85
Drafts used:
Hot Cottrell inlet. '" 0.44 in. water
Hot Cottrell outlet 0.45 in. water
Cold Cottrell inlet 0.9 in. water
Stock draft 1.05 in. water
ROASTING
SULPHOTELLURIDES
CRIPPLE CREEK ORE
165
Golden Cycle Mill. This roasting plant, since closed -down, was
equipped with eight standard 70-spindle Edwards roasters, though only
four were finally in use. Fuel was supplied to four ports on each furnace
in the form of pulverized lignite of 8500 B.t.u. value prepared at a central
plant. About 7 tons of fuel was consumed per 24 hr. for a rated furnace
capacity of 120 tons of ore, which is equivalent to 117 lb. of coal per ton
of ore roasted. The feed carried 3 to 4 per cent moisture, and the roasting
temperature varied between 600 and 650C. -I'he time of contact was
close to 57- hr. The last 16 spindles operated in the open, and the air-
cooled calcine after being sprayed with water was discharged by means
of a reciprocating drag conveyor to a Cottrell precipitator. This unit re-
sulted in improved extraction, since the fines were known to carry higher
values than the ore as a whole.
KALGOORLIE
Lake View and Star. The dewatered concentrates are passed over a
Merrick weightometer into a 80-ton bin from which they are fed by a ribbon
feeder on to the main roaster feed belt.
Eight Edwards duplex roasters are installed, and each is capable of
handling 20 tons of concentrates per day. They are fed by a constant-
weight feeder and are heat controlled by means of auxiliary off-take flues
placed along the crown of the roaster. These flues draw off hot gases and
reduce the temperature at any given point to the desired figure.
Ideal roasting is achieved-when the temperature does not exceed 550C.
during the stage when pyrite is being oxidized to pyrrhotite, and this reac-
tion is recognized by the lilac-colored sulphur flame.
The air is drawn through the roasters by two fans having a combined
capacity of 100,000 cu. ft. per min.
The fans discharge to two six-cyclone Van Tongeren dust collectors and
thence to a 9 ft. 6 in. diameter chimney stack 170 ft. high.
Loss of weight in roasting = 24.6 per cent.
FLUOSOLIDS ROASTING
Dorrco FluoSolids Reactor. Figure 49 shows a generalized cross-
sectional view of the FluoSolids reactor which has recently been developed
and is now being applied to the roasting of sulphide ores, to the calcination
of various materials, and in general to problems involving reactions between
solids and gases at elevated temperature.
In a recent paper on this subject delivered before the Canadian Institute
166 CYANIDATION AND CONCENTRATION OF ORES
of Mining and Metallurgy at the October meeting in Winnepeg, Manitoba,
Owen Mathews? states:
The term "fluidization" denotes the fundamental principle of carrying out a gas-
solid reaction in a dense suspension of solids, maintained in a turbulent mass by the
upward flow of the gases that effect the reaction. This mass assumes a fluid level
and acts as a fluid. The upwardly moving gas stream imparts to this mass a turbu-
lence resembling that of a boiling liquid.
The outstanding advantage of this principle, as embodied in the FluoSolids sys-
tem, is the close degree of temperature control realized and the uniformity of the
temperature condition that can readily be maintained throughout the fluidized bed.
Under normal conditions there is no appreciable temperature difference between parts
of the bed, nor is there any appreciable temperature difference between the gaseous
phase and the solid phase.
This is believed to be highly important, because it means that the heat
released is immediately distributed throughout the entire bed. Thus
there is no observable local overheating at any point or points, resulting
in fusion and locking-up of the gold values. Furthermore, heat losses
are relatively low, leading to the belief that roasting can be properly carried
out on sulfide concentrates containing as little as 12 per cent or even less
sulphur and without the use of purchased fuel.
Roasting at Cochenour Willans. At Cochenour Willans, the Fluo-
Solids reactor consists of a cylindrical shell built of H-in. steel plate 18 ft.
high with an inside shell diameter of 8 ft. 8 in., reduced to an effective
inside diameter of 6 ft. 8 in. by a lining of 9-in. firebrick backed with 3 in.
of insulating brick. The domed top of the reactor, the hot-air ducts, and
the cyclone dust collectors are lined with a castable refractory cement.
Appropriate openings are provided, piercing the steel shell and lining for
pressure taps, thermocouples, and feed and discharge connections.
There are two outlets in the dome top of the reactor, one, 14 in. in diam-
eter, being a gas discharge to the cyclone dust collectors and the other, 8
in. in diameter, being merely an auxiliary stack opening which is used
only when the reactor is being preheated prior to being started up. Both
are lined with refractory material. The main 14-in. gas line leads to two
cyclone dust collectors arranged in series. The stack is 14 in. in diameter,
built of :J,B-in. steel plate, and is 125 ft. high.
In the base of the reactor shell there is fitted a steel perforated con-
striction plate. This plate is lined with castable refractory cement and
contains 120 cup-shaped orifices in each of which a 3-in. Korundal sphere
is seated. These spheres act as distributing valves for the diffusion of the
air throughout the bed and as check valves when the reactor is shut down
2 "FluoSolids Roasting of Arseno-pyrite Concentrates at Cochenour Willans
Gold Mines, Ltd" by Owen Mathews, mill and roaster superintendent.
ROASTING
167
or, in the case of power failure, to prevent calcine from passing down
through the perforations into the conical air chamber below.. Through
the conical base and constriction plate an 8-in. pipe is fitted with an ex-
ternal butterfly for emptying the reactor when required. All external
piping is of wrought iron.
Three quench tanks are provided to receive, respectively, the hot cal-
cine from the reactor, the dust from the first cyclone, and the relatively
finer dust from the second cyclone. All the quench tanks discharge to a
STAtK
a
FAN ID:
CYCLONES
FIG. 49. Dorrco FluoSolids reactor.
common, screened receiving tank, the contents of which are pumped by a
2-in. rubber-lined sand pump to the cyanide plant.
The arrangement of equipment directly ahead of the reactors is as fol-
lows: Flotation concentrates are pumped first to a small thickener then to
a small rotary vacuum filter, with filter cake, at 12 per cent moisture or
less, going to the reactor and with thickener overflow and filtrate going
either to waste or back to the flotation circuit. The filter cake is fed to
a 3-ton steel bin through a ;\i-in. vibrating screen and is introduced into
the reactor by a variable speed, Coghill-type feeder, consisting of a vibrat-
ing hopper and an 8-in.-diameter by-18-in. long ribbon-type screw con-
168 CYANIDATION AND CONCENTRATION OF ORES
veyor, suitably designed to act also as a seal to prevent gas escaping from
the reactor at this point.
The current tonnage of concentrates handled in the reactor is 8 tons per
day assaying about 6 oz. gold per ton. Since the reactor has a rated
capacity of 15 tons pel' 24 hr. (actually considerably more), it is operated
on two shifts only. The reactor can be shut down and started up without
difficulty and without any apparent disturbance in metallurgy 01' extrac-
tion.
Because the Cochenour Willans ore is self-roasting, temperatures are
controlled at about llOOF. by injecting water into the bed." Thermo-
couple connections at various points in the furnace permit automatic
recording of temperature at about 5-min. intervals. Manometers con-
nected above and below the constriction plate and at the top of the furnace
indicate the pressure drop between various parts of the reactor.
For information on the cyanidation of the calcine see the general mill
description in Chap. X'V.
The Dorrco Fluobolids reactor is also available in multicompartment
design, the top or "feed compartment serving to preheat the ore and effect
preliminary decompositions, such as dehydration or the elimination of
arsenic, the midclle compartment being the main reaction chamber, while
the lower compartment serves to cool the calcine and preheat the incoming
gases. The, material passes down from one compartment to the next
through "overflow" standpipes, and the countercurrent flow of gases and
solids makes it possible to effect considerable heat economy where this is
desirable.
THE USE OF SALT IN THE ROAST
During the development stages of the roasting process at Lake Shore it
was found that commercial cyanide extractions from the laboratory cal-
cines could be obtained only from roasts in which salt had been added to
the charge. This information was later confirmed in both the pilot plant
and- the commercial plant employing Edwards roasters.
The exact nature of the chemical reaction produced by salt, which has
such beneficial effects in the cyanidation of the calcine, is not clear. While
it can be demonstrated consistently on the Lake Shore concentrates,
roasting tests carried out at Lake Shore on concentrates from mines in
other camps failed to show any improvement when salt was added to the
charge. These outside concentrates produced commercial cyanide ex-
tractions when roasted without salt.
3 The high degree of heat conservation in this type of furnace requires this step
with ores of more than a certain critical calorific value in order to maintain the tem-
perature at a predetermined figure.
ROASTING
169
Certain observations that were made on the effect of adding salt during
the laboratory roasting test work have been borne out in the plant roasting.
1. The cyanide extraction was raised from 70 to 80 per cent (ohtuined without
salt) to 90 per cent when salt was added at the rate of 30 lb. per ton roasted.
2. The presence of salt in the charge shortened the total time of roasting required
to produce a dead calcine by from. 10 to 20 per cent. This speed-up in the roast is
accounted for by the charge commencing to calcine at an earlier stage in the roast and
probably at a lower temperature than is the case when salt is omitted. This effect
applied equally to those outside concentrates which could be roasted and cyanided
successfully without salt.
3. The calcine produced without salt from Lake Shore concentrates was a brown
color. In roasts where salt had been added, the calcine' was a rich purple-red shade.
A fourth effect was noted at the time of the laboratory roasting work, but the
investigation of sizing technique has rendered this effect difficult to interpret. The
calcine from salt roasts, when given the normal infrasizing treatment, appeared to
be finer than the calcines produced with no salt.
The use of salt in roasting a gold-bearing concentrate requires a certain amount
of caution. A process which depends on the use of excess NaCl and lime has been
described for the extraction of gold from a concentrate by volatilization in a roaster.
To avoid loss of gold, the amount of salt added must be held at such a figure that
this volatilization does not occur.
The addition of 30 lb. NaCl to the Lake Shore concentrate does not cause any
measurable volatilization of gold in the plant roasters.
ROASTING WITH SODA ASH
Studies by Prof. G. J. MacKay of Queens University, Ontario, Canada,
connected with special methods of roasting arsenical ores resulted in the
finding that:'
After heating arsenical ores or concentrates mixd with soda ash equal to 5 to 10
per cent of their weight in the absence of air for a period of 20 to 60 min. at tempera-
tures between 950 and 1200F. and then quenching in water, residues very low in gold
values could be obtained by eyanidation of the calcine.
It was later found that 94 pel' cent of the gold in a 1.92-oz. concentrate
could be extracted by quenching in water alone without the use of any
cyanide at all.
It is known that gold forms soluble sulpharsenate and polysulphide compounds,
and it is believed that the gold was taken into the quench solution through such
agency. It could be precipitated from the solution by gentle aeration, particularly
in the presence of a trace of manganese salt. Such precipitates assayed from 30 to 40
oz. per ton in gold, and the gold so precipitated was not readily soluble in cyanide
solution.
There appeared at the time to be a number of difficulties attending the
commercial adaptation of such a process, but as new roasting techniques
4 Archibald, op, cit.
170
CYANIDATION AND CONCENTRATION OF ORES
are developed, it is probable that further work along these lines will be
carried out.
GOLD LOSSES IN ROASTING
In general, serious gold loss by volatilization is not experienced in roast-
ing gold ores or concentrates provided that the chloride content of the
feed is below a certain critical figure (at Lake Shore this was 30 lb. pel' ton
approximately) .
Considerable gold loss may be experienced in the case of arsenopyrite
ores, however, if the temperature is allowed to rise too rapidly during the
fuming off of the arsenic. N. S. Spence of the Department of Metallurgy,
TABLE 24. CHEMICAL ANALYSIS OF FLOTATION CONCENTRATE
Item Per cent Item Per cent
Iron ................... 26.85 Antimony. . . . .. . . . . . . . 0.16
Arsenic ................ 15.52 Insoluble .............. 10.3
Sulphur . . . . . . . . . . . . . . . 19.30 True silica............. 7.8
Copper ................ 0.20
TABLE 25. CONDENSED RESULTS OF ROASTING TESTS
Roasting Per cent loss Per cent loss
temp., "C. in weight in gold
412 30.7 0.7
491 30.6 4.5
615 30.6 18.8
700 30.8 28.1
802 32.0 33.7
Queens University, Kingston, Ontario, describes certain tests carried out
in a laboratory muffle furnace as follows.
5
Samples for each run weighed 150 grams. A gas-fired muffle was used, which was
brought up to the desired temperature before charging the roasting dishes. Every
run was done in duplicate. The temperature was recorded every 5 min., and the
average calculated. The temperature used was that of the atmosphere of the muffle
directly above (% in.) the roasting dishes and was read from a thermocouple pyrom-
eter. Roasting was continued in every test until no trace of SO, could be detected
by smell in the air above the dishes. This period of time averaged 95 min. During
roasting, the charges were rabbled carefully every 5 min., great care being taken to
avoid dust loss. Duplicate assays were run on the roasted product, and knowing
the weight and the assay of each dish, the loss was calculated.
Abstracted from E. and M.J., Vol. 137, No.7.
ROASTING
171
CALCINE TREATMENT
The usual method of treating the calcines from the roasting o{ gold ores
is to cool in air, quench the moderately cooled material in water, and sub-
ject it to a light grind with pebbles or balls to break up agglomerated
particles, sintered prills, etc. The ground pulp is then passed over cor-
duroy or other types of blankets to trap any free gold released in the roast-
ing operation, and then cyanided, by either continuous or batch system.
The above procedure is frequently modified to suit local conditions, both
blanket. concentration and grinding being omitted in certain cases, while
in others water and even acid washes followed by filtration before repulp-
ing in cyanide solution are resorted to. oJ
A number of examples of calcine treatment will be found in Chap. XV,
but the following may be considered typical of this operation.
Lake Shore Mines, Ltd," Preliminq. As it leaves the roaster the
calcine contains less than 0.1 per cent in soluble sulphur but as much as
2.6 to 3.0 per cent soluble sulphur (as sulphate) and a variable amount of
chloride, which probably never exceeds 0.15 per cent.
The calcine has an acid reaction, and before it can be handled in contact
with iron and steel, it must be neutralized. This is carried out in a pre-
liming step in a 7- by 7-ft. turbo-agitator, which oxidizes the ferrous salts
and precipitates the corrosive sulphates and chlorides present as hydrates.
About 60 lb. lime per ton of calcine is used to bring the solution strength
to 1.0 lb. CaO per ton.
Aeration. There are two stages of aeration in the treatment of the cal-
cine pulp. The first stage is in the preliming agitator, where the pulp is
given a thorough aeration. This aeration oxidizes the ferrous iron in the
pulp to the ferric condition, in which form iron has a negligible cyanide
consumption and no oxygen consumption. It also serves to saturate the
pulp with oxygen before any cyanide is added.
The second stage of aeration is in the calcine agitation. At this point
it is necessary only to maintain the oxygen content of the pulp. Aeration
in the calcine agitators is obtained by blowing compressed ,air into the
pulp through perforated pipes wrapped with six layers of canvas. These
aerators are made of 8-in. lengths of I-in. pipe, four per agitator. The
aerators are located as near the bottom of the tank as possible to take full
advantage of the increased solubility of oxygen in water due to pressure
and to provide a maximum time of contact between the pulp and the rising
column of bubbles.
The use of an efficient aerator in the calcine agitators has materially
6 Abstracted from Williamson's paper referred to under "Pyrite."
I
172
CYANIDATION AND CONCENTRATION OF ORES
reduced the calcine cyanide consumption. However, the canvas sock
aerator requires cleaning or replacement at 9-week intervals.
Cyanidation. It will be recalled that the flotation concentrate contains
certain free gold values which resisted dissolution during the 60 hr. of
main plant cyanidation. These values, after roasting, dissolve rapidly
and completely.
The same rapid dissolution also applies to the values originally com-
pletely occluded in pyrite. The roast changes the pyrite grains into por-
ous friable hematite which allows the cyanide solution to penetrate to and
dissolve most of the gold values.
Test work has indicated quite clearly that cyanidation of the Lake
Shore calcine is virtually complete after as short a treatment as 6 hr.
Mter 9 hr. treatment, further time of contact will not lower the cyanide
residue assay.
In plant-scale operations, the handling of a small tonnage of calcine presented
certain problems. At a dilution of 2 to 1, a single 24- by 24-ft. agitator would, theo-
retically, furnish over 24 hr. agitation. However, short-circuitingwould be so serious
as to render any such treatment useless. It had been found in the main plant circuit
that even six agitators in series did not completely overcome short-circuiting, How-
ever, a compromise was made in designing the calcine treatment plant. Four 12-
by 8-ft. agitators were used in series. This provided some 24 to 36 hr. treatment.
Thus, by more than trebling the time of contact known to be necessary for dissolution
of the values, it was believed that the short-circuiting due to the use of only four
tanks would be overcome.
The continuous calcine treatment required the use of a small Oliver filter. IIi view
of the small tonnage to be handled, filtering costs per ton of calcine were high. The
operation of the small filter was a constant source of inconvenience.
The high sulphate content of the calcine pulp gave rise to another problem. As
the calcine pulp cooled during the agitation, CaSO precipitated. This formed a
cement to bond together a heavy build-up of calcine around the rim of the agitators.
The removal of this build-up necessitated shutting down the agitator and chipping
off the accretions, which at times were well over a foot thick,
In 1945, the continuous process was abandoned in favor of batch agitation. The
calcine filter was scrapped, and batch filtration was carried out on one of the main
plant filters.
The same agitators are used as in the continuous process, but for batch treatment
they are arranged as two pairs of tanks. The pulp from the calcine mill is pumped
to one of the pair of tanks until they are filled. The flow is then diverted to the
other tanks.
Cyanide [Aerobrand ~ N h ] is added during the filling period so that, when the
batch is filled, the cyanide is approximately at full strength. Additional cyanide is
added as required to maintain a cyanide strength equivalent to 0.5 to 0.7 lb. KCN
per ton of solution during the treatment.
The time of treatment, i.e., from the time the tanks are filled until the pulp is run
off to the filters, varies from 12 to 20 hr. but is never less than 12 hr. This allows a
sufficient margin of safety at all times.
One of the regular main plant filters is used to filter the calcine pulp. The main
ROASTING
173
plant pulp is cut off shortly before the calcine batch is finished, and the filter is al-
lowed to work out any solids remaining in its tank. Then the calcine pulp is fed to it.
Once batch agitation was instituted, most of the difficulty of a mechanical nature
disappeared from the calcine cyanidation.
The danger of short-circuiting was removed. All the calcine pulp' received a
known time of treatment of sufficient length to ensure dissolution of' all values re-
coverable by cyunidat.ion. .
The trouble previously experienced owing to build-up on the rim of the agitators
disappeared. Since batch agitation, there has been no build-up at any point.
The precautions taken in cleaning out the residual main plant pulp before using
a filter for calcine are necessary to prevent the calcine filter discharge from being
diluted by the main plant pulp. It is desirable, for control purposes, to have a re-
liable assay of each batch of calcine residue. oJ
Calcine pulps are considerably more difficult to filter than the normal main plant
pulp. The spongy, porous nature of the calcine adds to the difficulty of washing the
cake. However, with careful operation it is possible to recover over 99.5 per cent of
the dissolved values in a single stage of filtration.
For satisfactory filtration, the calcine cake must not exceed ),<1: in. in thickness.
Wash water must be used in sufficient quantity to cover the cake completely at all
times. Failure to keep the cake covered results in the formation of cracks. Cracks
in the filter cake provide a path of negligible resistance and so decrease the amount
of wash water passing through the cake.
The filters are fitted with five spray pipes. The first three carry barren solution
and the last pair fresh water.
The calcine treatment is carried out in a solution 0.5 to 0.7 lb. per ton of cyanide
as KCN. Little improvement in gold extraction can be gained by the use of higher
solution strengths, which do, however, result in higher cyanide consumption.
Rietfontein (T.C.L.).7 The roasted calcine withdrawn from the
furnaces is collected in specially designed trucks. These act as cooling and
storage bins, as well as a means of conveyance, and are fitted with a special
bottom-discharge arrangement. By the use of these trucks the problems
of cooling, storing, and dusting were eliminated, as no intermediate transfer
of the calcine from truck to bin or bin to agitator was necessary. As each
truck is filled with calcine, it is sampled and tested for unroasted calcine.
The hot properly roasted calcine is shunted onto a cooling track from
which it is subsequently transferred to the leaching section of the plant.
About 330 gal. water and 200 lb. of 90 per cent sulphuric acid are added
to the agitator, the paddle gear of which is then set in motion. Seven
trucks of calcine, equivalent to 2.45 tons, are fed to the agitator, and
agitation proceeds for 1 hr., after which the acidity of the solution is
tested. The acid-treated pulp is fed by hose from the agitator to two 5-
by 2-ft. box vacuum filters, each box taking about 22.5 lb. per sq. ft. of
filter area.
A dry vacuum pump connected to the filtrate receiver is put into opera-
7 S.A.1VI. and E.J., July 10, 1948.
174 CYANIDATION AND CONCENTRA'l'ION OF ORES
tion. Calcine pulp is fed to the filters to within 1 in. of the top of the boxes,
and the vacuum valves are then opened to allow filtration to commence.
When the original copper sulphate solution has been filtered from the
calcine and the cake is surface dry, a water wash of 2 in. is run into the
boxes, followed by five washes of 1 in. When full, the vacuum receiver is
emptied via a l-in. acid-resisting pump, which delivers the copper-bearing
solution to two sand clarifier storage tanks, each 6 by 4 by 5 ft. 3 in. The
clarified solution from these tanks is fed at controlled rates to two copper-
precipitation boxes, wherein the copper is precipitated from solution on
steel scrap. The barren solution is allowed to run to waste.
The precipitated or cement copper is cleaned up twice a month and
is one of the materials still dispatched overseas for realization, since all
attempts to find a local market were unavailing, owing to the association
of arsenic with the copper.
The cyaniding of the calcine is effected in three mechanical agitators,
while the gold-bearing cyanide is separated from the calcine by means of a
3- by 2-ft. Denver rotary filter. The filtrate drawn from the Denver filter
is pumped to two sand clarifiers, whence it gravitates to five filiform zinc-
extractor boxes arranged in series. The extractor-box effluent gravitates
to a storage sump, from which solution is drawn to supply the sprays on the
Denver filter and for "make-up" solution required in the agitators.
The zinc-gold slime cleaned up from the extractor boxes is treated with
sulphuric acid for the removal of the zinc and subsequently with nitro-
sulphuric acid to remove any copper which has found its way into the
cyanide section of the plant from the acid leaching section. The solution
siphoned off after this operation is delivered to a "cyanide" cement pre-
cipitation box of three compartments, steel scrap again being the precipi-
tant. The gold slime is then transferred from the acid vat to a filter box
in which it is dewatered, The dewatered gold slime is calcined and sub-
sequently fluxed as follows: gold slime (by weight) 58 per cent, borax 20
per cent, sand 12 per cent. The manganese dioxide is 10 per cent. The
fluxed gold slime is smelted in a reverberatory furnace and poured into
button molds. The buttons are then remelted in a carborundum crucible,
granulated in water, and fluxed with 42 per cent (by weight) borax, 33 per
cent sand, and 25 per cent sodium nitrate. This flux serves to remove
bismuth which is present in the gold.
GOLD LOSSES IN CYANIDING CALCINES
An interesting problem confronting metallurgists is how to reduce the
gold loss in the residues from the cyanidation of roasted calcines. An
extensive investigation into this matter is reported in two recent papers
published in Australia: "The Condition of Refractory Gold in Lake View
and Star (Kalgoolie) Ore" by N. 1. Haszard and "Roasting and Treatment
ROASTING
175
of Auriferous Flotation Concentrates" by A. F. B. Norwood. The con-
clusion reached, as reported in the first of the above papers, was tha't of the
three forms in which the gold occurs in Lake View and Star concentrates,
viz., (1) as free gold, (2) as gold tellurides, (3) as gold associated with pyrite,
the residue losses were almost entirely due to incomplete solution of the.
gold associated with the pyrite. Apart from the evidence of microscopic
study, roasting separately various sized fractions of the concentrate gave
practically identical results, which again points to the extremely fine
state of subdivision in which this refractory gold occurs. A series of tests
also showed that the presence of calcium salts in the calcine had an ad-
verse effect on cyanide extraction, presumably through the formation of
compounds that reduce the porosity of the iron oxides resulting from the
decomposition of the pyrite during roasting.
In the second paper, which reports a continuation of the same investiga-
tion, a rather detailed study was made of the chemical reactions taking
place at various stages in the plant roaster by taking samples at various
points along the hearth. An analytical method is described for determin-
ing elementary sulphur, sulphur as pyrite', and sulphur as pyrrhotite,
also the proportions of magnetitie and hematite present in the calcine.
Tests were next carried out in which pyrite and pyrrhotite were roasted
in sulphur dioxide. Since the reaction is endothermic, the temperature of
the grains cannot rise above that of the furnace and the harmful effects of
"flash roasting" is avoided. While the cyanide results were little better
than the best roasting in air, it is worth noting that the magnetic or "black
roast" is quite as amenable to cyanidation as the conventional "red roast."8
As a result of tests carried out at various temperatures, it was concluded
that the high cyanidation tailings obtained following the higher tempera-
ture roasts are due to recrystallization of the iron oxide which destroys
the porous structure induced by roasting and consequently locks up the
submicroscopic particles of gold in dense crystals of hematite. Various
methods for reducing the rate of combustion in plant furnaces are discussed.
Residual values of about 1.8 dwt, per ton appear to be the lower limit
with present practice. While laboratory attempts to sulphate roast have
not been very successful, the conversion of the calcine to ferric sulphate by
strong sulphuric acid and subsequent ignition back to ferric oxide provides
a material which will give almost 100 per cent extraction to cyanide. It
is the opinion of the author that future improvements in recovery would
appear to lie in the direction of devising a method of speeding up the
oxidation of pyrites at temperatures below 500C.
The gold can be removed from calcines by volatilization with salt in an
B This has been the experience of the Dorr Company in the testing of certain
Canadian ores using FluoSolids technique.
176 CYANIDATION AND CONCENTRATION OF ORES
oxidizing atmosphere, and also by smelting with lead, but there are eco-
nomic and technical problems involved in both of these schemes.
Gold-silver-arsenic Alloys. Tests carried out by the staff of Nepheline
Products, Ltd., in Canada in cooperation with F. R. Archibald to deter-
mine the solubility of gold-silver-arsenic alloys in the cyanide solution led
to the following conclusion:
... arsenic, alloyed with gold-silver alloys, aids rather than hinders dissolution of
gold in cyanide solution, and such could be ruled out as a cause of refractory behavior
of gold-bearing arsenical ores. The presence of particles of precious metal in cyanide
solution residues remains unexplained.
CHAPTER XI
Amalgamation and Bullion Recovery
In the present chapter information is given regarding the use of direct amal-
gamation following stamps or primary mills and the use of barrel asnal-
gamation for treating .fig and corduroy concentrates.
Precipitation of gold and silver on zinc dust orJon zinc shavings is fully
treated, from the clarification and de-aeration of cyanide solutions to the
cleanup and melting of the bullion. The llse of aluminum dust, sodium sul-
phide, and charcoal as precipitants receives attention.
AMALGAMATION
Principles. The amalgamation process, which has been widely used
in a variety of forms from earliest times, depends upon the wetting and
alloying of metallic gold and silver with mercury. Because of its high
specific gravity and tendency to be collected by larger masses of liquid
mercury or mercury-coated surfaces, this alloy, or amalgam, is readily
separated from the lighter constituents of the ore pulp.
Richards and Lock' remind us that:
In milling, three amalgams of gold may be considered. The first is liquid and
when filtered contains only about 0.1 per cent gold at 60F. The second is solid and
represents the combination, in some definite chemical proportion, of gold and mer-
cury. The third form consists of nuggets of gold superficially coated with and ce-
mented together by the two other forms of amalgam. Silver amalgam may be di-
vided into three similar classes.
Mercury also unites with a number of other metals, including copper,
lead, tin, zinc, sodium, and potassium and in the case of certain metallic
compounds, such as the chloride or sulphide of silver, can under favorable
conditions cause them to decompose, with the formation of the chloride or
sulphide of mercury and silver amalgam.
DIRECT AMALGAMATION
Direct amalgamation, which refers to processes which contact the whole
of the ore stream with mercury or mercury-covered plates and which has
saved so much of the gold of the world in the past, is now largely obsolete.
Modern plants almost invariably employ a concentration step ahead of
amalgamation and subject only a relatively small bulk of high-grade
concentrate to amalgamation treatment. This scheme greatly simplifies
1 Textbook of Gre Dressing, 3d ed., McGraw-Hill, 1940.
177
178 CYANIDATION AND CONCENTRATION OF ORES
the cleanup operations and reduces the chances of gold loss through theft
and other means. However, a description of some of the old methods may
be of interest.
Amalgamation at Argonaut, Calif. Mortar-box and plate amal-
gamation at the Argonaut mine, Mother Lode district, used to save 70
pel' cent of the gold, according to S. E. Woodworth in I.C. 6476, U.S.B.
of M., 1931.
Amalgumation is practiced both inside and outside the 12-st::Lmp batteries. For
inside amnlgamation, straight-sided, copper-faced, wooden chuck blocks are used.
These blocks are equipped with half-round iron strips, spaced 2 in. apart, for their
entire length. It was found that the half-round strips assisted amalgam to build
to a greater thickness than did the smoother block. If the hourly inspection of the
chuck blocks indicates that mercury should be added, it is fed in measured quanti-
ties from a horn spoon with the incoming ore at the back of the batteries. The chuck
blocks are cleaned twice a month or oftener. The total quicksilver fed is recorded
and gives a close estimate of the free-gold content of the ore crushed.
The pulp passing the battery screen falls upon reverse splash plates, the first of
which is 5 by 51 in. in size with an area of 1.77 sq. ft. set at ::L slope of 3 in. pel' ft.,
and the second is 8 by 51 in. in size with an area of 2.83 sq. ft. and an inclination of 4
in. per ft. There is a drop of 2 in. between these plates. On leaving the reverse
splash plates the pulp drops 5 in. to the cast-iron lip of the mortar.. This drop is
variable, depending on the height of the battery discharge. From the mortal' lip,
the pulp falls 4 in. to an amalgamated apron plate, set at a slope of U:b in. per ft.
This plate is 49 by 58 in. in size and has an area of 19.4 sq. ft. An amalgam trap con-
sisting of a wooden box of length equal to the width of the plate and of a uniform
depth of 8 in. is attached to and forms a part of the apron frame. The pulp flows
from this trap through four 2-in. iron nipples, set in the side of the box, on a plane 4
in. from the bottom. The pulp, issuing from these nipples, drops through a lO-mesh,
woven-wire, brass screen to the sluice plate. If a battery screen is punctured, this
lO-mesh screen catches the coarse oversize. The total drop from the discharge nip-
ples of the trap to the sluice plate is 6 in. This plate is set at an inclination of U:b in.
pel' ft. and is 46,l>:l in. by 16 ft. in size. It has an area of 62.10 sq. ft. The total length
of plates pel' battery is about 21 ft., and the total plate area is 86 sq. ft. On the
average tonnage this represents about 4.3 sq. ft. of plate area per ton of ore milled
per day. As the pulp leaves the sluice plate, it drops into another amalgam trap
which is attached to and forms a part of the plate frame. This trap is a wooden box
built the entire width of the plate, but unlike the first trap it has a sloping bottom,
and the depth of sand adjacent to the plate discharge is but 4 in., whereas the
depth along the trap overflow is 6 in. All plates, including the chuck blocks, are
made of copper which weighs 5 lb. per sq. ft. and are electroplated with 3 oz. of
silver pel' square foot of contact surface..
When the tube mills operate and grind the sands from the classifier, which treats
the tailings of the first two rows of vanners, the ground product is amalgamated
on eight shaking plates 4 by 5 ft. in size, which have a combined area of 160 sq. ft.
These plates are set upon a slope of % in. per ft. and are oscillated ninety times a
minute by a simple strap eccentric.
Each morning the amalgam on the apron and sluice plates is softened with mer-
cury, rubbed with a rag, cleaned with a rubber squeegee, and dressed with a whisk
AMALGAMA'.rION AND BULLION RECOVERY 179
broom for the d:iy's operation. The cleaning and conditioning of these plates re-
quire about 3
1
:5 hr. The monthly cleanup, including retorting of amalgam and
melting of bullion, occupies 5 days. On the first day of the cleanup all sluice plates
are cleaned and scraped with wide-faced putty knives, and in addition one battery
is dismantled, cleaned, and reassembled. During the second day six apron plates
are cleaned and scraped with a scraper made from an old file, the end of which has
been flattened, widened, sharpened, and turned at right angles to its length. Two
additional batteries are cleaned on this day. On the third day, the remaining six
apron plates are scraped and cleaned, and three more batteries are cleaned out.
During the fourth day all splash plates are taken to the cleanup room to be steamed
and scraped, and, in addition, four batteries are cleaned up. The two remaining
batteries are cleaned on the fifth day.
The amalgam recovered from dressing the plates eaclr'day is squeezed into a pellet
and stored until retorted with the general cleanup amalgam. Residues taken from
the batteries are placed in an amalgam barrel, which contains three pieces of stamp
stem and which is rotated for about 12 hr. Mercury, amounting to 350 troy oz., is
then placed in the barrel, which is again rotated for an additional hour or two. It is
then stopped, opened, cleaned, and the pulp run into a storage box under the barrel.
From here it is fed by the cleanup man to a power jig, the bed of which forms on a fine
wire screen. The amalgam is found in the hutch of the jig with the iron floating on
the amalgam, and the sand over the iron. When all of the barrel charge has passed
through the jig, the sand is scooped from the hutch, the iron is removed by a magnet
and the liquid amalgam is removed through a spigot into an iron dipper. Here it is
further cleaned by mechanical agitation and a water jet which removes any foreign
matter present. After squeezing the cleaned amalgam in a canvas cloth by hand
and removing most of the liquid mercury, additional mercury is removed by further
squeezing the soft amalgam in canvas, using a mold and a hydraulic press.
The final amalgam from the cleanup, placed in trays, is sealed in the retorts during
the afternoon of the fifth day. The retorts are heated, and the quicksilver vola.tilized
and condensed during the night. Wood is used for fuel. The next morning, the
sixth day, the bullion sponge is removed from the warm retort, placed in graphite pots
and, after melting in oil-fired furnaces, is poured in bars which are shipped at once
either to the American Smelting and Refining Company at Selby or to the United
States mint at San Francisco. The trays into which the amalgam is placed for re-
torting are painted with a chalk-and-water emulsion which is thoroughly dried before
using. This coating assists in a clean removal of the gold sponge after retorting.
During 15 years the bullion has averged 821 parts gold, 159 parts silver, and 20
parts base metal. The mercury loss is 0.17 troy oz. per ton of ore milled.
Homestake Amalgamation. Homestake experience favors amal-
gamation as a cheap method of gold recovery preceding cyanidation. Labo-
ratory tests at mill sizes indicate that upward of 75 per cent of the gold is
free. Of this, about 60 per cent is caught by mercury which is fed to the
rod mills and ball mills in closed circuit with Clark-Todd amalgamators
and DOlT classifiers in the South plant, the only one now operated.
The amalgamator is shown in Fig. 50. It provides new means of in-
creasing the catch of amalgam, by causing the pulp to change direction
several times, each change resulting in a retarded velocity of flow and af-
fording opportunity for amalgam to build up on the plate. In this appara-
180 CYANIDATION AND CONCENTRATION OF ORES
tus the launders are fitted with amalgamated trays, which facilitate the
attachment of amalgam particles. The trays are deep enough to retain a
considerable body of amalgam without loss.
In the amalgamator the amalgam is not caught in a thin film 01' layer,
spread over a large surface of plate; rather, the catch is three dimensional.
The amalgam builds upon itself to form bodies of appreciable thickness.
(b)
FIG. 50. The Clark-Todd amalgamator as installed at the Homestake, South Dakota.
(a) As set up at the discharge of rod mill; (b) for cleanup.
The amalgamator also removes scrap iron, fragments of the grinding
media, and other material at the point of discharge of the mill, thus keep-
ing clean the recovered amalgam. It does all this in much less floor space
than did other systems. The chip screen is removable, but the guard
screen below it is not.
The second launder is lined with a removable amalgamated-copper
box. The bottom of the third launder is covered with an amalgamated
silver-plated copper plate. This plate is also removable and is taken out
and cleaned at more frequent intervals than is desirable for the trays.
AMALGAMATION AND BULLION RECOVERY
181
Homestake amalgam yields 43 per cent gold; mercury consumption is
7'8 oz. troy per ton of ore crushed, the cost of which was (in 1936) 1.25 of
the 1.4 cents total cost for amalgamation.
Kolar Practice. Formerly, copper plates in front of the stamp mortar
boxes and in the tube-mill circuit, also mercury wells with baffle boards
below the plates, saved 78 to 89 per cent of the gold. Now, by blanket;
concentration below the stamp mortar boxes and after the tube-mills,
and subsequent concentrate treatment, the recovery is approximately the
same as with all-amalgamation. In the blanket machines the blanket or
carpet is attached to jute cloth or to discarded filter cloth and is washed
by spraying every 1 to 2 hr. Tilting tables to whioh blankets are fixed
have been adopted at Champion Reef.
The treatment of the concentrate for the recovery of gold values varies
on the four mines. At Ooregum the concentrate is treated by amalgama-
tion on copper plates; at Mysore by a process of reconcentration and ta-
bling, yielding gold dust containing 90 per cent fine metals which
is smelted direct to bullion; and at Nundydroog and Champion Reef by
agitating with strong cyanide solution followed by zinc-box precipitation.
TREATMENT OF GRAVITY CONCENTRATES
Barrel amalgamation is the simplest and most common method of
treating the rich concentrates caught by the corduroy, jigs, or other
gravity means. A heavy, cast-iron barrel with manhole, revolving slowly,
is used. In it are placed a charge of concentrates, steel balls or a rod or
two, some water, lime, and mercury. The whole may be run 2 to 12 hr.
The pulp is discharged; the amalgam is then caught in riffles, and the fine
pulp in boxes or tubs, from which it may be fed slowly into the mill cir-
cuit for cyaniding. The amalgam is retorted in the ordinary manner.
2 Grinding concentrates in batches is the usual practice. Small gold particles are
released, and consequently the recovery is greater. However, gold particles smaller
than 700 mesh are amalgamated with difficulty, probably because they remain sus-
pended in the pulp. The best grinding practice must be determined by trial, so as to
release gold but not comminute the released particles.
If the gold is coated with rust, grinding a sandy concentrate usually scratches the
gold particles so that they will amalgamate. It is sometimes expedient to mix jig
and flotation concentrates for amalgamation. Grinding a sandy concentrate with
mercury in an alkaline lime or sodium hydroxide solution will usually give good
recovery in spite of the popular belief that flotation concentrate will not amalgamate.
It is recommended that two speeds be provided for barrels where grind-
ing is used, for then it is possible to continue with the amalgamation step
without removing the grinding balls.
2 "Recovery of Lode Gold in Jigs," by J. M. Hague, E. and M.J., Vol. 141.
182 CYANIDATION AND CONCENTRATION OF ORES
The time of grinding should be considerably reduced where arsenic and
other minerals are present that "sicken" the mercury (see below for
"Use of Chemicals").
The capacity of grinding barrels is about as follows:
TABLE 26. CAPACITY OF GRINDING BARRELS
Dimensions,
Diameter X Lenotl:
24 by 36 in.
32 by 48 in.
36 by 48 in.
Approximate
Charae
400 to 600 lb.
1000 to 1200
Up to 2000
The barrel is usuallyf' ischarged into a hydraulic, vertical-flow separa-
tor, which collects the mercury and allows the fine ore and slime particles
to pass on to waste or into the mill circuit.
A Berdan pan is effective for cleaning mercury or amalgam or for amal-
gamating corduroy gold. The pan of this type, made by the Mine and
Smelter Supply Company, is suspended at an angle from a guarded,
gear-driven spindle within a frame of angle iron standing 4% ft. high.
The bowl or pan is 24 in. in diameter and runs at 20 r.p.m., taking %
hp, Grinding is done by means of an 8-in. steel ball running loose in
the bowl. Material as coarse as 7'4: in. can be fed to the pan. A Berdan
pan can be fed continuously or intermittently. If the latter method is
employed, when the material has been ground, a supply of water will
wash out the slime and leave clean amalgam. This pan can be used for
the cleanup, for grinding concentrates at a small mine, or for grinding
and amalgamating rich ore.
'The Wheeler pan' consists essentially of a cast-iron tub, usually about 5 ft. diameter
and to 3 ft. deep, carrying a broad annular die ring on the bottom, on which heavy
shoes are drag-ged by means of a yoke; this, in turn, is driven by a spindle from bevel
gears and a belt-driven countershaft below the pan bottom. Shoes and dies are
ordinarily of gray cast iron which wears down with a rough scored surface. White
iron and alloy steels are unsuitable because the wearing faces become smooth and
polished, with accompanying reduction in capacity. An adjusting screw with lock-
ing wheel is provided for adjustment of the height of shoes. Mullers, which carry
the shoes, should be attached to the yoke arms by a flexible fitting in the nature of a
universal joint; if a rigid joint like that in an amalgamating or cleanup pan is used,
the shoes will often chatter, capacity be reduced, and breakage increased. The
die ring and shoe circle are sometimes continuous, but ordinary short spaces are left
between both the shoes and the die segments. These form channels into which pulp
flows and from which the crushing faces are fed. New shoes weigh 75 to 200 lb., and
the crushing force is limited to that exerted by their weight when dragged over the
die. Compensating weights are sometimes used to keep the crushing force up to
normal as the shoes wear.
3 Taggart, Handbook of Mineral Dressing, Sec. 5-132, Wiley, 1945.
AMALGAMATION AND BULLION RECOVERY
183
Use of Chemicals. Mercury losses occur through the formation on
the fine metallic globules of a tough skin composed of base-metal amalgams
or foreign matter. It is also known that acids liberated from decomposing
sulphides attack the mercury, but the latest work seems to indicate that
the unsaturated surface of fresh fractures react with the mercury to pro-
duce minute films that prevent coalescence. .
The particular combination of reagents found by A. E. Flynn of the
Nova Scotia Technical College to be most effective on an arsenopyrite
concentrate from Canada was as follows:
Arsenious oxide 0.85% weight of charge
White lead 1.50
Sodium hydroxide 0.70
It is stated that the lead remains in some insoluble form which eVI-
dently plays the desired part. Some 99 per cent of the mercury was
recovered.
Other reagents recommended by operators include lime, lye, cyanide,
sal ammoniac, litharge, and even soap, depending upon the particular
conditions, but their use is generally the result of trial-and-error methods.
Amalgamation at Pickle Crowe;' Concentrates from the cones and
blankets are stored in a box measuring 3 by 6 by 3 ft. The contents of
this box at 80 per cent solids, with 5 lb. lime and 5 lb. sodium cyanide, are
emptied daily under normal operating conditions into the amalgam barrel.
This is of cast iron with rubber lining. The inside dimensions are 3 by 4
ft. It is belt driven at 20 r.p.m., and at one time a load of 300 lb. of 2-in.
balls was used with grinding continued for 16 hr. Weight of pulp dis-
charge is approximately 600 lb. After grinding and agitation the concen-
trates are approximately 80 per cent minus 200 mesh. Then 30 lb. mercury
is added, and agitation continued for another hour. The use of grinding
balls was later discontinued.
The door of the barrel is then opened, and the pulp and amalgam al-
lowed to flow slowly over an amalgam plate as the barrel continues to
revolve. The plate is silver-plated copper, 3 by 4 ft., with built-up sides
to avoid splash. It is set at a slope of 3 in. per ft. The pulp running
off the plate is caught in a 12- by 8- by 6- in. trap which holds the free
mercury and amalgam not caught on the plate. Overflow from this
trap passes over a second plate and a second trap and finally to a strip of
corduroy blanket. Blank tails are pumped to the primary thickeners.
All traps and plates are cleaned daily. The amalgam is spread thinly
over the second plate and washed with water to remove steel, etc. The
4 D. C. McLaren, "Pickle Crowe Gold Mines," C.MJ., November, 1944.
184 CYANIDATION AND CONCENTRATION OF ORES
corduroy blanket is washed in the storage box. The amalgam is sepa-
rated from free mercury by squeezing it in a canvas cloth and then re-
torted in a 2-qt. cast-iron retort. The sponge gold from the retort is
melted on refining days, and the condensed mercury added to the working
stock. Mercury consumption is 0.5 lb. per charge.
RECOVERY OF GOLD FROM CYANIDE SOLUTIONS
Clarification. The first essential to effective precipitation is clear
solution. Regardless of color, the solution must be bright and sparkling
and entirely free from colloidal solids. One of the most important ad-
vantages of proper clarification is the avoidance of undue pressure build-up
in the precipitate filters. With proper skill and attention it is possible to
obtain such clarification with gravity sand filters, with plate-and-frame
pressure filters, or even with vacuum-leaf filters.
If canvas is the filter medium, either under pressure or under vacuum,
it should be stitched around the periphery of the leaf, and the stitched
area painted with "P" and "B" or a similar paint. In starting a new or
recently cleaned filter unit, irrespective of type, the effluent should be
returned, for a few minutes at least, to the unclarified storage.
Close attention to these points will ensure a lower tail solution, less
consumption of precipitant, and much more satisfactory melting and
refining.
Precoating of the filter cloths with diatomaceous earth "filter aids"
has been found to improve the clarification operation and to increase the
useful life of the filter covers.
The precoat when properly used prevents penetration of fine slimes
into the filter fabric and thereby extends the useful life of the filter cover.
It also assists in removing scale-forming substances owing to the enormous
surface area exposed in the precoat, so that pressure build-up in the sub-
sequent precipitate filters from these substances is reduced. A precoated
leaf can be washed clean of accumulated slimes more easily and quickly,
and consequently less labor and time are required for this operation.
PRECIPITATION
Five methods of precipitating gold and silver from cyanide solutions
have been used: aluminum, charcoal, sodium sulphide, zinc, and elec-
trolytic. The first and third were specially developed for the silver ores
of Cobalt, Ontario; charcoal has been used in Australia, with some possi-
bility of revival; and zinc, either as dust or as shavings, has been used
from the beginning of the cyanide process and continues to be the stand-
AMALGAMATION AND BULLION RECOVERY 185
ard method used throughout the world. In this section are given the
technique of the processes and their application in certain mining centers.
PRECIPITATION BY ZINC
Zinc shavings and zinc dust are both used for precipitation of precious
metals. Although most new cyanide plants adopt zinc-dust equipment
and some old plants change from zinc shavings to zinc dust, zinc shavings
probably will be used at many small mines and tailings operations. Zinc
dust, however, is generally more effective and satisfactory than zinc
shavings and is approximately 5 cents per ton of ore cheaper than the
older method.
Chemistry of Precipitation. Chemists differ somewhat on the theory
of precipitation with zinc as to whether nascent hydrogen, liberated by
the action of an alkali cyanide on zinc, has a direct effect in the precipita-
tion, or is only an auxiliary action taking place at the same time. The
following facts are basic:
Gold and silver are electronegative to zinc in cyanide solutions and should there-
fore precipitate them.
Precipitation takes place only in the presence of free cyanide.
Precipitation is always accompanied by the liberation of hydrogen.
The alkalinity of the solution is increased during precipitation.
Clennell states that the entire effect of the precipitation of gold may be
expressed by the equation
KAu(CN)2 + 2KCN + Zn + H20 = K2Zn(CN)4 + Au + H + KOH
but that the reaction between zinc and cyanide takes place independently
and bears no necessary proportion to it. The following equation repre-
sents the probable reaction:
Zn + 4KCN + 2H
20
= K
2Zn(CN)4
+ 2KOH + H2
For more details see Cyanide Handbook, by J. E. Clennell; The Cyanide
Process of Gold Extraction; by James Park; and Momual of Cyanidation,
by E. M. Hamilton.
PREPARATION OF PREGNANT SOLUTIONS FOR PRECIPITATION
The requisites of effective precipitation of gold and silver from cyanide
solutions are briefly as follows, based on notes supplied by the Merrill
Company:
Much of the advantage of precoating is lost if the filter aid is not prop-
erly used. Attempts to "paint on" the precoat as a thick slurry of
filter aid have not given good results. Thinly covered areas are not
186
CYANIDATION AND CONCENTRATION OF ORES
adequately protected, and a precoat which is thicker than necessary
wastefully consumes filter aid. Further difficulties are experienced in
attempting to replace a precoated leaf back into the clarifier tank with-
out sloughing off part of the precoat and thereby entirely defeating the
purpose of the precoating operation.
A precoat clarifier developed by the Merrill Company successfully over-
comes these difficulties and has gained rather wide usage. The Merrill
clarifier has a precoating arrangement which produces automatically a
uniform layer of filter aid of the correct thickness on both sides of the
vacuum leaf and permits return of the leaf to service without disturbing
or damaging the precoat. The precoating is done in a small, one-leaf
compartment usually built in at one end of the main clarifier tank and
requires only simple auxiliary equipment, the main elements being a
small precoating pump, a float-controlled air-solution separator, and a
source of vacuum. .
De-aeration or Removal of Oxygen. Efficient and complete precipi-
tation of metals from cyanide solutions requires the preliminary removal
of dissolved oxygen. The efficacy of the zinc-dust process is due largely to
the preliminary removal of dissolved oxygen from the solution andsubse-
quent prevention of reabsorption of oxygen in the solution.
The Crowe vacuum process is the most efficient and widely used method
of de-aeration, since the oxygen content can be reduced rapidly from 6.5
to 0.5 milligrams per liter with a vacuum of 22 in.
A method used rather generally at one time on the Rand was to pass
the gold-bearing solutions through sand clarifiers having at least 2 sq. ft.
of area per ton of solution in 24 hr. To the sand clarifiers mentioned was
added fine iron and highly pyritic sand. The solution was deprived of
much of its oxygen as it percolated through the bed of sand, especially if
two clarifiers were placed in series.
Chemical Control. For effective precipitation, solutions must contain
enough free cyanide to dissolve the requisite amount of zinc and to hold
in solution the compounds that are formed when zinc dissolves in alkaline
cyanide solutions. This result is frequently best obtained by adding a
drip of strong cyanide solution to the zinc emulsion zone when zinc dust
is used.
Efficient precipitation of gold and silver solutions by means of the
Merrill-Crowe process is generally independent of the strength of the
solutions in cyanide and alkali. Substantially complete precipitation is
obtained in some plants where solutions contain no more than 0.05 lb. of
either NaCN or CaO per ton of solution. In cyaniding silver ores, solu-
tions frequently contain as high as 5 lb. NaCN per ton, with protective
and total alkali equivalent to several pounds CaO per ton solution.
AMALGAMATION AND BULLION RECOVERY
187
In cyaniclingmost gold ores, the lime consumption is generally dictated
by the requirements of effective settling and is almost invariably higher
than necessary for the best precipitation. In cyaniding silver ores, a
high alkalinity is needed to dissolve the minerals, and lime consumption
for this purpose usually exceeds that needed for settling.
The principal detrimental effect of high cyanide and alkali is to con-
sume zinc wastefully. An excess of lime in the solutions will sometimes
coat the zinc and choke the filters, rendering frequent cleanups necessary.
Precipitation of all gold solutions and of some silver solutions is facili-
tated by the addition of a soluble lead salt to the solution. Either lead
nitrate or lead acetate may be used, although he former is preferable.
The amount of the lead salt approximates 10 pel' cent of the weight of
zinc dust if this is added to the solution. The dissolved lead salt is added
in the form of a continuous drip to the zinc-emulsion cone or mixing tank
or may, under certain conditions, be added to the solution entering the
clarifying tank but never with the zinc dust. The lead precipitates as
a thin metallic film on the zinc, thus creating an active galvanic couple,
with usually more rapid and complete precipitation of the gold and a
lower zinc consumption. For some silver solutions the. lead salt should
always be added before clarification, because in most solutions some of
the lead is immediately precipitated as an insoluble basic salt which
rapidly clogs the precipitation filters.
The successful use of lead salts requires careful supervision because
the addition of an excess at any time may coat the zinc with enough lead
to retard or even prevent galvanic action. This explains why lead salts
are not used in precipitating solutions containing considerable amounts
of silver, copper, or lead, there being sufficient silver or base metal present
to form an effective couple with the zinc.
As a precipitant activator, the Merrill Company has determined that
sodium bisulphite is of practical benefit where insufficient alkaline cyanide
is present. Excess alkalinity must be neutralized to about pH 6.6. One-
tenth pound sodium bisulphide is required for a ton of cyanide solution.
ZINC-DUST PRECIPITATION
For many years precipitation by zinc dust, as by the Merrill-Crewe
process, has been recognized as the most efficient and economical method
of precipitating gold and silver from cyanide solutions. Embodying pre-
cipitate filters of the plate-and-frame type, of the vacuum-leaf type, or of
the more recently developed pressure bag-filter type, the process is in use
in the great majority of cyanide plants throughout the world (see Figs. 51
and 52).
188 CYANIDATION AND CONCENTRATION OF ORES
Advantages. As compared with zinc shavings, more uniform and
efficient precipitation is obtained because a fresh surface of precipitant is
being constantly exposed to the solution. Where a base metal such as
copper or alkaline salts such as lime, magnesia hydrates, or aluminates are
present in the solution in large quantities, zinc shavings become quickly
insulated or polarized, the boxes must be frequently cleaned, and fresh
zinc added.
Calcium sulphate in particular is always present in the treatment of
sulphide ores and rapidly coats zinc shavings, rendering them inert. In
the zinc-dust process the time of contact is so short and the flow of solu-
tion through the zinc so rapid that this coating is reduced to a minimum.
Even though small, unconsumed particles of precipitant may become
coated with copper or sulphates, the amount of zinc thus rendered inert
is negligible and is constantly replaced by the addition of fresh, active
precipitant.
A difficulty frequently encountered in the precipitation of solutions
containing dissolved oxygen, particularly in operating zinc boxes in rela-
tively cold climates, is the formation of hydrated zinc oxide or so-called
white precipitate. This coats and rapidly destroys zinc and, being mixed
with calcium sulphate, is insoluble in acid and causes endless trouble in
refining. This compound cannot form in the absence of free oxygen and
is therefore entirely absent in plants using zinc dust after de-aeration.
Another reason why such uniform and efficient precipitation is obtained
by zinc dust is that the filter cloths are at all times coated with a layer of
fine precipitant and precipitate and no particle of solution can pass
through the filter without first eoming into intimate contact, in faet
almost molecular contact, with the precipitating agent.
It is this extremely fine state of subdivision of the precipitant which
renders zinc dust so effieient. For a given weight of metal the effective
surface of zine dust exposed is many hundred times that of shavings, and
with this large area a very brief contact between the zinc and the solution
is suffieient for eomplete precipitation of the metals.
Chemical Considerations. To obtain perfect precipitation, each
moleeule of metal-bearing solution must be brought into contact with a
particle of precipitant, must give up its metal, and immediately thereafter
must be removed from contact with other metal-bearing moleeules. This
condition cannot be met in a zine box, and the resultant diffusion accounts
for the long boxes necessary and the usual incomplete precipitation. In
the zinc-dust process, however, this requirement is fulfilled perfectly, as
the solution passes through the layer of finely divided precipitant deposited
on the surface of the filter cloth.
AMALGAMATION AND BULLION RECOVERY 189
Under the right conditions, nascent hydrogen is freely formed through-
out layer of the precipitant, thus creating the reducing condition necessary
for the precipitation of the metals. The actual deposition is due to the
action of galvanic couples, consisting of hydrogen zinc, gold zinc, silver
zinc, lead zinc, and sometimes copper zinc. The precipitation is closely
analogous to electrolytic deposition, with the exception that in the zinc-
dust process it is possible to obtain trace barrens because diffusion or
mixing of the impoverished solution with the unprecipitated solution is
prevented. Polarization of the cathode particles is minimized by the
rapid flow of solution which carries the molecular hydrogen along with it.
The precipitation of gold from cyanide solutions with zinc requires
either enough cyanide or enough caustic alkali or both to attack the metal
with the evolution of hydrogen. Also, the zinc must be in such a form
that each tiny bubble of nascent hydrogen will make contact with and
adhere to a particle of zinc, forming an active couple. Obviously, this
requirement is met much better within a layer of zinc powder than upon
the coarse filaments of metal in a zinc box. Therefore, a much higher
efficiency of the evolved hydrogen is obtained in the Merrill-Crewe proc-
ess than with zinc shavings. If the solutions contain dissolved oxygen,
the first hydrogen generated is wasted in combining with this oxygen; this,
of course, involves a corresponding loss in zinc and alkali and is entirely
obviated in the zinc-dust precipitation process, which removes all dis-
solved oxygen from the solution before contacting with the precipitant.
Economics. .The foregoing means that less zinc is dissolved per unit
of gold precipitated or deposited. Less unconsumed zinc is left (10 to
15 per cent) in the precipitate; therefore melting and refining charges are
less. In silver precipitation the unconsumed zinc is less, being only 3 to 5
per cent. Only 0.6 oz. Merillite or zinc dust per ounce silver is used, com-
pared with 2 oz. when zinc shavings are used.
Most of the zinc dissolved in cyanide solutions ultimately goes to form
a zinc cyanide, and each pound of zinc combines with 3 lb. so-
dium cyanide. Subsequently, when this solution comes in contact with
fresh lime added to the ore during treatment, part of this combined cy-
anogen is regenerated-probably less than half, but at least 1 lb. cyanide
for each pound of zinc dissolved. Hence, any method that reduces the
zinc dissolved in the solutions must also be responsible for a material
saving in cyanide consumption. The cleaner (less foul) solutions should
also result in a higher extraction of metals from an ore.
Equipment. When first introduced, the zinc-dust process utilized the
Merrill sluicing-clarifying filter for pregnant or gold-bearing solutions, the
Crowe vacuum tank, a zinc-dust feeder and the Merrill triangle-shaped
190 CYANIDATION AND CONCENTRATION OF ORES
plate-and-frame pressure filters in which to collect the iinc-gold-silver
precipitate.
Late in 1932, the Merrill Company announced a new form of equip-
ment, the simultaneous clarification-precipitation type. This new type is
now employed in capacities ranging from 100 to 1500 tons of solution
daily. Many installations of this well-known equipment are in use (see
Figs. 51 and 52).
Clarification and deaeration of the solution are followed by the im-
mediate addition of zinc and precipitation of the metals without rest
and without exposing the solution to atmospheric contact. Most cya-
nide solutions, after clarification, will, upon standing even a short time,
throw out suspended colloids, consisting largely of the hydrates of alumina,
magnesia, and iron. Although hardly visible to the naked eye, enough
of these precipitates frequently form to coat and "insulate" the zinc,
increasing the pressure in the filters and seriously interfering with precipi-
tation. This difficulty is minimized and in most cases entirely prevented
by simultaneous clarification, de-aeration, and precipitation, which cost
1 to 2 cents per ton of ore treated.
In either the bag or the leaf type of filter, a single, liquid-sealed centrif-
ugal pump effects the successive steps of clarification and de-aeration.'
The clarifying tank is. kept filled to a constant level with unclarified gold-
bearing solution, the inflow to the tank being controlled by an automatic
float valve. Suspended in this tank are the vacuum clarifying leaves,
with outlets connected to a manifold, which in turn is connected to the
top of the vertical vacuum tower in which the solution is de-aerated. The
filter leaves after washing are immersed in the precoating compartment to
which has been added a small amount of the precoat material, kept in
agitation by compressed air. After deposition of the precoat layer, the
leaf is returned to the clarifying compartment. Inflow of solution to the
tower and, therefore, the solution level within the tower are controlled by
an automatic float valve. Within the tower the solution passes down over
suitable grids, which break up the flow into small streams and films, thus
effecting the substantially complete removal of dissolved oxygen. The top
of the de-aerating tower is connected with a dry vacuum pump which rn:ain-
tains a high vacuum within the tower and removes the air released from
the solution. The clarified, de-aerated solution is withdrawn from the bot-
tom of the de-aerating tower by a single-stage liquid-sealed centrifugal
pump, to prevent reentry of air through the pump gland.
Where the bag precipitate filters are used, zinc dust is introduced as
the solution flows from the pump to the filters. A belt-type zinc feeder,
with motor drive, discharges a regulated amount of zinc dust into a mix-
ing cone. A liquid reagent feeder, operated by the same motor drive,
Pre-coating pump Liquid sealed
precipitation pump
:>
~
t"'
g2
~
~
H
o
Z
~
8
IJ:j
q
t"'
t"'
H
o
Z
~
to!
a
o
~
to!
~
kj
Barren solution
storage
I
I
I
I
I
I
I
I
I
I
~
I
I
I
~ ~ __ _ ~ ~ _ ~ _ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
Barren solution
return pump
Crowe
de-aeration
tower
I !
I I
! !
Vacuum
pump
VacWiIl
---..;
Unclar/lied
solulion
Pre-coated
clarifying
leaves
FIG. 51. Equipment for Merrill-Crowe press-type precipitation unit using zinc dust. Note precoat clarifying leaves.
......
c:o
......
f-'
<0
I>:l
FIG. 52. Equipment for Merrill-Crowe vacuum leaf precipitation unit using zinc dust.
Pre-cootingpump
o
~
>-<
t:I
~
o
!Z
~
t:I
o
o
Z
o
EI
Z
t-'l
;:d
~
>-<
o
Z
o
"J
o
;:d
EI
Ul
Cleon-up
press
Note precoat clarifying leaves.
Clean-up
pump
~
Barren solution
returnpump
Zinc feeder and
l ~ s i i r ~
r--
Crowe
de-aeration
tower
Liquid sealed
precipitatiCYI pump
Vacuum
pump
Vacuum
onaarifted
solution
AMALGAMATION AND BULLION RECOVERY
193
supplies the corresponding and uniform feed of lead nitrate solution to
the cone, which is connected to the solution supply tank." cthe lead-
zinc emulsion is withdrawn from the cone and forced into the main solu-
tion line by means of a small' motor-driven, liquid-sealed 'centrifugal
pump.
The clarified, de-aerated solution now containing the propel' amount
of precipitant is forced through the submerged bag filters, the precipitate
of the metals remaining within the bags and the barren solution flowing
over a measuring weir into a storage tank whence it is pumped for reuse.
A pressure solenoid switch is provided, which, in the event of a danger-
ous rise in pressure, automatically cuts out the"' precipitation pump. In
most cases, however, operators prefer to control the pressure by a man-
ually operated valve.
Cleanup is effected by emptying the precipitation tank, draining, and
then disconnecting the bags and removing the inner filters containing the
precipitate. An ordinary washing machine has proved to be quite useful
in cleaning the precipitate off the bags. The precipitate is dried, fluxed,
and melted in the usual way. The inner bags can be burned and added
to the precipitate 01' washed and reused.
In the vacuum-leaf precipitate filters, the zinc dust and lead solution
are similarly added to a mixing agitator, which overflows into the steady-
head tank supplying the vacuum filters. The mixture of solution and
precipitant is continuously circulated over the filter leaves, the barren
solution being drawn through the filter leaves by a centrifugal pump,
which in turn discharges to a suitable barren-solution storage tank,
The world's largest precipitation plant is to be found at the Ranclfontein
mine, South Africa, where the installation of 10 Merrill-Crowe vacuum
filter units has a capacity for handling 20,000 tons of solution daily.
A number of other installations throughout the world are mentioned
in Chap. XV.
CLEANUP FOR ZINC-GOLD-SILVER PRECIPITATE
Zinc Boxes. As the operations in cleaning up the precipitate from
cyanidation of gold and silver ores are so well known, little space need
5 In the Loreto mill, Pachuca, Mexico, where a. silver ore is treated by the cyanide
process (see Chap. XVI), there have been some notable improvements in the method
of emulsifying and adding the zinc dust for precipitation. Early practice was to
emulsify the dust in a portion of pregnant solution and to inject this emulsion by
means of a triplex pump into the pregnant flowing in the pipe line to presses. The
first improvements came many years ago with the substitution of barren solution
into which the zinc dust was emulsified and the replacement of the triplex pump with
a small multistage centrifugal. The most recent improvement has been to emulsify
the zinc dust in water, which greatly increases its precipitating efficiency, and to use
a Shriver high-pressure diaphragm pump to inject into the stream of preg-
nant solution. c.
194 CYANIDNrION AND CONCENTRATION OF ORES
be devoted to them. Practice varies, but the work is relatively simple and
causes little trouble. 'Where zinc shavings are used, generally the fine
sludge is taken out of the compartments of the zinc box and later mixed
with that from washing the long zinc. The sludge may be acid-treated
and then washed, dried, roasted, and fluxed before melting, or it may be
only dried and fluxed before melting. At some plants the entire contents
of the zinc boxes are acid-treated at every cleanup, but this is not ad-
visable because it entails considerable labor, and as only new zinc is added
to the boxes, proper precipitation does not start so quickly as when at least
half of the cells are filled with old zinc. When zinc shavings are used for
precipitation, less than 60 per cent of the gold and not more than 75 per
cent of the silver precipitated are recovered at anyone cleanup, the re-
mainder being returned with the old zinc to the boxes.
Filter Presses. Cleanup of the filters used in the Merrill-Crewe proc-
ess is much simpler and quicker. The precipitates from the filters are
uniformly high in gold and silver and in many instances are weighed, fluxed,
and melted without preliminary treatment. In most plants the bullion is
ready for shipment within 8 hr. after cleanup of the filters is begun.
On gold ores, the precipitates assay 60 to 90 per cent bullion with as
little as 5 to 10 per cent total zinc, which in most plants is melted direct.
Some operators prefer to give a muffle roast before melting, and in a few of
the larger plants acid treatment is still used. In such plants, precipitates
may be pumped from the precipitating tank direct to the acid-treatment
tank, without intermediate hanelling.
In large plants the precipitate, either with or without acid treatment,
may be melted with litharge, and the resultant lead cupeled, the bullion
by this method being of much higher grade. In general, the cupellation
method is to be recommended only where large amounts of gold bullion
are produced.
In precipitating silver solutions, particularly when using Merrillite as a"
precipitant, the raw precipitate when taken from the filters contains 75
. to 94 per cent pure silver, and this product is, of course, suitable for flux-
ing and direct melting without preliminary treatment. The moisture in
the precipitate is sometimes reduced to 15 or 20 per cent before melting,
but this is not necessary, particularly in the large stationary reverberatory
furnaces used in the larger silver mills.
An important point in favor of this process and one that should appeal
particularly to operators of customs works is the ability to clean up and
convert into bullion at any time all the precipitated metals in the plant.
Furthermore, the uniform ratio of precipitant to bullion and the fact
that a complete cleanup is made make it possible to check accurately the
bullion against both mill heads and residues and against solution assays,
all of which makes the detection of theft a relatively simple matter.
AMALGAMATION AND BULLION RECOVERY
195
ZINC-SRAVING PRECIPITATION
The older method of precipitation of gold on zinc shavings is still used
in certain districts. One feature of zinc-box precipitation is that the
whole operation can be seen at a glance-solution flow, effect of lead salts,
whether copper is coming down, formation of zinc white, and generation
of hydrogen. Precipitation on shavings is efficient and reasonably low in
cost, but it offers chemical and manual problems not arising in precipitation
on zinc dust.
Copper and all its compounds readily dissolve in cyanide solutions and
form an adherent deposit on the zinc. The -unsuspected presence of
copper in an ore is revealed by zinc shavings' becoming red.
Precipitation on zinc shavings is sometimes hindered or prevented by
the formation of so-called "zinc white," the cyanide and hydrate of zinc.
It is insoluble in water but soluble in cyanide solutions and acids.
Precipitation at Kolar. At Kolar, India, the group of mines is still
using zinc shavings for precipitation, the shavings being cut locally; all
solutions are clarified. A typical plant has three zinc boxes with six com-
partments each (Fig. 53), five of which are used. Each compartment has
a capacity of 7 ~ cu. ft. or 8 7 7 ~ cu. ft. in 15 cells. A total of 620 tons
is precipitated in 24 hr. Average solution feed assays 36 grains gold per
ton. Of this 92 per cent is precipitated in the first two cells, and gold is
rarely found below the fourth cell. Fresh zinc is dipped in a solution of
lead acetate. Zinc consumption is 0.112 lb. per ton of ore treated. Most
of the zinc boxes are built of concrete. Box compartments are connected
by branch pipes to a main sublevel pipe or side launder discharging into a
vacuum-filter tank. Wooden plugs in each cell control the flow to the
vacuum-filter tanks when cleaning up. The cleanup proceeds along stand-
ard lines and is done two or three times per month. Between cleanups
the zinc boxes are rarely dressed. Precipitate is treated with sulphuric
acid, roasted, fluxed, and smelted. The bullion averages 985 fine.
Precipitation on the Rand. Zinc shavings and zinc dust are both
used to precipitate gold on the Rand, all new plants using the latter.
TABLE 27. ZINC-DUST AND ZINC-SHAVING PRECIPITATION ON THE RAND
Condition
Assay of precipitated solution, dwt. per ton.
Cyanide strength to precipitation, per cent..
Alkalinity (lime), per cent. " .
Zinc consumption, lb. per ton milled .
Solution precipitated per ton treated .
Zinc
shavings
0.015 to 0.02
0.011 to 0.028
0.005
0.14
1.3 to 2.0
Zinc
dust
0.015 to 0.020
0.014 to 0.016
0.018 to 0.02
0.05 to 0.06
1.5 to 1.8
F.line,
t" I" .
12x2 flatIron",
Sectional
FIG. 53. Extractor box, Mysore mine, India.
1./'1"
2-I!2x;-Z flat bar Fixed by
bolts -Y8"d/arn.,countersunk
crt top, holes in bars
8 ~ apcrrt------ __
4'!-..............
----------..---y;
I-'
~
0)
~
Z
H
t:I
:>-
:::l
o
z
:>-
z
t:I
("J
o
Z
("J
I?J
Z
-0
~
:>-
..,
H
o
Z
o
"J
o
~
I?J
tn
AMALGAMATION AND BULLION RECOVERY
197
De-aeration of pregnant solution for zinc shavings has eliminated the
white precipitate of hydrated zinc oxide. Lead salts are added before
precipitation. Wartenweiler, in Trans. 112, .Ii .f.i11.E., 1934, summarizes
the two methods as follows: During 1933, 1,055,000 lb. zinc- dust and
3,129,000 lb. zinc shavings were consumed.
PRECIPITATION BY ALUMINUM DUST
Precipitation of the precious metals from cyanide solution by aluminum
differs from the precipitation by zinc in that aluminum does not replace
the precious metals in the cyanogen compound.
In the case of zinc the reaction may be expressed by the equation
2NaAg(CN)2 + Zn = Na
2Zn(CN)4
+ 2Ag
(Park, The Cyanide Process, p. 180, 5th ed.)
or
NaAg(CN)2 + 2NaCN + Zn + H
20
= Na2Zn(CN)4 + Ag + H
+ NaOH
(Clennell, The Cyanide Handbook, p. 123, 2d ed.)
When aluminum is used, Moldenhauer, who patented this method in
1893, suggested the following equation:
6NaAg(CNh + 6NaOH + 2Al = 6Ag + 12NaCN + 2Al(OH)3
the aluminum hydroxide dissolving in an excess of caustic to form sodium
aluminate:
2Al(OH)3 + 2NaOH = Na
2Ab04
+ 4H
20
Hamilton (Mamtal of Cyanidation, p. 190)
suggests that the following may represent more nearly the actual reaction
based upon plant observation:
2NaAg(CN)2 + 4NaOH + 2Al = 4NaCN + 2Ag + Na
2Al204 + 4H
It is seen that the presence of caustic soda is essential when aluminum
is used. Furthermore, as a matter of practical operation lime must be
absent at the time of precipitation; otherwise the following reaction will
take place:
The calcium aluminate so formed would contaminate the silver pre-
cipitate and result in a low-grade product extremely difficult to flux and
melt into bullion.
Mter precipitation, however, when the barren solution is reused in
the grinding and agitation circuits in the presence of lime, the aluminum
198 CYANIDATION AND CONCENTRATION OF ORES
is precipitated as calcium aluminate and removed from the plant with the
tailing, caustic soda being formed.
At the Nipissing mill where only a small amount of lime was required
and where the solution was already high in caustic from -(;1{e preliminary
desulphurizing process, no trouble was experienced with the formation
of calcium aluminate in the press.
In order to overcome the ill effects of lime in aluminum precipitation
when treating ores where the use of a fairly high amount of lime is neces-
sary to promote effective settling, Hamilton and Crawford devised a
treatment at the Butters Divisadero mine based upon the following re-
actions:
Ca(OH)2 + Na
2C03
= CaC0
3
+ 2NaOH
CaS04 + Na2C03 = CaC03 + Na2S04
(Hamilton, Manual of Cyanidation, p. 195)
It allows the use of all the lime necessary for neutralizing and settle-
ment; it yields a lime-free solution, for precipitation, and incidentally
manufactures the caustic soda necessary for that operation.
Apparently, aluminum dust is not effective as a precipitant for gold
alone, although the gold in solutions which contains 2 oz. silver or more
pel' ton is almost completely precipitated. It has proved its advantages
in the treatment of certain silver ores containing arsenic and antimony.
It has not been widely applied, however.
PRECIPITATION BY SODIUM SULPHIDE
At Cobalt, Ontario. The practice of precipitation by sodium sulphide
was developed in 1916 at the Nipissing mill to replace aluminum precipi-
tation. The change was necessary because of the changes in economic
conditions wrought by the First World War.
The sodium-sulphide process involves the precipitation of the silver as
silver sulphide, the reduction of the precipitate to metallic silver by a
desulphurizing treatment and the melting down of the resultant silver to a
fine bullion.
At the Nipissing, precipitation was effected in two wooden tanks, 5 by
6 ft., provided with mechanical agitation. In the first tank the clarified
solution met a small stream of concentrated sodium sulphide, which threw
down the silver sulphide as a fine precipitate. To avoid blinding the
canvas, the precipitate was caused to agglomerate by agitating it in a
second tank before it was drawn off to the filter press. In practice it was
found that 0.06 lb. sodium sulphide (60 per cent strength) was required
to precipitate 1 troy oz. silver. Gold was not precipitated at all, nor
was copper, if the solution contains 0.15 per cent or more free cyanide.
AMALGAMATION AND BULLION RECOVERY 199
As with aluminum, precipitation by sodium sulphide regenerates all the
cyanide combined with the silver in the pregnant solution. The reactions
involved are shown in the equation:
At the Nipissing the precipitate was reduced to metallic silver by a
modified form of the Denny desulphurizing process. The precipitate of
silver sulphide was transferred to a 7- by 5-ft. iron tank provided with a
mechanical agitator. Aluminum ingots weighing 500 lb. were thrown
in, and caustic soda was added, about 0.03 Ib.]6 per cent NaOH being
required for each ounce of silver. With a dilution of 4 to 1 the solution
had a strength of about 8 per cent NaOH. The mixture was agitated
until the black silver sulphide turned brown. This required about 8 hr.,
depending upon the temperature of the solution. The caustic solution
could not be too hot, as the reaction with the aluminum would then be-
come too violent. This would interfere with the reduction of the silver
sulphide, as the large amount of hydrogen given off prevented the actual
contact necessary between the sulphide and the aluminum. The de-
sulphurized precipitate was collected in a filter press, washed free of so-
dium sulphide, and delivered to the refinery. The aluminum ingots
remaining were left in the bottom of the tame for the next charge.
PRECIPITATION ON CHARCOAL
T.P. 378, U.S.B. of 111.,1927, by John Gross and J. W. Scott, is a most
comprehensive publication on the use of charcoal as a precipitant. It
lists 93 references to the literature since 1891 and 7 between 1830 and
1890. Although these items are scattered, doubtless charcoal has been
most used in Australia, where, at certain times and in certain interior
places, zinc has been expensive. That condition no longer exists, for
Australia now produces all the zinc shavings and dust required. Gross
and Scott briefly review what had been done prior to their research in
about 1926 and then detail their many careful experiments. Their find-
ings are as follows:
1. The mechanism of the precipitation involves adsorption accompanied by a
chemical change.
2. Precipitation of silver on charcoal from cyanide solution follows the same
laws as precipitation of gold, although it is slower; charcoal has less capacity for silver
.than for gold. .
3. The limit of charcoal precipitation from cyanide seems to be about 2000 oz.
of gold and 1000 oz. of silver per ton of charcoal.
4. Little difference exists among charcoals prepared from different woods.
5. The most important point in the making of charcoal is the heat treatment,
either during the making or subsequent thereto.
200 CYANIDATION AND CONCENTRATION OF ORES
6. To quench charcoal does not improve it.
7. Pulverization finer than 200 mesh does not appreciably add to the efficacy of
charcoal.
8. Few substances in the solution appreciably affect precipitation.
9. The adsorbed gold or silver salt is soluble to some degree in boiling water and
is especially soluble in hot cyanide.
10. There is a possibility of so changing the adsorbed gold or silver salt on charcoal
that the charcoal may be used for further precipitation.
11. Precipitation of gold on charcoal from cyanide is not metallic and has not the
chemical properties of the metal. No gold is visible, even when observed under the
microscope.
12. Few substances in solution have a bad effect on precipitation of gold or silver
on charcoal, but sodium sulphide and free cyanide decrease the rate.
13. There is a loss of cyanide in charcoal precipitation, due to adsorption.
14. Precipitation of gold is effective from low-grade solutions, but silver is slower,
and a countercurrent method is proposed.
15. Some regeneration of cyanide is possible from charcoal when sodium sulphide
is used as a "fixer."
16. Charcoal could replace zinc when foul solutions cause trouble in precipitation.
17. A small, isolated plant having wood available could employ charcoal in prefer-
ence to zinc, using three stages with fairly coarse charcoal.
18. The charcoal has to be burned, and to avoid loss by dusting in doing this, it
could be impregnated with sodium carbonate. .
19. Charcoal will precipitate gold or silver from a cyanide-ore pulp; the charcoal
can then be separated from the pulp by flotation.
With regard to findings 1, 9, and 10 wherein "adsorption" and "ad-
sorbed gold" are mentioned, Gross and Scott credit A. W. Allen for ad-
vancing the theory that adsorption without chemical change of the alkaline
aurocyanicle was the correct explanation. This was generally accepted,
and all known facts seemed to bear him out. Allen's discussion is to
be found in Trans. I.M. and M., 1917-1918, in Vol. 18 of M. and C.E.,
1918 (now C. and M.E.); in Vol. 106 of E. and M.J., 1918 and in
Julian and Smart's Cyaniding of Gold and Silver Ores.
The use of charcoal as a precipitant preceding flotation is covered by
Australian Patent 15,635, June 21, 1934, issued to V. T. Edquist, manager
at the Sons of Gwalia mine, Western Australia.
For more recent developments along the lines of charcoal precipitation,
the reader is referred to the carbon-cyanidation process described in Chap.
XIV.
MELTING PRECIPITATES
Three types of melting furnaces are in general use, all oil-fired. For smaller
plants treating gold ores, the tilting furnace with removable graphite crucible is
usually preferred. Clay liners are quite generally used to prolong the life of the pot.
In larger plants, particularly those treating silver ores, tilting furnaces of the
reverberatory type are most satisfactory. Such furnaces are provided with a molded
hearth of suitable refractory and may be either single or double, depending on the
amount of precipitate to be handled.
AMALGAMATION AND BULLION RECOVERY
201
In the largest mills treating either gold or silver ores, stationary reverberatory
furnaces are used. These may be built to operate as a conventional reverberatory
furnace, with the usual fusion hearth of firebrick or other suitable refractory or may
be used as reverberatory pot fusion furnaces, with lined graphite pots.. This is the
furnace generally used in the large mills on the Rand. _
Precipitate containing up to 30 to 40 per cent moisture may be fluxed and melted
without drying, or driers, either steam or electric, may be used to reduce the moisture
to from 15 to 20 per cent before adding flux and charging to the furnace. Where filter
presses are used, blowing with compressed air yields a suitable product for melting
without further drying.
Fluxes' used in melting cyanide precipitate vary somewhat in different parts of
the world; the following mixtures are typical, but in stm:.. ting a new plant trial fusions
should be made in each case to determine the most suitable mixture. 6
For melting raw precipitate from clean gold solutions the following charge will
usually give rapid fusions and clean, fluid slags.
75 lb. precipitate (15 to 20 per cent moisture).
50 lb. borax.
45 lb. manganese dioxide.
25 lb. silica sand.
N aTE. Soda bicarbonate or fluorspar may be substituted for part of the borax,
and the manganese may be replaced by niter.
Silver precipitate, containing 80 per cent silver or better, is readily melted with
the following charge:
100 lb. precipitate (15 to 20 per cent moisture).
5 to 10 lb. borax.
3 to 5 lb. soda bicarbonate.
3 to 5 lb. silica sand.
For melting calcined gold precipitates the following charge is used in many plants:
100 lb. dry calcine.
25 to 40 lb. silica sand.
40 to 60 lb. borax.
10 lb. soda ash.
5 lb. fluorspar.
NOTE. Five to 15 lb. manganese dioxide may be added in some cases.
Treatment at Bibiani Mine," Smelting of both the calcined pre-
cipitate and tabled strake concentrate is carried out by the direct cruci-
ble method. For plant-control purposes the two plant products
are smelted separately in No. 150 Morgan salamander crucibles fitted
with fire-clay liners, and the resultant bullion is collected, remelted in
No. 60 Morgan salamander crucibles, and cast into bars. The fineness
of the bullion obtained is
Corduroy strake bullion 910 fine gold 995 Dore
Cyanide precipitate 890
6 Bulletin of the Merrill Company, "The Merrill-Crowe Precipitation Process."
7 "Treatment at the Bibiani Gold Mine, West Africa," Bul, 492, I.M. and M.,
21 pp.
202 CYANIDATION AND CONCENTRATION OF ORES
The two products are fluxed as shown in Table 28.
The smelting is carried out in oil-fired furnaces that were fabricated at
Bibiani and are a modification of those in use at the Ashanti Goldfields
Corporation, Obuasi, Gold Coast. Crucible life averages 50 pours, while
that of the fire-Clay liners is 8 pours. When new fire-clay liners are fitted
to the crucibles, the space between the two is carefully filled and rammed
with dry-ground plumbago obtained from old discarded crucibles. All
worn-out fire-clay liners are broken up and ground to pass an ;s-in. mesh
screen. Any large prills of gold found are collected and join the smelt,
while the fines are sent for retreatment with the slags.
Treatment of Slags. Approximately 350 lb. of slag is produced monthly,
and at the end of each monthly cleanup, this is broken down to 1 in. in
size, ground to approximately 100 mesh, and passed over the concen-
trating tables used for dressing the strake concentrate.
TABLE 28. FLUX USED AT BIElANI
Roasted strake concentrate Calcined precipitate
Item No. of parts Item No. of parts
Strake concentrate ......... 100 Calcined precipitate . ..... 100
Borax...................... 40 Borax ..................... 44
Silica ...................... 25 Silica ...................... 27.5
Manganese dioxide ......... 20 Manganese dioxide ......... 22.0
Soda ash................... Nil Soda ash. ............... o. 11.0
The fine free gold concentrate from the slags is deironed by a magnet,
fluxed, and smelted with the cyanide precipitate. The slag tailing grav-
itates to a settling sump, is allowed to settle, and the water run off.
This final product is then dried, sampled, assayed, and shipped to England
for treatment by the Tavener process. Slags shipped range from 5 to 10
fine oz. gold per month. .
Other products-such as caloiner tray chippings, and floor sweepings-
are fluxed and smelted separately.
All furnaces are hooded, and ducts are led off to a bag-chamber dust
extractor. This is cleaned out every 3 01'.4 months, and the dust smelted
separately.
Precipitate Treatment at Noranda." The precipitate recovered by
the pilot unit was low grade, averaging 35 to 50 per cent copper and less
than 2 per cent gold. As the amount of this precipitate was small, the
necessity of refining it was avoided by charging it into the smelter anode
furnace. The same procedure was followed during the first year the
8 "Cyanidation at Noranda," Bui. C.I.M. and M., Vol. 49,1946.
AMALGA MATION AND BULLION RECOVERY
203
cyanide plant was operated, but on account of the larger amount of precipi-
tate involved, it became apparent that, in order to account for the gold
satisfactorily, some other method of treatment would have to be developed.
Removal of the base metals with acid and melting of the' residue to
gold bullion was tried on a small scale. Best results were obtained when
a leaching period of 5 hr. was employed and when the equivalent of 2 to
3 lb. sulphuric acid per ton of precipitate was used at a dilution of 1 to 1
and a temperature of 1000., with periodic additions of manganese dioxide
totaling not more than 0.2 lb. per ton of precipitate.
This procedure gave base-metal eliminations "as follows (in per cent):
copper, 96; zinc, 99.9; lead, 17.9; and iron, 66.6; and it left a residue that
was 13 per cent of the original weight of the precipitate. From this
residue, gold of a high degree of fineness could be produced. The method
in detail was, however, quite long and promised to be expensive.
TABLE 29. FLUX USED AT NORANDA
Ingredient
Soda ash .
Borax .
Niter .
Silica .
Lime .
Iron filings .
Original.
per cent
46.2
15.4
7.7
18.4
12.3
Current,
per cent
29.4
30.0
21.0
7.0
1.4
11.2
It was decided, therefore, that the best procedure would be to melt
the precipitate and produce a copper-gold bullion which could be sampled
without difficulty and then be charged into the smelter anode furnace.
Melting tests with this object in view were then carried out in sillimanite-
lined crucibles. These tests showed that the flux required a high soda-
ash content to ensure fluidity of the slag and that sufficient metallic iron
had to be used to keep the copper reduced-otherwise the slag carried
appreciable amounts of copper and precious metals. They also showed
that best results were obtained with approximately 2 lb. of flux per pound
of precipitate.
Existing practice is to melt the precipitate to bullion once each month
in an oil-fired reverberatory furnace having a capacity of 2000 lb. per
24 hr. The bullion then is remelted in a No. 275 crucible furnace and
cast into slabs 15 in. wide, 27 in. long, and weighing 160 lb. After sam-
pling by drilling, these slabs are charged into the smelter anode furnace.
The slag is crushed, sampled, and also sent to the smelter, where it is
charged into the converters.
The composition of the original flux and of the one currently in use is
given in Table 29.
204
CYANIDATION AND CONCENTRATION OF ORES
Treatment of Hollinger Precipitate. In the Bul, I.M. and M.,
March, 1931, (see also M.M., April, 1931), M. B. Scott describes in detail
the treatment of Hollinger precipitate for the production of fine gold bars
and the recovery of silver. At this date (1947) the process is still being
used successfully, with some alterations in method from the original, the
principal one being the recovery of silver by the Thurn process.
There are three main steps in the system: (1) the treatment with
muriatic acid to remove all the soluble base materials; (2) boiling with
sulphuric acid, similar but with the necessary modifications because of
its nature to the usual acid-parting process, this being possible, since,
although the ratio of gold to silver would ordinarily prevent this, the two
precious metals exist together not as an alloy but as a finely divided mix-
ture; (3) final washing, drying, and melting of the gold residue, in which
TABLE 30. ANALYSIS OF HOLLINGER PRECIPITATE*
Item
Gold .
Silver .. " .
Copper .
Lead .
Zinc .
Iron and alumina .
Lime (CaO) .
Silica .
Sulphur .
Precipitate,
per cent
35.0
7.2
1.4
9.3
14.6
0.8
11.7
0.7
4.4
Residue,
per cent
75.85
15.37
2.27
0.15
1.54
0.14
0.32
0.46
0.76
* The above precipitate and residue are not related but may be taken as typical.
sodium acetate is used to remove the last traces of lead, and the recovery
of the silver from the parting acid.
The minimum fineness permitted for the gold is 995, but it is not un-
common for its fineness to be 998.
Silver is precipitatedas chloride, filtered, and reduced to metal, using
scrap steel from discarded boiling pans; dried; melted; and cast into
anode plates for electrolysis. The final bar silver, which is practically
free from gold, is approximately 999 fine.
All slags, old crucibles, floor sweepings, and anything that mayor does
contain gold values, together with high-grade or specimen ore from the
mine, are smelted in a cupola furnace to produce a lead bullion that is
cupeled, and the resulting gold bullion is added at the melting of silver
for anode plates.
In cases where precipitate from outside sources is handled and it is not
convenient to treat this for fine-geld production, the muriatic acid step is
AMALGAMATION AND BULLION RECOVERY 205
successfully used, as the residue obtained by this means contains but a
minimum of impurities and therefore, after calcination, it is very easily
smelted in a small furnace to produce a gold bullion of excellent quality
for shipment. .
Bullion Parting at the Homestake Mine. The following informa-
tion on Homestake practice is of some general interest and is taken partly
from an article in JJ1. and JJ1., December, 1935, by Nathaniel Herz and
partly from notes compiled by the author in June, 1945.
The Miller or chlorine process of parting was adopted by the Homestake
Mining Company in 1933, following the abandonment of the gold stand-
ard in the United States and the subsequent i n ~ r e s e in the price of gold.
Because 60 per cent of Homestake bullion comes from amalgamation
and the balance from cyanide precipitate, this company had a choice of
three methods by which the combined bullion could be treated, viz., the
TABLE 31. FINENESS OF BULLION AT THE HOMESTAKE
Parts per 1000recovered by
Item
Gold, , .
Silver, , .
Copper .
Lead , .
Iron , .
Selenium, , , .
Amalgamation
800 to 820
175 to 190
5 to 10
None
About ~
None
Cyanidation
760 to 780
185 to 200
25 to 35
None
Trace
Miller, electrolytic, and acid parting, and they chose the first. The fol-
lowing analysis is representative of the bullions to be treated. The cy-
anide precipitate is melted in a Monach furnace, and a double pour is
made: one-half the slag in one pot and the balance in a second pot. Mter
5 min. the slag is poured, leaving a scull. The bullion is set in a special
divider placed in the pot.
The accompanying flow sheet (Fig. 54) gives a good description of the
parting and refining operation by which all Homestake bullion is now
being treated. All refined bullion is shipped to the United States mint.
Silver is melted into bars averaging about 9S0, although a process was
developed whereby silver of standard purity, 999 fine, was made. Mter
the process had ,been developed, new Treasury Department rules made it
unnecessary to refine silver to this degree. With ordinary care, gold bars,
as shipped, are about 997 fine.
"Treatment of Gold Precipitates Containing Copper." A paper
with this title by Norman Hedley and J. J. Kress, Trans. 4S, C.I.M. and M.,
206
CYANIDATION AND CONCENTRATION OF ORES
Hightrade
fines
'lest
ead flux litharge
borax sand
t
Cup..ellation furnace
- I
f t
Lead 2!!9. towaste
Bullion
Furnace linings
Cottrell sludge, crucibles,
tubesandcovers and
t m::Jaus cleanup
Sir
g
Graded
LOJr:
coarse
Crude bullion
----.-
Meltinn furnace
--"r=
Ferroustsolution
to waste
Ft7frate waste
Reduced sl7ver
DI7ute HCI ..t; H
20
Filter
=r=
Borax
Chhrme I t
I'-----l.. furnace
Refine/gOld bar Crude sl7ver chloride
701, Borax =r-
-- sodoash - ...
SI7ver chloride furnace
.c: cutt
-r gold 8s17ver
. ". return to
Excess Iron Castmto bullion melt
and slugs slabs
H
2S04
T
Borax:i
SI7ver
t
Melting furnace
-r=
-s:
---r-
To mint
t
Iron-copper matte
shigped to smelter
Lead tUlllon
:t
Siafl
Granulatedand
returned tosecondary
mills
.--------....Blast furnace
=:t:=
(Pb-Cu-FeJ
Remelt with iron
borings
I
FIG. 54. Flow sheet of bullion-refining operations at the Homestake, South Dakota.
AMALGAMATION AND BULLION RECOVERY
207
252-258, 1945, describes a method evolved at the Ore Dressing Laboratory
of the American Cyanamid Company for treating gold precipitates contain-
ing copper. This comprises treating the precipitates with acidified ferric
sulphate, followed by precipitation of the dissolved copper and any dis-
solved gole,., by metallic iron to give a product analyzing 60 pel' cent copper.'
In the case of a gold precipitate carrying 10.06 per cent Au; 0.56 per
cent Ag and 26.21 pel' cent Cu, a final product carrying 40.32 pel' cent
Au, 2.25 pel' cent Ag, and 8.27 pel' cent Cu was made, representing a
75.05 percent reduction in weight.
TABLE 32. GOLD PRECIPITATES O N T I ~ I N G COPPER
Recovery of gold Per cent Reagent
Lb. per ten
of gold ppt.
Per cent in leached precipitate .......... 99.92 Ferric sulphate ..... 0.88
Per cent precipitated with copper ....... 0.075 Sulphuric acid ...... 1.10
Total ................................. 99.995 Iron................ 0.37
The advantages of this scheme are listed as
1. The weight and bulk of the precipitate would be reduced and then
less flux and fuel would be required for melting.
2. Special reagents would not be required to flux the copper, with the
result that less corrosive slags would be formed and the life of the cruci-
bles, would be prolonged accordingly.
3. Large quantities of slags and material carrying various amounts of
gold and requiring special treatment would not be formed.
4. Preliminary roasting would not be necessary, and possible losses due
to dusting and handling would be avoided.
5. The copper would be recovered in a high-grade product and credit
for it and for the contained gold would be obtained at the smelter.
GOLD RETAINED IN CIRCUIT
As soon as gold-bearing ore has been crushed or ground, some of the
freed metal lodges in corners or behind mill liners and other places. Pulp
that is spilled or splashed from launders, tables, and other machines car-
ries gold, which becomes lost temporarily. Pumps, elevator sumps, and
boots are other points where precious metal is held up. Gold is also re-
tained in the. mortar boxes, copper plates, and riffles of stamp
mills, especially those in which amalgamation is a feature. This applies
also to concentrating and classifying equipment. Ball-mill and tube-
mill liners retain gold-on the Rand as much as 1000 oz. if grinding is
done in water and a tenth of this if done in solution. Some mills in Can-
208 CYANIDATION AND CONCENTRATION OF ORES
ada retain as much as $25,000 in gold until cleaned out. Cyanide solu-
tions that contain gold are absorbed by wood, and the metal is there held.
Wood staves from treatment vats have been known to assay $2000 per
ton and were burned to save this gold. The precipitation and melting
rooms always lose some metal. The dismantling and cleanup of many
plants have yielded much gold to the owners or to others who have bought
them. This temporary disappearance of gold, particularly in mills, is
sometimes embarrassing to assayers and metallurgists, who are at a loss
to account for discrepancies. However, after a new plant has been run-
ning for several months, a balance is struck, and all gold is accounted for.
Gold finds fewer places in which to lodge in the modern plant with its
comparatively small amount of equipment and concrete floors which can
be washed frequently.
Of the gold produced at the Pioneer mine, British Columbia, 4 per cent
of the total was recovered from the ball mills and classifiers when the mills
were relined.
E
CHAPTER XII
Plant Control
lJ1any factors enter into the control of operations in a cyanide 01' flotation
plant. Those considered in this chapter include cyanides used and the effect
of im.puriiie in cyanide solution; the role of oxygen in cyanidation and the
aeration, and de-aeration of solutions, pH control fjnd conditioning, ore and
soluium sampling, sizing tests, onuomatic recording, and controls.
CYANIDE
The cyanides are compounds of the radical cyanogen CN. Their his-
tory covers more than two centuries, but that of the simple cyanides dates
back about 90 years (see Edward Thorpe, A Dictionary of Applied Chem-
istry, Vol. 2, pp. 437-475, 1921; also Wilhelm Bertelsmann, Die Technolo-
gie del' Cyanverbindllngen,1906). Prior to the introduction of the cyanida-
tion of gold and silver ores in lS90, the world consumption of potassium
cyanide was less than 100 tons a year. Now, 'including the cyanide used
in casehardening, electroplating, flotation, and fumigation, world con-
sumption exceeds 30,000 tons of the calcium, sodium, and potassium salts.
Gold mines of the Rand consumed SOOO tons in 1933. Flotationprocesses
in the United States use about 500 tons a year of the 12,000 tons for the
whole country. Currently, throughout the world, approximately half
of the cyanide used for are treatment contains 9S per cent and the remain-
der 49 per cent sodium cyanide equivalent. The principal American and
Canadian sources of cyanide are Niagara Falls, N.Y., and Niagara Falls,
Ontario. The Roessler and Hasslacher Chemicals Department of E. 1.
du Pont de Nemours Company makes the sodium salt. For many years
the Cassel Cyanide Company, at one time known as the Cassel Gold Ex-
traction Company, a pioneer in cyanidation, had a cyanide-manufacturing
plant at Glasgow, Scotland. This has been superseded by works at Billing-
ham, County Durham, England. The company is a subsidiary of Im-
perial Chemical Industries, Limited. The well-known Cassel brand con-
tains 97 to 9S per cent NaCN, equivalent to 129 to 130 per cent KCN.
Manufacture of Cyanide. Sodium cyanide is a white, deliquescent,
crystalline material easily soluble in water. The basic sources are alkalis
or alkaline earths, atmospheric nitrogen, and carbon.
In the United States it is derived (1) from sodamide which is produced
from sodium and ammonia. The sodamide is heated with charcoal, and
the resultant soda cyanamid is then heated with an excess of charcoal,
209
210 CYANIDATION AND CONCENTRATION OF ORES
resulting in the formation of sodium cyanide. This is the Castner-Roessler
process, which yields 96 to 98 pel' cent material.
In Europe, 90 to 92 pel' cent cyanide is manufactured (2) from destruc-
tive distillation of beet-sugar refuse, forming hydrogen cyanide. This is
absorbed in caustic soda solution, from which the cyanide is obtained by
evaporation.
Aero-brand cyanide is manufactured by fusing calcium cyanamid and
salt in a continuous electric furnace, from which the product is tapped at
regular intervals into a sump outside the furnace. The conversion is an
equilibrium reaction, and practically all of the nitrogen is in cyanide form,
By propel' cooling of the melt, the equilibrium is "frozen" at the high-
temperature equilibrium point. Samples of this cyanide, kept in sealed
containers for several years, showed no change in cyanide content.
Types of Cyanide and Cyanide Consumption. Of the two types
of cyanide used in the cyanidation of precious-metal ores-sodium cyanide
and Aero-brand cyanide-sodium cyanide is generally sold in the form of
5-lb. blocks or cakes and is packed in drums holding 200 lb. net.
Aero-brand cyanide is calcium cyanide containing 48 to 50 pel' cent of
pure NaCN equivalent, the other half consisting chiefly of common salt
and lime. It is manufactured in the form of black flakes and packed for
shipment in zinc-coated iron drums. Its dark color is due to a small
amount of graphitic carbon derived from the principal raw material
cyanamid.
This brand of cyanide dissolves readily in water, leaving only a slight
undissolved residue consisting chiefly of lime and graphitic carbon. This
insoluble residue has no effect whatever on the dissolution of gold and
silver and will not precipitate precious metals already in solution. It is,
therefore, not necessary to remove it.
The recommended procedure for introducing cyanide into a cyanide-mill
circuit is to provide a tank of sufficient size so that enough cyanide can
be dissolved at one time to furnish the mill requirements for at least one
shift. In the case of Aero-brand cyanide, a 10 per cent solution is recom-
mended, which will then contain 5 pel' cent equivalent pure NaCN. It is
advisable to aerate the solution with finely divided air (atomized) to elimi-
nate the small amount of soluble sulphides that it contains. The addition
of X lb. lead acetate or pulverized litharge will speed up the desulphurizing
operation. The tank for dissolving the cyanide should be provided with
an agitating mechanism.
The strength of solution used in the cyanidation of precious-metal ores
will vary with the type of ore and the precious-metal content. Cyanide
plants treating gold ores, with little or no silver, rarely use a solution
containing over 0.05 per cent NaCN equivalent. In the cyanidation of
PLANT CONTROL
211
silver ores a stronger solution is necessary, and it is common practice to
maintain a strength of 0.20 to 0.30 per cent NaCN. Mechanical and
chemical losses of cyanide increase in direct proportion to the strength of
solution; consequently, the cyanide content of solutions should be kept at
the lowest strength consistent with maximum extraction. .
The chemical consumption of cyanide, for a given ore, depends on the
cyanide-consuming constituents present in the ore, the period of treatment
and the strength of solutions. The mechanical loss of cyanide depends
on the-type of treatment employed. For gold ores the total cyanide con-
sumption will average around ~ lb. NaCN pyr ton ore. In the case of
silver ores the consumption is generally much greater, probably averaging
over 2 lb. High-grade silver ores and concentrates may require as much
as 10 lb. NaCN equivalent per ton.
(The foregoing notes were prepared by S. J. Swainson of the American
Cyanamid Company, New York, which manufactures Aero cyanide. Ref-
erence may be made here to four papers on cyanides and cyanidation pre-
sented to the Electrochemical Society in September, 1931: "Present Status
and Uses of Cyanamid Process Cyanide," by G. H. Buchanan; "Cyanides
in the Metallurgy of Gold and Silver," by E. M. Hamilton; "Cyanides in
Metallurgy," by M. R. Thompson and "Physical and Mechanical Aspects
of the Cyanide Process," by A. W. Allen.)
THE SOLUTION OF GOLD
"The Physics of Gold-Solution," by H. A. White, in Jour. C.M. and
M.S.S.A., July, 1934, is a highly technical dissertation, wholly confined
to the surface reaction between metal and cyanide solution. White's
experiments were based on 'the hypothesis that the rate of solution of gold
in cyanide solutions is mainly dependent upon the presence of oxygen.
The chemical reaction between gold and cyanide may be expressed as
4Au + 8KCN + O2 + 2H20 = 4KAu(CN)2 + 4KOH
According to this equation, 1 milligram gold requires 0.0406 milligram
oxygen, and this corresponds with 5.80 cc solution at 7 milligrams per liter.
At an oxygen concentration of 8 milligrams per liter the corresponding
KCN strength is 0.01302 per cent or 0.00980 per cent NaCN. It is found,
however, that gold dissolves at the maximum rate if the solution contains
0.027 per cent KCN, equal to 0.020 per cent NaCN, and if it is saturated
with oxygen. TIllS difference is due to the slower diffusion rate of the
cyanide and to incomplete ionization and hydrolysis for which an allow-
ance of 10 per cent must be made.
When the cyanide concentration is lower than the optimum, its diffusion
rate will be the determining factor in a saturated oxygen solution, but a
212 CYANIDATION AND CONCENTRATION OF ORES
greater concentration can only hinder rate of oxygen diffusion as well as
reduce its solubility. On the other hand, the presence of excess oxygen,
either by means of increased pressure 01' in the presence of oxidizing agents
which attack the cyanide slowly enough, 'will raise the optimum cyanide
concentration arid the maximum rate of gold solution. If less than satu-
rated with oxygen, as is frequently the case in working solutions, the
cyanide strength could be correspondingly reduced, and, in any case, the
rate of attack on the gold diminished.
It is known that the rate of gold solution is increased by contact with
zinc, iron, or carbon, and this may be attributed in the last resort to the
extension of surface to which the oxygen may diffuse and likewise involves
an increase in the optimum cyanide concentration.
Four methods of treatment were employed in the experiments-slime
treatment by agitation, sand treatment by percolation, gold plates hung
in still solution, gold plates hung in moving solution. The optimum cya-
nide strength was used, and the oxygen concentration was 7 milligrams pel'
liter. These tests, with the physics involved, are given in detail.
FACTORS IN DISSOLUTION OF GOLD AND SILVER
A careful study of the factors that influence the rate of .dissolution of
gold and silver in dilute cyanide solutions was undertaken by George Bar-
sky, S. J. Swainson, and Norman Hedley and published in Trans. 112;
AIM.E., 1934.
Cyanide Concentration. The first of the series of experiments had
to do with the effect of cyanide concentration on the rate of dissolution of
gold and silver. In plant practice, the solution strength for gold approxi-
mates 0.05 pel' cent NaCN, 01' 1 lb. cyanide per ton solution. Stronger
solutions do not seem to hasten the dissolution or improve the extraction,
and as the chemical and mechanical loss of cyanide is much higher with
strong solutions, obviously it is desirable to hold the solution at the mini-
mum strength consistent with good extraction. The experiments covered
the use of pure gold foil, solutions containing up to 0.50 per cent NaCN
and a pH of 9 + but without alkali added. The maximum rate of dissolu-
tion of pure gold was reached at 0.05 per cent NaCN, corresponding to
concentrations used in modern plants. The solubility of oxygen is prac-
tically unaffected by the concentration of cyanide.
A similar set of experiments was made on pure silver foil, in 0.01 to 0.50
per cent NaCN. The finding was a maximum rate of dissolution in 0.10
pel' cent NaCN.
A third lot of experiments was run on gold-silver alloys containing 79.8
per cent silver and 57.5 per cent gold. Sodium cyanide solutions of 0.10
PLANT CONTROL
213
pel' cent were used. Later, these were assayed and were found to contain
gold and silver proportional to the composition of the alloys. '
Alkalinity Variations. A study was made of the effect of varying
alkalinity on the rate of dissolution of gold in cyanide solutions. All
tests were in cyanide solution of 0.10 pel' cent strength" and varying
amounts of lime water or sodium hydroxide were added. The rate of dis-
solution was greatly reduced at high pH values or high concentration of
OH ions. As the curves plotted from the results were so different, further
experiments were run to reveal this unexpected action of lime. It was
found that lime had no appreciable influence on the solubility of oxygen in
the cyanide solutions used, so calcium sulphate-and calcium chloride were
added. The former had a slight retarding effect on dissolution of the
gold, and the other calcium compound had a more pronounced effect, but
as it was determined that the reduction in rate of dissolution of gold caused
by the addition of lime is due neither to lower solubility of oxygen nor to
the presence of calcium ions, apparently both calcium and hydroxyl ions
must be present to produce the full effect, as yet unexplained.
DISSOLUTION OF GOLD AS A CORROSION PROCESS
In a recent paper of considerable interest, "The Dissolution of Gold in
Cyanide Solution" Trans. Electroctiem: Soc., April, 1947, the author, P. F.
Thompson, states:
Corrosion research shows that the dissolution of a metal is an anodic process as-
sociated with the necessary cathodic action and is therefore called electrochemical;
it differs from electrorefining and plating only in that it depends on the electric energy
generated within the corrosion cell or local couple itself, and not obtained from with-
out as in these technical operations.
Referring further to the surface agents necessary to maintain the re-
quired electromotive potential, it is remarked that:
These cathodic agents must necessarily be oxidizing substances but limited in this
respect in the case of cyanide, since the cyanide ion may itself be oxidized by most
oxidizers to free cyanogen or further to cyanate. Fortunately nature has provided
such a reagent in the form of dissolved oxygen, which, though of high oxidizing po-
tential, is restricted in its action by the fact of its slight solubility in water under the
partial pressure of 0.2 atmosphere. This limitation harmonized its action with the
need to use weak solution of cyanide and also with the relatively minute amount of
gold to be extracted.
The author also describes a number of interesting experiments carried
out to determine the form of dissolution of gold; the effect of aeration on
the time-potential curve; the effect of certain films and of lead, silver, and
copper ions on the dissolution of gold leaf. The electrochemical inter-
214 CYANIDATION AND CONCENTRATION OF ORES
pretation of the results obtained lead to conclusions that agree well with,
laboratory and mill experience.
For detailed discussion of the physical chemistry of the cyanide process,
the reader is referred to the following articles: (1) Barsky, Swainson, and
Hedley "Dissolution of Gold and Silver in Cyanide Solution," Trans. 112,
A.I.M.E., 660-667; (2) Reynolds "Brief Notes on the Cyanide Metallurgy
of Gold," C.M.J., Vol. 65, p. 681, October, 1944; (3) Reynolds "ThePhysi-
cal Chemistry of Cyanidation," C.M.J., Vol. 66, pp. 525-530, August,
1945. Among other conclusions reached by the author of the last papers
from a study of the mechanics of precipitations is that the real function of
lead in assisting precipitation in the zinc-dust process is that of a catalyst
to increase the reaction rate of precipitation and that the formation of a
zinc-lead couple is only incidental.
DISSOLUTION OF SILVER
Metallic silver dissolves in cyanide solution according to the same reac-
tion discussed above for the dissolution of gold.
The dissolution of silver sulphide in cyanide solutions, on the other hand,
is usually regarded as taking place according to the following reaction:
Ag
2S
+ 4NaCN = 2NaAg(CN)2 + Na
2S
In discussing this reaction, Hamilton in M an1wl of Cyanidation, Me-
Graw- Hill, says:
This, being a reversible reaction, cannot proceed far before reaching equilibrium,
unless the product Na
2S
is removed out of the sphere of action. The latter, however,
happens to be very sensitive to oxidation, so that a change rapidly takes place prob-
ably in two directions:
1. Na
2S
+ NaCN + 0 + H
20
= NaCNS + 2NaOH
2. 2Na2S+202+H20 = Na2S20" +2NaOH
The thiosulphate would tend later to oxidize to sulphate, and perhaps more sulpho-
cyanate would also be formed.
The need for supplying excess oxygen is evident, however, and the
reactions also explain why thiocyanates (sulphocyanates) are always pres-
ent in solution when cyaniding a silver sulphide ore.
The use of a lead salt is usually a material aid to the extraction of silver,
and while this has generally been explained as due to its reaction with the
Na
2S
present to produce insoluble lead sulphide, Clennell" suggests that
the lead is rather to be regarded as an aid in the attack on the silver, thus:
Ag
2S
+ PbO + 4NaCN = 2NaAg(CN)2 + PbS + Na20
9 The Cyanide Handbook, 2d ed.
PLANT CONTROL
215
Table 91 compiled from U.S. Bureau of Mines Publications shows the prin-
cipal silver minerals, with their composition and eyanidation and flota-
tion characteristics.
It will be noted that the silver chloride, Horn silver, reacts rather dif-
ferently in solution from the sulphides and does not require the presence
of oxygen for complete solution. .
Because of the greater actual weight of metal to be dissolved from
commercial silver ores as compared with gold ores, the consumption of
cyanide due to dissolution alone is no longer the almost negligible factor
it is in the case of most gold ores. Hamilton points out that in cyaniding
a 400-oz.-per-ton silver concentrate, as much as 32 lb. cyanide (as KCN)
would be consumed in dissolving the silver. In such cases special methods
of cyanide regeneration may become necessary.
OXYGEN IN' MILL SOLUTIONS
Since the presence of oxygen is an essential factor in the extraction of
gold and silver-" by cyanide, the question of the amount of oxygen present
in various parts of the circuit becomes a matter of considerable importance.
Quantitively this may be expressed as milligrams per liter or, more fre-
quently, as per cent of saturation under the prevailing barometric condi-
tions.
Altitude-pressure and Standard Saturation Curves. Chart A
(Fig. 55) is used to determine barometric pressure at various altitudes;
Chart B is used to determine standard saturation values for various tem-
peratures and pressures. In Chart A, altitudes, in feet, are plotted on the
horizontal axis and pressures, in millimeters, on the vertical axis. To
find the pressure corresponding to a certain altitude, follow the elevation
line downward to its intersection with the curve x, then horizontally to the
right, and then read the pressure. For example, if the elevation is 6000
ft., the 6000-ft. line is followed to its intersection 0 with the curve x; then
the corresponding pressure, 607 mm, is obtained from the right-hand side
of the chart.
In Chart B, temperatures are plotted on the horizontal axis, and the
amount of oxygen, in milligrams per liter of distilled water, is plotted on
the vertical axis; various pressure curves also are plotted, as shown. To
find the saturation value for a certain temperature and pressure, follow
the temperature line upward until the point corresponding to a given pres-
sure is reached, then follow horizontally across to the left-hand side of
the chart, and read off the amount, in milligrams, of oxygen per liter of
solution. For example, to determine the amount of oxygen in a solution
having a temperature of 59F. at an elevation of 6000 ft.: The pressure is
10 Except in the case of silver chloride.
216 CYANIDATION AND CONCEN'l'RA'J'ION OF ORES
607 mm; at this elevation, as founel in Chart A,' therefore, the 607-mm
pressure curve must be used; i.e., it is necessary to interpolate between the
600- and the 650-mm curves. The 59F. line is followed to its intersection
R with the 607-mm curve, then from the left-hand side of the chart is read
off 8 milligrams of oxygen per Iiter. The same procedure is used for the
various pressures, using the curve corresponding to the particular pressure.
For any particular plant, a solubility curve should be plotted based on the
altitude at the plant.
Altitucle, Feet
00000000000000
00000000000000
o 0 0 00 a 0 0 a 0 a Q. 0 C!-
O N I"J <r t1"l ..rJ r- cJ:) 0- cs ...: "" 1"5'<t 76'2.
E
720 ::;;:
640
600
<IJ
5()0d:
5'2.0
..-
460
440 e
lS
CO
10 '2.0
50 68
-
<,
I I I I ChOld A I I I 1._
.\
......... -iolken fr-omLic1clell's llomdbook
,,\'r-..
:"k of Chemic011 Engineering -
. I
I.\.
r-..\ 'N.
.\I\. " SOlturOitioncurves for'
.\ r-,
1\..' ... , o"''1Qjen in oIistilleel WOlter- CIt........
r-....
-"
l'.:: VOlriou Olltitucles
R 6< I
"-
<,
"".......
/5;
.......
i<, r-,
"'sO:::
c.::::
t:' t:::'
e-,
:::::: t-::: ::::::
:::::--
ChowtB I
t'..::
I-Computcltions bOlsecl on Winkler's Tebles
'"
:-....
1-15
<IJ
1514
CJ
4-10
o
9
:SS
li; 7
0-
C 0
$4
'03
E2
e 1
:Eo
:E 32
o
86 104 122. 140 156 175 194 '2.12.
Ternperutcre, Degrees F.
30 40 50 60 70 80 QO 100
Ternpercclure, Degrees C.
FIG. 55. Curves (A) for determining barometric pressure at various altitudes and
(B) for determining standard oxygen-saturation values at various temperatures and
pressures.
Results of experiments conducted in the South Kalgurli dry-crushing,
all-roasting, and cyaniding plant at Kalgoorlie on dissolved oxygen in mill
solutions were given by C. W. Brown in C.E. and M.R., September, 1934.
Pulp agitation was done in vats with ordinary stirrers, but considerable
compressed air was also introduced. The plant stands at an altitude of
1271 ft. above sea level. The average value of dissolved oxygen just prior
to filter pressing the slime was 25.05 per cent saturation, and the average
of many determinations in which the agitators were sampled was 28.0
per cent, with a range of 4.2 to 57.5 per cent.
As discussed in the next section, a number of dissolved and suspended
substances in cyanide solutions tend to reduce the oxygen content, among
PLANT CONTROL
217
which may be mentioned sulphide sulphur, ferrous iron, metallic iron, and
organic material. It is noted that, when the cyanide solution is contact
with ore the oxygen content is lowered, whereas when it leaves the ore at
any point it starts at once to dissolve oxygen. .
AERATION
In general, simple exposure to the atmosphere replenishes the lack of
ox.. 'Ygen, but from a practical standpoint appreciable air must be forced
into the. pulp undergoing treatment to maintain a satisfactory oxygen con-
tent. Chemical oxidizers have been tried, but they are both expensive
and in the long run less satisfactory than ail', \vhich is invariably intro-
duced in the agitation step (see Chap. VIII).
Aeration or oxygenation of sand, slime, and cyanide solutions has been
practiced during the several decades of cyanidation-purposely and inci-
dentally-but not until recently has it been given the careful study that
it deserves. Every time a pulp or solution is stirred or transferred, it
absorbs some oxygen, but special methods or devices have been developed
to entrain air in pulps and solutions. Aeration in the Dorr agitator is
obtained from the compressed air used for circulating the pulp through
the revolving central lift column and also from the atmosphere when the
elevated pulp is redistributed over the pulp surface in a series of small
streams from the distributing launders. Additional compressed-air jets
are sometimes attached to the revolving arms for greater aeration.. In
the Pachuca agitator compressed air used for circulating pulp through the
stationary lift pipe is the only source of oxygen. The Devereux and other
types of mesh-propeller agitators rely on the vortex created to entrain
aIr.,
The Turbo- and Wallace-type agitators, both of which thoroughly-in-
corporate air in the pulp through the action of their impellers, are used
in several of the Kirkland Lake mills for agitation in small tanks and are
also used in the top of and neal' the surface of Dorr agitators to increase
normal aeration.
Aerating or Oxygenating Cyanide Solutions. A process for aerat-
ing or oxygenating cyanide solutions was announced by T. K. Prentice.
in the Jam. C.M. and 111BB.A., February, 1934 (see Fig. 56). It imme'':''
diately attracted attention, and the article was reprinted in partby United
States and Australian technical journals. The process received practical
plant trials at the Nciursemine on the Rand before it was made public,
These were mainly on sand which is leached at the mine. Gold extrac-
tion was slightly higher when aerated solutions were used, and consump-
tion of cyanide was a third less than in regular treatment. The oxygen
content of solutions at the Nourse mine for dissolving gold ranged from
218
CYANIDATION AND CONCENTRATION OF ORES
to milligrams per liter and averaged 4 milligrams per liter. At
one time it fell to 1 milligram per liter, and a series of high residues resulted.
Six milligrams per liter is considered desirable. The oxygen content of
circuit solutions in 16 plants on the Rand averaged 4.5 milligrams per liter.
In brief, the oxygenating process is as follows, with reference to Fig. 56,
which is the patented plant-scale equipment: Cyanide solution is drawn
from a stock tank and pumped into the drum or cylinder shown, first pass-
ing through the pipe with holes to form a spray. Ail' at 100-lb.
pressure is generated by the motor-driven (3-hp.) compressor atop the
cylinder. The aerated solution leaves at the rate of 2 tons per min., the
balanced float valve shown, attached to the discharge pipe, regulating the
level of solution in the cylinder. The solution is milk'}' white, owing to
the disseminated air, but it clears in a few minutes. At this stage it may
-
S"pipe,
Untreated
sctuiion
400g
ct
.l..
per rmri)
/'/
I
5"pipe
Trecded solufion
Sorf'efy release valves _ de/i'/ery presSLfre approx.
. ",IOOlb.persq.m.,
AII' compressor, ,"',
Non refurn vetlves,_:..' .... pipe ' .... ,
/\
)!
, ft . " 'c/
2"dretin connecf/on I Manhole I
FICl. 56. Cylinder for aerating cyanide solutions.
carry 6 milligrams of oxygen per liter and retains within 2 milligrams of
this amount for 22 hr., which is long enough for the solution to be effective
during the first stage of leaching.
IMPURITIES IN CYANIDE SOLUTIONS
The following note is taken from Rand Assay Practice, 1932, edited by
James Moil' and G. H. Stanley:
That cyanide solutions in works practice do not remain pure in a chemical sense
is to be expected, having in view their contact during treatment with the many con-
taminants found in gold or silver ore amenable to cyanidation. Impurities cause a
chemical cyanide loss and at times detrimentally affect the extraction of the valuable
metals sought. It is fortunate that in the practical application of the process, im-
purities do not usually accumulate to a prohibitive degree; this is to a large extent
due to dilution of the solutions by the replacement by fresh water of the moisture
leaving the plant with the residue.
With regard to visual signs of impurities, ferrocyanide colors solutions a brownish
yellow of varying intensity. Other impurities are generally insufficient to create a
characteristic color.
PLANT CONTROL 219
Impurities have their principal source in and are traceable to the ore constituents,
to contamination underground and to secondary reactions in the treatrnent at the
surface. On the Witwatersrand the oxidation of the pyrite content of the banket reef
and wall rock is the chief source. The first place, in order of importance, may, there-
fore, be given to iron and sulphur in their many combinations and to reactions oc-
curring during exposure in stopes through contact with water (containing dissolved
oxygen) so freely applied in the course of dust-preventive measures. Pyrite and
marcasite (FeS,) and pyrrhotite (Fe7Ss), where present, are converted (but to a rela-
tively small extent) into soluble ferrous sulphate (FeSO,), ferric sulphate, Fe, (SO,)"
and free sulphuric acid (H,SO,,), while colloidal sulphur may be set free. These, in
their turn, to avoid excessive corrosion of iron and steel equipment underground, are
precipitated by the addition of neutralizing lime as hydrated oxides of iron, both in
the ferric (Fe,O,, H,O) and ferrous (Fe( OHO ),) state, varying according to the de-
gree of completeness of such neutralization and oxidation. The hydroxide in the
ferrous state is particularly soluble in a cyanide solution. When these find their way
to the cyanide-treatment plant, either with the ore or through the medium of mine
make-up water, ferrocyanide (Na,Fe(CN),) and thiocyanate (NaCNS) are formed.
This tendency to form acid ferrous salts and thus to destroy the oxygen necessary for
gold solution is also latent in the ore undergoing cyanide treatment. As a measure
of protection, an alkali, such as lime, is therefore provided and is available through-
out; also corrective oxidizing treatment is applied.
An oxidation product of the sulphur, sodium thiosulphate (Na,S,03) plays a part.
It is often present in the first effluent solution from sand treatment, and its general
effect is, by decomposition in passing through the zinc-precipitation boxes, to form
an insulating film of sulphide on the zinc which lowers precipitating efficiency. Com-
plete oxidation of this compound to a sulphate appears difficult to attain in practice.
Sodium sulphocyanide (NaCNS) is present in practically all solutions in relatively
small quantities. It has not been definitely proved to have a deleterious effect on
gold extraction.
The alkaline sulphide, sodium sulphide (Na,S), resulting from the reaction be-
tween the cyanide and ferrous sulphide (FeS) and generally supposed to have a re-
tarding effect on gold and silver' dissolution, is not often observed in solutions on the
Witwatersrand, a fact which is due undoubtedly to its precipitation as zinc sulphide
(ZnS) by the sodium zincocyanide [Na,Zn(CN),] present in all solutions where zinc
isused as a precipitant and also to its oxidation to thiosulphate. In silver extraction
its incidence is more pronounced, as the silver itself is often in direct combination
with sulphide, as Ag,S in the mineral argentite, pyrargyrite (Ag3SbS,,), and
in proustite (Ag"AsS
a
) . Lead reagents, such as lead acetate, lead nitrate, or lead
oxide, are generally used as a safeguard, acting as precipitants of the sulphide.
Resulting from the abrasion and fracture of steel and iron in ore crushing and
grinding, metallic iron is found in all mill pulps. Oxidation of this takes place to a
certain extent through dissolved oxygen in the water and solutions employed and the
aeration of the sand and slime incidental to the treatment process. Any ferrous
oxide thus formed is attacked by cyanide solution and is a cyanicide, since the re-
sultant ferrocyanide is practically useless as a gold solvent.
With the use of zinc as the precious-metal precipitant, various reactions between
this and cyanide take place, the principal compounds being zinc hydrate (ZN(OH),),
sodium zincocyanide (Na,Zn( CN ),), and sodium zinc ferrocyanides (Na2ZnFe( CN),)'
and (Na,Zn,Fe,(CN)!2l. Sodium zincocyanide is a solvent of gold, as shown by
Julian and Smart. The amount of zinc dissolved is considerable, but its retention in
solution is not cumulative, as it is precipitated by reaction with the sulphide con-
220 CYANIDATION AND CONCENTRATION OF ORES
stituents of the are in the ordinary course of treatment and by the ferrocyanide.
Sodium cyanide is regenerated in the same reaction, the cyanide loss, therefore, being
much less than at first would be expected.
Calcium is introduced in the form of lime (CaO) for the purpose of providing a
neutralizing agent. Its use results in the formation of calcium carbonate (CaCO,)
and of calcium sulphate (CaSO.,). On the Witwatersrand, the treated mine water
used as water supply probably introduces the greater portion of the CaSO" content
of the solutions.
With favorable temperature or saturation conditions it crystallizes out over the
entire plant, including the interior of pipes, and may become troublesome. As a
physical obstacle and an insulator of zinc, it may be considered objectionable. The
use of sufficiently clean water is the best preventive. Sodium carbonate is sometimes
used to remove it as precipitated calcium carbonate. Magnesia is introduced to a
small extent from underground sources, and finds its way into the solutions as mag-
nesium sulphate (MgSO,) and magnesium carbonate (MgCO,).
Gelatinous silica is often found in cyanide solutions. Its effect in practice is more
physical than chemical, in clogging filters and extractor boxes. Its source is the
action of acid mine waters on the ore constituents. Silica may also be introduced in
the form of calcium silicate as an impurity in lime.
Organic matter is a common source of impurities in cyanide solutions, its reducing
effect being notorious. It is usually regarded as having its origin in mine timber,
sewage and sacking, coming from underground and from the surface in the form of
vegetal matter and sewage contamination of water used in milling. In the self-
decomposition of cyanide solution, organic compounds such as formates are formed.
Prevention is the soundest remedy. Failing this, oxidation by means of chlorine
oxidizers has proved efficacious where these can be applied directly or in a separate
circuit before cyanide treatment. When strong oxidizers are used on cyanide solu-
tions, free cyanide will be lost by conversion to cyanate.
In cyaniding ores containing copper minerals, it is found that the carbonate, oxide,
and sulphate minerals particularly are attacked by cyanide with avidity, causing a
heavy cyanide consumption by the formation of cuprosocyanide [KCu(CN)2]. In
practice this is minimized by the use of extremely weak solutions. Provided that the
copper content of the are is not excessive, it is found that copper does not accumulate
in the solution, as it is constantly being precipitated by sodium sulphide.
CONDITIONING ORE PULP
Conditioning of an ore pulp is understood to mean its preparation for
subsequent treatment by cyanidation or by flotation. It is an important
step, and its importance is gaining recognition.
Conditioning is more effectively done in so-called contact tanks than
in ordinary agitation tanks. Generally, a conditioning tank is a small
agitator into which the pulp is pumped just after lime, cyanide, or flotation
reagents have been added to it, the chief purpose being a thorough mixing.
The period of contact is determined in the laboratory and depends upon
the nature of the ore, the physical condition of the pulp, and the amount
and kind of reagents. The size of the conditioning tank is dependent upon
the period of contact and the tonnage to be treated. Broadly speaking,
any preparatory machine may be spoken of as a "conditioner." Grinding
PLANT CONTROL
221.
is merely conditioning the ore for cyanidation proper. If fine grinding
is essential, then ball mills, tube mills, and classifiers become important
conditioners. The thickening of pulp may be termed conditioning for
subsequent cyaniding operations. Air lifts in agitators are likewise condi-
tioners. This idea that the practical purpose of every machine is to con-
dition the ore for the subsequent machine was advanced by L. E. Djing-
heuzian of the Lake Shore mines, Ontario.
Cyanidation. Conditioning operations at the Dome plant in Ontario
comprise grinding in water to produce a pulp 83 per cent through 200
mesh which is passed over corduroy. Tailing from the corduroy tables,
after the addition of lime, is aerated in four 14::' by 42-ft. Pachuca tanks.
The pulp is then treated with cyanide and agitated in a further series of
Pachuca tanks. .
At Noranda an aerating step precedes each section of the primary
roughers in the flotation plant and also on the pyrite recleaning circuit.
The machines employed for this purpose are described as aerating classi-
fiers and serve the double purpose of aerating the pulp and classifying into
an overflow product for further processing and an underflow for return
to the grinding circuit. They consist of circular tanks about 15 ft. deep
and of diameters varying from 9 to 16 ft., having a plurality of radial air
inlet pipes, four rubber air-lift pipes, and a slow-moving rake mechanism
at the bottom.
Flotation. The conditioning of ore pulp before flotation is of impor-
tance in treating gold and silver ores as well as base-metal ores. Lack
of uniform results in a flotation mill can often be attributed to one or all
of the following conditions: (1) lack of proper time for chemical and phys-
ical reaction; (2) incompletemixing of reagents; (3) fluctuation in the mill
feed, causing unequal pulp flow and lack of uniformity in reagent con-
tent; or (4) excessive consumption of reagents due to improper condition-
mg.
The primary purpose of a conditioner, in flotation, is to mix the reagents
thoroughly with the pulp before flotation and allow time for the chemical"
and physical action to take place. These objectives, of mixing and of com-
pleting the chemical and physical reactions, can be attained with some
reagents by adding them ahead of the grinding unit. Excessive oxygen
beaten into the pulp during grinding precludes the use of certain reagents
because oxidation makes them ineffective. Other reagents, because of
their frothing properties, affect classification and cannot be used in the
grinding units. By using a conditioning tank in the circuit, however,
the operator has accurate control of the time of agitation, which can be
varied for different ores and reagents. Complete mixing of the reagents is
also assured.
222 CYANIDATION AND CONCENTRATION OF ORES
In addition to mixing the reagents uniformly with the pulp, the condi-
tioning tank serves as a source of uniform feed to the flotation cells, acting
as an equalizing tank or stabilizer. Without this tank in the circuit, the
flow of feed from the grinding circuit is likely to be uneven and the reagent
content irregular; thereby interfering with proper operation of the flotation
cells. A uniform feed naturally improves the operating efficiency of a
flotation unit.
WEIGHING ORE
Weighing of ore by automatic machines is the usual practice of large
mills. At small plants an occasional cal' of ore is weighed and an average
factor applied to all. Devices for weighing large quantities of ore at a
constant rate have always been considered expensive, but such quantities
can be weighed with low error. Among apparatus for this purpose are the
Blake-Dennison, Hardinge constant-weight, and Merrick weightometer.
SAMPLING ORE AND SOLUTION
Proper and accurate sampling is very essential to control of ore treat-
ment. Until a plant has been running for some time, much sampling
should be done between the mine and the tailings discharge. Later some
of these may be eliminated, or at least certain operations such as screen
analyses in certain stages may be dispensed with.
Sampling may be divided into three different types according to whether
broken ore, pulp, or solution is being sampled. The most reliable sample
is that o t ~ i n e continuously. Various machines are made for cutting a.
continuoussample from an ore or pulp stream, whereas a drip-wire arrange-
ment is usually used for solutions. If the sample cannot be taken con-
tinuously, some method of taking regular cuts is very often used. This
may be done by machine or hand. Grab sampling is practiced but of
course is not to be recommended for general use. For checking strengths
of solutions and during test work grab sampling is often done and is useful.
Some sampling practices at different plants are given in the following ex-.
amples:
Hollinger. Table 33 by E. L. Longmore and M. E. Williams (C.M.J.,
September, 1935) shows the routine samples taken at the Hollinger, the
purpose, and the sampling interval. The Hollinger flow sheet, given in
Chap. XV, will aid in interpreting this list, which represents substantially
the system still in use.
Wright-Hargreaves. The sampling methods at the Wright-Hat-
greaves, Kirkland Lake, Ontario, were described by Malcolm Black (Bul.
C.I.M. and M., September, 1935). Black notes the importance of accu-
PLANT CONTROL
f
TABLE 33. ROUTINE SAMPLES AT THE HOLLINGER
223
Mill feed.................... Screen test
Classifier overflow; grinding Assay and screen
circuit test
Product sampled
Table head .
Table concentrate .
Table tuil . .
Concentrate classifier over-
flow
Concentrate agitator head .
Concentrate agitator tail .
Dorr agitator head .
Dorr agitator taiL.: .
C.C.D. tail (solution and
pulp) .
Pachuca agitator head .
Pachuca agitator tail. .
C.C.D. No.3 tanks (last)
thickener overflow grab
sample .
C.C.D. sump water grab .
Gold solution .
Press tails .
Press tails, continuous Sam-
ple .
Repulped primary filter cake
(pulp and solution) .
Primary filter cake solution.
Secondary filter cake (pulp
and solution)
Secondary filter cake .
Secondary filter-cake filtrate
(grab sample) .
Graphite taken from top of
primary thickener 31 (grab
sample) .
Press-tail drip (drip from
gold p r s s ~ .
Continuous sample .
Barren solution by-passes
continuous sample during
cutting in of gold presses ...
Purpose
Assay
Assay
Assay
Screen test and
assay
Assay
Assay and screen
test
Assay
Assay
Assay
Assay
Assay
Assay
Assay
Assay
Color test
Assay
Assay
Assay
Assay and screen
test
Per cent moisture
Assay
Assay
Assay
Assay
Sampling
interval
Hourly
4 times per shift
at irregular in-
tervals
2 hr.
2 hr.
2 hr.
Hourly
2 hr.
2 hr.
2 hr.
2 hr.
2 hr.
2 hr.
2 hr.
2 hr.
Once each shift
Every change-
over of tanks
Hourly
Each shift
2 hr.
2 hr.
2 hr.
Hourly
24 hr.
Once a week
At end of cut in
Assay-ton
charge
1
5
2
1
5
5
5
5
5
5
10
10
10
10
10
3 to 5 A.T.
(Each shift)
750 cc
20
10
10
20
10
1
10
10
CYANIDATION AND CONCENTRATION OF ORES
rate measurement of mill tonnage. The weightometer in the belt con-
veyor is checked periodically and is generally correct to within one-half of
1 per cent. Moisture samples are taken every hour. These are placed
in a jar having a tight-fitting cover so that drying does not take place
before the moisture determination is made.
The tonnage delivered to each ball mill is measured by two factors, a
revolution counter and the weight of a section of the belt load. The cutter
used to remove this consists of two parallel plates attached to and rigidly
held by a cross bar. The distance between the plates is equal to one-fifth
of a revolution of the head pulley. In taking the belt-weight sample, the
conveyor is stopped, the cutter placed down on the belt, and the ore be-
tween the plates carefully brushed off into a pan and weighed. This is
done every hour. The sample is then passed through a Jones sampler
until about lb. is left. Determination of moisture is made before, the
ore has a chance to dry in the air. At the end of each -day the composite
sample is again cut down and sent to the assay office.
A unique system for sampling various pulps consists of several air-
operated cutters, all controlled by one master controller. The master
controller is made up of a timing mechanism driven by a Telechron motor,
a Geco sampler, a four-way valve, and an air header. The four-way valve
is operated by the Geco sampler. The two pressure ports of the four-way
valve are connected to a two-partition header. The cylinders operating
the cutter are connected to the header by X-in. copper tubing, Wedge-
shaped cutters are operated by a cylinder and piston, being made to cut
the pulp stream every 15 min.
Black also notes the need of a truly representative sample of press
heads and tails. The common fault of a drip wire in the whole stream is
that the rate of drip is not proportional to the rate of flow. The apparatus
devised by Black is illustrated in Fig. 57 and described as follows in E.
and M.J., November, 1944. .
Sampling Pregnant-Solution (Press Heads). The press-tails solution going to
storage discharges into a spill box (il in drawing), thence passing through a bottom
pipe into the barren-solution storage tank. The solution will stand in the spill box
at a level depending on the volume of flow, i.e., the volume precipitated. On the
side of box A is a smaller screen B connected by pipe to the former so that the solu-
tions stands in. it at the same level as in box A. (The screen in this box se!jves to
remove putty which is formed by the residual oils and greases acting with the lime.)
A swivel-jointed pipe C, tapped into the side of screen box B, draws off the press-
tails solution in a volume of flow that depends on the height of the solution in the
spill box, this volume thus being proportional to the volume precipitated. (In
calibrating, pipe C was raised or lowered until the head in spill box A was such as to
fill automatic flush tank D in a given time when precipitating a given tonnage.)
Automatic flush tank D, next in line, will thus fill from pipe C and be discharged
with a frequency that is dependent on the head in the spill box A and so on the volume
PLANT CONTROL
225
precipituted. The press heads are sampled with the same frequency, l1S will be
shown, so that the volume of the sample will likewise be propcrtionats to' the volume
precipitated.
Sampling of the press heads is effected as follows:
A portion of the press head, or pregnant solution, flows continuously into non-
uutomatic flush tank F, and l1S the tank fills, the sample cup shown fills Iikewise.
Each time that the automnt.ic tank D discharges, l1 vacuum is created in leg E' l1S
well l1S in sample bottle G, owing to the piping hookup shown. This puts the sam-
pIing nipple attached to the float also under suction, and when the float has dropped
sufficiently as tank F empties, the nipple enters the sampling cup and the contents
are sucked over into the jar. To prevent continuous discharge of this tank a vent
Barrensolution
storage
B
Screen box
Vent
c
o
Automatic flush tank
F
Non-
automatic
flush tank
t
70
anypaint
such as gold
solution
storage
'-----I'I---:r-"-II-....... ?
Nut maybe adjustedto suit
Rodon which float size of sample desired
is suspended
Rodhousingmade/ Vent to stop continuous
Float bu.
ayed
by of ~ p i p discharge by breaking
etectrtc bulbs vacuum
_Welded / _ ress tails
Pregnant Rubber tube II
solution
H
Sampling
nipple
FIG. 57. Apparatus used at Wright-Hargreaves, Ontario, Canada, for sampling
cyanide solution.
pipe is provided at I. When its end is uncovered, the vacuum in leg E and the sample
bottle G is broken and the tank F is ready for the next cycle.
The sampling nipple is >s-in. pipe, but this is too large for satisf'actory operation.
Therefore, the end Wl1S closed with a little metal by an acetylene torch and >16-in.
hole was drilled.
This apparutus Wl1S built around an already existing spill box and storage tank.
There is no reason, however, why it cannot be adapted to almost any condition so
long l1S the method employed includes a tank so placed that the head varies with the
volume precipitated.
Sampling Barren Solution (Press Tails). The sample bottles for press
tails are kept in a safe so that, if by carelessness the operator allows the
press tails to run high, he cannot destroy the evidence. This safe consists
of a metal box containing three Winchester bottles. The discharge pipe
from the siphon passes through the box, and the sample is drawn off within
226 CYANIDATION AND CONCENTRATION OF ORES
the box. A small "drip catcher" operated from the outside is used to
shift the flow to the various bottles.
General. In taking samples of pulp containing cyanide solution, it is
the practice at some plants to add a little potassium permanganate solu-
tion to the sample container to arrest the solvent action of the cyanide.
SIZING AND MINERAL DISTRIBUTION
Wartenweiler, previously cited, made the following concise statement
regarding grading tests: "This simple subject is important, particularly
where extraction is dependent on degree of comminution and where large-
scale milling technique must be largely governed by a measurement of
particle si ze."
With regard to sieve tests, F. C. Bond and W. L. Maxson, in Trans.
112, A.I.l\I.E., 1934, consider that more information is contained in a
screen analysis than is ordinarily recognized and that need is increasing
for methods of making this additional information easily available. As
more comprehensive studies of crushing and grinding are made, and as
the possibilities of decreased expense and increased recovery through a
closer control of grinding are explored, methods of interpreting screen
analyses assume an importance that they have not had heretofore. The
information generally desired includes the size distribution of the material
passing the finest screen, the presence of a hard-grinding fraction, the posi-
tion of natural grain sizes, the presence of sundry materials with markedly
different grinding characteristics, the presence and amount of finely divided
material (such as clay) which is merely unlocked in grinding, and the total
surface area of the ground product.
In the United States and in a number of other countries, testing sieves
of the W. S. Tyler Company, Cleveland, Ohio, are thestandard of metallur-
gists and technical institutions. This firm manufactures wire clothto the
standard scale. Many industries have established 200-mesh cloth as the
minimum in screen sizing, and as the U.S. Bureau of Standards has stand-
ardized the 200-mesh sieve made from 0.0021-in. wire, having an opening
of 0.0029 in. or 0.074 mm, this sieve has been adopted as the basis of the
Tyler standard screen scale. When it is necessary to carry an analysis
finer than 200 mesh, as is done at Kirkland Lake, Ontario, for example,
sieves can be procured as fine as 325 mesh. When discussing pulp sizes
finer than 200 mesh, many millmen refer to them as so many microns.
One micron is 0.001 mm or approximately H5,OOO in.
For the relationship between particle size in microns and Tyler mesh
and also a comparison between the Tyler and 1 M.M. series, see Appendix
A.
For recommended test procedures in connection with sizing analyses,
see Chap. II.
PLANT CONTROL
227
In "Milling Investigations into the Ore as Occurring at the -Lake Shore
Mine", May, 1933, to January, 193G, it is stated:
The most important and most expensive item in milling is crushing and grinding.
The over-all cost of 55 cents at Lake Shore for crushing, conveying, grinding, and
classifying is eighteen times that of the next most important item, agitation.
Extraction is, of course, directly proportional to the liberation of values. The
higher price of gold has meant finer grinding for a new balance between costs and ex-
traction, remembering, of course, that thickening and filtering and difficulty of wash-
ing mount directly as the fineness of grind.
FIG. 58. The infrasizer-a pneumatic device for separating a sample of ore into a
number of closely sized fractions for analytical and microscopic study purposes.
Because of the extremely fine grinding necessary to liberate the gold
values, closer control than that obtained by screens was found to be
necessary, and Professor Haultain's "Infrasizer" was successfully adopted
as a plant-control and research device. A brief description of the instru-
ment is found in "Fine Grinding Investigations at Lake Shore Mines"
(Trans. 42, C.I.M. and M.), which incidentally is probably one of the
most detailed studies to be found on the various aspects of particle size
control in plant operation.
The Infrasizer, TIllS device, which was invented and developed by
Prof. H. E. T. Haultain of the University of Toronto, is shown in Fig. 58.
In brief, it may be said that infrasizing is an air elutriation process carried on in
a series of stainless-steel tubes whose diameters increase by the square root of 2.
228 CYANIDATION AND CONCENTRATION OF ORES
Thus, the critical ail' velocity in each successive tube will be one-half of that in the
immediately preceding tube. Each tube collects a fraction consisting of particles of
equal settling rates in ail'. The settling rates of each successive fraction will be
one-half the settling rate of the immediately preceding fraction. Assuming a ma-
terial consisting of perfect spheres, all of one specific gravity, the size range collected
in each successive tube will decrease by the square root of 2. However, in the actual
sizing of ground products the particles will not be spherical or even cube-shaped
but will vary from the extremes of flat lamellae and flakes to needlelike particles, with
a fail' percentage of particles of almost equidimensional shape. Not only will the
particle shape depart from the ideal condition, but in addition there will probably be
minerals of different specific gravity present in any given ore. Such heavier 01'
lighter minerals will be sized according to their settling rates.
With regard to the meaning of particle size in measuring the fineness of a product,
Dr. P. C. Carmen!' says: "Particle size of a nonspherical particle is not a term with
a definite meaning unless it refers to a definite property of the particle, e.g., the
diame'ter of a sphere with the same volume or with the same specific surface, 'etc.
Only for a sphere are all these diameters identical. In the methods of measuring
TABLE 34. THEORETICAL SIZE OF MINERALS IN LAKE SHORE ORE
Nominal
Relative sizes of heavy minerals, microns
micron size
(gangue)
Pyrite Tellurides Gold
40 to 56 32 to 46 26 to 38 20 to 28
28 to 40 23 to 32 19 to 26 14 to 20
20 to 28 16 to 23 13 to 19 10 to 14
14 to 20 ~ ~ to 16 9H to 13 7 to 10
10 to 14 8 to ~ ~ 6 ~ to 9 ~ ~ 5 to 7
oto 10 0 to 8 0 to 6H oto 5
particle size, there are measured, respectively, a sieve aperture, a rate of free fall,
and some arbitrary microscopic diameter, and the first step is to interpret these in
terms of 'particle size.'" Dr. Carmen proceeds to point out the difficulties .and
fallacies arising when an attempt is made to interpret the measurements obtained
with a microscope in terms of particle size.
To avoid confusion in the use of terms, a nominal micron size has been worked out
for each infrasizer fraction. This nominal micron size may be defined as the "size"
of irregularly shaped particles, of any specific gravity, which have the same settling
rate in a column of ail' as do glass spheres of that diameter. As the specific gravity of
glass (2.6) is almost the same as that of most siliceous ore (e.g., Lake Shore, 2.7), this
nominal size is applicable.
In these investigations, all sizing results obtained with the Haultain infrasizer
are reported in terms of the above nominal micron size. However, for reference,
Table 34 has been drawn up, showing the nominal micron size of pyrite, tellurides,
and gold referred to perfect spheres of pyrite, tellurides, and gold, respectively.
11 Carmen, P. C., "The Size and Surface of Fine Powders," Jour. C.M. and M.S.
S.A., Vol. 39, p. 268.
PLANT CONTROL
229
The infrasizer has three main uses at Lake 8hore:
12
(1) for sizing analy-
sis, (2) for gold-sulphur-size analyses) and (3) for preparing samples for
panning. For sizing only, 100-gram samples are used and the separation
takes 1 hr. 20 min. For the gold-sulphur-size analyses, between 400 and
3000 grams must be sized, depending on the grade of the sample. This. is
done in 400- and SOO-gram lots, taking and 6 hr., respectively. These
gold-sulphur-size analyses form the basis for interpreting all the experi-
mental results. From the percentage weight, gold and sulphur assays of
FIG. 59. The superpanner-a laboratory wet-concentrating device for separating an
ore sample into a stratified band where the position of each mineral is a function of
its specific gravity.
the various, fractions, the gold and sulphur content, and percentage size
distribution, are calculated.
The superpanner is another device worked out by Professor Haultain
for the accurate panning of small samples (see Fig. 59).
Professor Haultain's comments on this machine are as follows:
This is a mechanized sichertrog or gold-panning horn. The pan is trough-shaped,
about 30 in. long by 10 in. wide. The radius of curvature of the bottom diminishes
from the lower end to the upper end. A peculiar-shaped cam imparts a bumping
motion to the pan, which tends to progress the material toward the upper end. A
controllable side motion combined with the wash water washes the surface particles
12 "Milling Investigations into the Ore as Occurring at the Lake Shore Mine,"
p. 390.
230 CYANIDATION AND CONCENTRATION OF ORES
to the lower end. There are seven adjustments readily made while in operation.
It is a very sensitive apparatus, but as now developed, the technique 01 operation is
quickly acquired. It is essentially a batch gravity concentrator. It will give valu-
able results on as small a quantity of material as 1 gram or will treat much larger
amounts. Aided by a binocular microscope or the pyrex-glass method and the micro-
scope, it will readily isolate and identify tellurides when occurring in the proportion
of 1 part in 10 million. It will give a clean pyrite product or a clean tailings product.
It will separate pyrite from arsenopyrite. It will make separations of extremely fine
material down to 15 microns. It has been in the process of incubation for a great
many years and was brought in as a useful tool when W. E. Johnston was doing his
work on tellurides and was used most effectively by him, and its success is due very
largely to his persistence and patience in the development stage.
The superpanner is used at Lake Shore for the following purposes:
1. To determine accurately the assay of the pyrite in the cyanided mill
products.
2. To determine the quantity and nature of the undissolved free values
in a cyanide tail.
3. To analyze completely original ore samples, high-grade flotation con-
centrates, etc., separating the sample into the following parts: (a) free
metallic gold, (b) free gold tellurides, (c) free galena and altaite, (d) pyrite,
and (e) gangue minerals (see "The Form and Distribution of the Gold in
the Lake Shore Mill Heads," Sec. IV, p. 294).
4. For preparing high-grade concentrates of the gold-bearing minerals
for briquetting, polishing, and microscopic examination.
The panner may be used at all times for rough preliminary tests to determine
the presence of free values and their nature or to determine an approximate pyrite
assay, without sizing the panner feed. However, for all work on which metallurgical
calculations are to be based, it is absolutely essential that the samples to be panned
should be sized. It is the use in combination of the infrasizer and the superpanuer
that has made it possible to analyze completely any mill product. Otherwise, if an
unsized material is panned, at best only the coarse pyrite is obtained, and often fine
gold or tellurides are trapped with it, giving an erroneously high pyrite assay. The
superpanner was particularly useful at the Lake Shore because it was realized early
in the test work that the gold in the pyrite was not likely to be recovered by straight
eyunidation and that the amount of gold tied up in the sulphide would have to be
estimated in order to interpret test results correctly. The panner is by far the quick-
est and best known means of preparing clean pyrite free from gold and tellurides and
gangue.
The following is the procedure used to determine the gold content in the pyrite
in a cyanide tail: A gold-sulphur infrasizer analysis is first made on the cyanide tail.
From this, the size distribution of the sulphur (and pyrite) can be calculated. As
the ore contains only 1),2to 2 per cent pyrite, a flotation concentrate is made in the
laboratory to save time in the panning. (NOTE. It has been proved that the assay
of the pyrite in the flotation concentrate and flotation tail from a cyanide tail are
the same assay per size, so that fact that the laboratory would make only an 80 to 85
per cent pyrite recovery will not affect the assay of the pyrite per size.) Generally,
12,000 to 15,000 grams of cyanide tail is used as feed to the cells to produce 200 to 250
grams of pyrite. If this flotation concentrate is known to contain much free values,
PLANT CONTROL
231
time will be saved by thoroughly cyaniding it before sizing and panning. From each
sized fraction, one or more clean pyrite samples are made for gold and sulphur assay-
ing. An average superpanner operator can easily make pyrite concentrates which
are 90 to 98 per cent pure. These assays are then corrected to correspond to 100 per
cent pyrite. All the plus 14-micron fractions can be readily panned; the 10 to 14
can sometimes be satisfactorily panned. However, by plotting many Lake Shore
pyrite results on a graph, a curve for the pyrite assays by fractions has been deter-
mined. Thus it is possible to determine graphically the assay of the pyrite in the
oto 10 and 10 to 14 (if necessary). All these figures have been checked by calculations
made in the routine mill work.
CHEMICAL AND PHYSICAL CONTROL OF SOLUTIONS
oJ
In both cyanidation and flotation practice it is necessary to keep a close
check on the working solutions, since the concentration of various soluble
salts derived from the ore or supplied as a protective measure to the system
is usually critical.
Alkalinity. Because of the need in most instances for maintaining a
definite protective lime alkalinity in cyanide circuits in order to prevent
loss of cyanide as HCN by hydrolysis and/or reaction with atmospheric
CO
2,
the usual titration methods give effective control (see Appendix).
In some instances a soap titration'! giving a measure of the degree of
hardness in terms of calcium units has been found to be a better yardstick
of control than the customary acid titration.
Ammonium Sulphate. McLachlan, Ames, and Morton found that
at Noranda the presence of sulphates, either added as (NH
4)2S04
or pre-
sent in the barren solution as CaS04, increases the free settling rate as
compared with use of lime water. They also found that a well-aerated
pulp settles faster than a poorly aerated one and that the combined effect
was beneficial to cyanidation. They consider that the sulphate radical
acts as a buffer against the oxygen demand of the pyrrhotite and pyrite.
Other authorities state that lime can interfere with the extraction of gold
owing to the formation of insoluble cyanogen or other coatings and that
the use of ammonium chloride or soda ash will improve extraction in cer-
tain cases.
There are also instances where, owing to the presence of various cyani-
cides in the ore,it is necessary to carry solution alkalinity below the range
of convenient titration using ordinary indicators, for instance, at Morro
Velho in Brazil. In such cases the use of pH measurements becomes of
special importance. Some mills also make it a practice to test regularly
the pH of the raw water used for make-up.
In the case' of flotation, pH control, whether by indicators or recording
meters, is very general practice (see Chap. II for principles involved).
13 J. E. Williamson, "A Rapid Determination For Calcium," E. and M.J., March,
1949, p. 75.
232 CYANIDATION AND CONCENTRATION OF ORES
pH control is applied mainly to pulps in which certain reagents known
as regulators are used. These reagents are capable of changing the pH
concentration of the circuit and thus influence other factors involved in
flotation. Their ability to depress or float selected minerals is closely
associated with the degree of alkalinity (or acidity) of the medium. Fre-
quent pH tests should be made. The use of excess lime can be avoided
by proper pH control, and it may be pointed out that the use of too much
lime not only wastes this material but may have a harmful effect upon the
operation. In particular, lime tends to inhibit the flotation of metallic
gold. The positive influence of hydrogen-ion concentration likewise holds
true in the use of regulators other than lime; moreover, the degree of active
alkalinity or pH exerts a characteristic influence throughout the processing
not only on the regulators but also on the other reagents used.
Hydrogen-ion determinations should be performed on the individual
raw ores, because these substances vary widely in their natural reaction,
and a record of such characteristics will be of value to the operating en-
gineer. Furthermore, pH determinations are of value in the control of
the water used in flotation. Differences in pH always will be found in the
raw waters, and these changes often cause variations in the operating re-
sults of the flotation machine which cannot be explained otherwise.
Alkalinity Control at Sub-Nigel, Successful cyanidation of Sub-
Nigel ore, containing about 1 per cent pyrrhotite, requires pre-aeration
with close and constant control of pH between 9.6 and 10.0. As neither
glass nor antimony electrodes of the usual industrial pH meters can be used
directly in pulps containing abrasive solids or cyanide, it was necessary to
devise some method of continuously measuring pH which was sufficiently
simple and foolproof to be used by the ordinary operator.
It was found by experiment that the agitation in the Pachuca tank would
continuously remove the cake from a leaf filter suspended in the pulp, so
that clear solution could be withdrawn almost indefinitely without inter-
ruption.
The apparatus developed consists of a I5-in.-square filter leaf made of
X-in. pipe and 7E"-in. screen covered with I5-oz. filter cloth. The filter
leaf is suspended in the pulp from the rim of the Pachuca tank and is con-
nected to the Merrill-Crowe vacuum through a small solution receiver
mounted at the top of the Pachuca,
As pH varies indirectly with temperature, the bottom discharge from
the solution receiver is carried down through the pulp to prevent change
of temperature from the filter to the electrode assembly and pH meter,
located under the Pachuca tank. .
The electrodes are wiped with a soft cloth once every two or three days
to remove any deposit that may have formed; other than this no attention
PLANT CONTROL
233
is needed, and over a period of more than a year no maintenanco has been
required.
The filtering rate through the leaf filter is 160 to 200 cc pel' min. of clear
solution which is sufficient to displace the solution in the l t r o ~ l assembly
every 2 min. -
A complete description with diagram and comment on some of the
difficulties encountered is given in a paper by H. E. Cross presented at the
May meeting of Chemical, Metallurgical and Mining Society of South
Africa and published in Vol. 48, No. 11, of the journal of the society.
Soluble Salts. In flotation circuits it is seyiom necessary to analyze
the solution for soluble salts because higher concentrations of impurities,
wi thin the limits of the alkaline circuits employed, can usually be tolerated.
In cyanidation work, however, the serious effects of cyanicides have al-
ready been discussed. Poor extractions are not usually the direct result
of the presence of such salts, but they are indicative of elements in the ore
that consume cyanide before the gold can be dissolved and necessitate
abnormally large additions of this not inexpensive reagent. Cyanide
solutions are therefore frequently tested, especially during starting-up
periods for such elements as sulphur, copper, and iron or the thiocyanates,
ferrocyanides, etc., determined by direct titration (see Appendix).
In addition to the problem of high cyanide consumption, the presence of
soluble elements in cyanide solutions that interfere with precipitation can
seriously affect metallurgical efficiency and costs. High concentrations
of zinc and copper are well known for their inhibiting effect on gold pre-
cipitation with zinc, but relatively low concentrations of nickel and thio-
cyanate, such as are encountered at the Kerr Addison Gold Mines, On-
tario, Canada, can also cause precipitation difficulties. The serious effect
of chromium is discussed under "Cyanicides." High concentrations of
arsenic resulting from the treatment of roasted arsenopyrite concentrates
can inhibit precipitation completely.
Precipitation. An article appearing in Trans. 50, CIM. and M.,
558, 1947, "An Apparatus for Comparing Various Zinc Dusts for Gold and
Silver Precipitation" by D. J. A. Dahlgren, describes a method and device
that may be useful to mill operators when problems of precipitation arise.
Since flows of pregnant solution as low as 4 liters per hr. are handled, the
apparatus has possibilities as a precipitation unit for use in cyclic labora-
tory cyanide tests.
Provision is made for de-aeration, the metering of the solution at a con-
stant head past an orifice through which a regulated suspension of zinc
dust is fed by means of a novel reciprocating feeder, filtration, and the
metering of filtration and control of vacuum. The efficiency of precipita-
tion is obtained by dividing the number of ounces of gold or silver precipi-
234
CYANIDATION AND CONCENTRATION OF ORES
tated per ton of solution by the number of pounds of zinc dust fed per ton
of solution.
THE PROBLEM OF BARREN SOLUTIONS
In most operating plants the loss of barren solution in final thickener
underflows (straight C.C.D. plants) or as moisture in final-stage filter
cakes is sufficient to maintain a solution balance that prevents the accu-
mulation of impurities beyond the critical which might
interfere with precipitation.
In other cases, it is necessary to discard continuously a certain propor-
tion of barren solution from the system, with or without "flood washing"
of filter cakes, which at least ensures very thorough displacement of gold
values. The disadvantage of this scheme is that it increases the loss of
residual free cyanide and lime over and above that normally lost through
filter cake or thickener-underflow moisture content.
To give an idea of typical reagent consumption and the compositions
of barren solution, refer to Table 35, which was prepared from data re-
ceived by the Dorr Company in 1941 in response to a questionnaire on
the subject that was submitted to a number of operating companies.
AUTOMATIC RECORDING AND CONTROLS
In recent years much attention has been given by certain progressive
operators to automatic recording of the various critical factors in mill
control and even to fully automatic regulation of tonnage, reagent, and
water flows, in the interest of smooth performance, higher operating
efficiency, and the elimination of tedious routine testing and manual
control. ..
The November, 1947, issue of E. and JJ1.J., pp. 136 et seq., describes a
number of the more modern devices. The following account is taken in
part from this issue and in part from Taggart's "Handbook of Ore Dressing"
and other publications.
Crushing and Ore Handling. While crushers have for many years
been protected by magnets that remove magnetic iron from the ore stream,
nonmagnetic manganese steel may pass by to wreck an expensive machine.
A new electronic tramp-iron detector (described in E. and JJ1.J., August,
1945) mounted over the belt and suitably connected through relays will
stop the drive motor if any steel, magnetic or otherwise, is on the belt.
Malcolm Black in "Wright-Hargreaves Improves Its Milling Practice,"
E. and JJ1.J., March, 1939, describes the use of a photoelectric cell placed
on top of and at one side of a surge bin supplying the ball mills and directly
opposite a light source. When the ore builds up to a point where the light
ray is intercepted, the power is automatically cut off from the motor on
PLANT CONTROL
235
the belt feeding the bin. Also the conveyors that feed ~ ball mills
from the surge bin are each provided with a device consisting of a shoe
that rides on the surface of the ore stream and is connected to a switch
mounted just above the conveyor. 'When the shoe falls below a certain
level owing to a blocked chute or empty surge bin, a horn alarm is sounded.
"Remote Control a Feature of an Ore Conditioning," E. and .M.J.,
April, 1947, describes the Tennessee Coal and Iron Company's big cen-
TABLE 35. REAGENT-CONSUMPTION AND BARREN-SOLUTION DA'l'A
Name of property designated ne
. Item
.,
A B C D E F G H I
--
--- ------- -----
---
Tons are per day............. 1000 1500 4100 4000 2100 225* ,100 4905 1200
Cyanide (NaCN) consumed,
lb. per ton are ............. 1.0 0.9 5 1.64 1.65 8.4 2.0 0.40 0.55
Lime consumed, lb. per ton
ore ........................ . 8.0 6.4 2.3 1.37 2.5 0.3 18.0 2.06 4.0
Precipitation rntioj ........... 4.0 6.0 0.6 0.63 3.5 8.3 2 1.01 3.0
Lead salts added, lb. per ton. 0.37 0.04 .... 12+
II
0.01 No
Barren wasted, tons per day ... Yes No No No 000 Yes No No 60
Cyanide (NaCN) loss in tails,
lb. per ton ore .............. .... 0.14 .... 0.058 0.14 0.74 0.15 0.064 0.02
Analysis barren solvent: ~
Total cyanide (NaCN) ....... 0.50 0.025 0.04 2.06 0.30 2.88 2.5 0.71 0.70
Free cyanide (NaCN) ........ 0.45 0.013 0.03 0.58 0.30 1.50 0.3 0.65 0.70
Zinc (Zn) ..................... 0.072** 0.008tt 0.005tt 0.008tt ....
0.80 0.06 0.00 0.023
Copper (Cu) .................. 0.002** Nil. 0.03tt 0.035tt 0.06 2.36 0.8 0.17 0.046
Pot. thiocyanate (KCNS) ... 0.88*' 0.12tt 0.10tt .... 0.40 5.20 2.0 1.0 0.30
Lime, (CaO) .................. 1.02** 0.002tt 0.10tt 0.35" 0.'10 0.76 1.5 1.25
I
0.54
Ferrocyanide. .... . . . . . . . . . . . . Nil. 0.009 0.05tt .... 0.011 0.24 1.5 0.002 0.12
* Concentrates.
t Tons of solution precipitated per ton of are milled.
+Lb. per day to zinc cone.
Lead acetate to clarifier (quantity not stated).
II Very small addition.
~ Lb. per ton solution unless stated.
** Grams per liter.
tt Per cent.
tral plant in the Birmingham district, where the operations involved in
filling and withdrawing ore from forty 800-ton storage bins for blending
are directed from a central control room.
A similar central control system is also used at the Tennessee Copper
Company's London and Isabella mills, where feeders, screens, conveyors,
and crushers are controlled by one man at a central station using signal
lights and push-button switches.
Automatic feeders, such as the Hardinge constant-weight feeder, are
extensively used to regulate tne feeding of materials from bins to draw-
off conveyors.
236 CYANIDATION AND CONCENTRATION OF ORES
Taggart points out that some degree of automatic interlocking is impor-
tant in any crushing plant if serious spills and damage to equipment due
to chokes in any part of the system are to be avoided.
Grinding and Classification. The operation of wet-grinding mills
are in many instances controlled by watching the ammeters on the drive
motors. At the Hollinger mill in Ontario, Canada, large illuminated in-
struments are placed in full view above the operating floor opposite each
mill so that the load the mill is drawing can be seen at a glance. Hollin-
ger also uses a revolution counter on the feed belt, which is periodically
calibrated. Merrick weightometers placed on the belts feeding grinding
mills are used both to measure the total tonnage milled and to keep a
close check on the rate of feed.
The Hardinge Co. "electric ear" is a radioelectric device adapted to
translate differences in mill sound automatically into changes in feed rate.
For details of the electrical circuit see U.S. Patent 2,235,928.
Various systems are used for controlling classifier performance. The
density of the classifier pool can be regulated by a combination of tonnage
control and fixed valve nipples through which the dilution water flows
under constant pressure.
The familiar pulp balance for reading the specific gravity of pulp is
being replaced by the Adams- or Masco-type automatic density control-
lers, which are actuated by the differential pressure required to bubble air
through two open-ended tubes of different lengths submerged in the pulp.
By mechanically varying the resistance in an electrical circuit which is
connected to a motor-operated valve, the pulp density controls the flow
of dilution water. At Utah Copper a roller that rides on the ribbon of
classifier sand returned by the rakes adjusts a rheostat that controls the
classifier rake speed.
The Dorrco hydraulic sizer uses the Minneapolis-Honeywell electric
pressuretrol-modutrol system for regulating the spigot discharge valves.
Flotation. Referring again to the London mill of Tennessee Copper
Company, the E. and ]J1.J. article above mentioned shows a central in-
strument panel that controls the flotation circuit. This panel contains
(1) a recording pH meter that shows the pH in the regrind cirotiit that feeds
the copper-flotation section, (2) an automatic recorder for xanthate being
fed to the bulk rougher cells, (3) a conductivity cell that tests a continuous
"ample of mill pulp water, (4) thymotrols for suppling the direct current
to the small motors that run the lime and xanthate feeders, (5) a continu-
ous pulp-density recorder for the grinding circuit, (6) a mill pulp tempera-
ture recorder, (7) a time-delay control that is adjustable and keeps the
lime feeder from overrunning the pH meter.
PLANT CONTROL
237
In the paper "Roasting and Flotation Practice in the Lake Shore Mines
Sulphide Treatment Plant," J. E. 'Villiamson remarks:
The close control of pH is one essential feature of good conditioning.. The critical
measurement is the spray-tower agitator discharge pH. Shortly after the plant was
started up, a Beckman pH meter was installed. This meter, used in conjunction with
a Micromax recorder, gives a continuous 24-hr. record of the pH of the pulp entering
the first turbo agitator. The pH at this point is checked at hourly intervals by a
colorimetric determination. Although many pH indicators were tested, it was found
that bromthymol blue was the most reliable. Some of the indicators covering the
range pH 6 and 7 were quite useless on the solutions from this pulp.
Tailings. Pumps handling tailings and o t h ~ relatively large volumes
of pulp frequently give a lot of trouble when power failures occur. At
the Tennessee Copper Company plants, protective relays have been in-
stalled, so that in the event of such failures the feed to the pumps is di-
verted either outside the mill or to special sumps and heavy spillages are
thereby avoided.
CHAPTER XIII
Cya1Zicides and Refractory Ores
Cyanidation as applied to ol'dinal'y gold and silvel' ores is a l'elatively
simple pmcess. When cyanicides (cyanide-consuming elements) are encoun-
iered in small amoumis in the tl'eatment of such. ores, the various schemes
all'eady discussed, such as lise of a lead salt 01' wasting barren. solution, can
uSlially be resorted to and sliccessful operation maintained. When, how-
euer, the pl'oblem concerns the treaimen: of an ore that does not respond to
these simple expedients, certain. modifications of the cyanide process must
often be considered.
In the pl'esent chapter the Va1'i01iS cyanicides and methode of contl'olling
them are discussed, as well as the causes of rejraciorines in certain. ores,
ioqeiher with recommended treatment. proceduree. TiVJwl'e these fail, it may
be desirable to incorporoie cyanide reqenerctioti 01' roasting into the treat-
ment scheme.
IRON SULPHIDES
While the oxidized iron minerals ordinarily have little effect in cyanida"
tion, the sulphides-pyrite, marcasite and pyrrhotite-tend to decompose
in cyanide solution.
Pyrite is the most stable and least troublesome of the sulphides. Flota-
tion concentrates high in pyrite content are frequently cyanided without
undue consumption of reagents. Marcasite decomposes more readily than
pyrite, and for this reason what follows for pyrrhotite is to a lesser extent
true for certain occurrences of marcasite also.
Where pyrrhotite is present in an ore, trouble is usually experienced
both in regard to cyanide consumption and gold extraction, for the reac-
tionsinvolved tend to reduce both the free cyanide and the oxygen content
of the solutions.
Pyrrhotite,' which has the general formula Fe
mSm
+l' differs in composition from
iron pyrite and many other sulphide materials, inasmuch as one sulphur atom appears
to be loosely held in chemical composition and is easily capable of forming additive
compounds, such as sodium thiocyanate, NaSeN, from cyanide. (On "weathering,"
the mineral readily yields elemental sulphur.) The [FeS] remaining is particularly
prone to oxidation, forming ferrous and ferric sulphate, which interact with cyanide
to form complex cyanides. These reactions show that pyrrhotite not only is a power-
1 Jack H. French and Harold Jones, "Reduction Works Practice at Morro Velho,
Brazil."
238
CYANICIDES AND REFRAC'l'ORY ORES
239
ful cyanicide but also tends to rob the cyanide solution of much of the oxygen neces-
sary for gold dissolution. .
Ores containing pyrrhotite are always difficult to treat satisfactorily by cyanide
owing to the easily decomposable nature of that mineral. Pyrrhotite, if. kept dry, is
stable but in most atmospheres breaks down rapidly, and in contact with water the
rate of decomposition is still more accelerated. The action is essentiully one of parf
oxidation, and the products are not dissimilar from those which occur when pyrite
or marcasite are weathered. . .. The main difference is that the rate of decomposi-
tion of pyrrhotite is markedly greater than that of the other common pyritic min-
erals ... and larger quantities of ferrous compounds are formed and have to be dealt
with thnnis usually the case with nonpyrrhotitic ores.
To overcome this effect various methods of oJpre-aerating such pulps
before cyanidation with special attention to alkalinity control have been
used in operating plants, with a considerable degree of success.
Formation of Thiocyanate. In his discussion of the paper "Cyanid-
ing at Noranda" referred to below, Norman Hedley says:
The reason for the lower cyanide consumption obtained with intense aeration is
probably connected with the reactions which take place when alkaline sulphide de-
composes in cyanide solution. Alkaline sulphide is one of the initial products of the
reaction between pyrrhotite and alkaline cyanide solution. This may be detected
during the early stages of contact. The alkaline sulphide, in the presence of oxygen,
may decompose in two ways simultaneously. On the one hand, by a series of reac-
tions during which various oxidized sulphur compounds, such as thiosulpbate, thi-
oriate, sulphite, and sulphate are formed, e.q.,
2Na2S + 20 2 + H20 = Na2S203 + 2NaOH
Na2S203 + 2NaOH + 202 = 2Na2S04 + H20
and on the other hand, to the thiocyanate
2Na2S + 2NaCN +2H
20
+ O
2
= 2NaCNS + 4NaOH
It is suggested that the relative proportions of alkaline sulphide decomposed by
the two series of reactions depend on the intensity of aeration.
Use of Lead Salts. For retarding the above decomposition of sul-
phides in alkaline cyanide solution the addition of a lead compound (the
nitrate or oxide, for instance) is frequently found to be effective. Two
possible reactions are apparently involved: (1) Any soluble sulphides formed
by the rapid solution of the finer particles of iron sulphide are preferen-
tially precipitated as the highly insoluble lead sulphide, and further con-
sumption of the cyanide avoided. (2) A surface reaction takes place on
the larger sulphide particles whereby a film of the same insoluble lead
sulphide is formed, and this protective coating inhibits further reaction.
Formation of Ferrocyanides. Where the pH of a pulp containing
pyrrhotitic mineral is allowed to drop and oxidation is permitted to pro-
240
CYANIDATION AND CONCENTRATION OF ORES
ceed without sufficient protective alkalinity, the FeS is converted to
FeS04 which reacts with the free cyanide present to form ferrocyanide:
FeS04 + 2NaCN
Fe(CN)2 + 4NaCN
Fe(CN)2 + Na
2S04
Na
4Fe(CN)6
"Cyaniding at Noranda." An important paper with this title was
published in 1946 by C. G. McLachlan, H. L. Ames, and R. J. Morton
(Trans. 49, C.I.JliI. and Jl1.). It describes the successful working out of a
method for cyaniding a pyrite concentrate produced by floating the tail-
ing from the copper-flotation circuit. The sulphide content of this feed
was 99 pel' cent, of which 10 to 20 per cent was pyrrhotite and 0.3 to 0.7
per cent chalcopyrite. There was no free gold. The exposed gold was
attached to pyrite grains or in fine veinlets, some particles less than 1
micron in diameter. There was available for dissolution about 0.05 oz.
per ton of gold.
In the course of several years of laboratory and plant testing the follow-
ing conclusions were reached as to the best operating conditions:
1. The economical limit of fine grinding was 90 per cent minus 325 mesh.
2. A well-aerated pulp saturated with calcium sulphate, using a minimum al-
kalinity of 1.0 lb. per ton of calcium equivalent..
3. Cyanidation for a period of 6 to 8 hr. at 50 pel' cent solids with a cyanide strength
of not more than 0.35 lb. free NaCN per ton of solution.
The problem had two aspects: a study of conditions in the flotation
circuit ahead of cyanidation that would provide maximum elimination
of pyrrhotite and chalcopyrite" and of conditions within the cyanide cir-
cuit itself that would overcome the effect of.copper and sulphide sulphur.
The chemical reactions involved have already been discussed.
Sub-Nigel Practice. In the recent paper "Treatment of Gold Ore
containing Pyrrhotite at Sub-Nagel, Limited" by King, Clemes, and Cross
(Jour. C.M. and M.S.s.A., February, 1947) the authors describe investi-
gations carried out to determine the cause of high residues at the aforesaid
property and the measures taken to correct the difficulty. The following
treatment was evolved:
Pre-aeration in three 33- by 48-ft. Puchuca tanks in series, followed by cyanide
treatment in eight 50 ft. diameter by 12 ft. side by 4 ft. cone mechanical air-lift agita-
tors arranged in two rows of four tanks in series. The period.of pre-aeration is ap-
proximately 12 hr., and cyanide treatment 42 hr.; in the winter months, however, it
is usually possible to reduce the time of treatment by taking one to two cyanide-
treatment agitators out of the circuit. With the exception of the cyanide present in
2 The flow sheet developed at Noranda is an interesting example of the use of
differential flotation to eliminate cyanicides. Had this not been done, cyanidation
would not have been practical.
CYANICIDES AND REFRACTORY ORES 241
the solution used for transfer and dilution, the first addition of cyanide is made after
pre-aeration, when the strength is brought up to approximately 0.02 per cent NaCN.
It has been found essential to keep the alkalinity of the pulp low during pre-aera-
tion and cyanide treatment, and to this end alkalinity in the thickeners is maintained
at about 0.002 per cent CaO in the summer months and 0.004 to 0.005 pei cent in the
winter, depending upon conditions of settlement in the thickeners. After the addi-
tion of precipitated and by-passed unprecipituted solution to bring the specific grav-
ity of the pulp to 1,40 (45 per cent solids), the alkalinity leaving the pre-aerators is
about 0.002 per cent CaO, equivalent, with normal buffer action of dissolved zinc,
etc., to IiI-I 9.6. No further lime is added to the pre-aeration and treatment circuit
until the last agitators, when the alkalinity is brought up to about 0.01 per cent CaO
for the sake of filtration and precipi tation. Alkalinity in the thickeners and treat-
ment circuits is determined by the ordinary titration method, but the main control is
obtained by frequent checking with a glass electrode pH meter. A constant-reading
pH meter in the pre-aeration agitators would be preferable, but there appear to be
technical difficulties in designing a reliable meter to work in agitated cyanide pulp.
Milk of lime and dissolved cyanide are fed by independent pumps to the various
points in the circuit where additions are required, the quantities of solid lime and
cyanide to the mixers being controlled by electric vibrating feeders.
The beneficial effect of pre-aeration and treatment in solution of low alkalinity is
considered to be twofold; there is possibly complete oxidation of a relatively small
portion of finely ground pyrrhotite which has already come nearly to that state from
exposure to the atmosphere, particularly during grinding, and the remainder is in-
hibited by a coating of the products of oxidation formed during the period of pre-
aeration. The hypothesis of inhibition appears the more tenable of the two, since
analyses of residues have shown that there is little or no reduction in the pyrrhotite
content of the ore during cyanide treatment. In either case, however, the intensive
pre-aeration ensures that an excess of oxygen is supplied, so that sufficient remains
for efficient cyanide extraction.
The residues were reduced from an average value of 0,473 dwt. per ton for a 6
months' period during 1939 and 1940 before the improved scheme was used to 0.278
dwt. per ton for a similar period in 1941 and 1942 after installation of same. Cyanide
consumption also fell from 0.93 lb. NaCN per ton to 0.78 lb. per ton over the same
interval.
Salsigne Process. The Mines et Usine de Salsigne in the south of
France is cyaniding 100 tons a day of a complex gold ore containing be-
sides arsenopyrite, pyrite, and pyrrhotite, sulphides of bismuth, lead,
zinc, and nickel as well as small amounts of chalcopyrite.
A method of prelime treatment was worked out by M. H. Carron, pro-
fessor of metallurgy at Delft University, and J. D. Grothe of the Dorr
Company. This consists of grinding in water, adding a predetermined
amount of lime such that after 24 hr. agitation in Pachuca tanks the
solution has dropped to an alkalinity of about 0.01 per cent CaO, filtering,
washing, and following this pretreatment step with conventional cyanide
treatment. This scheme of treatment made it possible to reduce the
cyanide consumption to less than one-half the figure obtained by direct
cyanidation.
242 CYANIDATION AND CONCENTRATION OF ORES
Grothe ascribes the beneficial effects of this prelime treatment to three
factors: (1) the removal of readily soluble sulphur in solution, (2) the
oxidation and slow precipitation of ferrous iron compounds, "which is
probably responsible for (3) the rendering of the remaining sulphides
passive to attack by cyanide.
It is noted, for instance, that the iron content of the solutions increases
rapidly as soon as the alkalinities get very low. Thus the conditions which
favor a rapid precipitation of flocculant Fe(OHh do not prevail; on the
contrary a slow precipitation can be expected as the pH drops to the range
of 8 to 9, and it is presumed that this results in the formation of a colloidal
film of iron hydrate which would adhere tenaciously to the sulphide sur-
faces and account for the passivity effect. We have all observed the
formation of such colloidal films on the walls of glass containers.
Hornestake Treatment. Among the minerals containing iron in the
ferrous state are pyrrhotite, chlorite, cummingtonite (an iron-magnesium
amphibole), and a dolomitic carbonate. Some of these carry as much as
30 per cent iron. Arsenopyrite and pyrite are also constituents. The
pyrrhotite oxidizes rapidly, perhaps it would be more precise to say stead-
ily, as the action continues seemingly throughout the treatment cycle.
In oxidizing it acts as a cyanicide, producing thiocyanate, and with-
draws oxygen from the working solutions. Cyanidation should be applied
promptly after comminution, and oxygen must be supplied to maintain
dissolution of the gold.
The gold occurs both in the free state and associated with the sulphides,
so that amalgamation is used, followed by cyanidation after grinding to
finer than 80 mesh to release the values. The sulphide minerals yield
their gold readily, but special attention has to be paid to the chemical and
mechanical preparation of the pulp for cyanidation.
Up to the present time crushing in water, rather than in cyanide solu-
tion, has been practiced, followed by addition of lime and subsequent
aeration prior to cyanidation. Tests indicate that aeration must be car-
ried to the extent of low alkalinity; presence of excess lime or addition of
more lime after aeration interfere with gold dissolution. Direct cyanida-
tion by grinding in solution is unsatisfactory, with poor recovery and
high cyanide consumption, unless addition of lead compounds such as
litharge is practiced. With such additions results are more favorable.
Much less thiocyanate is formed, and cyanide consumption is markedly
reduced, while with identical lime feed the alkalinity of the working solu-
tions is increased. This leads to the belief that some sort of film must be
produced on the pyrrhotite which acts as an oxidation inhibitor.
The addition of very small quantities of mercury compounds also ap-
pears to be of some benefit in increasing the rate of dissolution of the gold.
CYANICIDES AND REFRACTORY ORES 243
This is in accord with the past experience at Liberty Bell in the years
1913-1919, as reported by Charles A. Chase ( E. and JJ!I.J., Vol. 129, No.2,
Jan. 23, 1930).
Nathaniel Herz, chief metallurgist, points out that the principal factors
in cyanide consumption and the extraction of gold from the Homestake
ore include cyanide concentration, oxygen content of the pulp, hydrogen-
ion concentration (pH), and temperature.
While the actual oxygen content of the pulp is difficult to determine,
since filtration affects the result, ordinary aeration seems to provide the
necessary oxygen demand. It was found, however, that the usual titra-
tion of alkalinity was unsatisfactory and pH determination was necessary
for this purpose. By controlling cyanide strength, pH, and temperature,
the results are systematic and readily reproduced and can be interpreted
scientifically.
The control of the temperature of cyanide solution is the subject of
U.S. Patent 2,220,212, Clark, Herz, and Adams. It is shown that the
reaction between cyanide and the sulphides present in an ore is accelerated
by increase in temperature. While the rate of dissolution of gold is also
increased, this effect is more than offset by the oxidation of the sulphur
compounds and utilization of available oxygen. It is proposed to cool
the working cyanide solution to 35 to 50F. for optimum results consistent
with the cost of plant and' operation involved.
Morro Velho Process. "Control of Alkalinity of Cyanide Pulps"
by T. Haden, Institution of Mining and Metallurgy, London, Feb. 19,
1941, contains a very interesting account of a difficult cyanicide problem
which was solved by the use of buffer salts and careful pH control. It
was found that at alkalinelevels above pH 10, the cyanide consumption
was reduced but the gold extraction was poor. The formation of thio-
cyanates indicated an attack of alkali on the pyrrhotite. Below pH 7.0
the destruction of cyanide was very great, with the formation of ferrocya-
nides and HCN gas.
The best gold extractions and lowest cyanide consumption were reached
when no ferrocyanide was found in the solution after 6 hr. In the pres-
ence of the optimum lead concentration, a starting pH of about 9.6 using
about 2 lb. lime per ton, in the presence of suitable buffers, gave the best
results. Soluble lead and mercury salts alone were first tried as buffers,
but later it was found that zinc salts returning with the barren solution
from the extractor boxes (60 per cent return) could replace about one-
third the lead demand. Maximum aeration was found essential to high
gold recoveries, but this, of course, increased lime consumption.
The conclusion was reached that in Morro Velho ores the presence of
free hydrate was not essential but properly buffered solutions were.
244 CYANIDATION AND CONCENTRATION OF ORES
Starting, for instance, with a low alkalinity (trace to phenolphthalein) the
solution too quickly fell below pH 7.0. Soda ash, borax, trisodium phos-
phate, and sodium and calcium acetates were all tried, the phosphate
giving perhaps the best result. Lightly buffered, an alkalinity of pH 9.6
at the start of the agitation period would fall to pH 7.6 to 8 in the course
of treatment. In unbuffered solutions, the hydrates, subject to rapid
alteration, are quite unstable.
COPPER MINERALS
Copper is probably the most active and one of the most troublesome of
the cyanicides. T.P.494, U.S.B. of 111., gives the results of a series of tests
to determine the solubility of copper minerals in cyanide solution. They
show that asurite, chalcocite, cuprite, malachite, and finely divided metal-
lic copper are readily and completely soluble under the ordinary conditions
of cyanidation. Bornite is largely soluble under the same conditions,
over 90 per cent of it being dissolved in warm cyanide solution in 24 hr.
Enargite and tetrahedrite are soluble enough to cause excessive cyanide
loss and fouling of solutions with arsenic and antimony. While chalco-
pyrite is not normally very soluble, the experience at Noranda showed it
to be an active cyanicide when finely ground.
In recent years it has come to be realized, however, that the copper
cyanide complexes do have a considerable solvent action on gold. The
paper by Norman Hedley and D. M. Kentro, "Copper Cyanogen Com-
plexes in Cyanidation" (Trans. 48, C.I.M. and M., 237-251, 1945) de-
scribes investigations carried out by the Ore Dressing Laboratory of the
American Cyanamid Company into the loss of dissolving power of cyanide
solutions carrying copper.
It is generally accepted that copper dissolved in cyanide solution exists
in the form of complex ions such as Cu(CN);, Cu(CN);-, and C u C N ~ - - .
It is thought that the first of these is the most common form, although at
least one authority considers that CU2(CNS)2 copper thiocyanate is the
complex most frequently encountered in working solution.
While most operators agree that the dissolving power of copper-bearing
solutions is not seriously interfered with if the free cyanide strength is
kept high enough, the conclusions reached in the present investigation,
which was carried out on copper-bearing ores using cyclic tests with mill
solutions and later confirmed in actual practice, are
1. The ordinary silver nitrate-KI method of titration is not a measure
of the effective free cyanide present.
2. The total cyanide, as determined by the distillation method (see
Appendix B), rather than the free cyanide present is a more correct meas-
me of the effective dissolving power of the solution.
CYANICIDES AND REFRACTORY ORES
245
3. A ratio of total cyanide to total copper of at least 4:1 must be main-
tained if serious loss of dissolving power is to be avoided.
As pointed out by the authors, this is a practical method of operation
only in so far as maintaining such a ratio is economic. If -tho cost in
cyanide consumption becomes excessive, then the solution must either- be
discarded or regenerated.
At Noranda a lower ratio, agreeing more nearly with the cyanide-to-
copper ratio of 2.3: 1, in the complex Na
2Cu(CN)
3 was found to be effective.
In his discussion of this discrepancy, Hedley points out that, since the
solvent action on gold is evidently due to the slight concentration of CN
resulting from the dissociation of the sodium cuprocyanide, the presence
of any other compounds in the ore which disturbed that equilibrium would
have a marked effect on the total reserve of CN ions available for gold
extraction.
Lake Shore. The principal cyanides in the calcine are copper, ferrous
iron, and smaller amounts of Mo, Co, Ni, Mn, etc. Most of the cyani-
cides can be removed by water washing, but this step cannot be used ow-
ing to the loss of about $0.70 in gold resulting from the use of salt in the
roast.
The cyanide consumption during continuous treatment was about 12 lb.
per ton of calcine; after batch treatment was introduced, it dropped to
about 9 lb. pel' ton, and now by the use of "superaeration," which appar-
ently converts part of the copper content to a form less soluble in cyanide
solution, the consumption has been reduced to around 6 lb. per ton.
ZINC MINERALS
Referring again to T.P. 494, U.S.B. of M., the following summary of
experimental data on zinc in cyanidation is of interest:
1. The zinc minerals smithsonite, hydrozincite, zincite, and calamine are soluble
enough under the usual conditions of cyanidation to cause rapid accumulation of zinc
in the solution unless special precautions are taken to remove the dissolved zinc.
Willemite, sphalerite, and franklinite are dissolved more slowly. Commercial zinc
dust is also readily soluble; therefore an excess over that necessary to precipitate
the metals from cyanide solutions should be avoided.
2. When zinc dust or zinc minerals are dissolved in cyanide solution, 1.5 to 4.0 lb.
of sodium cyanide is used for each pound of the zinc dissolved.
3. The various zinc cyanide compounds formed in the mill solution are only weak
solvents for the precious metals even if the usual titration with silver nitrate shows
excess free cyanide; i,e., if considerable zinc is present in the solution, the titration
for free cyanide is misleading as to the efficacy of the solution as a solvent for silver
and gold.
4. The addition of excess lime or caustic soda improves the extraction with solu-
tions containing zinc by liberating free cyanide from the double salt.
246 CYANIDATION AND CONCENTRATION OF ORES
5. If most of the cyanide present in a solution is combined with zinc, more free
cyanide must be added to this solution than to a fresh solution for the two solutions
to have equal activity as solvents.
6. The deleterious effect of zinc in a solution may be entirely overcome by using
solutions excessively strong in free cyanide. The continued addition of the required
amount of free cyanide would soon result in an excessive amount of cyanide being
tied up in the mill solution. Furthermore, strong cyanide solutions consume more
zinc during the precipitation of precious metals, thereby increasing zinc consumption
and causing additional fouling of the solution.
It is therefore advisable when the mill solution becomes foul with zinc either to
remove the zinc and regenerate the cyanide or discard the solution.
The solution of zinc probably takes place according to the following
equation:
According to Hamilton, if sufficient free alkali is present, the double
salt is decomposed, yielding alkali cyanide and an insoluble alkaline
zincate.
A second reaction, by which the double cyanide is broken up with the
generation of free cyanide, is caused by soluble sulphides formed during
contact of the solution with the ore:
These reactions and elimination of soluble zinc with mechanical losses
of solution in filter cakes, etc., normally prevent zinc from building up to
serious proportions in the circuit.
If, however, zinc is used to precipitate solutions high III copper (see
cyanide regeneration), the accumulation of zinc becomes so great as to
cause rapid fouling of solution.
LEAD MINERALS
Galena (PbS), Anglesite (PbS0
4
) .3 The two lead minerals behave
very similarly toward cyanide, as the reactive effect of galena is largely
due to the ease with which it oxidizes to sulphate. It is important to
use low concentrations of alkali or lime; otherwise excessive amounts of
alkaline plumbite will be formed, which will interact with the cyanide
present to form very basic insoluble lead cyanide.
3 R. J. Lemmon, "Reaction of Minerals in the Cyanidation of Gold Ores," D.E.
and M. Rev., March, 1940.
CYANICIDES AND REFRACTORY ORES
For example,
4NaOH + PbS04 = Na2PbOz + Na2S04 + 2H
20
and
With low concentrations of alkaline plumbite, a less basic lead cyanide is
formed. The less basic lead cyanide hydrolyzes with liberation of HCN,
which reforms alkaline cyanide with the excess alkali present.
Thus,
2Na
2Pb02
+ 2NaCN + 3H20 = Pb(CNh PbO + 6NaOH
and
It has been observed! that, if free gold is roasted in the presence of sulfur
and lead salts, or if pyritic gold ores containing even a small percentage of
lead minerals are roasted to free the gold from the pyrite, lead compounds
coat the gold particles enough to make them almost insoluble in the usual
mill cyanide solution containing lime for protective alkalinity. Also, the
lead compounds remaining in the calcine are slightly soluble in the mill
solutions, and such dissolved lead may retard the dissolution of the gold
by the removal of oxygen or prevent contact between the gold and the
solution by precipitation in some form on the gold surface. Direct cyanide
treatment without any protective alkalinity will dissolve this coated gold
in time, but the cyanide loss in the treatment of such refractory ores
may be prohibitive..
It is shown that high gold recovery can be obtained from such calcines by pre-
liminary treatment with acid brine to remove a large percentage of the lead, followed
by cyanidation for the recovery of the gold.
There is the possibility that by close control of caustic used for protective al-
kalinity in the cyanide solution, so as to keep the pH of the solution under 11, it may
be practical to leach such calcine by direct cyanidation without excessive
cyanide loss.
Satisfactory results have been obtained from the application of these methods on
a laboratory scale to two important commercial ores that have been refractory to all
other known leaching methods.
No more recent references are to be found on this subject.
CHROMIUM MINERALS
Lead Chromite (PbCr04).5 The lead chromate mineral crocoisite
is destructive to cyanide in the presence of high concentrations of caustic
,1 "Cyanidation of Calcined Gold Ores Made Refractory by the Presence of Lead
Minerals," A.I.Jll.E. T.P., February, 1933.
6 Lemmon, op. cit.
248 CYANIDATION AND CONCENTRATION OF ORES
alkalis such as lime, by reason of the highly oxidizing salts formed, leading
to the production of cyanates, formates, etc., the reaction proceeding thus:
2PbCr04 + = PbCr04, PbO + CaCr04 +
Further reaction may be partially expressed thus,
CaCr04 + NaCN + = NaCNO + +
It is therefore indicated that free alkalinity in the cyanide solution
should be at a minimum.
In a paper "Chromium in Cyanide Solutions," Jour. C.111. and 111.8.8..1..,
June, 1936, H. D. Bell an investigation into the cause of serious
precipitation trouble encountered on one of the Transvaal gold-mining
properties. The results of this work were summarized as follows:
(1) The metallurgical difficulties experienced were due to the presence of chro-
mium in the cyanide solutions in the form of chromate. (2) The yellow precipitate
(which was obtained by the addition of lead nitrate to the plant solutions) was lead
chromate, carbonate, and hydrate. It did not contain gold, but its presence in the
solutions prevented zinc-dust precipitation of gold from solution. (3) The source
of the chromium was the particular f'eldspathic and pyroxine ore. (4) All of .the
chromium must be precipitated by the addition of a solution of a lead salt and the
resulting precipitate removed prior to de-aeration when effective precipitation with
zinc is obtainable. (5) Addition of a soluble lead salt to the cyanide solution gives
rise to the formation of hydrocyanic acid, which is readily "fixed" on contact with
free alkali.
REFRACTORY ORES
Where gold is associated with arsenic, antimony, tellurium, and certain
other minerals, it is often only partly soluble in cyanide solution. The
difficulty is usually more of a physical than a chemical one but special
methods of treatment may be required.
ARSENIC ORES
Mispickel (Arsenopyrite: FeAsS).6 When this mineral occurs 'in a
gold ore, a proportion of the gold is frequently in intimate association and
only rendered open to cyanide attack by previous roasting. With a "sweet"
roast, the calcine usually yields a high gold extraction with low lime and
cyanide consumption.
Mispickel in the raw condition in an ore, when agitated with strong con-
centrations of lime or other alkali in the presence of air, can yield alkaline
arsenites, thus
+ 2Ca(OH) + 130 = 2FeS04 + 2HCaAs0
3
+
This reaction is a strong deoxidizer, inimical to gold solution by cyanide;
6 Ibid.
CYANICIDES AND REFRACTORY ORES
249
therefore minimum amounts of lime and cyanide should be employed in
order to delay such reaction provided the gold is substantially free. If
high concentrations of lime are used, the associated gold may be released,
but difficulty may ensue in dissolving the gold owing to lack of oxygen.
AN'rIMONY ORES
Stibnite (Antimony Sulphide, Sb
2S.).
This mineral in an ore acts
as a weak acid, combining with alkalis to form salts, of the order of MHSbS.
and M;,'sSbS
4
, alkaline sulphantimonite and sulphantimonate, especially
in the presence of iron sulphides, using high concentrations of lime or
alkalis. It is therefore indicated that minor amounts of lime be used in
solution, sufficient to provide a permanent alkaline pH for protection of
the small amounts of sulphantimony compounds formed, otherwise at-
tacked by the latent acidity of the ore to liberate antimony pentasulphide
and hydrogen sulphide, which would act as powerful cyanicides.
Use of low-cyanide-strength solutions is also advisable in order to mini-
mize the speed of disequilibrium of the alkaline cyanide ions. The ore
should be pulverized only to a sufficient degree to render the gold particles
open to cyanide attack, thus presenting a minimum stibnite surface area
for interferent reactions.
Some stibnite gold ores are more amenable to eyanidation when pre-
viously subjected to surface oxidation in the pulverulent condition, with
the formation of a sulphate film, which on contact with water yields an
insoluble basic sulphate. The oxidation may also open up the fissure
planes, setting free the associated gold. This oxidation may be secured
by "weathering" the ore pulp, but in some cases, the agitation of the wet
pulp with small amounts of lime and sodium peroxide, together with in-
jected air prior to the addition of cyanide, may be effective.
If an antimonial ore or concentrate is roasted before cyanidation, this
calls for meticulous temperature and air control, as reduction to the
molten metallic condition can occur, with enfoldment of the gold particles.
Hillgrove, New South Wales," The gold ores from this section are of
special interest due to the gold's being in association with stibnite and in
some places with scheelite.
When ordinary water-slaked lime was used in the cyanide treatment of tailings
from previous milling operation, the gold extraction was fair but the cyanide con-
sumption was 12 to 14 lb. per ton, but by the use of ordinary air-slaked, or agricul-
tural, lime the consumption was reduced to 3.5 lb. per ton.
The present lOG-ton treatment plant consists of agitation and decantation equip-
ment-an 18-ft.-diameter mixer vat with paddles and four agitators. Eight-ton
7 Mine and ~ l l World Digest, April, 1938, condensed from E. and M. Rev., Mel-
bourne, Australia.
250 CYANIDATION AND CONCENTRATION OF ORES
batches are fed to the mixer. Sufficient lime is added for the propel' degree of al-
kalinity. Then additional cyanide solution is pumped in to bring the strength to
0.03 pel' cent.
The batch is then stirred for 4 hr. and then discharged into an agitator vat. The
mixer handles two batches pel' day. The four agitator vats are 16 ft. in diameter by
8 ft. deep, fitted with stirring gear. Before running a batch into an agitator, a large
quantity of sump solution is first pumped in, and the proportion of solution to solid
is kept high. After receiving two batches from the mixer and given a double wash,
the agitators are discharged, hosed clean, ready for the next batch.
The clear solution drawn off from an agitator is run to two settling vats 16 ft. 6 in.
in diameter by 4 ft. deep. The solution stands in settlers until any cloudiness has
settled. It is then run through a sand filter and then to the zinc boxes.
An 80 pel' cent gold recovery was made by the method of treatment described.
It is generally known that antimony can be readily volatilized, and by
roasting stibnite (Sb
2S3
) in an oxidizing atmosphere, antimony oxide can
be driven off and condensed. At the same time, anyone who has had
experience with such roasting knows that it is a delicate process. To
begin with it is impossible to drive off the antimony completely. Fur-
thermore, unless temperature control is very exact, the ore being roasted
is liable to be fused into a solid mass, entirely hopeless as regards subse-
quent roasting or treatment." Provided the roasting is carefully done,
the scoria remaining, which contains the gold, also contains a residual
amount of antimony which still stands in the way of normal cyaniding,
as the gold is, if anything, still more intimately associated with it.
The treatment of the calcines with an alkaline leach for the conversion
of the residual antimony oxides to soluble antimonates has been proposed
as a method for overcoming the difficulties usually encountered in attempt-
ing to cyanide such material.
At the plant of the Consolidated Murchison Co. in the Transvaal,
South Africa, where a refractory high-antimony gold ore is being treated,
flotation and cyanidation of the flotation concentrates and tailings are
being practiced. The association of the antimony and gold is very inti-
mate, and during 1946, while the antimony recovery amounted to 70.6
per cent, only 62.7 per cent of the contained gold was extracted.
TELLURIDE ORES
Solubility of Tellurides. In Bul. CIM. and M., June, 1933, under
the heading "Gold Tellurides Are Soluble in Cyanide," W. E. Johnston
wrote:
The gold-bearing tellurides behave very much as does gold itself. Finely divided
particles are dissolved fairly rapidly; coarser particles more slowly. All tellurides
B There is reason to believe that use of the FluoSolids roasting technique with its
special features of close control of temperatures and gas composition may improve
the metallurgical treatment of antimonial ores.
CYANICIDES AND REFRACTORY ORES
251
are soft and brittle and also have high specific gravity, with the result that they are
extremely finely divided in ordinary mill practice. The ordinary high-lime solution
of Kirkland Lake practice is suitable for dissolving of the gold tellurides. Oxygen is
necessary but apparently not more so than in dissolved gold.
In E. and M.J., August, 1933, Johnston returns to the problem with the results
of experiments. Before detailing these he says that a search of the literature failed
to show that anyone had actually conducted cyanidation tests on either specimen
tellurides or those concentrated from an ore-meaning Kalgoorlie, Cripple Creek, and
Kirkland Lake. Experiments with cyanide on these ores gave the following conclu-
sions, with which A. L. Bloomfield, H. V. Wallace, and John Dixon of Kirkland Lake
substantially agree:
1. Gold-bearing tellurides do yield their gold to cyanide if they are in a finely
divided state and excess lime is used. oJ
2. Sodium peroxide greatly reduces the time of treatment required for maximum
extraction. It is not beneficial when used in quantities equivalent to commercial use.
3. The tellurides are very brittle and, owing to their high gravity, will be retained
in the mill circuit for a long time. They will thus be in a finely disseminated state,
approximately minus 1600 mesh or the size required to yield a maximum extraction of
their gold.
4. Up to the present, gold-bearing tellurides have not been found in large quanti-
ties in mill tailings or in concentrates recoverable from them.
As in the case of many arsenopyrite ores, however, those carrying tel-
lurium and sulphotellurides often require roasting in order to open up the
gold content to attack by cyanide solutions.
GRAPHITIC ORES
The so-called "graphite" or carbonaceous mineral that exists in certain
ores in California, Montana, West Africa, and western Australia has been
a source of considerable difficulty in cyanide plants for many years. It
usually occurs in graphitic schists adjacent to the ore bodies and with
quite an irregular amount of carbon, increasing the difficulty in plant
control.
Several different treatment methods have been developed to overcome
the premature precipitation of gold by the carbon from cyanide solutions.
In West Africa, a posttreatment was given following usual cyanide prac-
tice by releaching with sodium sulphide solution, which acted as a solvent
for the gold precipitated by the carbon. Results, however, were not
satisfactory.
The Silver-Dorfman process, in which the ore, crushed in water, was
treated with small quantities of fuel oil, kerosene, or a combination of both
prior to cyanidation, was successfully used at some plants. The oiled
graphite lost, to a large extent, its precipitating power.
Roasting was a satisfactory solution, but its cost precluded its use on
many low-grade ores.
252 CYANIDATION AND CONCENTRATION OF ORES
The later development of flotation for gold ores, has, in most cases,
provided a satisfactory pretreatment and has been applied in several ways.
Flotation removes most of the freed carbon with the concentrate, which is
then roasted prior to cyanidation or shipped to a smelter. McIntyre,
using flotation with cyanidation of concentrate, refloated their cyanidation
tailing and returned this concentrate to the head of the cyanide circuit
when they encountered carbonaceous ore.
Graphite is present in the gold-silver ore in the Timmins Ochali Mining
Co. mill in Columbia." It was noted that:
Considerable carbonaceous schist occurs in the run-of-mine ore, not all of which is
detrimental. However, small quantities of graphitic schist act as a precipitating
agent and are found to reprecipitate values from the solution in the agitating circuit.
To remedy this, diesel fuel oil is added at 125 drops pel' minute to the classifier sand
discharge. The oil acts as a collector for the graphite, coating and inhibiting its
precipitating properties. A collector ring placed around the thickener feed well
collects the graphitic froth which floats to the surface. This is skimmed off several
times a week and stored. In two and a half years, less than a ton of it has been col-
lected. The small amount of graphite that gets by passes harmlessly through the
circuit and goes out to tails.
E. B. Leaver and J. A. W001 of the U.S. Bureau of Mines described a
number of experiments on California carbonaceous ores in T.P. 481, 1924,
and some of their further work on the same subject was published in
R.I. 2998, U.s.B. of M., 1930.
9 Wilson and Darnell, "A Lode Gold Mine in Columbia," E. and M.J., Vol. 143,
No.5, May, 1942.
CHAPTER XIV
Cyanide Regeneration and Miscellaneous
Processes
Cyanide regeneration o.ffers a practical means of overcoming the otherwise
heavy cyanide consumption freqllently encousuered in the treatment of gold
and, especially, silver ores, where cyanicides (cypnide cotisuminq minerals)
are present.
lVliscellaneolls processes used. for the extraction of gold and silver values
by hydrometalhtrgical means are also discussed in this chapter. These in-
chide the carbon-cyanidation, the bromocqomuie, the ammonia-cyanide, and
chlorination procesees. Thouqh. some of these are not used commercially
today, they are of interest both historically and because they coruribuie to
the Sllm of Ollr general technical knowledge, out of which new and improved
processes fOT the flltllTe may be developed.
A. J. Clark, metallurgist of the Homestake Mining Co. for 30 years,
once made the significant remark that every process, no matter to what
extent it might be regarded as impractical, should be reviewed every 5
years with the thought in mind that improvements in equipment' and
techniques might possibly justify its revival as a working scheme.
In keeping with this viewpoint, we have included in the present chapter
brief descriptions of certain processes generally regarded as out of date
and superseded by more modern and technically efficient methods, for
the fact remains that in many cases the cost of treatment by our improved
present-day metallurgy is often discouragingly high and in other cases
it is not possible to treat the ore at all.
If the technology of ore treatment is to make a steady advance, it is
imperative that research men and engineers keep an open mind in the
matter of reappraising the obsolete processes and also what may sometimes
appear to be the new-fangled ideas of overenthusiastic inventors. Both
may well contain the germs of ideas that lead to important process de-
velopments.
CYANIDE RECOVERY OR REGENERATION OF CYANIDE
With regard to regeneration of cyanide, J. E. Clennell said m The
Cyanide Handbook:
Since the main cause of cyanide consumption is the formation of soluble double
cyanide or complex cyanogen compounds of the base metals, and since solutions
253
254 CYANIDATION AND CONCENTRATION OF ORES
highly charged with such compounds are more or less inefficient as solvents of gold
and silver, it has been suggested that the cyanogen in such liquor might be recovered
in the form of simple alkali cyanides, by treatment with suitable chemicals. This
has been carried out in practice in some cases, but generally speaking the cost of
chemicals, power, labor, and other charges required for such treatment outweighs
the advantage gained by it.
The latter part of the foregoing statement may be questioned by some,
but although the few regeneration plants at work report a saving in cya-
nide and an improvement in the treatment, methods for the recovery of
cyanide have not been generally adopted.
Under normal operating conditions the mechanical loss of cyanide dis-
charged with the tailing is an important factor in cyanide consumption.
This loss results from imperfect washing, which in turn is the result of
limiting the water wash to the amount of water necessary to maintain a
balance of plant solution. This clifficulty can be practically eliminated
by using solution from which the cyanide has been removed to extend the
washing period, according to W. E. Crawford of Fresnillo, Mexico.
In Handbook oj Ore Dressing, 1928 ed., by A. L. Taggart, R. C. Canby
said:
Precipitation of gold and silver from cyanide solution by means of zinc or alumi-
num results in regeneration of cyanide, probably not in the form of 'alkali cyanide as
originally added but in a form in which an equivalent amount of effective cyanide ion
is present.
The common method for regeneration of cyanide is by acidulation of
the solutions. Allor part of the cyanogen is converted thereby into
hydrogen cyanide, which is fixed by an alkali (generally lime) and returned
to the cyaniding system. This is the Mills-Crewe process, the principle
of which is described by C. W. Lawr in T.P. 208, fi.I.l11.E., 1929, in which
he also gives a selected list of 38 references to regeneration:
PRINCIPLE OF CYANIDE REGENERATION
The solution, be it a' weak wash or a foul solution, is made acid by bringing it
into contact with sulphur dioxide. The acidified solution is then transferred to a
closed tank in which air and solution are brought into intimate contact. The air
leaving the tank charged with hydrogen cyanide is then passed to another tank in
which it is mixed with an alkaline SOlution, the latter absorbing the HON and leaving
the accompanying air clean for reuse in removing more HON from the acidi-
fied soluti on.
The extent to which the acidified solution will become impoverished of its cyanide
will depend upon the acidity, the amount of air brought into contact with the solu-
tion, and the quantity of residual HON left in the air after the latter has passed the
absorbing apparatus. (The system is closed so that the same air is used repeatedly.)
Of course the amount of air required will depend on how efficiently it is utilized,
but where other conditions are equal, it may be stated that the amount of cyanide
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 255
removed from a given volume of solution increases with an increase in air, and, fur-
ther, an increase of air will do more good or a decrease will cause poorer results than
almost any other change that could be made in the plant. (By increase in air is
meant an increase in the velocity of that being circulated.) .
The impoverished acid solution may be wasted or used as a water wash on the
filters, either before or after filtering, depending on whether the solution contriins
enough silver or copper to pay for its removal. If the spent solution does not contain
any silver, but much copper, it is doubtful whether it could be used as a filter wash
before filtering, because the slimy nature of the precipitate would affect adversely
the filter leaching rate.
The Mills-Crewe cyanide-recovery process is... applicable only in plants
of rather large tonnage and best on solutions resulting from the treatment
of silver ores or those containing appreciable amounts of copper.
Cyanogen in mill solutions exists chiefly as free alkali cyanide, as zinc
and copper double cyanides, and as sulphocyanide and ferrocyanides.
From the free cyanides and zinc double cyanide, substantially complete
recovery of the cyanogen is easily effected. Part of the cyanogen com-
bined with copper is readily recovered; regeneration of the remainder,
with the cyanogen existing as sulphocyanide and ferro cyanides, requires
special treatment which well may be justified in large plants or in plants
where unusually strong solutions are employed.
Cyanide Regeneration at Pachuca, Mexico. At Pachuca treat-
ment of the silver ore, which carries some copper, and gold involves a
high cyanide consumption, which is reduced by cyanide regeneration.
Mter the usual washes of the filter cake, including a water wash passing
to mill make-up, the cake is given a further wash of 20 min., and the values
in cyanide and precious metals contained in this solution are removed in
the regeneration plant, the cyanide being returned as a gas and absorbed
in the mill solution, while the silver and gold and quantities of copper are
recovered in the form of a precipitate, which is shipped to a smelter.
The plant treats 3800 tons per day of a solution composed of 1000 tons
of barren solution and 2800 tons of water wash from the filters.
Regeneration consists of (1) acidifying the solution with sulphur dioxide
to neutralize lime and convert the cyanides to hydrogen cyanide, (2)
vaporizing the hydrogen cyanide from this solution by means of a large
volume of air, (3) absorbing the hydrogen cyanide carried by this air in
the regular mill solutions, (4) adding zinc dust to precipitate the gold, (5)
recovering the gold-silver-copper precipitate by filtration.
The sulphur dioxide gas used in the process is made in a rotary sulphur
burner. It is brought into contact with the cyanide solutions in an aeidi-
fier. The HCN formed in the acidifier remains in the acid solution until
removed in the dispersers. This gas is dissolved in the solution, and al-
256
CYANIDATION AND CONCENTRATION OF ORES
though it can be removed fairly easily, it is fixed sufficiently in the acidified
solution so that, upon passage through a weir box 6 ft. in length open to
the atmosphere under normal conditions, no loss of HCN can be detected
by silver nitrate titration of the solution as it enters and leaves the weir.
At times, an odor of HCN is noticeable, indicating a slight loss.
The HCN is removed from the acidified solution by bringing a large
volume of rapidly moving air into contact with the acidified solution
spread over a large surface. Solution-surface exposure is obtained by
grids and spraying devices. At least 15 cu. ft. per min. of air per ton of
solution treated in 24 hr. is required.
The HCN removed from the acidified solution then is absorbed by an
alkaline plant solution in horizontal absorbing towers in which the solu-
tion and the air containing the gas are brought into close contact.
R. R. Bryan,' general superintendent of mill at Pachuca, writes:
The regeneration of the quantity of barren solution was undertaken to keep the
plant solutions reduced in certain constituents which, when allowed to build up,
caused poor extractions and poor settling. Copper is one of these deleterious con-
stituents, and although unknown, we suspect that there may be others. We endeavor
to keep the copper content of the thickener overflow below 80 grams copper per ton
of solution. With this bleeding of 1000tons barren solution per day there has been a
great improvement in settling and former periods of unusually low extraction have
been avoided.
Another change in cyanide regeneration has been the introduction of entirely
automatic acid control. This is accomplished by means of a Beckman pI-I meter and
a Bristol potentiometer controller which operates the air valve on the sulphur burn-
ers. The correct pH for optimum results depends on the constituents of the particu-
lar solution. For filter washes it is pH 5.6, but with the addition of barren we use
pH 5.1.
The difference in pH required for different solutions appears to be due to different
amounts of double zinc cyanides which they may contain. The double zinc cyanide
requires a higher pH for its complete regeneration than do the simple cyanides.
The introduction of automatic pH control has been a major improvement in our
cyanide regeneration. The amount of sulphur required has been reduced, the tails
are lower, and less trouble from liming up is encountered. Before pH control, the
regeneration of an considerable tonnage of plant barren solution was very difficult
because of liming up. The use of pH control has greatly reduced this difficulty.
Hudson Bay Mining and Smelting Company. The operation of a
cyanide regeneration plant in Canada is described by the mill staff in
"Cyanide and Regeneration Plant and Practice at Flin Flon" (Trans. 49,
C.I.M. and M., 1946) as follows:
From the storage tank following precipitation, barren solution is pumped to the
Mills-Crewe regeneration plant for recovery of the cyanide, which is reused during
agitation.
1 Personal communication to the authors, May, 1948.
CYANIDE REGENERATION AND MISCELLANEOUS PROCES'SES 257
The elements of a single regeneration unit are shown in Fig. 60. They consist of
1. A dispersing tower.
2. An absorbing duct.
3. A blower rated at 36,000 cu. ft. per min. and 4-in. water gauge.
4. A centrifugal pump for dispersed solution.
5. A centrifugal pump for absorber solution.
Acid
FIG. 60. Cyanide regeneration unit at FHn Flon, Manitoba, Canada.
Acidified barren solution enters the top of the dispersing tower, where it is dis-
tributed across the tower section by three launders. The solution drops through
the grid-packed tower countercurrent to an air stream discharged by the blower and
into a sealed sump at the tower bottom. From the sump, a centrifugal pump trans-
ports the solution to the next unit.
The air stream in its passage up the tower sweeps the hydrocyanic acid gas, liber-
ated by the action of the acid, into an air duct leading to the absorber. This is a
tunnel about 40 ft. long and 4 by 6 ft. in section. One end joins the air duct from the
disperser, and the other end forms the blower inlet. The tunnel floor, over which
258 CYANIDATION AND CONCENTRATION OF ORES
absorber solution flows, slopes at ~ in. per ft. to 11 scaled sump. From the sump, 11
centrifugal pump elevates absorber solution to 11 storuge tank feeding the absorbers
and agitntors. Six rotor sprays are installed at intervals across the tunnel, about
3 in. above the floor. The rotors are 12 in. diameter by 4 ft. long and are driven at
900 r.p.m. by 3-hp. motors. The adjustment of 11 butterfly weir at each rotor controls
the depth of its immersion and the fineness of the mist in the tunnel atmosphere.
A frumo of 30 metal louvers located across the tunnel near the blower intake protects
the Ian from lime-scale ccating by minimizing the mist entering the blower.
The air streum carrying hydrogen cyunide gas enters the absorber ut its junction
with the disperser air duct. It is drawn through the mist of absorber solution, a we11k
lime slurry. The cyanide gas reacts with the absorber mist and remains in solution
l1S calcium cynnide, while the other guses pass on into the blower. The blower dis-
charges into the disperser tower, completing the gas cycle.
The entire plant consists of
1. Four dispersing units..
2. Four absorbing units.
3. An absorber storage tank feeding the absorber units and cyanide agitators.
The dispersing units operate in series. Barren solution is acidified with waste
sulphuric acid from the electrolytic section of the zinc plant in a lead-lined box ahead
of unit 1. Acid addition is controlled at this point to give 11 residual acidity of 1%
to 21b. acid per ton of solution at the last disperser. A minimum residual strength
of ~ lb. per ton is required for good disperson. From the last disperser, 'the solution
is pumped to the copper sulphate plant for further treatment,
The absorber units operate in parallel. From the storage tank, the absorber solu-
tion flows by gravity to the high end of each of the four units. It becomes enriched
in cyanide during its passage through the absorber and is pumped back to the storage
tank by 5-in. pumps.
An 18- by 18-ft. wood-stave tank equipped with a 48-in. ship-type impeller is used
for absorber solution storage. From this reservoir, the final regeneration plant
product is drawn for reuse in the agitators and circulates to each absorber unit. The
alkalinity of the solution is maintained at Llb. C110 per ton by addition of plant lime
slurry. The draw-off to the agitating section is replaced with water. A portion of
the flow to the ugitators is used to dissolve and transport the raw cyanide addition.
The regeneration operation for a year is summarised in Tuble 36.
TABLE 36. CYANIDE-REGENERATION DATA
Barren solution to regeneration:
Daily tonnage .
Regenerable cyanide (Nl1CN) .
Lime (CaO) .
Tailing from regeneration:
Regeneratable cyanide (NaCN) .
Residual sulphuric acid (H
2SO.
j ) ......
Sulphuric acid (H
2
S0
4
) consumption:
Barren solution .
Recovery of regenerutable cyanide:
Percentage , .
Cyanide (Nl1CN) per ton cyanide heads " .
Raw cyanide consumption:
Cyanide (NaCN) per ton cyanide heads .
2814 tons
2.23 lb. per ton
0.25 lb. per ton
0.18 lb. per ton
1.91 lb. per ton
4.58 lb. per ton
91.5 per cent
1.69 lb.
1.15 lb.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 259
Leaver and Woolf Process, u.s. Bureau of Mines. In T.P. 494,
"Copper and Zinc in Cyanidation. Sulphide-Acid Precipitation," the
authors E. S. Leaver and J. A. Woolf describe a process for the regenera-
tion of a large part of the cyanide combined with copper and zinc.in fouled
mill solutions. This process, which as far as we know has not yet been used
on commercial scale, involves the addition of a soluble sulphide to the'
solution followed by acidification in a closed reactor to pH 5 to 0, whereby
the zinc and copper are thrown down as sulphides and up to 80 per cent of
the combined cyanide regenerated. After removal of the precipitate by
filtration lime is added to the filtrate to "Ji'C" the HCN regenerated, and
the solution is ready for reuse. oJ
The silver would normally come down with the copper and zinc pre-
cipitate, but it may be separately removed as silver sulphide if desired
before acidification. Only a part of the gold is precipitated; the rest
must be recovered by the usual zinc-dust treatment.
The process must, of course, be carried out in a carefully closed system
to avoid the hazards of HCN asphyxiation, and it has the disadvantage
that sulphocyanates, cyanates, etc., are not broken up. It is stated that
the precipitated sulphides are readily filtered and contain no cyanide, but
the exact manner of handling and retreatment for extraction of precious
metals is not described.
This technical paper is, however, of special interest to those concerned
with the problem of soluble copper and zinc in cyanide solutions.
General Engineering Company Process. In this process the free
cyanide and free lime as well as any copper, zinc, or silver compounds are
precipitated by the addition of chemically equivalent amounts of zinc sul-
phate. The precipitate, following filtration, is treated with acid for re-
generation and recovery of CN by the usual stripping and absorbtion
methods, and the filtrate treated with zinc dust or other suitable precipi-
tant for recovery of the gold.
The cyanide' tied up with the copper and silver is lost in the proposed
smelting method for recovering the metals, but the process has the advan-
tage that only a small bulk of precipitate is acidified as against the whole
volume of solution in other processes, and it would also appear that a
considerable part of the acid ZnS04 could be reused after neutralization
with lime.
Electrolytic and Other Methods. Electrolysis of cyanide solutions
results in regeneration of the cyanide combined with the metal complexes,
but this method has been largely abandoned owing to the high cost of
installation and operation. Other methods proposed for the precipitation
of the metals dissolved in cyanide solution usually result is some degree of
260 CYANIDATION AND CONCENTRATION OF ORES
cyanide regeneration, though few have passed beyond the experimental
stage.
Australian Practice," At the New Occidental Gold mines N.L. Cobar,
New South Wales, Australia, solution containing copper from the direct
cyanidation of ore containing pyrrhotite and chalcopyrite (from 0.1 to
0.3 pel' cent copper) is treated by a batch process.
When the working solution increases in copper content above 0.03 per
cent, the double cyanide of copper, CU2(CN)22NaCN, is precipitated by
strongly acidifying the solution with H
2S04
. This brings down a bluish-
black precipitate of cuprous cyanide which is allowed to settle, the clear
solution being decanted off into an agitation vat where lime is added to
give a protective alkalinity of approximately 0.1 per cent CaO.
By this method profitable regeneration of the free cyanide from the
double cyanide is accomplished and the copper content of the plant solu-
tions kept below 0.03 per cent copper. It was found in practice that,
when the copper content increased above this figure, dissolution of gold
was reduced considerably.
The low-grade copper precipitate produced in the process is run to waste
from the settling tank, since shipping it to a smelter proved uneconomical.
Gold-copper Residue Treatment. H. B. Wright stated in E. and
M.J., May 5, 1923, that regeneration of cyanide from cupriferous cyanide
solutions is profitable, easy of application, and made possible the treatment
of a dump of refractory residue in New South Wales, Australia. This
material contained about $4 gold per ton and 0.1 per cent copper in the
sand and 0.33 per cent in the slime. While treating more than 10,000
tons of this mixture, half of the cyanide was regenerated and about 1 lb.
per ton copper was recovered.
To neutralize acidity, 4 lb. lime was added to each ton of sand going
to the leaching vats; 2 tons of cyanide solution pel' ton of sand was used
during the 14 days' treatment. But as it is essential for regeneration to
deprive solutions of alkalinity or free cyanide, the sump solution ~ i t r t i n
0.06 per cent NaCN and 0.04 per cent CaO was applied to the 70-ton sand
vats, a half ton to each ton of sand, preceding the neutralization by lime.
The solution draining away was neutral to phenolphthalein and was pumped
to the regenerating part of the plant for subsequent treatment.
It was found best, by repeated tests, to apply one case or 224 lb. cyanide
all at once to-a vat containing 70 tons sand. The next step was to pump
regenerated solution of 0.14 per cent NaCN and 0.10 pel' cent CaO strength
over the cyanide placed on top of the sand, which dissolved all of the new
cyanide required and raised the strength to 0.40 per cent. This solution
2 C.E. and 111. Rev., Jan. 10, 1947, p. 134.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 261
was circulated by pump for 8-hr. periods over two days. Then it drained
to the zinc boxes, having 0.15 to 0.20 per cent free cyanide. .
Precipitation on zinc was for the richer and stronger solutions only, and
80 per cent precipitation of the gold was considered good work under the
conditions of treatment. Calcium sulphate mud was a nuisance in the.
boxes. . The gold-bearing sludge was so refractory that it was sold to a
smelter.
Precipitation of gold from the weaker solutions was accomplished by
sulphuric acid. Copper was present in the solution as the double cyanide
Cl12(CN)22NaCN and was precipitated in the padd]e agitator mentioned in
the next paragraph by means of sulphuric acid. The dried precipitate
assayed 60 per cent copper, 70 oz. gold, and double that of silver.
Regeneration was done as follows: The solutions neutralized and freed
from active cyanide, as already mentioned, were eventually pumped to
an elevated agitating tank of 50 tons capacity. Enough sulphuric acid
was then added to throw down as cuprous cyanide, Cl12(CN)2, all of the
copper present. Each charge of solution required from 7H to 14 lb.
per ton. The agitator, from which an unpleasant odor arose, was then
stopped, and the cuprous cyanide precipitate allowed to settle for hr.
The clear liquor, charged with hydrogen cyanide, was decanted into a
50-ton Don agitator. Milk of lime then was added until the solution
showed 0.09 to 0.13 per cent free CaO and 0.14 per cent free NaCN.
Agitation was effected by pumping. The regenerated solution was then
pumped into the head tank and reused in treatment, as described.
The Don agitator was cleaned of insoluble matter at periods of 3 to 6
months. The cuprous cyanide precipitate from the paddle agitator was
allowed to accumulate during six charges, then was washed out and drained
on a filter consisting of wooden slats, coconut matting, and sacking and
finally dried and shipped to the smelter.
NOTE. Although no ill or serious results ever attended the use of this process at
this plant, it should be used with caution because of the extreme danger of cyanide
poisoning by hydrocyanic acid gas.
MISCELLANEOUS PROCESSES
CARBON CYANIDATION
3
Countercurrent carbon cyanidation with simultaneous dissolution of
gold by cyanide and its adsorption by carbon offers several advantages
over other carbon cyanidation processes as (1) the rate of dissolving the
gold is faster, (2) higher grade gold-bearing carbon is obtained, (3) less car-
bon per ton of ore treated is required, (4) separate dissolving and adsorbing
3 Private communication from Dr. T. G. Chapman.
262 CYANIDATION AND CONCENTRATION OF ORES
units are not needed, (5) adsorption of dissolved gold by colloids or graph-
ite is reduced, and (6) capital and operating costs of plant are reduced.
Pilot-plant operations' since 1940 which employed this method of cya-
nidation include one plant which operated without agitation and three
plants which employed agitation but used different methods of separating
the carbon from the ore pulp.
Harquahala Pilot Plant. The Eagle Picher Mining and Smelting
Company in 1940-1941 erected and operated a 25-ton capacity pilot plant
on Harqua Hala amalgamation tailing near Salome, Ariz. The tailing
treated contained considerable colloidal material, and treatment of this
material by standard cyanide and flotation methods had been tried with-
out satisfactory results. The tailing was pulped with water, lime, cyanide,
and activated carbon to a consistency of 70 per cent solids. The pulp
was allowed to stand without agitation for a period of 15 to 24 hr., n ~ then
the carbon was separated from the pulp with a Denver flotation machine.
The extraction of gold ranged from 70 to 75 per cent, and the concentrate
contained from 25 to 50 oz. gold per ton. The explanation for the com-
pleteness of the reactions involved without the usual agitation of the pulp
lies in the continuous migration of gold ions to points of low gold concen-
tration which surround the particles of activated carbon.
Getchell Pilot Plant with Flotation. In 1946, the Getchell mine!
of Nevada installed a 100-ton capacity pilot plant employing flotation for
the recovery of the carbon from the are pulp. Lime, cyanide, and acti-
vated carbon were added to the ball mill, and the carbon was separated
from the pulp with mechanical sub-A flotation machines. On heads assay-
ing 0.10 oz. gold per ton, the extraction amounted to 85.7 per cent, the
tailing assayed 0.014 oz. per ton, and the barren solution contained 0.0005
oz. gold per ton. The grade of concentrate, 2.0 oz. gold per ton, was low
owing to the presence of a black mineral in certain parts of the Getchell
ore body which floated with the activated carbon.
Getchell Pilot Plant with Carbon Containers. In 1947, Getchell
mine" installed a second pilot plant of 100-ton capacity to experiment with
the elimination of the flotation step in recovering the carbon from the pulp.
Originally, coarse activated carbon, minus 10 plus 30 mesh, was used,
and the coarse carbon was confined in revolving screens which were par-
tially submerged in the ore pulp. Three agitators were used in series with
one 4- by 4-ft. screen, 30-mesh stainless-steel cloth, in each of the first
1 Hardy, R. A., "Carbon-cyanidation mill tests at the Getchell Mine, Nevada,"
American Mining Congress, Denver meeting, September, 1946.
6 R. A. Hardy and F. W. McQuiston, "Developments of Carbon by Cyaniclation
of Getchell Mine, Nevada," American Mining Congress, El Paso meeting, October,
1947.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 263
two agitators and two screens in the third agitator. The. coarse carbon
was advanced countercurrent to the direction of pulp flow from agitator 3
to agitator 1. The carbon discharged from agitator 1 to the refinery
assayed 82.6 oz. gold per ton.
In the latest (1949) modification of this process, five Dorr agitators
are used in series and the revolving screens are suspended vertically in the'
pulp. In this new scheme the carbon-loaded pulp is on the outside of the
screens and is transferred from one agitator to the next by air lifts, while
the carbon-free pulp which passes through the revolving screens is passed
by air lifts into the preceding agitator countercurrently to the carbon-pulp
flow. Thus, pulp which is largely barren of gold leaves the system at one
end, while the activated carbon with its load of gold (approximately 400 oz.
per ton) is withdrawn from the other end, separated from entrained pulp
in a small washing trommel and passed on to "desorption" or step of re-
moval of the gold (see page 265). Barren solutions as low as 0.001 oz.
per ton have been reported. In this particular adaptation of the process
cyanidation is carried to completion before the carbon is added.
American Cyanamid Aerochar Precipitant. In 1948, American
Cyanamid Company employing the pilot-plant unit of the Eagle Picher
Mining and Smelting Company at Sahuarita, Ariz., conducted continuous
tests employing magnetic activated carbon for the adsorption of gold.
The carbon was prepared by mixing magnetite with activated carbon and
sodium silicate binder. After drying, the magnetic portion was separated
and introduced to the ore pulp. After the completion of dissolution and
adsorption of the gold, the carbon was separated from the pulp with wet
magnetic concentrators.
Recovery of Adsorbed Gold and Silver,v The desorption of gold and silver
from a carbon which has been in contact with an ore pulp apparently depends upon
the shifting of the equilibrium encountered between adsorption and desorption.
Four methods of shifting the equilibrium succeeded in des orbing the gold and silver.
The four methods comprised (1) the use of a solvent in conjunction with a large excess
of precipitant in order to remove the gold from the receiving solution as the desorp-
tion progressed; (2) the use of a solvent in conjunction with electrolysis to accom-
plish the same purpose; (3) the use of a solvent and large volumes of solutions, added
in stages, to keep the concentrations of the gold and silver in the receiving solutions
sufficiently low to accomplish desorption; and (4) the use of higher temperatures by
employing hot solvent solutions in a pressure chamber. The authors believe that
the last method given is the most feasible, as this method is very rapid, has the lowest
reagent cost, and accomplishes the desorption with the minimum volume of desorbing
solution. '
6 E. H. Crabtree, Jr., V. W. Winters, and T. G. Chapman, "Development of Car-
bon-Cyanidution," A.I.M.E., San Francisco meeting, 1949.
264
CYANIDATION AND CONCENTRATION OF ORES
The treatment involved consisted of placing the charge of gold- and'
silver-bearing carbon in a 10- by 12-in. horizontal batch-type pressure-
filter press with filtrate valve closed, adding cyanide solution followed
by hot water and subjecting the charge to full boiler steam pressure of
90 to 95 lb. per sq. in. for a soaking period of.20 min. The filtrate valve
was then opened, and the pregnant solution forced through a heat ex-
changer and into a storage tank. Five cycles as described were used for
each charge of 2.22 lb. carbon, equal to about 26 lb. carbon pel' 24 hr.
(approximately the amount used to treat 7.5 to 9 tons low-grade ore).
The amount of cyanide used was equivalent to 2 to 20 lb. per ton of
carbon treated and the hot water to 50 tons per ton of carbon, which
TABLE 37. CARBON CYANIDATION-ADSORPTION DATA
(Container modification-Results of 63-hr. test at Sahuarita)
Material Weight, lb.
Tons per 100 Assay, oz.
Per cent
tons of heads gold pel' ton
Heads .................... 3780 100.0 0.096 100.0
Carbon................... 8.06 0.213 41.86* 92.7
Barren solution........... 6426 170.0 0.0012t 2.1
Tailing........ , .......... 3780 100.0 0.005 5.2
* Carbon assayed 29.7 oz. silver per ton.
t Barren solution from agitator 3 averaged 0.0025 oz. gold per ton.
TABLE 38. CARBON CYANIDATION-DESORPTION DATA
TonsperlOO
Assay, oz.
Per cent
Material
Carbon,
tons of mill
per ton
lb.
heads
Gold Silver Gold Silver
---------
Heads, carbon, screens 11 to 31 .. 8.06 0.213 41.86 29.7 100.0 100.0
Pregnant solution...... " ........ 466 12.32 0.68 0.48 98.4 100.0
Desorbed carbon................. 8.06 0.213 0.63 Trace 1.6 0
corresponds to about 10.65 tons pregnant solution per 100 tons of ore
treated. Conventional cyanide practice would require the handling and
precipitating of nearly thirty times as much pregnant solution.
Typical metallurgical data for the adsorbing and desorbing phases of
this process are shown in Tables 37 and 38.
The barren solution given in the tabulation, viz., 0.0012 oz. gold per ton,
was the solution after treatment in the scavenging screen placed in the
tailing launder. The barren solution from agitator 3 is given in the second
footnote as assaying 0.0025 oz. gold per ton. The scavenging screen, with
a very short time of contact with the tailing pulp, therefore reduced the
assay of the barren solution from 0.0025 to 0.0012 oz. gold per ton.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 265
Although the data show that desorbed carbon which has not been
reactivated has decreased adsorptive speeds, it is entirely possible that
more effective contact with such .carbon will make up to a considerable
degree for the loss of adsorptive speed for such carbons. The data indi-
cate that the reactivation of desorbed carbon restores its adsorptive speed
to that of fresh carbon.
The authors believe that the loss of adsorptive speed of a desorbed
carbon as compared with a fresh carbon is due to the partial filling of the
interstitial spaces of the carbon by slime. The reactivation of desorbed
carbon, which apparently restores its adsorptive speed, is believed to
increase the interstitial spaces by oxidation with steam during reac-
tivation.
Electrolytic Method. In the desorption scheme worked out at the
Getchell mines the gold-bearing carbon is leached with a hot solution of
sodium sulphide and caustic soda and the dissolved gold precipitated elec-
trolytically on graphitized wood shavings using a stainless-steel screen
anode. The spent electrolyte is returned continuously to the leaching
step.
When treating 700 tons pel' day of minus 325-mesh slimes, it is expected
that the consumption of activated carbon will not exceed about 60 lb.
per day.
ION EXCHANGE USING SYNTHETIC RESINS
Ion Exchange. As an alternative to the use of activated carbon for
the removal of gold and silver from cyanide solutions by the mechanism of
adsorption, the application ofion-exchange methods using synthetic resins
has been proposed.
Tests along these lines carried out by the U.S. Bureau of Mines on ore
from Buckhorn mining district in Nevada are described in R.I. 4374,
January, 1949. The ore was chosen because its very poor settling and
filtering characteristics made conventional cyanidation impractical. It
was ground to minus 100 mesh for the present tests. Only the plus 35-
mesh fractions of the commercial resins were used, and both the anionic
and cationic types were investigated. After a period of agitation with
the cyanided ore pulp, the resin was separated by screening and washing
on a 65-mesh sieve.
The gold and silver were then removed from the resin by eluting with
sodium hydroxide, after which it could be used for subsequent adsorption,
though with increasing loss of capacity with each cycle.
Summarizing the tests, the author states that about 78 per cent of the
gold and 50 pel' cent of the silver in the ore were recovered by counter-
current adsorption and regeneration.
266 CYANIDATION AND CONCENTRATION OF ORES
While the countercurrent method proved to be the best system, it was
not practical to make use of the simultaneous dissolution and adsorption
technique worked out by T. G. Chapman owing to the marked adsorption
of free cyanide. by the resins.
The anionic-type resins were found to be superior to the cationic type
in the particular pH range and other conditions investigated, and about
25 lb. resin per ton of ore treated was required, though the actual con-
sumption would presumably be only a small fraction of this, depending
upon the undetermined amount of replacement required.
A 48-hr. leach was used, followed by adsorption times as short as 15 to
30 min. for 95.4 per cent gold and 79 per cent silver removal from the
pregnant solutions. Sodium hydroxide, which removed close to 99 per
cent of the precious metals adsorbed, was found to be the most efficient
of the eluting and regenerating agents tested.
A more detailed investigation is required before the advantages and
limitations of the use of ion-exchange resins, as compared with activated
charcoal, can be evaluated. At the present time it would appear that
charcoal is a cheaper material and one that is more resistant to mechanical
abrasion and chemical deterioration,"
BROMOCYANIDE PROCESS
Bromo salts are a mixture of 57 per cent sodium bromide, NaBr, and
43 per cent sodium bromate, NaBr03, in the form of light-gray, light-
yellow, or reddish-brown crystals or powder.
The use of bromo salts for treating a telluride concentrate in the Wright-
Hargreaves plant at Kirkland Lake is described by J. T. Willey in E. and
JJ1.J., July 7, 1928.
Two 12- by lO-ft. tanks were used as collectors. They had mechanical
agitators and a capacity of 15 tons solids and 15 tons solution. When
thoroughly mixed, samples were taken for specific gravity, moisture,
alkalinity, and cyanide content. If necessary, sulphuric acid was added
to reduce alkalinity to 0.1 per cent, and cyanide was added to increase the
strength to 1 lb. per ton.
Bromocyanide Was next made by mixing bromo salts, cyanide, and
sulphuric acid. To make 1 lb. bromocyanide it requires 521 grams bromo
salts in 1500 cc water, 207 grams potassium cyanide in 1500 cc water, and
486 grams 66Be. acid in 4500 cc water. Twenty pounds bromocyanide
was made for each charge of 15 tons concentrate. The procedure was
as follows:
7 It is evident that with synthetic resins costing between 50 cents and several
dollars per pound, the over-all consumption that could be tolerated commercially
would be quite small.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 267
Three 40-gal barrels were used. Into the first, which was immediately
above the agitating tank, was put the requisite quantity of sulphurio acid.
For 20 lb. bromocyanide this barrel held twenty times the quantity of water
and acid given in the formula. The other two barrels were immediately
above the acid barrel. From the bottom of each of these barrels was' a
lead pipe leading to the acid barrel, which itself had a lead pipe leading
to the agitator. Plugs served as valves. The acid barrel was covered
to prevent escape of bromine fumes and also had a hand-worked paddle
mixer. Into one of the upper barrels was placed twenty times the quan-
tity of bromine salts and water given in the recipe, and in the other barrel
an equivalent amount of cyanide and water. The'salts were then dissolved.
Next, the plugs in the upper barrels were pulled out simultaneously,
letting the solutions into the acid barrel, the contents of which were
stirred. The 20 lb. bromocyanide was then run into the agitator. Stirring
proceeded for 24 hr. when the pulp was sampled and assayed. If high in
gold, more bromocyanide was run in, and the agitation repeated until
extraction was complete. During July, 1927, 70 tons concentrate averaged
$76 per ton before treatment and $1.50 after treatment, equivalent to
98 per cent extraction.
The bromocyanide process" has been successfully applied to some mispickel-gold
ores, for the reason that this process requires no oxygen for gold dissolution. Some
of the reactions involved embrace the following:
(FeAsS)z + lICNBr + lIHzO = AszO
a
+ FeS04
+ lIHBr + lIHCN
and
2Au + 3NaCN + CNBr = 2NaAu(CN)z + NaBr
The HCN is absorbed by the addition of alkali during the process.
It is the opinion of Julian and Smart that the activity of the bromo salt is not due
to the liberation of cyanogen, though that probably occurs, but to a liberation of
oxygen according to the equation
2 BrCN + NaCN + 4NaOH = 2NaBr + 2NaCN+ NaCNO + 2H
zO
+ 0
Since BrCN is decomposed by alkali, it is important that free alkali should be
kept very low during the treatment, and any lime necessary for settlement being
added at its conclusion.
BrCN + 2NaOH = NaBr + NaCNO + H20
The process was once used at Deloro mine, Ontario, Canada, for the treatment of
an arsenopyrite ore and was developed in Australia by Dr. Diehl for treatment of
the sulphotelluride ores of the Kalgurli district. It is practically obsolete today but
should be kept in mind as a possible method for handling refractory gold-bearing
materials.
8 R. J. Lemmon, "Reaction of Minerals in the Cyanidation of Gold Ores," C.E.
and JJ. Rev., March, 1940.
268 CYANIDN.rION AND CONCENTRATION OF ORES
Ammonia-cyanide Process. In C.E. and M. Rev. Dec. 11, 1939, R. J.
Lemmon points out that the original work on this process was done at the
University of Sidney. It was introduced into the United States in 1901
by Bertram Hunt but has been used only on one or two minor operations,
since closed down, in this country. Describing this process in a later issue
of the same publication (Mar. 11, 1940) Lemmon says:
The employment of ammonia in excess of the amount of copper soluble in the
cyanide solution, but in less amount than required to bring the total soluble copper
into solution, has been found beneficial in increasing the gold solution, reducing cya-
nide consumption, and substantially reducing the amount of copper entering the gold
precipitation unit. The mechanism of reactions includes the following:
2NaCN + Cu!" = CU(CN)2 + 2Na+
and
3Cu(CN)2 + 4NI-I
10H
= 2Cu(CN)2 + 4H
20
+ [Cu(NH
a),,].(CN)2
The cupriammoniurn cyanide dissociates into the complex radicle [Cu(NH
a
) 4]
and free cyanogen [(CN)2]. A further reaction probably ensues,
4Cu(CN)2 + Cu(NH
3
) '1 = 4NHa2(CuCN)2
CU(CN)2 + (CNh, dicuproso-cupric cyanide and cyanogen
It is believed that the (CN)2 liberated reacts with hydroxyl ions to form alkaline
cyanides which then dissolve the gold. The are to be treated should have a low
permanent lime alkalinity, a weak solution of cyanide then added to dissolve some
of the soluble copper, followed by slight excess of ammonia, and further lime added
at the end of the treatment period to precipitate the ammonia-copper solution in the
are pulp. If the process has worked efficiently, the dicuproso-cuprie cyanide should
also be left as an insoluble in the pulp. Should the pulp contain interferent iron
salts, a small amount of a soluble lead salt may be added before the addition of the
cyanide. The method is applied in a similar manner to copper "oxides" such as
malachite.
Where this method was used to treat a complex gold-bearing copper
silicate ore in California, the cyanide consumption was reduced from 8 lb.
per ton by direct cyanidation to 1 lb. per ton. The gold was precipitated
in zinc boxes by the usual method.
Pretreatment to Remove Copper. Where sulphides of copper are
the source of the trouble, their removal by flotation is frequently success-
ful (the greater part of the chalcopyrite in the Noranda ore is removed by
this method), but if the copper mineral is largely oxidized, chemical leach-
ing methods may be indicated.
The use of either acid leaching or ammonia leaching is suggested. The
latter usually involves a higher cost, whether recovery of the copper is or
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 269
is not practiced, while the acid scheme suffers from the disadvantage that
it is often difficult in practice to neutralize completely the residues from
acid leaching and a rather carefully designed plant involving filt!-lring and
agitation equipment is required to ensure successful operation (see "Cal-
cine Treatment at Rietfontein"). .
Greenawalt in Hydrometallurgy of Copper, p. 370, 1912, states that
in his opinion,
If the copper is extracted with an acid solution, the most logical way of recovering
the gold is with chlorine, and the most logical way of extracting the silver, is with a
chloride solution. The various methods of chloridizing .and of extracting silver by
means of the CuCI, solution alone or by the FeCL usually present are described (see
"Chlorination Processes").
Roasting Followed by Leaching. Where the above methods fail
to solve the copper problem, roasting of the ore or concentrate followed by
a water or weak acid leach before cyanidation is usually successful (see
Chap. X, page 173).
It might be mentioned in this connection that recent work at the West-
port Laboratories of the Dorr Company using FluoSolids roasting technique
indicates that this method can .frequently effect extremely high conver-
sion of the copper to the water- or weak-acid-soluble form. Any such
improvement in the completeness of sulphatization will be of interest to
those attempting to cyanide ores carrying copper, zinc, and other base-
metal values which, unless removed before cyanidation, may render the
cost in cyanide prohibitive.
CHLORINATION PROCESSES
In Liddell's Handbook of Nonferrous Metall1lrgy, Vol. 2, 1945, there is
to be found a very complete account of the uses of chlorine as applied to
the recovery of gold and silver. (pp. 336-340 and p. 524 et seq.). Intro-
ducing the chapter entitled "Chlorine Metallurgical Processes" Liddell
says:
Chlorine as a metallurgical agent appears to have lost ground during recent
years, and much of what follows is of historical rather than operating interest.
However, it is a question in the author's mind whether the great decrease in the price
of chlorine and the large sources of supply that will be available after the war do not
warrant reinvestigation of the applicability of the chlorine process to present-day
metallurgy.
The use of chlorine can be broadly classified into (1) dry (or wet) chlo-
rination; (2) chloridizing and amalgamation; (3) chloridizing roasting
and leaching; (4) volatilization.
270 CYANIDATION AND CONCENTRATION OF ORES
1A. DRY CHLORINATION
Chlorination Process for Guld.? This process was based on the fact that
chlorine, in the presence of moisture, converts gold into the trichloride AuCl, ,.which
is soluble in water and removed by washing, the gold being then precipitated by fer-
rous sulphate, sulphur dioxide, hydrogen sulphide, or charcoal. Coarse gold requires
long contact and should be removed by amalgamation. Pyritic ore or concentrate
requires a dead roast before chlorination; thoroughly oxidized ore may be treated
directly. Basic ores-containing lime and especially magnesia-absorbed much
chlorine and might become heated. This was checked by roasting with a high tem-
perature at the finish to frit the magnesia with silica. Chlorination was suggested
by Percy and by Plattner independently in 1848, though Plattner apparently made
the first commercial application of the process to the arsenical ores of Rechenstein,
Silesia.
The Deetken or California process was carried out in comparatively small wooden
vats with bottom filter of perforated boards, resting on slats and covered with coarse
gravel and sand; a vat 8 ft. in diameter with 3-ft. staves would hold about 3 tons.
The crushed and roasted ore was loosely charged by sifting in a moist condition to
facilitate leaching, a cover was luted on with clay or dough, and gaseous chlorine
generated in a lead vessel from manganese dioxide, salt, and sulphuric acid was
admitted by a lead pipe to the bottom until it could be detected at a hole in the
cover. In later practice, liquid chlorine was purchased in steel cylinders. After
12 to 36 hr. contact (adding more chlorine if necessary), water was turned in at the
top, any chlorine escaping at the bottom pipe being led to another vat. The yellow
solution was run to the precipitating vat, and the charge washed until the effluent
was colorless. The residue was then shoveled out; if much silver was present, it was
transferred to another vat and leached there with hyposulphite solution. Some ores,
rich in silver, were first leached with hyposulphito and then chlorinated.
The barrel process, used on a large scale in Colorado, involved the rotation of the
ore in barrels of wood or heavy lead-lined steel, holding 5 to 25 tons, while chlorine
was generated under pressure in the mass by means of bleaching powder and sulphuric
acid. Barrels were often built with an internal filter on one side, consisting of peb-
bles or coarse sand confined by slotted boards and a perforated lead plate. After 3
to 6 hr. water under 20 to 40 lb. pressure was admitted by a trunnion and washed the
charge in 1 to 2 hr. A ton of ore would use at least 10 lb. of bleach and 15 lb. of sul-
phuric acid. The ore was charged dry from a hopper and discharged by sluicing
through manholes in the side.
With the exception of the Malm process,"? chlorine processes for raw ores of the
precious metals are necessarily confined to the treatment of surface ores or to clean
gold and silver sulphide ores, in which the gold and silver minerals are not com-
bined with the base-metal sulphide minerals.
In. WET CHLORINATION
In the Plattner process which was in constant use from 1851 to about
1916 for the treatment of pyrite concentrates, the material after dead
9 Liddell, Handbook of NonfB1T01ls lI1eta1l1l1"(]1I, VoL 2, pp. 336-337, 1945.
10 The Malm process for complex ores involved dry chlorination in a three-com-
partment tube mill, the roasting of the tube-mill product in a multiple-hearth fur-
nace followed by leaching in chloride solution, and the precipitation of the gold,
silver, and copper with metallic lead. Zinc, lead, and other chlorides were also re-
covered by this process.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 271
roasting was leached in water saturated with chlorine gas. In the early
days the chlorine was generated by the addition of bleaching powder and
sulphuric acid, but later, in the treatment of Cripple Creek ores, the
chlorine was generated by electrolysis. Lead-lined chlorination barrels
provided with perforated lead filters inside were used. The gold was.
usually precipitated from solution by ferrous sulphate or hydrogen sulphide.
2. CHLORIDIZING AND AMALGAMATION
The patio process for silver was invented by a miner m Pachuca,
Mexico, in 1557. The dry crushed ore was moistened and mixed with cop-
per sulphate, common salt, and mercury, the working and aging of the
charge being performed in yards, or patios. The copper chlorides formed
reacted with the silver to form silver chloride. The silver was soluble
in the brines present during the subsequent leach, was precipitated by the
mercury and immediately amalgamated. The method was not well suited
to ores carrying appreciable amounts of base-metal sulphides.
The pan-amalgamation process was a development of the ancient
"cazo," or caldron, process. In Europe it was called "barrel amalgama-
tion," but in the United States, where it found its greatest use, it was known
as the pan-amalgamation or "Washoe process," from Washoe, Nev., where
it wasB.rst operated in 1861. Liddell describes the operation as follows:
The "pan" was made wholly of cast iron or with a cast-iron bottom and wooden
sides. In either case .the bottom was made hollow for the introduction of steam to
heat the charge. Cast-iron mulIers for grinding, stirring, and amalgamating the ore
were attached to a vertical shaft in the center of each pan. The capacity of each
pan ranged from 0.5 to 2 tons of ore and was usually about 1,l1 tons.
The ore was first crushed by jaw crushers and then by stamps or ball mills. If
crushed wet, the excess of water was removed by settling tanks. The crushed ore
from the settling tanks was then shoveled into the pans. Salt and copper sulphate
were added in the ratio of 5 to 10 lb. of salt and to 5 lb. of copper sulphate per
ton of ore. When the ore is free from interfering minerals, the salt has been reduced
as low as 2 lb. and the copper sulphate to U<I: lb. per ton. Water was added in suffi-
cient quantity to make a thin mud, and steam was admitted, not only in the jacketed
bottom of the pan but sometimes into the ore itself, until the charge in the pan was
maintained at the boiling point. The grinding and stirring of the charge was con-
tinued for 2 or 3 hr. in which time the chemical action was completed.
Mercury, equal to 10 per cent of the weight of the ore, was then sprinkled over the
ore pulp by straining through canvas or chamois, and the stirring continued for 3
hr. longer-when amalgamation was completed.
The whole charge was then washed from the pan into a settling tank provided with
radial arms and agitated under a constant flow of water until the amalgam collected
in the bottom of the tank and the tailings were washed away. The amalgam was
then transferred to a small pan known as the cleanup pan, where it was stirred with
additional mercury and washed with water until free from ore particles. The silver
and gold were finally recovered by retorting the amalgam.
272
CYANIDATION AND CONCENTRATION OF ORES
The chemistry of this process is the same as that of the patio process, except that
the iron of the pan and mullers also acts as a reducing agent, not only for precipitating
silver in metallic state from its chlorides but also for preventing the formation of
any chlorides or sulphides of mercury, and in this manner avoids the chemical loss
of mercury mentioned under the patio process. The ore must be siliceous or neutral
in character to avoid precipitation and the loss of effective copper salts by the carbo-
nates of lime and magnesia, although the iron of the pan has a tendency to reduce
these salts to copper and hence militate against their effectiveness.
3. CHLORIDIZING ROASTING AND LEACHING 11
The gradual exhaustion of oxidized ore and the increase of base-metal
sulphide minerals with the silver sulphide minerals, together with in-
creased facilities for transporting fuel and supplies, led to the introduction
of chloridizing roasting and the attendant leaching processes.
In chloridizing roasting, salt in amount equal to 5 to 15 per cent of the
weight of the ore is added for a sulphur content of 2.5 to 3.0 per cent,
which, if deficient, is made up by the addition of pyrites.
The Wedge-type multiple-hearth furnace was most frequently used,
and the temperature was not allowed to exceed about GOODC.
The Patern process makes use of the solubility of silver chloride in sodium'thio-
sulphate solution. Following chloridizing roasting and a warm water wash, the ore
is leached with Na
2S20a5H20
and the silver precipitated from the purified effluent
with sodium sulphide.
The Augustine process consisted in giving a chloridizing roast to silver ores or
matte and leaching with a strong solution of common salt, which dissolves silver
chloride to a limited extent. The silver was then precipitated by metallic copper,
and the copper by scrap iron. The cement copper was then melted and granulated
for reuse.
The Tainton process included the scheme of chloridizing roasting of oxidized
silver lead ores and leaching with spent chloride electrolyte containing free chlorine
and ferric chloride, to which bleaching powder had been added. The solution was
then electrolyzed in specially designed closed cells using rotary cathodes, and the
silver and lead deposit collected and melted to bullion. An alternative scheme was
to deposit the silver and gold preferntially by using a lower current density. The
chlorine was used to generate the hyprochlorite above mentioned as well as the cal-
cium chloride needed to control the S04 concentration of the solutions.
The Holt-Dern process was developed at Park City, Utah, and reached oornmer-
cial operation in 1941 when a plant was constructed at Silver City by the Tintic Mill-
ing Co. The process consisted of a chloridizing roast in a Hclt-Dern furnace, fol-
lowed by a percolation leach with a nearly saturated solution of common salt acidified
with sulphuric acid. The silver was recovered by precipitation on detinned scrap
iron.
A modification of the Holt-Darn process was used at the Achotla chlo-
ridizing mill of the Cia Minera de Penoles in Guerrero, Mexico." Here
11 Ibid.
12 H. P. Allen, "The Aehotla Chloridizing," T.P. 773, A.I.M.E., February, 1937.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 273
the mixture of oxide ore, sulphide are, and salt (3.3 per cent of the charge)
was given a chloridizing roast in 16 Holt-Dern blast roasters.. The hot
calcine was transferred to leaching vats and first given a water wash,
which was drained to storage for subsequent precipitation of gold and
silver values on scrap iron. .
A weak acid wash, derived from spraying the flue gases, was next ap-
plied, and the effluent passed over scrap-iron trays. Following prolonged
washing to neutral reaction, the are was cyanided, using solutions carrying
1 kilogram per metric ton KCN and 0.3 to 0.7 kilogram CaO. The mill
had a capacity of about 6500 tons per month, and about 90 pel' cent of
the gold and 84 per cent of the silver in the o ~ were recovered by the
process described.
4. VOLATILIZATION
13
Loss of gold by volatilization was recognized from time to time and was
the cause of serious monetary loss in treating gold-silver ores by chloridiz-
ing roasting, but the reason for this loss seemed to be little understood.
In 1891-1893 Croasdale discovered that a commercially complete (above
90 per cent) volatilization of gold could be obtained from Cripple Creek
ores by roasting with salt. About the same time, Pohle independently
obtained similar results with silver ores from Aspen, Colo. Systematic
investigation of the volatilization of metals as chlorides was begun by these
men in 1898 and was carried on with a large-scale experimental plant until
1903. Numerous.investigators have worked on this process since that time.
By raising the temperature of a chloridizing roast to 10500. it has been found that
gold, silver, copper, and lead can be commercially volatilized as chlorides from their
ores and the metals recovered from the fumes. By charging the 01'6, salt, and sul-
phur mixture as quickly as possible into the hot zone of the furnace, volatilization
begins at about 7500. and is completed within 30 to 60 min. The roasting atmos-
phere must be kept highly oxidizing. The process is continuous, and the ore is com-
mercially devoid of value as it discharges from the furnace.
The furnace used for this process was a regular cement kiln, 100 to 125 ft. in length,
fired in the usual manner.
Gold is easily volatilized, but in what form was never definitely determined. It
was generally supposed that gold trichloride was formed at low temperatures, and
this was decomposed into metallic gold and chlorine at temperatures below 3000.
If this is true, the metallic gold formed from the vapors is probably colloidal and is
carried out of the furnace in that form with the gases. Rose states that, when gold
is heated in chlorine at atmospheric pressure, trichloride of gold is formed, which
volatilizes at all temperatures above 1800. up to and beyond 11000. Other metal-
lurgists thought that gold forms a double chloride with salt or other metallic chlorides
and volatilizes in that form. The theory of a double chloride seems more probable.
Silver is less easily chloridized and volatilized than any of the common metals.
It seems to be extremely sensitive to atmospheric conditions in the furnace and may
be affected by the gangue constituents in the ore. Silver chloride melts to a thin
13 Liddell, op. cit.
274 CYANIDATION AND CONCENTRATION OF ORES
liquid at about 451C. before it volatilizes, which probably accounts for its sluggish
volatilization. It is much more easily volatilized in the presence of other metallic
chlorides, which would indicate that it volatilizes as a double chloride.
The metallic chlorides are driven from the ore in the form of vapor, and they
condense as cclloidal particles of fume. Cottrell precipitation is required for com-
plete recovery. The metals are recovered from the collected fume by substitution
of one metal for another in aqueous solution or by electrolysis of the fused chlorides.
Articles in C.E. and M. Rev. for Feb. 10 and Mar. 10, 1943, describe
laboratory volatilization tests on two different products:
The first was a hematitic calcine residue carrying 7.2 dwt. Au per ton. Salt (5}!i"
per cent by weight) was added, and the change nodulized and thoroughly dried. Us-
ing a rotary kiln externally heated, with the outlet gases passing over hot charcoal,
a 25-hr. run at 900 to 1000C. resulted in 86.8 per cent of the gold being volatilized
and 95.9 per cent of the volatilized gold recovered on the charcoal. It was stated
that sufficient gas flow must be used to remove products of combustion or any reduc-
ing gas that would tend to break up the auric chloride.
Lake View and Star flotation concentrates were used in the second case. B. H.
Moore found that, by using 10 per cent salt and heating in a closed muffle at 800C.
for 40 min., 92.9 per cent of the total gold was volatilized. The author believes that
a closed furnace is essential for best results because of the rapid decomposition of
AuCIa in air. Furthermore, there is a much smaller volume of gas to be handled
than in an air-swept furnace and a better chance to collect the fine gold particles,
which in the laboratory was done in a water column using glass beads.
Recent work at Columbia University'< on the rate of solution of gold
leaf showed that the addition of sodium chloride to chlorine or bromine
solutions accelerates the dissolution of pure gold and of (95.8 per cent)
gold leaf immersed in these solutions while sulphates and fluorides have
practically no effect. The conclusions reached were that the accelerating
effect of chloride ion has not been recognized heretofore but that, if it is
assumed that the first reaction between chlorine and gold is
I 5
2Au + Cb - 2AuCl
and that the rate of solution of the gold is controlled by the rate at which
the insoluble aurous chloride film is removed from the surface by the re-
actions
AuCl + Ch + Cl-
and
AuCl + or = AuCh
it is believed that the results are satisfactorily explained.
14 G. L. Putnam, "Chlorine as a Solvent in Gold Hydrometallurgy," E. andM.J'
J
Vol. 145, No.3, p. 70. -
15 Compare this reaction with the Elsner equation for solution of gold in cyanide,
p.211.
CYANIDE REGENERATION AND MISCELLANEOUS PROCESSES 275
It was shown that aurous chloride is insoluble in water but is soluble
in sodium chloride. The aurous chloride is later oxidized to the auric
state, but in dilute chlorine solutions this is not the rate-controlling reaction.
THE HANDLING OF WASTE CYANIDE S O U T O ~ S
Tailings pulp carrying traces of cyanide and the discard of barren solu-
tions in some cases constitutes a hazard to both humans and animals,"
and methods have been devised for destroying the contained cyanide.
A recent paper "The Treatment of Cyanide Wastes by Chlorination"
by J. G. Dobson" published in the Sewage Works J., November, 1947,
discusses the subject as follows: oJ
Free cyanide is one of the most toxic components of industrial wastes that are
often discharged into sewers and streams. Because its toxicity to fish varies with
pH, concentrations of other ions present, temperatures, and oxygen content of the
receiving water-as well as activity of development and species 'of fauna in the
steam-it is difficult to set up exact limits of concentration which can be safely dis-
charged. Under some conditions, as little as 0.1 p.p.m. has proved fatal to fish.
From 0.1 to 0.3 gram of CN is fatal to humans.
For 35 years or more various investigators have sought a satisfactory method of
treating cyanide wastes. Among the methods that have been used are acidification
and removal of the resulting HCN gas by air blowing, reaction with "lime sulphur,"
aeration, treatment with ferrous sulfate, and oxidation with potassium perman-
ganate.
The first of these methods is, of course, the standard scheme used for
cyanide regeneration already described; the second involves the addition
of commercial lime-sulphur solution, whereby the CN is converted to the
cyanate. A definite yellow precipitate indicates complete reaction. The
third (aeration) has been discussed by C. H. Clevenger and H. Morgan
in "Atmospheric Decomposition of Cyanide Solutions," p. 413, Mining
and Scientific Press, 1916; the fourth, or ferrous sulphate method, is
described by J. Moil' and J. Gray in "The Destruction of Cyanide" J.
C..M.S. S. A., Vol. 10, p. 433, 1909; Vol. 11, p. 152, 1910; and the fifth,
oxidation with permanganate, is discussed by E. F. Eldridge in "Reducing
16 An amusing sidelight on this subject and one that is illustrative of some of the
social problems confronting mill operators in the early days of the West was the so-
called profession of "metallurgical cattle raising." This practice, like that of
"smoke farming" with which the smelter people had to contend, netted certain irre-
sponsible characters a considerable profit at the expense of the mining companies.
Just as crop failures from a number of causes were conveniently blamed on the pres-
ence of fume from the smelter stacks, so the loss of a cow that died from drinking
water draining from the tailings ponds was blamed squarely on the men who operated
the cyanide plant, and the courts usually awarded the damages claimed.
17 Presented at the 22d Annual Conference of the Michigan Sewage Works Asso-
ciation, Jackson, Mich., JVlay 16, 1947.
276 CYANIDATION AND CONCENTRATION OF ORES
the Toxicity of Cyanide 'Waste" Eng. News-Record, Vol. 111, No. 23,
p. 677, Dec. 7, 1933.
All the above methods have been used commercially for the reduction of the cya-
nide content of concentrated solutions, but they all leave a substantial cyanide resi-
dual. This residuai may be serious unless extremely large dilutions are available.
Another objection to all these methods is that the pollution load is increased by the
addition of objectionable chemicals. None of these treatment methods are applic-
able to the treatment of dilute wash solutions such as are obtained from plating
operations. Chlorination of solutions at pH above 8.5 has now proved to be an
economical and satisfactory method for treatment.
Referring to the chemical reactions involved, Dobson says:
When chlorine is added to a free cyanide solution with sufficient free alkali present
to maintain a pH above 8.5, the cyanide is oxidized to cyanate:
NaCN + 2NaOH + Cl, -> NaCNO + 2NaCl + H
2
0
This reaction is practically instantaneous. Under all conditions which we have
tested, it is complete in less than 1 min.
Theoretically, it requires 2.73 parts of chlorine per part of CN and 3.08 parts of
caustic per part of CN. However, most trade wastes contain a substantial portion
of the required free alkali.
If an excess of chlorine is added, free chlorine residual, as measured by the O-T-A
test, will be found in the solution after 1 or 2 min.
In all trade wastes and laboratory samples that we have tested, no cyanide within
the limits of titration accuracy has been found in the presence of free available chlo-
rine at pH 8.5.
Part II
Descriptive
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
. 1
1
1
1
1
1
1
1
1
1
I
CHAPTER XV
Treatment of Gold Ores
This chapter is devoted to brief descriptions of the current methods of treat-
ing simple and complex gold ores containing relatively small amounts of
silver. Examples are taken from the principal gold-prod1lcing centers of
the world, and the subject matter is claseified. under specific types of treatment
schemes. These vary from simple amalgamation "10 the use of more elaborate
methods involving gravity concentration, flotation, roasting, and cyanidation.
CLASSIFICATION OF MILL FLOW SHEETS
The various treatment schemes we find in use today for the extraction
of gold and silver from their ores have been evolved as the result of a
gradual improvement in metallurgical techniques over many years.
The degree of complexity of the flow sheet used in any specific case will
usually depend upon the refractoriness of the ore itself, but it must also
be kept in mind that in many instances the kind of equipment and type
of treatment used is not necessarily the most modern practice for the type
of ore handled. Older methods are likely to be retained unless the life
of the mine, cost of operation, and percentage recovery justify replacing
the older equipment. Since the economics and techniques of ore treat-
ment are in a continuous state of flux, mill flow sheets are continually
undergoing change, and unless the mill has been built in the last few years,
it is usual to find some parts of the operation more up to date than other
parts and much old equipment still in use simply because it does not pay
to replace it.
An attempt is made here to classify mill flow sheets into five main types,
with subdivisions depending upon whether or not roasting is used. These
types are arranged in order from the simplest recovery scheme for the
handling of free-milling gold ores to the kind of complex flow sheet such as
might be required where the gold is intimately associated with base metal
and other sulphides. Making due allowance for minor variations in prac-
tice, it is believed that this general classification scheme will apply to
milling operations throughout the world.
SYSTEM OF CLASSIFYING FLOW SHEETS
Type I. Amalgamation (with or without corduroys, jigs, or traps).
Type II. Straight cyanidation (with or without Type I steps).
Type III. Cyanidation followed by concentration (with smelting
or cyanidation of concentrates).
279
280 CYANIDATION AND CONCENTRATION OF ORES
Type IV. Concentration with treatment of concentrates.
Type V. Concentration with smelting or cyanidation of con-
centrates and cyanidation of tailings.
Type II is subdivided into (a) all-sliming plants, (ss) separate sand-slime treat-
ment, (1') roasting before cyanidation.
Types III, IV, and V may also utilize corduroys, jigs, or traps and are subdivided
into (e) oyunidation of raw concentrates, (1') roasting before cyanidation, (S) smelt-
ing of concentrates.
Type I flow sheet is not found on a large scale today. Its use is limited
to small-scale prospecting and placer operations, where it appeals to the
operator of small mining claims because of its extreme simplicity. By
itself, however, this treatment scheme is seldom capable of extracting a
high percentage of the values from the average gold ore..
Type II is the most common flow sheet in use today for the extraction
of gold and silver from comparatively simple ores where special treatment
of some refractory portion of the ore, e.g., finely disseminated gold in
sulphides, is not necessary. The greater number of the mills in Canada
and South Africa employ this flow sheet. The all-sliming plant with
grinding in cyanide solution tends to replace the older method of grinding
in water and separate treatment of sands and slime. It is rare nowadays
to find plants where the whole ore is roasted before cyanidation, although
this used to be common in Australia and is practiced in one plant in the
United States today.
Type III is a type of flow sheet that has evolved from the search for
methods to reduce cyanide-plant residues. Frequently the gold that fails
to dissolve is closely associated with sulphides that may be concentrated
by flotation, and this small amount of refractory material reground and
given special cyanide treatment, with or without roasting. Alternatively,
the recovery of base metals in this step may justify shipping the whole
product to a smelter where both the gold and other metals are recovered.
Further discussion of the advantages and disadvantages of this scheme as
compared with Type IV flow sheet will be found on page 129.
Type IV. Where technically feasible, this is the most economical
type of flow sheet, in that the cyanidation capacity required is only a frac-
tion of the tonnage milled and intensive treatment, in regard to either
fineness of grind or time of contact, is usually possible at a relatively low
treatment cost. As pointed out in Chap. IX, the whole success of this
scheme depends upon how low grade a tailing can be made in the concen-
tration step (usually flotation).
Type V. This treatment scheme is used where a certain gold-bearing
fraction of the ore, which can be separated by gravity concentration or other
TREATMENT OF GOLD ORES
281
means, requires fine grinding and intensive cyanide treatment or even
roasting followed by cyanidation. In this case, however, in o ~ t r s t to
Type IV above, it is not feasible to make a final tailing in the concentration
step, and cyanidation of the remainder of the ore is also necessary. This
is also the flow sheet commonly used for the treatment of base-metal ores
carrying gold, where the concentrates are smelted and cyanidation is
really a scavenger operation to extract what gold remains in the flotation
tailings.
SECTION I. NORTH AMERICA
CANADIAN PRACTICE
!
Gold is mined and milled in five principal districts in northern Ontario,
in four districts in northeastern Quebec, in Manitoba, and in British Co-
lumbia. Table 39 lists the larger operating mines in these districts to-
gether with type of flow sheet and 1946 gold recovery and costs in dollars
per ton, the latter figures being taken from the Financial Post of Jan. 29,
1948. There are also a number of base-metal producers in various parts
of Canada where the recovery of gold and silver is an important factor
in the total output, but these are not covered in the present list.
ORE TREATMENT IN NORTHERN ONTARIO
Types of Ore Deposits. P. E. Hopkins of the Provincial Department
of Mines in Ontario Gold Deposits, Their Character, Distribution, and Pro-
ductiveness, 2d ed., 1924, shows 24 lode gold areas, all in Pre-Cambrian
rocks. To the end of 1934 these had produced 25,240,000 oz. gold with
a peak production rate in 1939 of over 3,000,000 oz. per year. Ontario
contributes nearly 60 per cent of the total Canadian output. The pyrite-
gold-quartz type of deposit, in which the pyrite is predominant, is the
most cornmon and most productive. It is represented by the Porcupine
deposits. The gold-telluride veins, characterized by the presence of tellu-
rides, as at Kirkland Lake, are another prominent type of deposit.
Kirkland Lake Ore and Its Treatment. Ore from the mines of
Kirkland Lake may be generalized as a silicified altered porphyry contain-
ing gold, free and in pyrite; tellurides (principally altaite, a nonauriferous
lead mineral); chalcopyrite; and other important minerals. Some of the
gold exists as a telluride, but Kirkland Lake ore as a whole is not a tel-
luride ore, although some from the Lake Shore mine is considered as such.
The tellurides are found throughout the ore zone and average less than 0.1
per cent. Pyrite amounts to 2 per cent or less. The ore is hard and re-
quires fine grinding to liberate the gold. Gold extraction will average
over 95 per cent. The Kirkland Lake Gold Area, Vol. 36, Part II, 1928,
282 CYANIDATION AND CONCENTRATION OF ORES
TABLE 39. PRINCIPAL CANADIAN OPERATIONS EMPLOYING CYANIDATION, 1946
Rated
Flow
Re-
Cast,
Mining area Mine
capacity,
sheet
covery,
dollars
tons per
type
dollars
per ton
day per ton
---------
Porcupine, Onta- Hollinger 5300 Vc 8.71 7.63
rio Me Intyre-Porcupine 2500 IV c 10.79 8.18
Dome Mines 1700 IIa 9.50 7.02
Buffalo Ankerite 1300 Vc 5.93 6.47
Coniaurum 600 IIa 9.09 7.89
Paymaster Consolidated 600 IIIc 8.54 7.70
Hallnor 400 Vc 17.23 10.86
Pamour 1600 IV c 3.41 3.10
Preston East Dome 1000 IIa 7.95 7.35
------
---
Kirkland-Larder Lake Shore 2700 III r 15.05 11.40
Lake, Ontario Wright-Hargreaves 1200 III c 18.73 11.94
Kerr Addison 2250 IIa 7.25 4.88
Chesterville 900 IIa 4.57 0.96
Teck-Hughes 600 IIa 11.97 11.24
Sylvanite 600 IIa 10.96 8.54
Upper Canada 350 IIa 12.19 9.49
Kirkland Lake 400 IIa 11.97 11.10
Macassa Mines 400 IIa 15.19 11.74
------
Mutachawan, On- Matachuwan Consol. 1000 IV c 4.01 3.29
tario Young Davidson 1050 Vc 3.21 2.67
---------
Little Long Lac, Little Long Lac 325 III r 10.74 10.19
Ontario MacLeod-Cockshutt 700 IV r 7.86 10.69
Hard Rock 450 IVr 6.98
---------
Red Lake, Onta-. Cochenour-Willans 170 IV r 13.81 12.09
rio MeKenzie Red Lake 250 IIa 8.60 8.61
Madsen Red Lake 400 IIa 9.97 7.62
Pickle Crow 480 IIa 18.99 14.93
---------
Noranda-Rouyn, Noranda 3600 IV sc
Quebec Stadacona 475 IIa 6.47 5.95
------
Cadillac-Malartic, Consol. Central Cadillac 400 IIa
Quebec Canadian' Malartic 1000 IIa 4.09 3.60
Sladen Malartic 700 IIa 3.36 3.82
East Malartic 1600 IIa 5.25 4.96
---------
Lamaque, Quebec Golden Manitou 1000 IV c 7.19
Lamaque 1200 IIa 9.34 7.62
Sigma 1200 IIa 6.15 4.82
Siscoe 1000 IIa 5.46 5.66
East Sullivan (building) 2000
TREATMENT OF GOLD ORES
283
TABLE 39. PRINCIPAL CANADIAN OPERATIONS EMPLOYING CYANIDATION 1946
(Conlimted) ,
Rated
Flow
Re-
capacity,
Cost,
Mining urea Mine sheet
covery,
dollars
tons per dollars
day
type
per ton
per-ton
---
---
---
Duparquet, Que- Beattie Consolidated 1200 IV r 2.92
8.31
bec
------
Manitoba Hudson Bay 6000 Vs 15.63 9.83
San Antonio Gold Mines 400 I1a
.,
------
British Columbia Pioneer 350 I1a
Cariboo Gold Quartz 350 I1a 14.22 15.37
Island Mountain 150 I1a 16.98 14.49
Hedley Mascot 225 Vs 10.11 8.89
Kclowna Exploration 275 III s
Silbak Premier 550 IV s 9.77 12.70
------
Yell owknifc, Giant Yellowknife 500 IV r
Northwest Ter- Negus Mines 190 III r
ritory Con-Rycon
I
300 III r
by E. W. Todd, of the Ontario Department of Mines, gives details of the
ore deposits.
Porcupine Ore and Its Treatment. Ore from the mines of the Por-
cupine district may be generalized as quartz and mineralized schist, car-
rying from very little to a considerable amount of free gold, and gold in
pyrite, which ranges from 2 to 8 per cent. There are other minerals, but
they are of little significance, except pyrrhotite in the Dome. Treatment
of these ores varies, as will be noted in the descriptions of representative
plants.
Other Producing Areas. In addition to the considerable gold-mining
industry in British Columbia, which ranks third in production in Canada,
mention should also be made of the important developments in the Yel-
lowknife district of the Northwest Territories, where rich gold strikes
were made some years ago. A brief description of one of the mills operat-
ing in this area is given on page 307.
Canadian Production." After an uninterrupted decline since 1941,
Canadian gold production increased slightly in 1946 compared with 1945.
Silver output, however, which had decreased annually since 1940, eontin-
ued its downward trend, reaching 12,676,928 fine oz. in 1946, the lowest
since 1906. Output of gold in 1945 and 1946 distributed by provinces is
shown in Table 40.
1 Minerals Year-Book, p. 115, 1945.
284 CYANID.ATION AND. CONCENTRATION OF ORES
Porcupine United (Type I). As far as is known, there are no straight
amalgamation plants of any size or importance in operation today. As a
matter of historical and technical interest, however, a brief description
of the old Porcupine United mill at Timmons, Ontario, follows.
The ore consists of quartz with fine stringers of schist, of banded quartz schist,
or of stringers of quartz in schist. About 75 pel' cent of the gold is free and fairly
coarse, according to R. A. Vary in I.e. 6433, U.S.B. of M., 1931. Half-inch ore is
ground to 65 pel' ceut through 200 mesh in a 4 ~ 2 f t . by 16-in. Hardinge mill. Amal-
gamation, as indicated in Fig. 61, is done as follows:
The ball-mill discharge falls into a distributing box where water is added, and
the flow distributed to two 4- by 8-ft. copper plates ~ in. thick and with a slope of
1% in. per ft. The box traps considerable coarse gold. It is cleaned out once a
week, and its contents run through an amalgamation barrel. The table frames sup-
TABLE 40. CANADIAN GOLD OUTPUT BY PROVINCES
1945 1940
Province
Fine oz. Fine oz.
Alberta......................... 7 105
British Columbia............... 186,854 123,348
Manitoba....................... 70,655 78,732
Northwest Territories ...........
8,655 19,738
Nova Scotia .................... 3,291 4,579
Ontario......................... 1,625,368 1,835,887
Quebec ......................... 661,608 586,231
Saskatchewan. ................. 108,568 112,000
yukon......................... . 31,721 47,023
TotaL ............ '" ......... 2,696,727 2,807,643
porting the amalgamation plates are constructed of 2- by 4-in. lumber, with cross-
pieces placed on edge and spaced 6 in. apart. The table decks are made ,of I-in.
shiplap on which copper plates are screwed. The slope of the deck can be changed
to suit conditions by placing wedges between the deck and the table frame. The
plates are not silvered and have to be treated with a weak cyanide solution before
the mercury will amalgamate with the copper. Little trouble has been experienced'
by copper showing on the plates.
Mercury is shaken on the top half of the plates, and none is added elsewhere.
Ordinarily the plates are dressed every 3 hr., but oftener if the ore is rich. The
method employed in cleaning a plate is to by-pass all the feed to the other plate,
clean off all ore particles, then brush the top of the plate. The loosened amalgam
is removed, and if this leaves the plate too dry, mercury is shaken on and rubbed
in well. The plate is then brushed horizontally, working from the center to the
sides and starting at the bottom and working to the top of the plate. Any amal-
gam or Idose mercury adhering to the sides of the plate is then brushed to the top
or removed if the amount is appreciable.
On the morning shift the plates are given an extra brushing, and mer-
cury is added to loosen the amalgam. Then the amalgam is stripped off with a
TREATMENT OF GOLD ORES
285
piece of rubber conveyor beIting, stripping being done at right angles to the slope
of the plate; the amalgam is lifted; and the plates redresse I in the usual manner.
Care is taken that the plates are not stripped too clean.
'MIi'1
t
Ore
.4 :6"Hrdinge Mill ,
2-4 xB Amalfmatlon plates
2-42"x4B" Blanket slril2.s
t -
Amalrramtral2.s J
-"-r-
Bucket elevator
t
Do" classifier
-, f
(Overflow) (Sands)
l
Gibson amalf].amator
t -
James Table
(Cone) 7 """(TailS)
L
LTo waste,'
Shippedto
cyanide plant
t
16 " diam x 36" amalgambarrel
t
Collectinf]. box
t-
r-AmalrramI2.late
,-"'-,
'Amalgam press (Tails)
l__ Returnto
.. mill circuit
Melting furnace
t
Gold bullion
Clean-up----------:l
FIG. 61. Flow sheet of the Porcupine United mill, Ontario, Canada.
Little crystallization of the copper place, and the plates are rubbed occa-
sionally with a weak cyanide solution, which removes any tarnish or stains.
Enough water is used to maintain an even flow of pulp over the plates, and when
the ball-mill discharges too much coarse material, the feed is cut off for a short
period. Forty per cent of the total gold recovery is made on the plates.
286 CYANIDATION AND CONCENTRATION OF ORES
On the lower end of each table below the plate is fastened a sheet of }&-in. iron
plate, 42 by 48 in. A blunket of No.6 silence cloth is bid on this plate and secured
by a flat iron bar }& in. thick and 2 in. wide bid on top of the blanket. The bar is
held by notches cut in the table frame. The pulp from the amalgamation plates
passes over the blankets; pyrite, fine gold, and mercury from the plates are caught
on the blankets. The blankets are changed and washed in a tub after each dressing
of the plates, the blanket concentrates being sent to an amalgamation barrel for
treatment. The plate and blanket tailings drop to amalgam traps at the end of each
table and are elevated therefrom by a bucket elevator which returns them to the
Dorr classifier. This elevator has a deep sump which is a good trap. The sump is
cleaned out at regular intervals. Amalgamation takes place in the whole circuit.
Elevator discharge launders, classifier and other launders all collect rich sand and
amalgam; these are cleaned out periodically and treated in the amalgamation barrel.
Thirty-five per cent of the gold is recovered by barrel treatment.
The rake product from the Dorr classifier is returned to the ball mill, and the over-
flow runs by gravity to a Gibson impact amalgamator, attached to a James sand-
concentrating table. The amalgamator catches float mercury and fine gold which
has escaped the amalgamation plates, blankets, and traps. The amalgamator is
opened and washed, and its plates are scraped once a week. The James table is
operated at 250 r.p.m. with a %-in. stroke. The table concentrates, averaging $40
per ton, are dewatcred and sent for cyanide treatment to an affiliated company.
The table tailings are elevated by a bucket elevator to the tailings dump. The table
concontratos and table tailings are both sampled hourly by hand by taking dip
samples from their launders.
The concentrates or sands from the blankets, trups, and launders are ground for
10 hr. in a cast-iron amalgamation barrel, 16 in. in diameter and 36 in. long, revolving
at 22 r.p.m., using worn balls from the ball mill as grinding media. Then about
250 oz. mercury and 3 lb. slaked lime are added to the charge, and it is again ground
for 5 to 8 hr. The barrel is washed out into a box, the iron balls are carefully cleaned
by hand, and the residue is run over a small amalgamation plate to the mill circuit.
The mercury and amalgam are collected, washed, and cleaned with hot water and
then squeezed by hand through fine sheeting to eliminate excess mercury, retaining
the amalgam in the form of a ball.
The amalgam is retorted outside the mill over a wood fire at regular intervals,
using a cast-iron retort which has a capacity of 1000 oz. The sponge-gold recovery
is 35 to 40 per cent the weight of the amalgam retorted, and the mercury loss is small.
The sponge gold is melted in an oil-burning furnace at the affiliated company's
refinery. Soda, borax, and manganese dioxide are used for flux, and the molds are
coated with lampblack. The bullion is sampled by drilling small holes in opposite
ends of the bar at top and bottom. The average grade of bullion is 770 fine in gold.
and 120 to 140 fine in silver. .
The crew for the 25-ton mill consists of two amalgamators working 8 hr. each.
On the day shift the mill is operated by a mill foreman who takes care of cleaning
the amalgam, retorting, and melting.
The ore averaged $11, the concentrator heads or copper plate tailings $2.80, the
concentrator tailings $1.80, and the concentrates $40 per ton.
Preston East Dome Mines, Ltd. (Type IIa). This is one of the more
recent all-cyanidation operations in the Timmons district, the original
mill of 500 tons' capacity having been started up in 1939 and subsequently
TREATMENT OF GOLD ORES
287
increased to 1000 tons' daily capacity. The following account is taken
from "Milling at Preston East Dome" by R. D. Lord, C.M.J., August,
1941.
9'x10' Rectangular clarifier
t
4 x 10 Crowe vacllllm tonk
" t
2-36 IT-frame I2.resses
0"rJ.. canrntrale
4'x6' boll mIll
-r
HY..draulic cone
-, f
(Overflow) (Underflow)
3'x4'AmO'lJ.a'tn barrel
~
Amolgpm5el2.0ra;dtor
--r-
~ g m I2.lale
Retort
t
Gold
Filtrate
to.soutia:
storage
2- 8'x 60" Harding,e boll mIlls +---1
3-16"X24"Duiex Denverjig,s
.. --
3 -60"high-weir Akins classifiers
(Satds) (Ove'ftlow)
3-1,000-ton steel mill bins
6'x14' Allis chalmers btl mIll Barren solution
2-6"x30"x12' Dorr bowl classifiers
't' f.
(Sands) r-(Overflow)
4-30'Hardin{J..e trax thickeners
t - t
(Underflow) (Overtlow)
4
' 2
t
, .
-20 x 4 Agjlators
r -r--
2-12 x 14 Drum filters -f------,.
'f
Rel2ul{J.ers
-.-
2-20'x24' Agitators
, ,,--
2-12 x 14 Drumfilters-----..I
'f
Re'P..ul.'P..ers
-l-
Tailing,s to waste
Filtrate
Barren solutionstorag!!..
precf'late
Meltin{J.. furnace
-,
Gold
FIG. 62. Flow sheet of the Preston East Dome mill, Ontario, Canada.
The ore is a porphyry with scattered mineralization consisting mainly
of 1.8 to 2.0 per cent pyrite, though some pyrrhotite is present. The
average gold value is about 0.22 oz. per ton with about 10: 1 gold-silver
ratio.
288 CYANIDATION AND CONCENTRATION OF ORES
All the ore, with the exception of a small proportion hoisted from brow
bins, is passed through 12-in. grid grizzlies underground. The ore carries
3.5 to 6 per cent water, mostly absorbed in handling.
Crushisu; equipment consists of an 18- by 36-in. Traylor jaw crusher,
followed by double-deck Niagara screens, the oversize from the top deck
passing to a standard Symons cone crusher and the oversize from the
bottom deck, which is fitted with a by l-in. ton cap screen, passing to
a short-head Symons.
The product of both cone crushers falls onto a common cross belt and is
recirculated through the screens. The screen undersize constitutes the
mill feed and passes by belt conveyor to the 3000-ton mill bins.
Grinding is carried out in a circuit comprising Allis-Chalmers and
Hardinge ball mills closed-circuited with Akins classifiers. The overflow
from the latter pass to Dorr bowl classifiers which overflow a final product
at about 70 per cent minus 200 mesh. The bowl sands are returned to
the mills.
An interesting feature of this mill is the installation of Denver mineral
jigs to catch coarse gold as it is released by grinding. A 16- by 24-in.
duplex unit is placed in the grinding circuit between each ball mill and
primary classifier. Nearly 60 per cent of the total gold recovery in this
mill is made in these jigs. The hutch product is treated after regrinding
by amalgamation. For details see Chap. IX.
Thickening before agitation is carried out in Hardinge tray thickeners
with the trays connected in parallel. Maximum settling rate is obtained
at a lime concentration of 0.60 lb. per ton CaO, but variations in rate
occur due to varying amounts of sericitic material in the ore and to seasonal
temperature changes. Pulp is drawn from the thickeners at 47 per cent
moisture, and agitation is carried out at this dilution, since filter capacity
hardly permits a lighter feed.
Agitation. A contact time of 35 hr. is provided in the four primary and
two secondary Hardinge agitators. There is a filtration step between the
two stages of agitation, using barren-solution washes and repulping. Fol-
lowing final filtration on two more of the 12- by 14-ft. low-submergence
drum filters, the cake is repulped in water and pumped to the tailings pond.
Sodium cyanide is fed into the system at the primary-classifier overflow
launders, and strength in the agitators maintained at 0.4 lb. per ton of
solution. Lime strength averages 0.3 lb per ton CaO.
Further operating data are shown in Table 41.
An over-all gold recovery of 97 .4 per cent is made in this mill.
Dome Mines (Type lIa). We are indebted to the management for
the following details of operations at the Dome mill. Since its discovery
in 1909, the property has passed through a period when it was considered
TREATMENT OF GOLD ORES
289
that the life of the mine was over, has twice survived- the calamity of
having its milling plant completely destroyed by fire, and is now one of
the most important gold producers in Canada.
Metallurgical problems have been very serious at times, but these have
all been overcome, with the result that the mill is now making exceptionally
fine metallurgical extractions. Blanket practice has been developed to' a
high state of efficiency in the present mill. The description of this part
of the flow sheet is given in Chap. IX.
Figure 63 shows the flow sheet of the crushing plant and mill. The
run-of-mine ore is crushed in a Farrell jaw crusher to 4-in. size and further
reduced in a standard Symons cone crusfier which is set for a %-in.
product.
It may be worthy of note to mention at this point an innovation intro-
duced into the crushing plant a few years ago to avoid trouble with the
Symons crusher, the vibrating screens, and the rolls due to wet fines con-
tained in the ore as it comes from the mine. The feed to the vibrating
TABLE 41. STEEL AND REAGENT CONSUMPTION
Grinding balls (3 in.) 1.3 lb. per ton milled
Lime , , 1.2 lb. per ton milled
Cyanide , 0.4 lb. per ton milled
Mercury 0.0036 lb. per ton milled
Lead acetate 0.006 lb. per ton solution
Zinc dust 0.33 lb. per ton solution
screen following the primary jaw crusher and ahead of the Symons crusher
is washed copiously with water, and the minus material along with
the wash water from this screen is dropped into an Akins classifier. The
overflow from the classifier is pumped direct to the mill surge tank, while
the sands from the classifier join the dry-crushed ore for delivery to the
mill bin by conveyor.
The Symons product is passed over Hummer vibrating screens with
;!-s- by %-in. openings. The oversize goes to 18- by 42-in. rolls set at
7:4: in. and this product returns to the Hummer screens. The undersize
from these screens is delivered to the mill bin by a belt conveyor. Ore
from the mill bin is fed by conveyors to three 8-ft. by 30-in. Hardinge
ball mills, using 4-in. balls. The discharge from these goes to five duplex
D 6- by 18-ft. 4-in. DOlT classifiers, which in turn feed five 5- by 22-ft.
tube mills using No.4 Danish pebbles. The product from the tube mills
and the overflow from the classifiers are pumped to the blanket plant.
The tailings from the blanket plant are pumped to two large cones, which
distribute the flow to 16 smaller cone classifiers. The spigot discharge
from these cones is pumped to four duplex C Dorr classifiers. The rake
290 CYANIDATION AND CONCENTRATION OF ORES
Mine are
Farrell jaw crusher
-t
Vibrating screen 20:" x v4"openif/[l
---,-- --r-
(Undersize onawater) (Oversize)
t . .
Akins classifier
f t
(Overflow) (Rake product)
l
Pump
l
Surge lank
(Oversize)
t I "/'1-_"1
5Y.fI1ons cone crusher 5 !2.....L!<u.
Hummer screens(3/
8"
X %"op.enings)
+ - ,- '-t=:':'::-:::'--o-"t ,
1,800-lon sloragebm versue
.. -,--
3-Hardinge ball mills 8 'x30" 18x42 " rolls
l
5-00rr dUp'lex classifiers
__
4-00rr Ihicken),s 40'x14'-4 tt
10mill
/d!!! 4-Pachuca aflalors 42x 14'
{;ypnide ----l.. 4-Pachuca alYalOrS 42 xl4'
2-Surge lanks
,--r, ttl
t 5-Memll p'resses90 -4 x6-6 frames t
Fillrale 10Wecip.ilalion '[gjj.,
FIG. 63. Flow sheet of the Dome Mines mill, Ontario, Canada.
TREATMENT OF GOLD ORES
291
product is fed to two tube mills, 60 in. by 22 ft. inside dimensions, which
use 174:-in. steel balls. The overflow from the model C Dorr Classifiers
is returned to the primary, or model D, classifiers, and the product from
the regrinding tube mills joins the flow from the primary grirrding units
and is pumped to the blanket plant.
The overflow from the 16 cone classifiers flows to four 40-ft.-diameter
by 14-ft. 4-in. Dorr tray thickeners. The clear-water overflow returns
to the general mill circuit, while the underflow is pumped to four 42-ft.-
diameter by 14-ft. Pachuca agitators where lime is added, and the pulp is
agitated for about 7 7 ~ hr. This preliminary agitation increases cyanide
extraction and reduces cyanide consumption. The aerated pulp then has
cyanide solution added to it and is pumped to another series of Pachuca
tanks, where it receives about 1 1 7 ~ hr. agitation in cyanide solution. The
pulp then discharges into two storage or surge tanks, which in turn feed by
gravity to the five Merrill filters with ninety 4-in. frames each. The un-
clarified solution from these presses is then pumped to a Merrill simul-
taneous leaf clarification and Crowe precipitation unit. The pulp, dis-
charged from the Merrill slime press, is thickened in Dorr thickeners and
pumped into the tailings-storage dam, the thickener overflow being used
for sluicing out the Merrill presses.
In the report to shareholders for the year ended Dec. 31, 1947, the fol-
lowing results of the mill operations for the year are given: heads, 5.4873
dwt, per ton; recovery, 96.14 per cent. This is an increase from 95.08
per cent at the beginning of the period.
The consumption figures for the year ending Dec. 31, 1947, were (in
pounds per ton milled) cyanide, NaCN, 0.36; lime, 2.31; zinc dust, 0.067;'
and lead acetate, 0.013.
Kerr-Addison Gold Mines, Ltd. (Type IIa). The mill at this prop-
erty, which is situated in McGarry Township, Ontario, about 26 miles
east of Kirkland Lake, is an excellent example of the more modern, all-
cyanidation flow sheet. The complete operation from mine ore to gold
bullion is shown in Fig. 64, which represents one of the three treatment
units and one of the two precipitation units. Two kinds of ore are being
mined, one a green carbonate carrying only a trace of pyrite, the other a
silicified flow carrying up to 5 per cent pyrite. Average content of mill
feed is about 1 per cent pyrite. The ore carries about 0.2 oz. silver. per
ton with a 20: 1 gold-silver ratio.
The mine rock is reduced in jaw crushers underground to 4 to 6 in. before
hoisting to the surface, then fed to a 5 7 ~ f t standard Symons crusher. The
discharge goes to vibrating screens fitted with J-in. square mesh screens.
The undersize is conveyed to the mill bins, while the oversize is returned
292
CYANIDATION AND CONCENTRATION OF ORES
Barren solution tank
Overflow
Minerocf<
r-
2-36" x 48"underground jaw crusher
t
6-lon mineSkil2s
t -
600-lon are bin
t
Jeffrey. feeder
-.-
2 ff. slondord Symonsconecrushers
+ .
3-4'xI0'Sim
rty.
5ueer :==J
(Undersize) (O/erSiz/f)
! t/ shari-head Sy'mons
3-1,o00-ton fine are bins
- f
8'xl2'Rodmill
I
'1',. k
Pregnant SOlution tan
- t
100-Leaf clarifier
, t
znfeeder-j
2-C.C.P. washing, stageswith 4-Precil2itatian I2resses
3 - 36 3- campt. Dorr tray T
thickeners in eachstage 3-Wobi furnaces
+ t
xl6'Oliver filtersl Goldbunoo
t
Rel2ull2ers
--.
Tailmgs dam Filtrate to Grind
solutionstorage
Grindsolulion lank
t
Barren solulion 10
mills andclassifiers
I
l> 7-D.5.F.X. Dorr classifiers :J
l t
(Overflow) (Rake)
[
24'X12'Dorr bowlclassier B'xf5' Ball mill
l
(Rake) (Overflow)
8':15' Ball mill t
3-36' 3-Comp't Iray thlckeners--l
Lime and Cyamde !
L9- Darr agiTators in senes
j
Overflowpari topregnant tank,
mast to Grind tank
FIG. 64. Flow sheet of the Kerr-Addison mill, Ontario, Canada.
TREATMENT OF GOLD ORES
293
to a shorthead Symons and then goes back to the screens. This is
typical of the modern crushing circuits used in Canada.
There are three treatment units and two precipitation units, but since
they are almost identical, only one of each will be described. Each treat-
ment unit handles 1400 tons of ore per day, and each precipitation unit,
5500 tons of solution per day. .
The I-in. ore is fed directly to an 8- by 12-ft. rod mill, using rods.
The product discharges to a 7-ft. Don classifier in closed circuit with an
8- by 15,-ft. ball mill supplied with 28 per cent 3-in. and 72 per cent
balls. The overflow from this classifier is pumped to a 24-ft. Don bowl
classifier in closed circuit with an 8- by 15-ft. ball mill with balls.
The discharge of this mill and the overflow of the 7-ft. classifier are pumped
together to the bowl by one 6-in. sand pump (and aspare), There are
thus three stages of grinding. Grinding is done to 93 per cent minus 200
mesh in cyanide solution.
The bowl overflow at 3.5 to 1 dilution is pumped with a 6-in. sand pump
(and a spare) and split three ways to three 36-ft., three-compartment Don
tray thickeners, which make an overflow that passes to precipitation and
an underflow at 50 per cent solids that is pumped by quadruplex Don
diaphragm pumps to a series of nine DOlT agitators, which give a 40-h1'.
period of contact. Lime is added to the bowl classifier and the last agi-
tator discharge, and cyanide is added to the first and fifth agitators.
Washing is accomplished by two stages of C.C.D., with three 36-ft.,
three-compartment tray thickeners in parallel in each stage, and by one
stage of filtration in four by 16-ft. Oliver filters, with flood washing.
The repulped cake is pumped to a tailings-disposal area.
Pregnant solution from the primary thickeners is clarified in a 100-leaf
clarifier and passed through Crowe vacuum towers. Zinc dust is then
added along with a drip of strong cyanide solution ahead of the precipita-
tion presses. It has been found necessary to treat this cyanide with lead
acetate in order to remove soluble sulphides, because they cause trouble
in precipitation. About 0.5 ton of barren solution per ton of ore milled
is discarded to control the concentration of fouling agents, principally
KCNS and nickel, which give trouble in precipitation.
A cleanup is made once every 2 weeks, and the precipitate melted in three
Wabifurnaces. Sillimanite linings are used, and the method adopted is
to produce a clean, high-grade bullion along with a high-grade slag. The
slag is remelted in a Carbofrax-lined furnace to produce matte which is
shipped and a low-grade slag which is added to one of the rod mills.
Further data on this mill are shown in Table 42.
The over-all gold extraction is 97 to 98 per cent, and the cost about 72
294 CYANIDATION AND CONCENTRATION OF ORES
cents per ton milled, of which crushing averages about 12 cents per ton
and milling 50 cents per ton.
Cariboo Gold Quartz Mining Co., Ltd. (Type IIa). This 375-ton
mill located at Wells, British Columbia, Canada is of special interest
because of the parallel C.C.D. and stage filtration circuits employed.
The C.C.D. section was installed in the original mill, but when increased
capacity was required, the filtration system rather than a second C.C.D.
unit was installed because of the saving in floor space and heating require-
ments in winter.
The gold occurs in the ore both as free gold in quartz and as free gold on
pyrite surfaces, though some is intimately associated with the pyrite.
Galena and sphalerite occur in small amounts, and cosalite, a sulpho-
bismutite, is frequently encountered. The sulphides comprise 15 to 20
per cent of the ore, which is soft and grinds easily.
The ore is fed through a grizzly to a coarse ore bin, thence to a 3- by 5-ft.
Ty-rock screen with H-in. openings. The undersize passes directly to the
TABLE 42. STEEL AND REAGENT CONSUMPTION
Steel consumption...... .. ... . . . . . ... . .. 2.70 lb. per ton milled
Cyanide consumption. . . . . . . . . . . . . . . . .. 0.80 lb. per ton milled
Lime (burned) " .. . . . . . . .. 2.10 lb. per ton milled
Lead salts '" 50 lb. per ton milled
Cyanide strength.... . . . . . . . . . . . . . . . . . . . 1.00 lb. per ton solution in agitators
Cyanide strength.... . . . . . . . . . . . . . . . . . .. 0.40 lb. per ton solution in precipitation
Protective alkalinity. . . . . . . . . . . . . . . . . .. 0.40 lb. per ton solution
fine ore bin, while the oversize is crushed in a lO- by 20-in. Traylor primary
crusher and a 28-in. Traylor gyratory secondary crusher. Both machines
are protected by a 20-in.-diameter Dings magnet and a Dings magnetic
pulley.
The primary grinding circuit comprises a 54H-in. Marcy mill in closed
circuit with a 4- by 20-ft. Dorr classifier with restricted-type overflow.
The secondary circuit makes use of a 5- by 21-ft. 8-in. Dorr classifier. The
secondary classifier overflows at 15.8 per cent solids a pulp ground to 54
per cent minus 200 mesh. This pulp is split in the proportions shown on
the flow sheet and fed to the two cyanide circuits, which consist of
Circuit 1: one primary 20- by lO-ft. Dorr tray thickener, followed by
four Dorr agitators giving 33 hr. retention at 50 per cent solids, counter-
current washing in three more thickeners of the same size, and a final
washing of the last underflow on a lO- by 5-ft. Dorrco filter.
Circuit 2: one primary 24- by IS-ft. Dorr tray thickener, followed by
four agitators giving 28 hr. retention at 50 per cent solids, washing in two
stages on ll-ft. 5-in. by 14-ft. Oliver filters with a tray thickener between
the washing steps.
TREATMENT OF GOLD ORES
295
I
I
I
0015solulion I
. Q042
----
50%soliciSl
____-..J
QOO6 solution
19
Uncii sa 0194
Diss. :0007
Tolol ,0201
Q402 OZ Au, f)
+--------- 21
'0
1
8 #/' ,
Minerunore
I Grizzly
2 Coarseore bin
3 Vibrating screen
4 Magnels
5 Jawcrusher
6 Gyratory crusher
7 Ane ore bin
8 Primary bol/mill
9 Primary classifier
10 Secondary classifier
I I Se<;ondary bolfml1f
/2 Troy thickener
13 Clorifier
/4 Vacuum tank
/5 Precipitation press
/6 Furnace
'17' Agll%r
18 Filler
19 Repulper
20 Barren solution storage
21 GrInding solu/ion s/oroge
TAILING TOWAS7E
Uncilss, 0,0198oz.Au/lon
FIG. 65. Flow sheet of the Cariboo Gold Quartz Mining Co. mill, British Columbia;
Canada.
296 CYANIDATION AND CONCENTRATION OF ORES
Combined pregnant solution from both circuits is clarified on a leaf
clarifier and precipitated in a Merrill-Crewe system. The Shrivel' presses
used are protected by an electric eye.
The solution and pulp values are shown at each stage in Fig. 65. The
milling cost for 1941 was $1.12 pel' ton, a figure that includes $0.31 for
power which is generated by Diesel engines on the property. Ball and
reagent consumption for the same year are shown in Table 43.
The over-all gold recovery for the year 1941 was 94.87 per cent. The
solution strength in the grinding circuit was 0.96 lb. NaCN, 0.55 lb. CaO
pel' ton of solution, and 0.95 lb. NaCN, 0.91 lb. CaO pel' ton of solution in
the final agitator discharge.
TABLE 43. STEEL AND REAGENT CONSUMPTION
Ball consumption 2.85 lb. per ton milled
Cyanide (NaCN) 0.625
Lime 1.513
Zinc dust 0.127
Lead salts 0.085
TABLE 44. GOLD DISTRIBUTION IN TAILINGS
Mesh Per cent Gold assay Mesh value
Per cent
distribution
+65
1.65 0.010 0.0002 1.0
+100 8.57 0.005 0.0004 2.0
+150 13.45 0.012 0.0016 8.2
+200 15.50 0.030 0.0046 23.6
-200 6.98 0.029 0.0020 10.3
Sands
-200 53.85 0.020 0.0107 54.9
Slimes
100.00 0.0195 100.0
Wright-Hargreaves (Type IIIe). A very complete account of mill-
ing operations at this property is to be found in a series of articles entitled
"Wright-Hargreaves Improves Its Milling Practice" by Malcolm Black,
mill superintendent, published in E. and lYI.J. for March, April, and May,
1939. The flow sheet today is substantially as described with the excep-
tion of certain changes made necessary partly by reduced tonnage and
partly by improvements in milling practice during the past 10 years.
The management has kindly supplied the necessary information to bring
this account up to date.
Operations were begun in 1921 with a l50-ton mill which was enlarged
to an 800-ton unit during the period 1921-1929. A straight cyanide
circuit was employed, but a froth rich in gold tellurides was removed in
Lime
TREATMENT OF GOLD ORES
2-I
JOOO-ton
are bins
...---.. Allis Chalmers Boll mill 9'x 7'
l
Double-scoop- feeder
Dorr F. X. x30'
is: ix:
L- ......... 4-Bowl clas-;;;J;;;8' Diam. ...
(Ttfhw) . zt:
4,.A.C. ;;;;r;;,ilIS 5'x 16'
50'diam.
2-Dorr anitJorS' 24' x26'
.
NaCN
I J
Dorr ag/fator 22'x20' t
-- . Melting furnace
2- Oliver filters 14'x16' .
t 70 solution storage
Rep-ulp-ers
--r-
40' Southwestern air-flotation cells
. . t
u
.,
. 2-Banks of 7-56 Fagerg.ren flat. cleanercells
/ t.
(Conc) (Tails)-----,t .
thicken:r 35' x 9 '-4" -- 70 Lake Shore mill
t retreatmentplant
Oliver filter //'..6"x 14' Lime' See fig. 65
Ballmill}X22' .. I)
-.--. .NaCN
3.-Denver-Wallace agitators
FIG. 66. Flow sheet of the Wright-Hargreaves mill, Ontario, Canada.
297
298
CYANIDATION AND CONCENTRATION OF ORES
K &; K flotation machines and treated by the bromocyanide process (see
Chap. XIV). The present mill with a daily capacity of 1200 tons was
completed in 1933. With the finer grind now used, the nominal rate is
not greatly in excess of 800 tons per day which, owing to the present labor
shortage, has been temporarily reduced to 500 tons per day.
The present flow sheet comprises two-stage grinding in an Allis-Chalmers
ball mill closed-circuited with a quadruplex DOlT classifier (only one-half
of which is currently used) and bowl classifiers closed-circuited with Allis-
Chalmers tube mills. The grind averages about 85 per cent minus 325
FIG. 67. Twelve-foot-wide DOlT FX classifier in closed circuit with 9- by 7-ft. Allis-
Chalmers ball mill at Wright-Hargreaves, illustrating raising of ball-mill discharge
to classifier by means of spiral-scoop elevator and gravity return of classifier sands.
mesh, and the overflow from the bowl classifiers at 10 per cent solids flows
to two DOlT thickeners. The underflow, at about 55 per cent solids, is
pumped from each machine by a Denver Quad diaphragm pump, dis-
charging into the primary agitators (two DOlT machines 24 by 26 ft. and in
series). The portion of the effluent from the Dorr thickeners required for
precipitation flows by gravity to clarifying leaf filters, and the remainder
is sent to mill storage.
The overflow from the primary agitator 2 flows by gravity to two 14- by
. 16-ft. Oliver filters. A barren wash is used. The cake drops directly into
a repulper of the Dye-Davis type, repulping in barren solution. The pulp
is next pumped at 50 per cent solids by means of a 5-in. Allis-Chalmers
TREATMENT OF GOLD ORES
299
S.R.L. pump to a 22- by 20-ft. Dorr agitator which has been converted to
act as an agitator, and no further dilution is made. The pulp next passes
to the second stage of filtration, which, like the first, consists of two 14- by
16-ft. Oliver filters followed by repulpers. 'Water is used on thet.wo front
sprays, and barren solution on the others. The sprays on this bank are
fitted so that all or any number may be used for either water or solution.
The repulped filter cake then passes to a flotation circuit consisting of
Southwestern roughers and Fagergren cleaners. A small amount of pine
oil only is now used, the object being merely to float a rich froth which is
given a prolonged cyanide treatment after thickening and filtration in a
series of three Denver-Wallace agitators. Lime at the rate of 25 lb. per
ton of concentrate is added to the regrind, or mixing, mill just before the
pulp passes to the agitators, where strong N ~ solution is added to bring
the pulp dilution to about 2 to 1. Of the gold present 85 to 90 per cent
is extracted.
An interesting point is that, after this agitation in the retreatment circuit,
the residues are returned to the primary agitators and no building up of
values takes place provided that not all the sulphides are floated. It is
noteworthy that in the flotation circuit not more than 0.5 per cent of the
total sulphides contained in the flotation heads is floated, and the average
pyrite content of concentrates is about 7percent FeS2.
The average value of the ore milled for the first 5 months of 1947 was
close to $10 (at $20.67 per ounce), and the over-all gold recovery 97.1 per
cent. Primary agitator feed carried about $1.50, the Southwestern cell
feed $0.40, and flotation tails $0.321. Other data are as follows:
TABLE 45. GENERAL MILL DATA AND COSTS
Mill costs
Item Mill data Process per ton
milled
Precipitation ratio ........... 3.S2:1 Crushing $0.109
Pregnant solution............ $4.33 Ball milling 0.307
Reagents:
Cyanide (KCN) ............ 0.69 lb. per ton ore Tube milling 0.216
Lime ....................... 0.50S lb. per ton are All other 0.S30*
Zinc ....................... 0.69S oz. per ton sol. Total $1.462
Steel (ball mills) ............. 3.109 lb. per ton
Steel (tube mills) ............ 1.633 lb. per ton
Hp. load per ton milled per
day........................ 3.0S
Power cost ................... $2S.53 per hp. per year
* Flotation reagents $O.OOS per ton milled.
300 CYANIDATION AND CONCENTRATION OF ORES
This mill is of special interest because of a number of improved methods
of control, which will be found discussed in the chapter "Plant Control."
The mill tailings are pumped to a steel standpipe 30-in. in diameter by
89 ft. high above ground level. A 12-in. wood-stave pipe connected near
the bottom conveys the tailings to disposal. At the time of writing these
tailings were being custom treated at an adjoining property for recovery
of the small amount of gold locked in the sulphides.
Kelowna Exploration Co. Mill at Hedley, British Columbia (Type
Ills). This 350-ton mill is of particular interest because a flow sheet
FIG. 68. Large DOlT bowl classifier at Wright-Hurgrcaves in closed circuit withsecond-
ary mill, overflowing at 98 to 99 per cent minus 200mesh.
has been devised which involves the separate reduction and treatment of
the hard and soft constituents of the ore, thereby overcoming a serious
primary slime problem which at one time threatened to close the mill
down.
The principal ore mineral is arsenopyrite 'with lesser amounts of pyr-
rhotite and chalcopyrite. The gold occurs as extremely fine particles
locked in the arsenopyrite.
The ore comes from two sources: That from one ore body is very hard,
provides grinding media for the pebble mills, and is ideal stamp-mill feed;
that from the other ore body is very soft, and its chloropal content neces-
TREATMENT OF GOLD ORES
301
sitates the separation of primary slime from sands for successful cyanide
treatment.
The dry crushing, as shown in Fig. 69, is carried out in such a manner"
that 4- to 5-in. pebbles can be passed to a storage bin for the pebble mills
after primary breaking in a Traylor jaw crusher. The minus ma:-.
terial carrying a large part of the primary fines is separated from the
minus stamp-mill feed and is ground in a separate ball-mill classifier
circuit. The product is treated with 0.15 lb. pel' ton lime, passed to two
30- by 12:.ft. thickeners, and the clear overflow discarded.
The stamp-mill product discharging through battery screens at
10 per cent solids passes first to three DOlT and one Akins classifier where
the ore is deslimed and the slime passed at 2 to 4 pel' cent solids to the
primary slime thickeners above mentioned. The sands pass to a tube mill
in open circuit with a Dorr bowl classifier that is, in turn, closed-circuited
with a second pebble mill. The bowl overflow then passes at 13 per cent
solids to a separate Dorr Torq dewatering thickener, and the overflow
either discarded or reused as required.
The ore has now been ground in a water circuit to 84 to 85 per cent minus
325 mesh and is ready for cyanide treatment, which is carried out in two
separate circuits as shown. Following agitation at 43 per cent solids, the
primary slime is thickened and washed on an ll-ft. 6-in. by 12-in.F.E.,
Inc., string filter using flood washing. This type of filter was found to be
superior to the conventional drum type on this particular problem. The
primary slime-free pulp is thickened after agitation and filtered in two
stages on 14-"by 14-ft. Oliver drum filters. The usual barren wash is used
on the first stage, and water washing on the second stage. Pregnant
solutions from both sections pass to a common tank and are clarified and
precipitated in the conventional manner.
The filter cakes from both sections are repulped, conditioned in two
stages, and floated to recover the arsenopyrite (see Chap. VI for details
of this flow sheet). The concentrate, which represents a ratio of concen-
tration of about 14: 1, carries 38 per cent arsenic and 1 oz. gold per ton.
The over-all gold recovery in this plant is 93.5 per cent, of which 71 per
cent is by cyanidation and the remainder in the flotation concentrate.
Solution strength in both circuits is maintained at 1.0 lb. KCN and 0.10
lb. lime per ton of solution going to the agitators. Copper sulphate,
0.40 lb. per ton; reagent 301, 0.15 lb. per ton; and pine oil, 0.10 lb. per ton,
are used in the flotation, which involves a 2-hr. conditioning and a 20-min.
flotation period.
Both the gold precipitate and the arsenopyrite concentrate are shipped
to a smelter for recovery of gold bullion.
302 CYANIDATION AND CONCEN'l'RATION OF ORES
300-lon Mineorebins
" tr t. h
24 x 36 Troyjor JOW crus er
" T
3
" '--
4 x 8 Ty.'ock screen '/4-.!!p..enll7Q..
, t
4 sid SY..mons conecrusher
3 "
-l4
Clarifier lank.
t
Mem'l/-Crowe [18'x 12' condilianer_ Soda ash
J2
re
cig,ilion Capper sulphate 8 xanthate
t 6'x6'
Gold PPTT to t vonc.. .
smeller flat. 011
t t
6-No. 15Denvercleanercells 2 raws of 6-36 Fag!Jj(en cells
f t
28'x10' DOff thickener-.4'x6' Oliver f!'ller lilt'lings to wasle
f
Concentrateto smelter
" l
4 -5 pebbles10
storaqe bin for
I f6'X9' DenverLJil/on screen..., pebble mt'lls
- I"
. t n'4
Boll ml'll bin g,lOO-lon botlery" feed bin
f t
6'x6'A.C. boll ml'l/] a-Botteries of1,050 Ib slomp..s
I ,,,.t 4 -21 DOff clossifier 3 - 4-6 x 22 DOff clOSSI,Ier
1
rLtine Clossfier
, , tf } I (Overflow) (Sohas)
30 x 12 DOff thickener - I t
4-5'x22'p..ebblemills
35'x12'Doff thickener Overflow t
. } t to woste
--Dorrogilolor zx:
5'x22'f2ebble mt'll
. 48'xI2' DOff lorq. Ihickener
Lime. } t
}
c
y
ol7l de r3-30' x16' Devereux ogjtolors
BOffe.n t
sotation 3 -16 'x14' DOff ogjlolors
. t -
2-30'x12' DOff thickener G=48'x12' DOff thickener
t t
Inc.Str. fI'llerl t 14'x 14'otver filler
Pregnont solution Regplg,er
-1-
14'x 14' NorthfOundrY.. f,'ller
FIG. 69. Flow sheet of the Kelowna Exploration Co. mill at Hedley, British Columbia.
TREATMENT OF GOLD ORES
303
Lake Shore Mines, Ltd. (Type IIIr). The Lake Shore mill, the
largest in the Kirkland Lake district, was originally an all-sliming
straight-cyanidation plant, but for a period running through 1934 flotation
of the cyanidation tailing was adopted with separate additional cyanide
treatment of the concentrate. As a result of experimental and research
work beginning in 1933 and extending through 1935, flotation and separate'
treatment of the sulphides were discontinued. At the beginning of 1936
straight cyanidation with improved chemical treatment was established
and rendered combined cyanidation and flotation unnecessary.. but finer
grinding and increased time of agitation proved to be desirable, and flota-
tion tests were conducted with the sole object of floating sulphides enclos-
ing gold which could be treated only by roasting and reeyanidation.
Shortly before the war a sulphide-treatment plant was put into operation.
The results of the experimental and research work carried out at Lake
Shore, including detailed descriptions of methods used, test data, and the
1936 flow sheet, are fully described in a paper "Milling Investigations into
the Ore as Occurring at the Lake Shore Mine" by the staff and published
by the Canadian Institute of Mining and Metallurgy, 1936.
A second paper, "Fine Grinding Investigations at Lake Shore Mines,"
Trans. 43, C.I.1I1. and M., 299-434, was published in 1940, covering 7 years'
experimental work on the grinding of Lake Shore ores. This paper includes
a detailed discussion of the special methods devised for subsieve sizing
control using the Haultain infrasizer,
A third paper, "Roasting and Flotation Practice in the Lake Shore Mines
Sulphide Treatment Plant" by J. E. Williamson in collaboration with A. L.
Bloomfield (managing director) and B. S. Crocker (mill superintendent),
covers the latest metallurgical development that has resulted in a sub-
stantial increase in the over-all gold recovery from the refractory portion
of the Lake Shore are (see Chap. X).
The tonnage rate has been considerably reduced in recent years owing
both to shortage of underground labor and to conditions peculiar to the
mine itself: Originally designed to handle 2600 tons per day, it was oper-
ating at about half capacity in 1948.
Partly on this account and partly owing to improvements in grinding
technique, the crushing and grinding flow sheets have been undergoing
maj or changes.
At present five stages of series grinding are used in reducing the ore from
%in. to 90 per cent minus 325 mesh, though the best arrangement for mills
and classifiers is still being studied. First-stage grinding is done in rod
mills to about 6 mesh; with the mill closed-circuited with Simplex classi-
fiers, following which there are four stages of tube-mill grinding using ball
FIG. 70. Lake Shore Mines, Ltd. This famous property is one of the larger gold producers in the western hemisphere,
with profits at one time attaining 8 million dollars per year.
CJ.:)
o
H'-
a
.....
ti
o
Z
"..
Z
ti
a
o
Z
a
t'I
l:3
.....
o
Z
o
"'J
o
t'I
U1
TREATMENT OF GOLD ORES
305
charges down to 72: in. in the last stages. Bowl classifiers receive the
discharge at each stage and overflow a final product, while the sands pass
to the succeeding grinding stage."
The mill pulp is first treated inpreliming agitators at 10 percent solids
for 7 ~ hr. contact time; here the protective alkalinity is maintained "a.t
1.0 lb. CaO per ton of solution. This step facilitates the dissolution of the
tellurides and improves subsequent settling in the thickeners, from which
barren solution is taken off for clarification and precipitation. Approxi-
mately 3.5 tons of solution is precipitated per ton of ore treated.
Secondary agitation is carried outin seven Dorr agitators at 45 pel' cent
solids for a period of about 48 111'., after which t h ~ pulp is filtered on drum
filters using three sprays of barren solution and two water sprays for
flood washing. The cake is about % in. thick, and a very high displace-
ment of gold solution is obtained. The filtrate returns to the grinding
circuit. Protective alkalinity in the agitators is maintained at 1.8 lb.
CaO per ton of solution.
TABLE 46. FLOTATION REAGENTS USED AT LAKE SHORE
Reagent Lb. per ton Where added
H,SO" (as SO,) ......... , ... 11 to 13 Spray tower
oeso, ...................... 0.10 First conditioner
Pine oil ................ , " . 0.025 Part to conditioner, part to cells
Reagent 301 (xanthate) ..... 0.10 To surge tanks ahead of cells
The sulphide retreatment starts at this point, the first step being to
repulp the filter cake and pass it into a series of three surge tanks, the first
one of which is used for mixing in customs tailings from two other mills in
the district. The next step is to readjust the pulp to a pH of approxi-
mately 7.0 by contact with S02 gas from the roasters in a specially designed
spray chamber (see J. E. Williamson report referred to on page 159),
condition with suitable reagents, and float the sulphide content of the ore.
The reagents used are given in Table 46.
The difficult nature of the flotation problem is evident from the fact that
there is only about 7 ~ per cent sulphides present in the ore and the feed
to flotation is virtually all minus 325 in size (40 per cent minus 10 microns).
Yet in spite of this and also of the presence of slimed gangue material, the
sulphur content of the flotation tailings or final mill tailing is reduced to
about 0.095 per cent.
It was found necessary to thicken the flotation concentrates to 63 per cent
solids in two 30-ft. superthickeners in order to get efficient filtering of the
2 See Addendum Report to "Fine Grinding Investigations at Lake Shore Mines,"
Trans. 44, C./.M. and M., 379-395, 1941.
306 CYANIDATION AND CONCENTRATION OF ORES
NaCN
I
5-8%+325mesh:'
Lime &J2. from QrindinQ mJ7ls 235% +28Microns
I
t
3-Primorx...J!gJlators 30'x24'
t "
3 -Dorr traxthickeners 50x12 -,
-t t
Lime 4-Dorr agitators 30'x 24' Solution toclarification
I
t and precipitation
3-AQitators 30'x24' t
r ,t:teltinQ furnace
Filler SurQe tank40 x 13-4
f
5-0liver ftYters 14'x 14'
Re.et.eers [ Filtrate to grinding
-1-, ,
2-SurQe tank 30 x 24
--.--
Constant headtank
---r-
Stack ... s_--i"'. S02 absor.etlOn tower- Excess nos tostack
-. "
and conditioninQ tanks
f..
3- Banks of B-56 Fagpg!en flotation cells
t - f
(cooc.) (70115)
Bank 8-56"Fal1ergten flotation cells L....7o waste
t - f
(conc.) (T0I7s)
2-su.eer-thicteners 28'x 12' waste
2-0liver tittere 8'xIO'
. t
10-Sl2tndle Edwards roasters Lime
- t I
Rel2u!t2.ers ... (f------
-t-
Ball m/'l/3'x6 ' NaCN
12'X8'...-J
Oliver filler !'X6' 1
t
Filtrate Cake
Pulpers
1'----i.... 7O waste
FIG. 71. Flow sheet of the Lake Shore mill, Ontario, Canada.
TREATMENT OF GOLD ORES 307
extremely fine sulphides. A Sullivan slapper is used on the filter in oi'der
to reduce the moisture content to a point where the cake can be handled
on a belt conveyor and delivered to the Edwards roasting furnaces (see
Chap. X, "Roasting and Calcine Treatment," for details of this' operation).
The discharged calcine is broken up in a 3- by 5-ft. ball mill-and cyanided
at 41 per cent solids in four batch agitators, followed by filtration on an
Oliver filter.
The filtrate is returned to the secondary agitators, and the cake repulped
and sent to waste.
The over-all recovery of gold in this mill is approximately 97.5 per cent,
of which 96 per cent is obtained in the main cyanide circuit. It will be
seen from this that the retreatment plant must, of necessity, operate on a
narrow economic margin. The high efficiency obtained and low cost of
operating this section of the mill are of special interest.
Negus Mines, Ltd. (Yellowknife) (Type IIIr). The mill is now
treating about 185 to 190 tons per day of 0.5-oz. gold ore. The ore is
equally divided between two primary grinding closed circuits, one using
a 5:!/z by 6 Allis-Chalmers mill in closed circuit with a 30-in. H W Akins
classifier and the other a Marcy 6- by 4 ~ ~ f t mill in closed circuit with a
4-ft. SFH Don' classifier. Grinding is to 80 pel' cent minus 200 mesh at
20 per cent solids.
Classifier overflows go to three 9 by 5 tables, then to a 30- by 14-ft.
ATB thickener. Flow is split to two agitation circuits: one with three
16 by 18-ft. Don' type A's and the other three 12- by 12-ft. Don' type A's.
The overflow from each agitator circuit is thickened in a 22- by lO-ft.
ATB thickener, the underflow from each being separately filtered on 8- by
8-ft. Olivers, Thickener overflow goes to precipitation, and cyanide tails
after filtration are floated in a bank of four No. 15 and six No. 12 Denver
cells. Float. tails are filtered and then go to tailings. Float concentrate
is thickened in an 8 ~ by lO-ft. Denver thickener, then filtered on a 4- by
4-ft. Oliver. Filter cake is stockpiled for possible future roasting.
The cyanide circuit is presently extracting about 75 per cent of the
gold. Cyanide tailings, which are floated, average about 0.12 oz. per ton.
Flotation picks up about 65 per cent of the remaining gold, the float con-
centrate averaging 1.2 oz. per ton and the float tails about 0.04 oz. per ton.
Ratio of concentration is about 20: 1.
McIntyre Porcupine Mill (Type IVc). The McIntyre mill in the
Porcupine district presents a somewhat different type of flow sheet from
that of Hollinger, in that a finished tailing is made by flotation concentra-
tion.
This operation has been very completely described in a paper by J. J.
Denny in the November, 1933, issue of E. and. MJ. and in a paper by
308 CYANIDATION AND CONCENTRATION OF ORES
P. D. P. Hamilton, Trans. 112, A.I.M.E., 630. The following is taken in
part from these publications and in part from information supplied through
the courtesy of the management to bring the description up to date as of
July, 1948.
McIntyre ore consists of quartz, porphyry, schistose basalt, and dacite
with a pyrite content of 3 to 15 per cent. The gold is associated with both
the quartz and the sulphides, predominating in the latter. A typical
analysis of the ore fed to the mill over a period of 1 month is given in Table 5
in Chap. III. The mill at present has a capacity of 2400 tons.
The general scheme of treatment consists of crushing the run-of-mine
ore in jaw and cone crushers to ~ in. and reducing the crusher product to
~ in. by rolls in closed circuit with vibrating screens. The screen product
is ground to 8 per cent plus 65 mesh in tube mills operating in closed circuit
with unit flotation cells and classifiers. Classifier overflow is floated, with
elimination of a finished tailing. Concentrate from the flotation cells is
reground in cyanide solution to minus 325 mesh in tube mills, operating in
closed circuit with classifiers. Next comes agitation of the pulp and
thickening, followed by three stages of filtering and washing, with agitation
between stages. Final residue goes to waste. Precipitation of the pregnant
solution is done by the Merrill:.. Crowe system.
Grinding and Concentration. Figure 72 gives the flow sheet of the
grinding and flotation plant. The fine-crusher product is ground in single
stage in five Allis-Chalmers 5- by 16-ft. tube mills. Each mill is operated
in closed circuit with a single No. 500 Denver Sub-A flotation cell and a
6- by 30-ft. Dorr duplex classifier. The mill discharges are fitted with 3-
mesh screens; the oversize goes directly to the classifier, and the undersize
to the cells and then to the classifiers.
About 75 pel' cent of the gold is recovered in the unit cells, of which 60
per cent is floated and 15 per cent removed every 24 hr. from a cone on the
bottom of the cell. These unit cells are built with a small hydraulic cone
in the bottom to trap gold that is too coarse to float. This prevents a
building up of values in the tube-mill circuit. Hydraulic water added at
the bottom dilutes the pulp in the cell and cleans the concentrate therein.
Concentrates removed from the cone are added to a concentrate-regrinding
tube mill without any detrimental effect.
The "primary" flotation section consists of 48 No. 24 Denver Sub-A
primary cells arranged in eight units of six cells each. The primary
flotation tailings go to eight similar banks of "secondary" cells. About
98.7 per cent of the pyrite is recovered in the concentrate. The con-
centration ratio is about 8.5: 1. In the flotation circuit, the pH varies
from 8.9 in the tube-mill discharge to 8.4 in the secondary-cell discharge.
About 50 tons tailings pel' 24 In.. is pumped to a 15-ft. Wilfley table and
TREATMENT OF GOLD ORES
309
4,000-ton mill arebm
- f
Overflowtoclarification
andprecipitation
t
Meltingfurnace
Filtrate -+- Water to mill
head tank
oorrclassifier 4'-6" x 14'
l l
(Sands) (Overflow)
t ,
Tray- thickener SO dlam.
t
(Underflow) (Overflow)
I
Americanfilter 8'-6 "
Tube mill closed
circuited with
classifier .
[
S_Allls _Cholmr s tubemills SxI6'
S- Oenver unit cells No.SOO
. t
s-oon dug/ex classifiers 30'x6'
.x:
I
8- units of 6 Denver No. 24 sub-A flotation cells inl2arallel
-L7iJlls Distributor C:nc.)
.-
8- Units of 6 Denver No. 24 sub-A flotation cells in parallel
(7iJ)ings) L
7iJ waste..,J
Tube mill closed- circuited with
oorr classifier
l
80wl classifier *+-----....
t t
(Sands)
I
4 -Agitators
t
4-Agitators
80wl clastfler 20' diam.
Sands
Oorr trax thickener SO'x 14' -----...,
----.----
2-American filters 8 diSC.
t, r
Oorr agitator 24 x 20
----.--
2-American filters 8'- 6" 8 disc.
l
Dorr agitator 24' x 20'
2-Amerlcan filters 8'-6" 8 disc.
t .
Filtrate to lsi bowl Tails to waste *Raking mechanism
classifier dilution removed
FIG. 72. Flow sheet of the McIntyre Porcupine mill, Ontario, Canada.
310
CYANIDATION AND CONCENTRATION OF ORES
serves as a visual guide to the flotation operators. Flotation promoters
are added to the tube-mill circuit and frother at both the tube-mill circuit
and primary and secondary circuits.
Reagent consumption, in pounds per ton of ore, is reagent 301, 0.156;
Aerofloat 25, 0.018; pine oil, 0.088.
Cyaniclation. The cyanide plant has a capacity of 300 tons per day.
The flotation concentrates are reground in two stages, each stage employing
a 5- by 16-ft. Allis-Chalmers tube mill loaded with 30,000 lb. of 1 7 ~ i n steel
balls run in closed circuit with a 6- by 30-ft. DOlT duplex classifier. The
primary-mill discharge at 52 per cent moisture is diluted with mill storage
solution, overflows the classifier at 7.5 to 1 dilution, and after being mixed
with secondary-mill classifier discharge at 1.4 to 1 dilution, passes to a 20-ft.-
diameter bowl classifier from which the reciprocating rakes have been re-
moved and a bottom cone discharge installed. The underflow passes to the
secondary mill. The overflow is agitated at 4.3 to 1 dilution in a series of
TABLE 47. SIZING ANALYSIS OF BOWL OVERFLOW
Microns
+ 56
-56 + 40
-40 + 28
-28 + 20
-20 + 14
-14 + 10
-10
Per Cent
0.13
2.98
13.90
14.22
11.56
9.86
47.35
100.00
four 24- by 20-ft. Dorr agitators, where a portion of the bottom discharge
is recirculated back through the bowl classifier. Following agitation in
this series of agitators, the pulp passes into a second bowl classifier similar
to the first, where the dilution is increased to give an overflow a 10 to 1
dilution and an underflow that passes back to the secondary mill for further
treatment. The whole object of this circuit is to grind preferentially and
contact the heavier and coarser portion of the ore with cyanide until
practically all of the product passes 325 mesh. An infrasizing of the
second bowl overflow is given in Table 47.
This overflow goes to a 50- by 14-ft. Dorr tray thickener, from which
point clear solution is withdrawn for clarification and precipitation. The
thickened underflow is given three stages of filtration with about 20 hr.
agitation in 24- by 20-ft. DOlT agitators between the first and second and
second and third stages, respectively. Filtration is on six 8.5-ft.-diameter,
eight-disk American filters.
Water wash on the first filtration step has been found to assist extraction
materially. Barren solution is used on the last two stages.
TREATMENT OF GOLD ORES
311
About 2500 tons solution per day is clarified and precipitated by the
Merrill-Crewe system. Approximately 150 tons barren solution is dis-
carded per day to balance the addition of wash water on the first-stage
filters and also to avoid solution fouling. Reagent consumption; in pounds
per ton are, is cyanide, 0.78; lime, 1.32; zinc dust, 0.084; lead acetate, 0.035:
Solution strength is maintained at 3.0 lb. cyanide per ton and 1.60 ~
per ton lime in the primary regrind mill, with pregnant solution at 1.80
lb. NaCN and 0.25 lb. CaO per ton of solution. Typical metallurgical
results and percentages of recovery are given in Table 48.
Pamour Porcupine Mines, Ltd. (Type IVc). This property has
one of the most modern mills in the Porcupine district. Capacity is 1600
TABLE 48. METALLURGICAL DATA AT McINTYRE PORCUPINE'"
Value, gold at
Recovery
Metallurgical results
$35 per oz.
Stage 1946-19'17,
per cent
Heads ........................ $10.344 Flotation:
Flotation tails ................ 0.363 Unit cells 75.00
Cyanide residue ............... 0.779 Flotation circuit 21.90
Soluble loss per total residue .. 0.204t Total 96.90
Combined tails ................ 0.436 Cyanidation :
Primary grinding 65.00
Agitation and regrind 31.65
Filters, etc. 2.20
Total 98.85
Total over-all recov-
ery 95.79
* Representative of results during the fiscal year ending June, 1947.
t $0.024 per ton of mill feed.
tons per day. The ore is high-silica conglomerate carrying 2.0 per cent
pyrite, 1.0 per cent pyrrhotite, and a low gold content (about 0.10 oz. per
ton) associated principally with the sulphides. Primary crushing is done
underground. A conventional two-stage surface crushing plant includes
a standard Symons crushing to % in. size and a short-head Symons,
closed-circuited with Niagara screens with a 2- by h6-in. opening, making
a mill feed that is stored in two 750-ton ore bins.. The plant hanclles 120
tons per hr.
The mill flow. sheet involves flotation to make a final tailing with the
regrinding and cyanidation of the flotation concentrate, but it possesses
the rather unusual feature of stage grinding with flotation steps between
the stages. An over-all gold recovery of 91 to 93 per cent is made with
this treatment scheme. Gold recovery in the flotation circuit is 94 to
95 per cent.
312 CYANIDATION AND CONCENTRATION OF ORES
Primary grinding is done in two 9- by lO-ft. Dominion ball mills closed-
circuited with 12- by 25-ft. DOlT classifiers with overflow at 40 pel' cent
solids. Hydraulic traps are installed at the mill discharges to collect any
TABLE 49. CI-IE1IHCAL ANALYSIS OF PRODUCTS AT McINTYRE PORCUPINE
Mill feed Flotation tailings
Flotation
concentrate
Item
14-month 12-month 6-month 12-month I-month
average, average, average, average, average,
1936 1946-1947 1936 1916-1947 1947
Iron pyrite, per cent .............. 8.21 6.81 0.10 0.15 56.67
Silica, per cent .................... 54.92 52.76 58.28 58.83 18.80
Ferric oxide, per cent ............. 6.28 6.43 6.79 6.11 3.53
Aluminum oxide, per cent ......... 14.18 14.32 15.07 14.19 8.07
Calcium oxide, per cent .. " ....... 4.90 5.25 5.61 5.14 3.24
Magnosium oxide, per cent ........ 4.33 4.69 2.82 4.65 2.50
Sodium and potassium oxide, per
cent ............................ 2.85 2.15 2.95 2.25
Gold dollars per ton at $35 per oz... $13.05 $10.34 $0.406 $0.363 $89.00
Specific gravity (dry ore) .......... 2.84 .... 2.72
Lead sulphide, per cent .... , ...... ...
Trace
Nickel sulphide, per cent ..........
"-
0.05
Pyrrhotite, per cent ............... .... . ... ... . . ... 0.34
Chalcopyrite, per cent ............
'" .
0.51
Sphalerite, per cent ........ , ...... .... 0.37
Arsenopyrite, per cent ............ ...
0.37
TABLE 50. GRINDING JYIILL DATA AT PAMOUR PORCUPINE
Item Primary grind
Secondary Concentrate
grind regrind
Size of mill, ft ........................... 9 by 10 5 by 14 7 by 12
Connected hp........ , .................. , 350 125 175
Ball charge, tons ....................... , 34 9 11.5
Size of ball, cast iron, in................. 3 1 1
Mill speed, r.p.m......................... 18.5 28 22
Mill discharge, per cent solids ........... 80 70 62
Ball consumption, lb. per ton* ........... 1.8 0.79 0.4
Liner consumption, lb. per ton .......... , 0.14 0.06 0.02
* Based on original feed of 1600 tons per 24 hr.
free gold. Following flotation in three banks of six No. 24 Denver cells,
which make a final concentrate and a middling for cleaning, the tailing
passes to a 32-ft.-diameter desliming thickener which produces a slime
overflow and a sand underflow. The slime overflow averages 33 per cent
TREATMENT OF GOLD ORES
313
of the weight of the deslimer feed and is approximately 99 per cent minus
200 mesh. It is floated in one bank of six No. 24 Denver flotation cells,
which make a rougher concentrate for cleaning and a tailing for discard.
The sand discharge from the 32-H. desliming thickener is ground in two
5- by 14-ft. Dominion tube mills in closed circuit with a 13-ft. Noranda-
type elutriating classifier. Overflow from the classifier is floated in two
TABLE 51. SIZING ANALYSES OF GRINDING PLANT PRODUCTS AT PAMOUR PORCUPINE*
Primary circuit Secondary circuit
Tyler
mesh
Mill Class Classifier Ball-mill Flotation
Mill feed
discharge overflow feed discharge tailing
3 17.4
4 17.2 0.9
8 22.9 3.1
14 13.8 5.2
20 4.3 4.6
28 3.3 6.1
35 2.5 11.5 0.5
48 2.6 13.5 3.4 8.7 2.8 0.2
65 1.8 12.2 8.7 9.6 6.5 1.7
100 1.7 8.7 11.9 11.6 13.3 7.4
200 2.6 10.6 19.8 19.0 26.8 23.3
-200 9.9 23.7 55.7 51.1 50.6 67.4
Flotation
Bowl overflow,
Size concentrate, Size
per cent
per cent
+ 65 mesh 9.0 oto 10 microns ....... 60.3
+ 100 mesh 10.2 10 to 14 microns ....... 17.5
+ 200 mesh 21.4 14 to 20 microns ....... 13.6
- 200 mesh 59.4 20 to 28 microns ....... 5.9
28 to 80 microns ....... 2.6
+ 80 microns .......... 0.1
* These figures are based on a tonnage rate of 1626 tons per day.
banks of six No. 24 Denver flotation cells, which make a rougher concen-
trate for cleaning and a tailing for discard.
Low-grade rougher flotation concentrates are cleaned in one six-cell
bank of No. 24 Denver cells with cleaner tailings returning to the primary
grinding circuit and concentrates going to the concentrate grinding circuit.
About 60 tons per 24 hr. of concentrate is reground in a 7- by 12-ft.
Dominion ball mill closed-circuited with a 32-ft. Noranda elutriating classi-
fier which overflows at 8 per cent solids. The concentrate is then dewatered
in a 32-ft. thickener and passes to two 11- by 20-ft. Noranda-type agitators,
314 CYANIDATION AND CONCENTRATION OF ORES
lime being added to the first, and cyanide to the second. Washing is
accomplished in a five-stage C.C.D. system using 32-ft. bottom-drive N0-
randa superimposed thickeners and 11- by 20-ft. agitators. The con-
ventional system of clarification, precipitation, and cleanup is used.
Hallnor Mines, Ltd. (Type Vc). Although this property adjoins
that of Pamour Porcupine, the milling problem is somewhat different,
and a very interesting flow sheet has been developed. About 350 tons
per day of an ore of variable gold content (0.1 to 0.7 oz. per ton) is treated,
and briefly the treatment scheme consists of flotation, followed by regrind-
ing and cyaniding of the concentrates as at Pamour, but in this case the
flotation tailings are first deslimed to eliminate about one-third of the
total tonnage as a fine slime carrying negligible values and then cyanided
in a circuit which receives the residue from the concentrate cyanidation
section.
Conventional two-stage crushing is used, delivering a minus %-in. feed
to the 600-ton mill bin. Grinding is done in an -8- by 8-ft. ball mill closed-
TABLE 52. REAGENTS USED AT HALLNOR
Reagent Lb. per Ton
Amyl xanthate 0.06
Pine oil 0.18
Soda ash. . . , 0.40
circuited with a 20- by 6-ft. rake classifier. An 18- by 24-in. Denver
mineral jig is installed between the mill and classifier to remove coarse
gold.
The classifier overflow at 62 per cent minus 200 mesh is floated at 31 per
cent solids in two banks of eight No. 24 Denver cells arranged in series,
with middlings returning to the head of the cells and a final concentrate
removed from the first three cells of each bank. The reagents used are
given in Table 52.
Treatment oj Tailings. The flotation tails pass to a 20-ft. desliming
classifier, making an overflow at approximately all minus 200 mesh which
is discarded and an underflow passing at 62 pel' cent solids to a series of
three 14- by 30-ft. agitators, followed by three stages of countercurrent
decantation in a 30-ft. Noranda superimposed thickener.
Treatment oj Concentrate. The flotation concentrate is first thickened in
a 23-ft. thickener and then passed to 10- by 30-ft. agitator, which is closed-
circuited through the cone discharge with a 5- by 8-ft. regrind mill, while a
second closed circuit from a discharge point higher up in the agitator is
arranged through a 23-ft. superfine classifier, the sand discharge of which
returns to the ball mill and the overflow at all minus 325 mesh passes to a
23-ft. thickener before the secondary stage of cyanidation. This consists
TREATMENT OF GOLD ORES
315
of a 14- by 30-ft. agitator and two stages of C.C.D. in a 23-ft. tray thic-k-
ener. The underflow from this thickener passes to the third agitation
stage of the tailings-treatment section, so that, in effect, the concentrate
receives three successive treatment steps.
Primary grinding and flotation are, of course, carried out in a fresh-water
circuit, while cyanide is added at the head of the concentrate and tailings-
treatment sections and regrinding is done in cyanide solution. Pregnant
solution is taken off the first thickening stages in each section, a portion of
tailings pregnant being advanced through the second stage of concentrate
C.C.D. system.
Clarification is done in 5- by 8-ft. leaf clarifiers" and precipitation in two
30-sock presses. Barren solution is returned to the third step of the tailings
~ D system. Black cyanide is used, the consumption, equivalent to
1.0 lb. per ton NaCN taking place almost entirely in the concentrate section.
Lime consumption amounts to 4.0 lb. per ton, litharge 0.09 lb. per ton, and
zinc 0.036 lb. per ton of ore treated. Lime and cyanide strengths are
maintained at about 1.0 per ton of solution in each case, and an over-all
recovery of 97.5 per cent of the gold is made.
Hollinger Mill (Type Vc). This mill, for many years the largest in
the Canadian north, has a maximum capacity of 4600 tons per day. A
description of the operation was given by P. D. P. Hamilton in 1934 in
Trans, 112, A.l.lII.E., 624, and in the Hollinger edition of C.lll.J., Sep-
tember, 1935, the various departments of the mine and mill were very
completely described by different members of the Hollinger staff.
Since 1935 the old crushing plant has been replaced by a new and very
up-to-date installation-s-one of the finest in Canada-and a unique, circular
ore bin of 10,000 tons' capacity has been constructed- (see Chap. III).
Various other changes have been made in the milling flow sheet, most out-
standing of which was the change-over from two-stage grinding using open-
circuit rod mills followed by pebble mills in closed circuit to a single-stage
closed-circuit grind. For this purpose the rod mills were converted to low-
discharge ball mills by placing specially designed screens at the discharge
ends. The new crushing and grinding plants have been described by D. C.
McLaren in C.lll.J., June, 1944. A comparison of the results obtained by
the use of low and high pulp-level discharges from ball mills was given by
the Hollinger mill staff in 1937 in Trans. 40, C.1I1.I., 85, 325, and also in
Trans. 46, 1.111. and 111. Additional information was given by H. W.
Hitzrot in the July, 1939, issue of T.P. 1088, A.I.1I1.E. Mining Tech.
The ore is a siliceous schist of medium hardness with a specific gravity of
2.8. It contains 4 per cent pyrite and very minor amounts of other sul-
phides. For the past few years the mill heads have averaged slightly
better than 0.235 oz. per ton. Silver is alloyed with the gold in the pro-
316
CYANIDATION AND CONCENTRATION OF ORES
portion of 16 parts of silver to 84 parts of gold by weight. Grinding is
done in cyanide solution, and the extraction of gold in the grinding circuit
at the classifier overflow is 58 pel' cent of the head value.
The following description has been brought up to date as of November,
1948, through the courtesy of the management. At this time the milling
rate is 3700 tons pel' day. The ore is crushed to pass through a slotted
screen with a clear opening of 0.205 by 0.50 in., with the slots set at right
angles to the flow. The minus ;i-in. feed is fed to three or four ball mills,
each ft. in diameter by ft. inside new liners. Each mill is served
by a 12- by 27-ft. Dorr FX classifier, and the circuit is closed with a pump.
The grinding unit has a capacity of 1200 tons pel' day with a circulating
load ratio of 4: 1, grinding to 1 pel' cent plus 48 mesh, 60 per cent minus
200 mesh. The ball load is maintained by feeding heat-treated
forged-steel balls, hardened to 550 to 575 Brinell. In 1947 the consump-
tion of ball steel was 1.13 lb. per ton milled.
In brief, the general plan of treatment after crushing consists of grinding
in cyanide solution, table concentration of sulphides, concentrate regrind
with extra concentrate agitation, combined agitation of table tails and
concentrates, and two-stage filtration for the major part of the tonnage,
with three-step decantation followed by one-stage filtration for the re-
mainder.
Concentration and Concentrate Treatment. The overflow from the Dorr
classifiers is pumped to 88 double-deck Deister slime-concentrating tables,
where approximately 65 per cent of the pyrite and 80 per cent of the gold
in the table feed are removed. About 525 tons concentrate is produced
from 3700 tons feed, giving a concentration ratio of 7: 1. The concentrate
is given a further grind to set free gold that is finely disseminated within
the pyrite. This is done with one of the same low-discharge mills loaded
with l-In. heat-treated forged-steel balls, in closed circuit with one 19-ft.-
diameter Dorr bowl classifier, overflowing at an over-all fineness between 80
to 85 per cent minus 325 mesh. Ball-steel consumption was 0.56 lb. per
ton of original feed in 1947.
The concentrates are thickened in three 40- by 15-ft. Dorr tray
thickeners, the overflow going to the mill circulating solution and the
underflow, at 56 per cent solids, going to four 20-ft.-diameter by 24-ft.
Dorr agitators in series of two. Agitation time is 36 hr., after which the
agitator discharge joins the thickened table tails for additional agitation.
Lime is added as milk of lime in cyanide solution to the feed of all the
ball mills, and the cyanide is added to the overflow from the bowl classifier
in the concentrate grinding circuits. As a consequence, the solution in the
concentrate section is higher in cyanide and lime than the main mill solu-
tion. The solution at the head of the concentrate agitators averages 1.2
TREATMENT OF GOLD ORES 317
lb. NaCN and 1.1 lb. CaO per ton, as against 0.75 lb. NaCN and 0.75 lb.
CaO per ton for the pregnant solution. .
Table-tails T;eatment. The table tails are thickened in ten 40- by 15-ft.
DOlT tray thickeners. Part of the overflow is sent to precipitation, along
Cyanide solution 19,000-to+ mill bin Milk oflime toball mt'lls
l
",,;gbf"" bells !
. Four 6'-6/1
x
14'-6/1low-discharge ball mills closed-
circuited with four 12'x 27' QuadrUfz/ex Dorr classifiers
t J
Vibrating screen (Wood chip. removal)
---,-
110 double-deck Deister concentratin
f
tables
(liJll-ngs) (Concentrate)
12 Primary 40'x 15' siJgle tray Dorr bowl classtier closedcircuitedwith
Dorr thickeners 6'-6"x 14'-6" low-discharge ball mill
/ '\. f
(Overflow) (Underflow) 3 Single tray-Dorr thickeners
:, t
4 Dorr agitators 20 x24 (Underflow) (Overflow)
in series of two
L
.
6-Dorragitators2o'x24' Cyanide storage
onaal(mill
20-Pachuca agitators 15'x45' CirCUits
Clarificationand Pulp.. dls-tautor. Barren solution
_l2'ecl/2.ltation - r= .t
l
5 Rows of 3 stepcounter-current
Barren solution decantation traY.. thickeners
6-Primary" Oliver filters 14'xl6'
. t
Meltlnnfurnace Renulflers
_':7._ -'1to_
r---... Oliver ftYters /4'x 16'
----=---t .
Renulfler
Water wash Tailings towaste-
FIG. 73. Flow sheet of the Hollinger mill, Ontario, Canada.
with part of the filtrate from the primary filters, to maintain a precipitation
ratio of 1.1 tons of solution to 1.0 ton of ore milled, and the remainder
joins the circulating solution. The underflow at 54 per cent solids, along
318 CYANIDATION AND CONCENTRATION OF ORES
"with the concentrate agitator discharge, is pumped to four rows of five
15-ft.-diameter by 45-ft. Pachucas. Agitation time is 20 hr.
The Pachuca discharge is split two "ways. Up to 3400 tons of solids is
sent daily to six primary 14- by 16-ft. Oliver filters, and the remaining
tonnage is sent to one or more rows of three 40- by 15-ft. Dorr tray thick-
eners in C.C.D. The primary filter-cake discharge is repulped with barren
solution, combined with the thickener underflow discharged from C.C.D.,
and filtered on eight secondary 14- by 16-ft. Oliver filters.
Part of the filtrate from the primary filters goes to precipitation and part
to mill circulating solution. . Part of the filtrate from the secondary
filters is used as low-grade wash solution in the decantation thickeners,
and the remainder joins the circulating solution. The cake on the primary
filters is given a barren-solution wash, while that on the secondary filters
is given a barren-solution wash followed by a water wash.
The mill operates on a 6-day-week schedule and treated an average of
3627 tons daily during the 40 weeks ending Oct. 6, 1948. The loss of
gold in the tailing amounted to 0.00677 troy oz. per ton of ore milled, of
which 0.00042 oz. was the loss in dissolved gold. The recovery of gold
was 97.1 pel' cent. Total milling costs, including underground crushing,
refining, and tailing disposal, for the same period were 77.29 cents pel' ton
milled, of which 37.90 cents per ton were labor costs. A cost-of-living
bonus and social-service costs are not included.
Cochenour Willans Gold Mines, Ltd. (Type IVr). This mill in
the Red Lake district was started up in 1939 as an amalgamation and
cyanide plant, flotation of the cyanide tailings being installed in 1940 to
recover values locked in the sulphides. Concentrates were at first shipped
to Tacoma, but this was later discontinued owing to difficulties in trans-
portation, and they were stockpiled at the mine while the possibilities of
local treatment were studied.
In 1946 it was decided to convert the plant to an all-flotation operation
with roasting and cyanidation of the concentrates. The flow sheet of the
present mill, which is hanclling 220 tons pel' day, is shown in Fig. 74.
The ore is composed of about 60 per cent silicified rhyolite, the remainder
being a complex of cherty quartz and carbonates carrying free gold and
gold-bearing sulphides. The gold content averages about 0.4 oz. per ton
but in July, 1947, reached 0.67 oz. per ton.
The ore is crushed to % in. and ground in a 6- by 8-ft. Allis-Chalmers
ball mill, closed-circuited with a Dorr DSFH classifier, overflowing at
about 70 per cent minus 200 mesh. A Denver duplex jig in the mill-
classifier circuit collects some coarse free gold, while the classifier overflow
passes over two blanket tables 45 ft. long before thickening in a 24- by 12-ft.
Dorr thickener prior to flotation.
TREATMENT OF GOLD ORES 319
NaCN
Cao
I
To waste
Vacuum leaf clarifier
t
Merrill- Crowe/2recip-jlation
r-
PreClQilale shi!2/2ed
Flotation is carried out at 10 to 1 dilution in a series of 14 Denver cells
connected to give primary roughing, primary and secondary' cleaning,
secondary roughing, and scavenging. The tailing is sent to waste. Con-
centrate is thickened and filtered,ancl the cake fed to the Dorrco FluoSolids
Mill are bins
t
C
6 ' X8 ' Allis Chalmers ball mill
t
12'x18' Denverdu/2lex
t
5'x "Dorr D.5.F.1:I. classifier
t
2-45'long blanket tables in /2arallel
Pine017 t .
Xanthale 24' xl2' Balanced Iray.Dorr Ihickener
CuS0
4
---, t
NaOH 2- 6'x6' Denver condilioners
t
14 Denver flolalion cells
(TJ7s) .s:
Ir-----........', , I 'E '
To II x 8 Denver thickener
, I t
4 x 4 Denver filler
Dorr FluoSolids roaster
t
2-Blankel tables
----.-
)0 2"16'xI7' Dorr agjtators in series
t
24' x 12' Dorr Irax thickener
t
e' 10' Oliver f/lter
------r--
Re/2u/;2er
3'x4' Grindingbarrel
II /I f--
24 x 30 Amalgam barrel
f
Denver Mercurx se/2aralor
'f--
Amalqam /2late
Amalgam ship-/2ed
FIG. 74. Flow sheet of the Cochenour Willans mill, Ontario, Canada.
320 CYANIDATION AND CONCENTRATION OF ORES
roaster. A ratio of concentration of 27: 1 is obtained (see Chap. X for a
description of this furnace and roasting operation).
After repulping in a quenching tank, the calcine is passed over two more
blanket tables and agitated at 36 per cent solids for 56 hr. in two 16- by
17-ft. DOlT agitators connected in series. The pulp is then thickened to
50 per cent solids and filtered on an 8-by lO-ft. Oliver filter using a barren-
solution wash. The pregnant solution taken off the thickener is clarified
in a leaf clarifier and precipitated in the conventional Merrill-Crewe
system.
TABLE 53. METALLURGICAL DATA AT COCHENOUR WILLANS
Item Gold Recovered, * Per Cent
Flotation
Amalgam in mill circuit , 52.3
Calcine amalgam and cyanidation , 40.3
Total 92.6
Chemical reagent consumption in this plant:
Lb. pel' Ton of Ore Treated
July, 1947. 6290
Ton Milled
Pine oil. 0.14
Xanthate (Z-6) 0.27
Sodium Hydroxide (NaOH) 0.54
Copper Sulphate (CuSO.j) 0.37
Cyanida/ion
Lb. pel' Ton of
Ore Treated
Cyanide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 0.66
Lime 0.75
Lead acetate , 0.039
Zinc 0.039
* First 6 months, 1948.
All jig and blanket concentrates are reground and amalgamated in an acid
circuit, and the amalgam collected in a mercury separator and on an amal-
gam plate. Both amalgam and gold precipitates are shipped to refiners.
Cyanide strength is maintained at about 1 lb. per ton of solution, and
the alkalinity carried at pH 10.6. Some 500 tons of solution is precipi-
tated each day.
ZINC-GOLD ORES
Golden Manitou Mines, Ltd. (Type IVa). As pointed out by the
authors" of an article on this property, the hundred-mile chain of produc-
ing mines, which reaches from the Kirkland Lake area in northern Ontario
3 Andrew Robertson and A. Livingston, "Golden Manitou-New Zinc Producer,"
Vol. 145, No.3, March, 1944.
TREATMENT OF GOLD ORES
321
on the west, across the provincial boundary to beyond Val d'Or and
Bourlamaque in Quebec on the east and continues to be so productive of
go1cl, is marked at its 60-mile point by the base- and precious-metal pro-
ducers of the Norarida district and again at its far-flung terminus by the
interesting zinc-geld-silver deposit of the Golden Manitou mine. .
The ore, which is a mixture of pyrite and sphalerite with occasional
streaks of galena and other minerals, carries (1944) 7.5 per cent zinc, 0.05
oz. go1cl, and 3 to 5 oz. silver. The 1000-ton mill makes a primary-flotation
concentrate which is reground and cyanided. The cyanide residue then
joins the primary-flotation tailings for flotation of" the zinc, the latter being
brought up to grade in a special deleading cleaner circuit that follows the
zinc circuit. Cyanidation is carried out in a conventional thickening
and agitation circuit, followed by two-stage filtration.
COPPER-GOLD ORES
Noranda Mines, Ltd.' (Type IVse). This 3000-ton mill treats a
massive sulphide ore high in pyrrhotite. The ore averages 4 to 8 per cent
chalcopyrite, 20 to 30 per cent pyrite, 50 to 60 per cent pyrrhotite, 0.12
to 0.20 oz. gold and 15 to 20 pel' cent insolubles, The flow sheet includes
stage grinding and stage flotation of the chalcopyrite, which is smelted for
recovery of copper and gold. Flotation is carried out in an alkaline pulp,
which is aerated to counteract the reducing property of the pyrrhotite.
It has been found that this aeration step is necessary after each stage of
grinding and prior to copper flotation.
The pyrite rejected from the tertiary copper circuit is floated and
cleaned. It then passes to a rotreatment section where the remaining
chalcopyrite and pyrrhotite are further reduced in a circuit which involves
aeration, flotation, and regrinding before cyanidation- (see Chap. XIII for
discussion of the methods involved). Cyanidation is carried out ill a
series of six Noranda-type agitators followed by countercurrent decanta-
tion washing with pregnant-solution removal from the first-stage thickener
for clarification and precipitation. The over-all recoveries in this plant
by flotation and cyanidation are 96 to 96.5 per cent copper and about 85
per cent gold.
UNITED STATES
The United States stands in fourth place ill world gold production and
second place in world silver production, with a total of approximately
1,500,000 oz. gold and 20,000,000 oz. silver according to 1946 statistics.
This is about one-third of the prewar production.
4 Taggart, Handbook of Mineral Dressing, Sec. 2-65, Wiley, 1945.
5 C'. G. McLachlan, H. L. Ames, and R. J. Morton, "Cyaniding at Notanda;"
Trans. 49, C.I.M. and M., 91-122, 1946.
322 CYANIDATION AND CONCENTRATION OF ORES
Gold mining? in the United States experienced more adverse effects
from the United States participation in the Second World War than any
other large mineral industry. Silver production was also seriously affected
inasmuch as gold mining is a substantial source of by-product silver, al-
though a large part of the output is derived from base-metal mining." The
TABLE 54. MINE PRODUCTION OF GOLD IN THE UNITED STATES IN 1946 BY STATES
AND SOURCES, IN FINE OUNCES, IN TERMS OF RECOVERED METALS"t
Zinc-lead,
zinc-
Dry and
Copper
Lead- copper,
State Placers siliceous Lead are copper Zinc ore and Total
are
zinc-lead- ore are
copper
ores
--
Alabama ....... 1 0 0 0 ...... 0 0 0 1
Alaska ......... 220,708 6,003 0 ... 70 0 .0 0. ...... 226,781
Arizona ........ 398 3,564 61,347 546 73 111 12,985 79,024
California ...... 269,772 79,883 311 1,275 ...... 3,271 2,312:1: 356,824
Colorado ....... 20,172 106,007 131 1,880 3 2,093 12,327 142,613
Georgia ........ 21 .... - . .. 0 . 0 0 0.
'0."' 21
Idaho.......... 20,123 17,027 60 107 1 40 5,617 42,975
Montana....... 27,986 27,802 11,590 634 ...... 68 2,427 70,507
Nevada......... 14,786 28,973 43,260 371 .0 103 3,187 90,680
New Mexico .... 10 1,384 1,566 179 .0 743 127 4,009
Oregon......... 16,502 1,096 ..... . '0' 0 0 . ..... "0 17,598
Pennsylvania... 0 . ..... 1,150 0' 0.0 .00 . "0 '0' 1,150
South Dakota .. .... .. 312,247 ..... . .0 0.0 .0 . 0 312,247
Tennessee ......
I
95 ..... 95 ..... . ..... . . ..... 0 0
Texas .......... 0 o. 1 .... .. 7 0 1 0 9
Utah........... 7 19,075 133,454 1,300 312 357 24,028 178,533
Vermont ........ 0 0 165 '0' 0 0 '0' . ..... 165
Washington ..... 101 18,686 3 12 ...... 6 32,360 51,168
Wyoming....... 17 88 ...... 0 0.0 0 . ..... 105
----- ---
TotaL ........ 590,604 621,836 253,132 6,381 389 6,793 95,370 1,574,505
" Minerals Year Book, "Metals, Gold and Silver," by C. W. Merrill and H. M.
Meyer, 1946.
t Philippine Islands and Puerto Rico excluded.
:I: Includes gold recovered from pyritic ore and tungsten ore.
From magnetite-pyrite-chalcopyrite ore.
mine production of gold in the United States increased 65 per cent' com-
pared with 1945, but except for the war years, the 1943-1945 output was
the smallest since 1885. Silver output declined 21 per cent in 1946 and,
except for 1932, was at the lowest point since 1872.
Of the 25 leading gold-producing mines, 9 were placers worked by
B Minerals Year Book, Part II, "Metals, Gold and Silver," by C. W. Me;rill, 1945.
7 Ibid., p. 557, 1946.
TREATMENT OF GOLD ORES
323
connected bucket dredges, 8 gold mines, and 5 base-metal mines; 3 pro-
duced more than one type of ore. The 3 leading mines contributed one-
third of the total gold produced in the United States in 1946, the 9 leading
mines accounted for over one-half, and a list of 25, 64 per cent:
Only 4 of the 25 leading silver-producing mines depended exclusively on
silver ore; ores valuable chiefly for copper, lead, zinc, and gold accounted.
TABLE 55. JVIINE PRODUCTION OF SILVER IN THE UNITED STATES IN 1946 BY STATES AND
SOURCES, IN FINE OUNCES, IN TERMS OF RECOVERED METALS*t
Zinc-lead
Dry and
Leaq,. zinc-copper,
State Placers
siliceous are
Copper are Lead are copper Zinc are and zinc- Total
are lead-copper
ores
Alaska ......... 33,656 1,141 ..... . 6,996 . ..... ..... . ...... 41,793
Arizona ........ 62 166,0441,764,558 41,137 21,886 12,294 1,262,784 3,268,765
California ...... 19,821 77,708 16,736 956,860 ...... 133,841 137,685t 1,342,651
Colorado ....... 3,698 1,290,723 36,286 39,911 77117,607 751,849 2,240,151
Idaho .......... 6,422 2,719,762 1,086 264,27918,154 39,614 3,441,787 6,491,104
Illinois ......... .... .. ...... .... .. 35 ...... . ..... 2,267 2,302
Missouri ........ .... .. ...... .... .. 67,734 1,667 . ..... . ..... 69,401
Montana....... 5,354 452,9302,082,321 35,259 ..... . 16,750 680,526 3,273,140
Nevada......... 5,982 242,709 289,701 196,518 ...... 17,339 498,402 1,250,651
New Mexico .... 2 29,824 100,318 3,537 ...... 140,674 63,645 338,000
New york...... ..... . ...... . ..... .. .... . ..... . ...... 15,786 15,786
Oregon......... 3,229 3,641 57 ...... .... .. . ..... ...... 6,927
Pennsylvania ... . ..... ..... . 7,887 . ..... . ..... ...... . ..... 7,887
South Dakota.. ...... 86,901 .... .. .... .. . ..... ..... . . ..... 86,901
Tennessee ...... ... ... . ..... 18,016 .... .. . ..... ..... . . ..... 18,016
Texas .......... .. .... 41,300 18 813 . ..... 791 ...... 42,922
Utah........... ...... 385,7471,237,060 76,87049,620 54,056 2,315,100 4,118,453
Vermont ........ . ..... .... - . 35,275 ..... . ..... . ...... . ..... 35,275
Washington ..... 21 103,369 349 14,433 ...... 708 145,573 264,453
Wyoming....... 3 13 10 .. . . . . ...... ...... . ..... 26
--
TotaL ........ 78,250 5,601,812 5,589,678 1,704,382
191,404
533,6749,315,404 22,914,604
* Miaierals Year Book, "Metals, Gold and Silver," by C. W. Merrill and H. M. Meyer,
t Philippine Islands and Puerto Rico excluded.
t Includes silver recovered from pyritic ore and tungsten ore.
From magnetite-pyrite-chalcopyrite ore.
for most of the silver production. The 5 leading mines contributed 26 per
cent of the total silver produced in the United States in 1946; the 10 leading
mines, 39 per cent; and a list of 25,60 per cent.
One of the anomalies of war economy was the emergence of a copper
district, West Mountain (Bingham), as the leading gold producer in the
United States, surpassing Lawrence County (Lead), South Dakota, in
1943, 194
L1,
and 1945. However, in 1946 California regained first place
324
CYANIDATION AND CONCENTRATION OF ORES
as a gold producer from Utah, which sank to fourth place. Second and
third places were occupied by South Dakota and Alaska, respectively,
these and California supplying 57 per cent of the United States output.
The three leaders depended very largely on straight gold mines, both lodes
and placers.
The four leading silver states-Idaho, Utah, Montana, and Arizona-
produced 57 per cent of the domestic mine silver. The recovery of gold
was divided fairly evenly among placer methods, amalgamation-cyanida-
tion mills, and smelting of crude ores and concentrates. Almost 82 per
cent of the domestic silver output was recovered by the smelting of con-
centrates, and nearly all the remainder by the direct smelting of ore.
Alaska." In all, 13 dredges and 16 draglines operated for some portion
of the year 1945. Production was reported from 18 lode mines, and 172
placer properties were active.
TABLE 56. ALASKAN GOLD PRODUCTION, 1945
Item Gold, oz. Silver, oz.
Lode mines ..................... 10,409 2897
Floating dredges ................ 34,885 3933
Placer .......................... 22,823 3153
Total. ............ , ........... 68,117 9983
This is only about one-tenth of the gold production of 1941, but in 1946
the production had jumped to 226,781 oz. Since 1880, the year of the
"gold rush," Alaska has produced over 25 million ounces of gold.
The Yukon Consolidated, which is the largest operating company and
owns eight dredges and a hydroelectric plant, handled over 3 million cubic
yards of material in the 1946 season with an output of $1,400,000 in gold.
The Alaska Juneau Gold Mining Co., which operated a mill of 12,000
tons' daily capacity comprising ball mills, tables, and a flotation plant,
closed down in 1941 owing to increased costs.
Homestake Mining Co. (Type IIss). This is the largest gold pro-
ducer in the United States, with a monthly production of over 7 million
dollars in gold bullion (1948). Discovered in the early years of the present
century, the treatment scheme has been varied, and as many as five
separate mills have at different times operated on ore from the Homestake
mine. Today all the milling and sand-leaching operations are located
at the town of Lead, while the slimes run by gravity to a central plant lo-
cated at Deadwood, several miles below Lead. The Homestake operation
is of special interest today in that it is the only large mill in the United
8 Ibid., Part II, "Metals, Gold and Silver," by C. W. Merrill, 1945.
TREATMENT OF GOLD ORES
325
Millore bins 8,OOO-ton 'Live load)
180 to)
-i-
10-1' diam. dewatering canes 65slofJ.e
[
3-e' rod mill 10'AlII, r-rodmill]
Clark Todd amalgamators Clark Todd amalgamators
. 3-6'-0"x classifiers 21'-J"DorrclaSSifiers
2-6'x 26'-8"x 12' bowl classifier
t
(Sands) (Overflow)
t
[2-5'X14' Marcyball
2-6'x26'c8"Dorr classifier
6'x 31'-8'xI6' bowl classifier
t t
(Overflow) (Sands)
" t.
2- 5 x 14 Marcyball
6'x 23 '-4"Dorr classifier
2-6'x33'-4'xCO"diam. bawl
classifier
t <,
(Slime) (Sand)
f
SandI2lantNo.3
8-44'diam. x 12'
deeptanks.1I0-ton
per charge
Clark 70ddamalgamators
, :t OF.
6 -1dewatermg cones
t .
"Dorr classifier OF.
t
2-5'x14'A.C. tubemills
[
/ - 6 X21'-8"Dorr classifier
, , t
2-5x 14 A.G. tubemills
SandRlant No.1
21-44 xII '-6"
tanks. 685-tons
per charge
FIG. 75.
8-Settling cones10'0D. x500slope
(UnJerflowJ (OVe'flowJl I _ .
70unit A Dorr thickener
10-Settling cones 8' QD. x50slopef I
5- 9 '-6"mechanicalcones 9 "diom; Slime {}lant
i 31-Merrillpresses
Tosandplants
Flow sheet of the Homestake mill, South Dakota.
326 CYANIDATION AND CONCENTRATION OF ORES
The 180 stamps take
battery screens. The
States to employ stamps and separate treatment of sand and slimes. This
method has been retained because of the high metallurgical efficiency it
gives on an ore that is somewhat difficult to treat. The presence of
pyrrhotite and other minerals carrying ferrous iron demands special chemi-
cal and mechanical controls (see Chap. XII), and much thought has been
given to this problem by the metallurgical staff. A new flow sheet involv-
ing all-slime treatment and the elimination of the stamps is now, however,
under consideration.
The present mill flow sheet is shown in Fig. 75.
minus 2 7 ~ i n feed and are equipped with ~ i n
FIG. 76. Cyanide plant, Homestakc Mining Co., Lead, S.D. This mine has operated
continuously since 1887.
stamp-mill discharge after dewatering in 7-ft-diameter cones is ground in
Marcy and Allis-Chalmers rod mills closed-circuited with Dorr classifiers
with Clark Todd amalgamators in the mill circuit (see Chap. XI).
Following this primary grind, the pulp is deslimed and reground in three
separate units which have been installed at different periods and contain
different equipment. Smaller amalgamation units are also installed in the
ball-mill and tube-mill circuits. Unit A, with a rated capacity of 900 tons
per day, deslimes first in bowl classifiers, regrinds the sand in two Marcy
ball-mill-Don- classifier circuits, and makes a final desliming in two more
bowl classifiers. Unit B, with a rated capacity of 1900 tons per day, fol-
lows the same general scheme as unit A but makes the final sand-slime
TREATMENT OF GOLD ORES
327
separation in the cone section instead of bowl classifiers. Unit e (1000 tons
per day capacity) uses a combination of dewatering cones and Dorr classi-
fiers with regrinding in Allis-Chalmers tube mills, the final separation
being made in the cone section. The latter involves three stages of cone
classification, with mechanical-hydraulic cones in the last stage.
The sands are transferred to one of two sand plants, having a totai
of twenty-nine 44-ft.-diameter by ll-ft. 6-in. tanks while the slimes are
thickened in Dorr thickeners and flow by gravity to the slime plant which
houses thirty-one 90-frame Merrill presses. This is the only installation
of its kind in the world, in which both aeration and leaching are carried
out in presses. oJ
Details as to sand and slime treatment at the Homestake will be found in
Chaps. VII and VIII, respectively, while a discussion of the cyanicide prob-
lem is given in Chap. XIII.
At the time of writing, 52 per cent of the mill feed is treated in the
sand-leaching section and 48 per cent in the slime plant. With a mill
head of 0.4 oz. pel' ton gold, approximately 70 per cent is recovered by
amalgamation. The sands assay about 0.19 oz. per ton, and the slime
0.10 oz. per ton gold. The total extraction is 96 pel' cent, of which 64 per
cent is made by amalgamation. The reagent consumption per ton of
ore treated is mercury, 0.065 Troy oz.; cyanide, 0.65 lb.; zinc dust, 0.06
lb.; and lime 2.20 lb.
Cripple Creek Ore. Golden Cycle (Type IIss). At Colorado Springs
the custom plant of the Golden Cycle Corporation has operated since
1907. The gold ores that are treated by roasting and cyanidation are the
sulphotellurides received almost exclusively from Cripple Creek, according
to L. S. Harner in I.e. 6739, UB.B. of M., 1933. Two types of ore come
from the district, siliceous and basic, containing 76 to 87 per cent silica,
~ to 4 per cent iron, 1.8 to 2.3 per cent sulphur, 1.6 to 5.2 per cent lime,
and 0.5 to 1.4 per cent magnesia. The siliceous or oxidized ores are easily
treated, but the denser and harder ores from depth give more difficulty.
Cripple Creek mine ore averaging 0.40 to 0.80 oz. pel' ton gold and dump
ore averaging 0.10 to 0.15 oz. are treated in varying proportions according
to the flow sheet in Fig. 77.
. The plant has had an interesting history. Up to 1929-1930 the ore
treatment consisted of straight roasting followed by cyanidation, at which
time eight or nine 70-spincUe Edwards roasters were in operation treating
about 1000 tons per day. It was then decided to treat base-metal gold ores
in addition to the regular Cripple Creek gold ores, and a flotation plant
was added, the concentrates being shipped and the tailings filtered and
cyanided along with the roasted gold ores. When the pi-ice of gold was in-
creased in 1933, the treatment of base-metal ore was discontinued and
328 CYANIDATION AND CONCENTRATION OF ORES
scheme of grading ores was adopted, with the higher grade ore going to
the regular roasting plant and the lower grade floated in water, followed
by roasting of the concentrates and filtering and cyaniding of the flotation
tailings. At a later stage all the ore was floated. The next scheme was
the development of flotation in a cyanide circuit using special activators,
and during this period approximately one-third of the material roasted was
flotation concentrate.
During the Second World War lead-zinc-copper ores from the district were
floated, the concentrates shipped, and the tailings cyanided. At the end
of the war period, gold ores exclusively, were treated using again the
technique of floating in cyanide solution, but at the present time with
operations on a reduced tonnage basis and while plans for a new mill are
being worked on to replace the present plant, the original scheme of direct
roasting all the ore has been temporarily adopted.
The plant has a rated capacity of 1500 tons per day, but at the present
time not more than about 500 tons per day is being treated.
Mter crushing to about 2 in., the ore, which is received in carload lots,
is passed through a sample mill (see Fig. 13, Chap. IV). The rejects from
this operation are then crushed in short-head Symons crushers closed-
circuited with Hummer screens to approximately minus 3 mesh. The use
of flywheels on the direct-connected drives to these machines is said to
improve the operation in that it enables the machines to take momentary
overloads more easily. The roasting operation is discussed in Chap. X.
Grinding is carried out in cyanide solution in 6- by 6-ft. ball mills that
have been successfully converted to rod mills, closed-circuited with an
Akins classifier. The coarse (18 mesh) grind desired is difficult to classify,
but the addition of slime to the classifier has improved the separation by
increasing the pulp density,
The mill discharge passes over Canton flannel blankets, and the con-
centrates are treated in amalgamation pans, the tailings from which are
returned to the mill circuit. A sand-slime separation is then made in
both Akins and Dorr classifiers, the sand analyzing about 5 per cent plus
20 mesh, 85 per cent plus 60 mesh, and the slime 90 to 95 per cent minus
200 mesh. The slime is thickened, agitated for 60 to 70 hr. in two stages
with a thickening step in between, and then filtered in a 166-leaf by
Butters plant. The sands are leached in 50- by 15-ft. vats, which
are full of solution during filling with Butters and Mein distributors, while
air is passed up through the filter bottoms. This promotes both aeration
and displacement of slime, which passes to the thickeners of the slime
circuit. A 7-day leaching cycle is used. The flow sheet in Fig. 77 clearly
shows the solution flows and also illustrates the system of clarification
TREATMENT OF GOLD ORES
Miscellaneous dum/2 andmineores
4'xit)'Hummer screens Qla''x Q9 "o/2eninfl.
(Unirsize) . (Ove!size)
Stora(7/bins 3-5Yz' short head Symons crushers
-"r
a-Edwardsdrlex roasters
confx
or
Gases to spray washer
and{Jottrell
rr2-6X6
1
Coloiron works'admNls solids",,""'"10roosIe,
I t
i 60"Akinsclassifier
I' f t
I (Rake) (Overflow)
I I I
I Canton flannel blankettables II x20 t
I -k ..
I ,. I
i 2-36"Akins and 2 Oorr classifiers cona to amalgamator
I f' t
I (5;'-) i (C' d.J pans, Amalgam to
I une I on / retort
I, tit ,
L..--50 Oorr trax thickener I,,---+- 50 x 15 leachingvats +---j
41
' 26'0 t 'J J I IF!' / , f .--:ld - I
x orr agjia,Or I I ma sounon Arst SOlutIon on I
r-
- - I( I' , I
L.. ...1 f 1-, I
37'x25'Oorr : r--'" 50x 15' transfer vats .:
r-- II / t I I
,. ,I I J? .' . I
...... 5-30 Oorr trax ISand SolutIon: Overflowsolulton.
f . I: I I and slirpe I
". I I t I .L ..J
35 x 20 Oorr I ----
:r-- II I
f I I ,.
30'x29'Dorr agjTator I 1 Goldsolution tank
r-- t" -.---
30'x 29' Oorr II Crowe vacuum sJ!.tem
r-- I t-
2-Butters filters (Intermittent) I 6-Merrill {JreciRilation jJresses
t t r: -r--.--
Final solution First solution Sollosl Solution Precipitates
I I I I -,- I
I I 't' I I r
I 1 Waste II Waste I Rockwell furnace
I ,-- 1-- I
L ...I L.. ...1 t
Gra/2hite crucible
--.
Mint
329
FIG. 77. Flow sheet of the Golden Cycle Corporation mill at Colorado Springs, Colo.
330 CYANIDATION AND CONCENTRATION OF ORES
used, 'which involves passing all pregnant solution from the slime plant
through the sand plant before precipitation.
The pH of the pulp is maintained at 10.6 to 11.0, and cyanide strength
at 0.5 lb. per tone of solution. Most of the cyanide make-up in the form
of 91 per cent NaCN is added at the zinc-dust feeder ahead of the presses,
because rather high free cyanide is required for good precipitation. The
ratio of precipitation is about 4: 1, and the resulting bullion is over 900
fine owing to the low silver content of the ore (10: 1 Au: Ag). Some 25
per cent of the gold is recovered by blankets and amalgamation and about
70 per cent by cyanidation. The reagent consumption in pounds per ton
of ore treated is cyanide, 0.75; lime, 2.5; hydrochloric acid for filter leaves,
0.17; lead nitrate, 0.012; zinc dust, 0.145.
Getchell Mine, Inc." This mine, a comparatively recent gold dis-
covery, is in the old Potosi mining district, Humbolt County, Nevada.
The ore body occurs in a replacement tuff shale bed following a basin
range fault on the east slopes of the Osgood Range. The ore bed is highly
siliceous with considerable carbonaceous material along with a clay gangue
having the properties of bentonite.
At one time two types of ore were mined, oxide and sulphide. The
former was amenable to direct cyanidation, and 600 tons a day was han-
dled in a sand-slime plant by more or less conventional methods. The
sulphide ore, on the other hand, is more refractory, since all the gold is of
micron size, and some of it is locked in fine sulphides. The ore contains
from 1.5 to 2.0 per cent arsenic, which is present as orpiment and realgar
with minor amounts of arsenopyrite. The orpiment and realgar are of
later mineralization and are barren of gold.
In the original plant 400 tons per day of this sulphide ore was roasted
in a by 260-ft.-Iong rotary kiln, ground in hot water to
65 mesh, and cyanided. Roasting eliminated 90 per cent of the arsenic
and 70 per cent of the sulphur, and the gold extraction depended largely
on the completeness of oxidation of the sulphide minerals.
Much difficulty was encountered in thickening the slime fraction of the
ore because the pulp tended to gelatinize during compression and low
underflow dilutions were difficult to obtain without "island" formation
when using a conventional mechanism.
The original treatment scheme has been discontinued, and at present
(August, 1948) the company is engaged in a construction program
to change over and enlarge the old circuit to a flow scheme handling 1500
tons per day of sulphide ore. According to R. A. Hardy, consultingengi-
neer.!? the present status and proposed flow sheet of ore treatment involve,
9 Fred Wise and C. W. Wark, "Metallurgy and Milling Practice at Getchell Mine,"
Trans. 153, A.I.M. and M.E., 1943. '
19 Personal communication to the authors.
TREATMENT OF GOLD ORES
331
first, removing the non-gold-bearing, arsenic sulphide minerals, realgar
and orpiment, by flotation. The arsenic flotation tails are classified into
a sand and slime product at approximately 200 mesh. The slimes are
subjected to a pyritic float. These flotation concentrates are returned to
the sand fraction, and both are given a calcining roast. The- calcines are.
cyanided by conventional methods of countercurrent decantation and
zinc precipitation. The slime flotation tailings are cyanided and the gold
values are recovered, after substantially total dissolution, by employing
activated. carbon in counterflow to the pulps.
Gold Mining in California. The "California Gold" issue of E. ancl
.M.J., November, 1934, contains a comprehensive survey of the history of
mining and ore treatment in this once-great gold-producing area of the world.
During the 100 years following the discovery of gold in 1848, the total
output of the state has amounted to about 2 billion dollars (at $20.67
per ounce). Placer and hydraulic mining accounted for most of the pro-
duction in the early days, with drift mining and dredging assuming greater
importance after the turn of the century. In 1910, a rather typical year,
with the total production close to 20 million dollars, 72 operating dredges
accounted for about 40 per cent of the output, with roughly 10 pel' cent
from placer operations and the remainder from lode mining. The Cali-
fornia gold-mining industry was, however, seriously crippled by the high
prevailing costs, labor shortages, and other causes during and following
the First and Second World Wars, so that today (1946) the gold production
is only slightly more than 12 million dollars (at $35 pel' ounce) and only a
few mills of any size are to be found operating in the whole state.
A great variety of treatment schemes have nevertheless been used in
the many well-known mills at one time in operation, and as a matter of
historical interest the more typical of these are briefly summarized in
Table 57 arranged according to districts.
The gold ores of California range in kind from alluvial material carrying
free gold to vein filling in which there are found both coarse and fine free
gold and gold associated with a small amount of sulphides. In the so-
called "Mother Lode" vein system, which stretches along a distance of
100 miles in the foothill country of five counties, the country rock con-
sists of greenstone and slate, with variable amounts of carbonaceous
schist. The gold occurs in quartz veins and in the enclosing slates. The
principal sulphide is pyrite, with minor amounts of pyrrholite, arseno-
pyrite, galena, and others. As much as two-thirds of the gold can fre-
quently be recovered by amalgamation, and it is usually unnecessary to
grind finer than 80 to 100 mesh for satisfactory recovery.
Tailings from the stamp amalgamation concentrator mills of the Mother
Lode of California have been undergoing cyanide treatment for many
TABLE 57. TYPICAL CALIFORNIA MILLING PRACTICE, 1936*
Area Property
Tons
Treatment scheme
per day
Siskiyou, Shasta, Lassen Mountain Copper 700 Dry crushing; screening; sand-slime leaching.
counties Solomon Mines 300 Pebble mills; plate amalgamation.
Sierra and Nevada coun- Sixteen-to-One Mill 100 Ball mills; screens; riffles; tables; amalgamation.
ties Spanish 90 Ball mills and classifier; cyanidation; thickeners; filters; zinc dust pre-
cipitation.
Zeibright 1000 Grinding, jigs, amalgamation, regrinding, and cyanidation.
Grass Valley and Ne- Idaho-Maryland 400 Ball mills; riffles; tables; amalgamation; flotation; cyanidation of flota-
vada counties tion concentrates; thickeners; filters.
Empire-Star 300 Stamps, jigs, amalgamation, flotation and amalgamation of flotation
concentrates.
Lava Cap 300 Ball mills, unit cell; jig; flotation; concentrates to smelter; jig on tail-
ings launder.
Mother Lode Beebe 400 Hardinge-Hadsel mills and Dorr classifier; flotation; concentrates re-
ground and cyanided; zinc dust precipitation.
Montezuma-Apex 250 Ball mills; hydraulic traps in classifier circuit; corduroy; flotation;
concentrates to smelter.
Argonaut 250 Stamps; amalgamation in box and plates; Vanner tables; tube mills;
shaking amalgamation plates; shaking tables; tailings to cyanidati on;
concentrates to smelter.
Kennedy 150 Stamps; amalgamation; tube mills; flotation.
Carson Hill 700 Stamps; amalgamation; hydrauli c traps; tables; concentrates to amalga-
mati on plates; all tailings to tube mills and tables with middlings
reground; sand-slime separation and cyanidation; concentrates barrel
amalgamated.
Columbus 35 Stamps; tables; flotation.
Mono County (Bodie) Standard Consolidated 200 (Dump ore) Grinding, flotation and shipment of concentrate.
Rand mining district King Solomon 50 Stamps; amalgamation plates; ball mill; flotation.
Yellow Aster 250 Stamps; plate amalgamation; flotation.
* In general the mining areas covered progress from the northern part of the state through the central area to the southern
part of the state. Dry-crushing equipment, usually various types of jaw crushers, are included in most instances ahead of the
wet-grinding units.
w
W
l--:l
a
Z
>-<
tj
>-<
o
Z
tj
a
o
Z
a
t=J
Z
o
Z
o
"j
o
t=J
[J1
TREATMENT OF GOLD ORES
333
years. This material comprises both accumulations from earlier opera-
tions and tailings currently produced. Interest in tailing treatment was
revived by the lOOO-ton plant erected by the Kennedy Company to han-
dle a dump of 1H million tons. : The customer plant of the" Amador
Metals Reduction Company received 250 tons tailings a day from the
Argonaut mill, and the Central Tailings Works received 125 tons from-
the Central Eureka mill. According to M. N. Colman in E. and lJ1.J.,
November, 1933, a typical form of procedure was to separate all sand from
slime by means of mechanical classifiers, leach the sand, agitate the thick-
ened slime and filter it, and precipitate the gold from the cyanide solu-
tions on zinc dust. J
Carbonaceous matter, generally associated with the slime, was trouble-
some. A coal-tar product was mixed with the slime and prevented pre-
mature precipitation. The investigation of E. S. Leaver and J. A. Woolf
published in T.P. 481, U.S.B. of M., 1930, will be remembered in this
connection. They concluded that the gold lost in the mill tailings was
largely in the remaining sulphides and carbonaceous material. The sand
usually gave satisfactory recovery by direct cyanidation, but Leaver and
Woolf preferred to float the mineral from the slime and roast and cyanide
the concentrate. Evidently, some operators followed this advice in Cali-
fornia, for flotation of old tailings was at one time extensively practiced.
Comstock Lode. TIllS once-rich mining area neal' Virginia City in
southwestern Nevada is today of historic interest only. The great fissure
vein about 4 miles long was discovered in 1858 and up to the turn of the
century had yielded over 300 million dollars in gold and silver. The high-
grade ores occurred in great lodes, 01' "bonanzas," some of which carried
several thousand dollars to the ton.
The ores in the Virginia City area were essentially silver ores carrying
as little as 1:40 ratio of gold to silver, but the Gold Hill and Silver City
ores yielded higher gold ratios, and some were to be regarded as gold ores.
Following the period of primary production, a number of plants were
actively engaged in the retreatment of lower grade ores and tailings from
the earlier operations. By 1935, however, there were only a dozen small
mills operating in the Comstock area, and at the end of 1946 only one
enterprise, that of the Consolidated Chollar Gould & Savage Mining Co.,
was active. The milling operations, which were suspended in December,
1947, were started up again recently on a 400-ton-a-day basis.
The original Comstock practice involved stamp mills followed by amal-
gamation on plates and by the Washoe pan-amalgamation process, which
was developed in the district. Chemicals were generally added with the
mercury, usually copper sulphate and salt and sometimes sulphuric acid
and metallic iron. With the advent of cyanidation many retreatment
334 CYANIDATION AND CONCENTRATION OF ORES
plants were erected, but in general, owing to the soluble salts present in
the tailings, results were not too satisfactory. Later, flotation was in-
corporated into the flow sheets, but the same soluble salts tended to give
variable and unfavorable results.
Commenting' on the great variety of treatment schemes being used in
1935, Gardner and Carpenter" remark that the use of flotation alone on
Comstock ores had not, to date, justified the faith and hope placed in it
and that often amalgamation alone and usually cyanidation alone were
its proved economic superiors, the latter giving at times nearly complete
extraction but at a greater installation and operating cost. Where, how-
ever, the scale of operation justified a more complex plant, combinations
of amalgamation, table concentration, flotation, and cyanidation might
be superior to cyanidation alone.
Knob Hill (Type VS).12 The ore now being handled in the 500-ton
mill at Republic, Wash., is hard and abrasive. Ore minerals in the vein
system are unusually fine grained, and free gold is seldom seen even in the
richest concentrations. They occur most characteristically in concentric
banding of cherty quartz, calcite, and adularia. Individual minerals
observed include quartz, chalcedony, adularia, sericite, calcite, graphite,
barite, gold, pyrite, realgar, marcasite, tetrahedrite, polybasite, pyrar-
gyrite, and stibnite.
The flow sheet is shown in Fig. 78. Monthly production amounts to
about 4000 tons of concentrates, which are shipped to the Tacoma smelter.
Milling follows modern gold-recovery practice, with removal of sulphide
minerals by flotation and retreatment of tailings in a cyanide unit.
Coarse ore from the 100-ton storage bin is reduced to the proper size for
ball-mill feed (minus %in.) by crushing in two stages.
Grinding to 5 per cent plus 100 mesh is done in a ball-mill classifier unit
consisting of an 8H- by 9-ft. Traylor ball mill and an 8- by 27-ft DOlT
classifier. Between these two units is a 42-in. Dorrco Pan-American
placer jig. The finished classifier product overflowing at 15 per cent
solids is treated in a bulk roughing and cleaning flotation step as is shown
in the flow sheet.
Finished concentrates, after being thickened and filtered, are stored in
a 100-ton bin for shipment. Tailings go to cyanidation. The hutch
product of the jig is treated in a 12-in. Pan-American pulsator jig, the
hutch product of which goes to an amalgamation barrel. Bullion is
shipped to the United States mint in San Francisco.
Reagent consumption per ton of ore treated is copper sulphate, Aero-
11 "Present Day Milling Plants on the Comstock Lode," presented at the regional
meeting, A.I.M.E., San Francisco, Oct. 3-4, 1935.
12Abstracted from E. and MJ., Vol. 149, No.3, March, 1948.
TREATMENT OF GOLD ORES
Mine ore
n "T
h
-
30 x36 crus er
A.C. lowheadvibratin9. screen %"op"ening.
(Undetsize) , (Ovefsize)
I
"I.
2"28 TraY.!.QLlYfatofies
650-ton fteorebin
J,
9' Trafor ball mill Q' "
American 42"placer ,
(Hutch) (Overflow)
, I , , I ..
S8x27 Dorr class/fler
Pan-American 12" Jj'q. 6-Cell fagkgren flot. machines
f f -r- I
(Hutch) (Overflow) . (Conc.) (To{!s) (Middlings)--
,Amt/9.am barrel _To_1Z_ing.
'1' 6-Cell Denver sub-AmachinesJ'
B.
II' , t 't....
Ullion ,0 mm (Conc.) __-E__
t -
Wemco thickener
--r-
6ft. a-disk Americanfl7ter
100-ton co!centrate bin
t
Concentrates to smelter
r
5
- Trax. Dorr No. I Overflowtomill solution
No. I underflOW] 2 Overflow
3-26' t;tot"" ! Cto"J"'thn
No.5 Underflow precJtafion
To tOilinis dam {Barrenr:::::a-n-)----e,-U--Iton 10'
To No.5 Iroy mini
o Oneslage of Ihickening followedby four stages ofC. c.o.
FIG. 78. Flow sheet of the Knob Hill mill at Republic, Wash.
335
336 CYANIDATION AND CONCENTRATION OF ORES
float No. 25, and A.C.C. No. 404, each added to the ball mill, 0.20 lb.,
0.10 lb., and 0.04 lb., respectively; DuPont frother B-23, to cell 1, 0.025
lb.; Z-6, to cells 1 and 4, 0.025 lb.; and sulphuric acid, to cell 1, 0.25 lb.
The last-named reagent is added to maintain a pH of about 6.5.
As to the cyanide plant, 1.5 lb. of sodium cyanide is added to agitator
1 and 8 lb. of lime to aerator 1. Zinc-dust consumption per ton of solu-
tion is 0.025 lb. Steel consumption is as follows: crusher parts, 0.05 lb.;
cast-steel balls, 7 lb.: and ball-mill liners, 0.60 lb. The latter are of the
Britannia type.
Idaho-Maryland Mines Corp. The concentrate treatment section
of this plant is typical of a small-scale operation handling less than 20 tons
of mixed flotation and gravity concentrates by batch-cyanidation treat-
ment (see Fig. 79).
The flotation concentrates, which carry a large proportion of talcy
gangue mineral, result from the treatment of about 1000 tons per day of
ore from the Grass Valley district in California. Coarse gold is recovered
by gravity and amalgamation methods prior to flotation.
An interesting feature of the concentrate-treatment plant is the use of
agitators in the grinding circuit to assist the dissolution of gold as it is
released in an operation which grinds all the ore to about 2 per cent plus
325 mesh.
The classifier overflow is thickened, with pregnant solution passing to a
storage tanh: and the solids pumped to one of a series of seven batch agi-
tators, where a treatment period of 1 to 10 days is provided depending on
the results of periodic residue assays. The ore is given several changes
of cyanide solution followed by decantation to the weak-solution, or stock,
tame, the pulp then passing to a Dorr thickener and filter for dewatering
and displacement of gold solution.
The pregnant solution from the storage tame is precipitated in a Mer-
rill-Crowe unit, and the precipitate melted down to bullion.
SECTION 2. CENTRAL AND SOUTH AMERICA
CENTRAL AMERICA
NICARAGUA
Gold mining has become the basis of this country's economy, and a
number of important producers, described in some detail below, recover
gold from a siliceous quartz ore which usually carries appreciable base-
metal values. Cyanidation is the basic process employed.
Transportation is one of the major problems in Nicaragua. The mines in the
Atlantic Coast area depend almost entirely on air freight, but this makes them
accessible at all seasons of the year. The mines on the western coast, however, which
are served by a combination of railroad and highway facilities, are subject to seasonal
TREATMENT OF GOLD ORES
337
transportation difficulties, as the roads become almost impassable during the rainy
souson.P .
The following are the more important gold producers of Nicaragua,
Companhia Minera La India (Type IIa). This is a 3pO-ton mill
operation on a quartz reef in decomposed andesite of rather high clay'
content. There are practically no sulphides and very little coarse gold
in the ore. The milling circuit includes two-stage grinding with classifica-
tion of the primary-mill discharge for elimination of clay slime from the
TABLE 58. MILLING DA'l'A: NICARAGUAN .,GOLD MINES
Item
Tons milled per day. . . .. .. .
Head value, oz. per ton .
Approximate gold recovery, per cent .
Mill feed screen size; in .
Primary classifier overflow minus 200 mesh.
per cent .
Secondary classifier overflow minus 200 mesh,
per cent .
Agitation time, hr .
Dilution in agitators, per cent solids .
Number of stages of washing .
Cyanide solution strength, lb. per ton.: . .
Cyanide consumption, lb. per ton per ore..
Lime solution strength, lb. per ton .
Lime consumption, lb. per ton per are .
Solution precipitated, tons per day .
Solution loss, oz. per ton solution .
Barren solution wasted tons per day .
Costs, dollars per ton milled ' .
LuLuz La India Neptune
1350' 330 650 to 700
0.127 Au 0.30 Au 0.60 Ag 0.28 Au 0.30 Ag
90 94 93.4
-0.25 to -0.375 -0.375 -0.625
40t 19.7 35.4
85 to 90t 70.0 to 79.1 62 to 76
50 to 60 30 to 40 40
6 and 17 35 to 40 50 (?)
3 C.C.D. 3 C.C.D. 3 C.C.D.
1.0 0.7 KCN 1.0 ('I)
0.75 to 1.0 1.0 3.02
0.2 0.5 CaO 0.6
0.4 10.0 4.5
1100 1250 2200
0.003 0.003
500
1.075 1.50 1. 75
* Feed to flotation. 40 to 50 tons per day of flotation concentrates cyauided.
t Flotation feed.
t Reground flotation concentrates.
The first agitator receives the classifier overflow direct. The second and third agitators receive a thick-
ened feed.
sands that pass to the secondary mills. TIns primary slime, which is
intensely flocculated in the high-lime circuit, interferes with effective
classification and is by-passed to the cyanide circuit. In order to increase
the mill capacity to 400 tons per day, consideration is being given to im-
proving this primary classification and treating the slime in a separate
circuit. The mill flow sheet is otherwise that of a straight C.C.D. cyanide
plant, without filtration and employing the usual clarifying and precipitat-
ing equipment.
Neptune Gold Mines, Ltd. (Type IIa) is milling about 675 tons per
day of ore consisting of quartz stringers in decomposed (clayey) andesite
13 Abstracted from an article by Fern Kettel, E. and M, J., Vol. 143, No.8, August,
1942.
Ci:)
Ci:)
00
6 hours/day013 Ions/hour r-Stocksolulion
I
o
~
H
t:J
P--
>-3
H
o
Z
tJ>
Z
t:J
o
o
Z
o
t=J
Z
~
~
o
Z
o
";j
o
!;d
t=J
(j).
Rat. cancts. 2.8 tans5.40 azs
jig canCts. 0.5 tans11.69azs.
Amal. Bbl. TIs. Qltons 1.38ozs.
I
3.4 Ions7.38ozs.
/8.1 Ions4.12ozs.
I
PLATFORM SCALES
Pipesampled
manualfeed
I 7 ~ .. '1 4'-6"x28 'xl t' D.S.C. B.
.. I ~ ~ Dorr bowlclossiYier
CUSTOM CONCENTRATES IDAHO MILL CONCTS.
I In 2 Ianboxes
handtrucked100ft.
60% solids
Solulion heldat 3.0 tos.NaCn, 1.81bs CoO
I/OGPM0130% solids- 63.11ons 1.8lozs.
Pump
14.7Ions 3.36ozs.
Flat. conct. IQ9 tons 3.38azs.
Jig conct. 3.8 tons3.30 ozs.
- i
BRUNSWICK MILL CONCTS.
In20cu.ft. minecars
hauledby truck1.6miles
tel
tel
Z
'""
o
';I
CO)
o
8
o
::0
tel
[fl_
! _n - --I --- Flux
%wi. ofdrx..12f2!,.
Boraxg!ass 40
Soda ash 25
Povd. sl'lica 20
Mr!JJgQnese dioxide 5
Sodiumnilrole 10
_FluorsQar 2
TolalconsumQlion/lon concl.
Cyanide Ibs: 12.15
Lime Ibs. 18.85
Sleel balls Ibs 5.63
Tolalcosl/lon. concl.
Power andwater I. 16
Supplies, mainl. Irspln.etc. 3.25
Labor 3.56
Tolal 7.97
Coslplusresidues /111.47
AII agitalars run 24hoursQerday"
19 Ions/lank 0130%solids of3.6 Sp.Gr.
12Ionsper lank 0130 %solidsof3.6 sf;. Gr.
Bullion
Fineness
674 gold
318 silver
993 10101
ToU.S.mini
FIG. ,79. Flow sheet of the concentrate treatment plant at Idaho-Maryland Mines, Grass Valley,
California.
CiJ
CiJ
co
340 CYANIDATION AND CONCENTRATION OF ORES
and carrying small amounts of pyrite, marcasite, chalcopyrite, and galena.
Two-stage grinding, with the classifier overflow from the primary-mill
circuit passing to three secondary mills, has recently been adopted in this
plant to produce a finer cyanidation feed. The capacity of the plant is
limited by the presence of slow-settling slime, and though the flow sheet
is that of a standard C.C.D. layout, the scheme of overflowing the primary
thickeners (low-lime stage) at 5 per cent solids, by-passing the agitators,
and putting this overflow into the first thickener of the C.C.D. series (high
lime) has made it possible to maintain tonnage without lowering extrac-
tion. Cyanide is added at the first agitator and lime at the second agi-
tator of the series.
A point of interest was the construction of a milk-of-lime plant at this
property for a total cost of $10,000. The lime, which is shipped in 20
miles by plane and costs $40 per ton, is conveyed by a belt feeder from a
receiving bin to a small Denver ball mill closed-circuited with a locally
constructed Dorr-type classifier. The overflow passes to a Denver con-
ditioner, from which point it is distributed to the plant.
La Luz Mines, Ltd. (Type IVe) is running a plant at Siuna which is
handling 800 tons of mine are and 550 tons of surface are per day, but on
completion of a washing plant for the surface are, it is expected to increase
the tonnage to 1800 to 2000 tons per day. In this plant the minus 48-mesh
fines will by-pass the fine-crushing section and pass directly to flotation.
From the fine-ore bins the ore is ground in three 8- by 8-ft. Allis-
Chalmers rod mills closed-circuited with three 8- by 26-ft. by 8-in. Dorr
classifiers. Gold traps are installed in the mill-classifier circuit, the con-
centrate from which is periodically cleaned on a Wilfley table and sent
to the refinery. The classifier overflow is then floated in three six-cell
Denver flotation machines (roughers) and two Southwestern machines
(scavengers), the flotation tailings, together with the cyanide residues,
passing over forty-eight 4- by 6-ft. corduroy tables. All concentrates
are next classified in a 48-in. Denver spiral classifier, the sands being re-
ground in a 36-in. by 8-ft. Hardinge mill closed-circuited with a 4- by 24-
ft. Dorr classifier before passing to the cyanide circuit, while the overflow
after thickening is sent to the second agitator of the series. (The thick-
ener overflow, which is usually slimy, passes to the second cyanide thick-
ener.) The cyanide circuit comprises three 20- by 20-ft. Dorr agitators
and three 38-ft. DOlT thickeners with two agitation steps between the
first and second thickener. Some 30 per cent gold recovery is made in
the hydraulic traps, and 60 per cent by cyaniclation-90 per cent total.
The reagent consumption is given in Table 59. The Aerofloat and a part
of the pine oil are added to the ball mills. The ratio of concentrations by
flotation is 30: 1. The mills discharge at 75 to 80 per cent solids, and
TREATMENT OF GOLD ORES 341
classifiers overflow at 30 to 32 pel' cent solids. The circulating load is
300 pel' cent. The calculated grinding rate is 1.56 hp. pel' ton of minus-
200-mesh material produced in the mill. The presence of copper in the
[
NO. 2 thickener (As above) - Overflow
t
No.3 thickener (As above)
t
2- CorduroY.. tables
z: (cotc.)
Fine ore bins
---r-
3-a'x a' Allis Chalmers boll mills
+
4-Gold trofs in circUiT -- Conc
3-8'X 26'X a"Dorr clossifiers WIYfley toble
(Sotds) (OvefflolW (Tats) u:
1..-----.,;-3-J_
6
cell Denfer flot cells 10
(Tarls) (tone) Refinery"
2-South-westerj flot machines
(JIS) (etc.)
.---------.......
4a-Cordufl?J::: tables
OJls)
. 48"Denver sl2/ral classifier
f f
(Sands) (Overflow)
36"x a"H"Jding mIll 20xt'thickener
closed-circuited wITh f f
4 'x 24' Dorr classifier (Underflow) (Overflow)
f
No.1 20'x20' Dorr agitator
f -
.----+---- No. I x 12' thickener
t" .
NO.2 8 No.3 20 x 20 DOff agtlator Solution to
precipITation
t
Bullion
FIG. SO. Flow sheet of the La Luz mill at Siuna, Nicaragua.
ore has presented a problem. It is necessary to discard 500 tons of bar-
ren solution per day, and the bullion is only 550 fine, but cyanide con-
sumption is low, and a high extraction is maintained.
S42 CYANIDA.TION AND CONCENTRATION OF ORES
HONDURAS
14
The mineral districts in this country are widely scattered, and because
transportation is so difficult, few deposits are sufficiently rich to justify
mining development.
Two mining enterprises furnish practically the entire mineral produc-
tion of Honduras today. These are the New York and Honduras Rosario
Mining Co. at San Juancito, 100 miles from the Pacific Coast, and the
Compania Minera Aqua Fria, near Danli, about the same distance from
the coast but near the Nicaraguan border. The Rosario mill of the for-
mer company, in continuous operation for nearly 70 years, has a present
milling capacity of 550 tons per day and had produced up to 1942 more
than 62 million dollars in gold and silver bullion. In the single year 1941,
nearly } ~ million ounces of silver and 23,000 oz. of gold were recovered
from the ore mined. The recently constructed Mochito mill, operated
by the same company, is located near Lake Yocjoa and is milling 100
tons per day of a high-grade silver ore (see Chap. XVI).
TABLE 59. REAGENT CONSUMPTION AT LA Luz
Flotation plant:
Na xanthate 0.028 lb. pel' ton
Aerofioat 25 0.065
Pine oil.. " 0.034
Cyanide plant:
Zinc dust 0.020
Lead acetate 0.005
SOUTH AMERICA
COLOMBIA
15
This state occupies first place in the production of gold in South Amer-
ica, and the industry is largely the basis of the country's economy. Silver
and platinum, which is extracted mainly in the rich region of EI Choco,
are both by-products of the gold-mining industry. In the eight principal
departments, or districts, reporting gold production up to 1880, Antioquia
and Cauca were first place with a total of 100 million pounds sterling.
In the Choco district between 1861 and 1928, some 2300 precious-metal
mines were proclaimed of which 25 per cent were vein deposits. Current
gold production is obtained from lode, dredging, and hydraulic operations.
The lode gold occurs, as in other parts of the world, chiefly in shoots,
and continuous strikes of payable values are exceptional. However, in
14 Partly abstracted from an article by K. H. Matheson, E. and M. J., Vol. 143,
No.8, August, 1942.
15 Mining Muq., December, 1946; E. and M. J., Vol. 143, No.4, April, May, and
June, 1942; and also article by A. E. Villa in August, 1942; issue of same volume.
TREATMENT OF GOLD ORES
343
the auro-argentiferous type of mineralization it is quite common for the
silver and base-metal values to persist throughout, although' the gold
itself is localized in shoots. Blende and tetrahedrite in unusual concen-
trations often herald exceptional gold values. In general, however. it is
the opinion of the author of the article that the size of the deposits have
not justified large-scale mining operations.
One of the largest gold producers is the Frontino Gold Mines, Ltd., at
Segovia, where high-grade ore is being milled in a 45-stamp, sand-and-
slimes plant at the Silenco mine and a 30-stamp mill and cyanide plant
for the Marmajito mine. The output for 1945 was 97,320 tons milled
with a yield of 51,712 oz. gold and 47,061 oz. s i i ~ l r
TABLE 60. 1941 SUMMARY OF OUTPUT FROM VEIN AND ALLUVIAL GOLD MINES
IN COLOMBIA
No.of No. of Oz. gold
Percent
Type of mill or appliance distri-
mills stamps per month
bution
Antioquian mills ...... 460 2300 1610 tons per day
California mills ....... 68 480 1300 tons per day
Ball mills ........ '..... 12 500 tons per day
Drag mills ............ 400 50 tons per day
3460 tons per day 25,000 49
Dredges ............-... 17 3,100,000 yd. per mo.
Draglines ............. 2 60,000 yd. per mo.
Hydraulic elevators ... 110 880; 000 yd. per mo.
Monitors .............. 400 20,000 yd. per mo. 26,100 51
--
Total. .............. ...... .... .. 4,060,000 51,100
The Pato Consolidated Dredging Company is the largest of the alluvial
operators :in Colombia. The company operates five dredges and five
hydraulicing plants, with a total capacity of 17 million cubic yards per
annum, and controls practically all the' gold-bearing ground along 16
miles of the Nechi River.
The Timmins Ochali Mill (Type VC)16 is a 300-ton, all-sliming cyanide
plant. It is situated near Yaryumal and is built on a steep hillside to take
advantage of gravity flow. A heavy rainfall ensures an adequate supply
of water. .
Crushing ancl Grincling. The crushing plant crushes 22 tons of minus
lO-in. mine ore to 40 per cent m:inus 7'4 in. each hour. Grinding is ac-
complished in three 5- by 8-ft. ball mills in closed circuit with spiral classi-
10 Forbes K. Wilson and Balfour F. Darnell, "A Lode Gold Mine in Colombia,"
E. and 111. J., Vol. 143, pp. 58-61, May, 1942.
344
CYANIDATION AND CONCENTRATION OF ORES
fiers. All cyanide and lime required in the circuit, except for the con-
centrate circuit, are added at the ball mills, and 68 per cent extraction is
made before the pulp leaves the ball-mill classifier circuit.
Gravity Concentration and Regrind. Each regrinding circuit product is
split to pass over three double-deck Deister slime tables in parallel. The
table concentrates are pumped to a regrind ball-mill classifier circuit,
where additional lime and cyanide are added. The slimed concentrate is
thickened in a 15-ft. DOlT thickener -and flows next to three parallel banks
of three Pachuca agitators. Their discharge is sent to primary slime
agitation.
Thickening, Agitation, and Filtration. The slime product of the Deister
tables is thickened in three DOlT thickeners, the overflow being delivered
directly to precipitation. The thickened slimes and the discharge of the
concentrate agitators flow, to three Pachuca primary slime agitators in
series. The slime-agitator discharge is filtered on drum filters, the filter
cake being repulped with barren solution in a paddle-type repulper.
Pachuoa agitation and filtration are repeated for a second washing.
Precipitation. Only the overflow from the slime thickeners is used as
feed to the Merrill-Crowe simultaneous clarification, de-aeration, and
precipitation plant. Three 200-ton precipitation units consume 0.23 lb
zinc dust per ounce of fine gold precipitated, and 1,700 lb. raw, wet pre-
cipitate is produced monthly.
Refining. Precipitate is dried by vacuum for easy handling and is
treated in batches in the acid plant. For each pound (dry weight) of
precipitate, 2 lb. HCl is charged into the acid tank. After agitation with
steam for half an hour.. the acid liquor is decanted. The sludge is washed
with hot water and then forced by ail' pressure into the Shriver press,
where it is washed again. The press cake is finally dried to 6 per cent
moisture in an electric oven.
A typical charge to the melting furnace consists of 57 per cent precipi-
tate, 16 per cent borax glass, 12 per cent silica, 11 per cent manganese
dioxide, 4 per cent soda, and 1 lb. niter. A typical bullion bar assays 710
fine gold and 270 fine silver.
ECUADOR
17
Mining is said to have commenced in. this state before the Inca con-
quest, which occurred around 1470, and was actively continued by both
the Inca owners and the Spanish conquistadores succeeding them. A
gradual decline later brought mining to a virtual standstill. This was
the result of a number of factors to which poor transportation, political
instability, and high interest rates on loans all contributed.
17 Partly abstracted from an article by H. W. Van Putte, E. and 111. J., Vol. 143,
No.8, August, 1942.
TREATMENT OF GOLD ORES
345
l
Soluble solts
to waste
'f
Tailings
f
Towaste
A moderate revival of mining was brought about some 50 years ago
when the South American Development Co. brought into production the
Portovelo gold mine in the southern part of the republic. Later the
lVIacuchi mine, since closed down, was operated by the Cotopaxi Explora-
tion Co., a subsidiary of the above company, and became' the second
largest producer of gold in the country. A high-grade copper-gold con-
centrate was sintered and later smelted to a blister copper that
was shipped to United States refineries.
Apart from a few small washing plants, there are no other gold pro-
ducers of importance in Ecuador today, although certain areas of the
country are known to be highly mineralized. J
Mill 0'( bins
Lime 50-9001b staml2.s .
- 4-6 x 14 Marcymills closed-
circuited with Dorr classifiers
t
NaCN thickeners
l ---i.. 4-Dorr aoltators
--r-
3- ------
t l.
2 Sta9..es of filiration Pregnant solution'
- f clarification
(Filter coke reputped) t
_______ Merrill - Crowe
t
J:' . " I I2.recinilotion
OopperccJncentrote' . --T-
. Galena c,!once;trote ,
t------
l
Gold bullion
10smelter
FiG. 81. Flow sheet of the Portovelo mill in Ecuador.
Portovelo Mill (Type Ills). The 350-ton mill of the South American
Development Co. at Portovelo is treating a complex gold ore carrying
chalcopyrite, galena, sphalerite, and pyrite. Considerable changes have
been made in the original flow sheet. The old scheme of contacting the
crushed ore with mercury' in revolving cylinders has been abandoned, and
a modern cyanidation flow sheet (Fig. 81), followed by flotation to recover
base metals, has been adopted.
About 410 tons of ore is hoisted per day, but some GO tons of waste is
sorted out at 1p,;! in. after the crushed rock has passed through washing
trommels. Mter sorting, the mill feed assays per ton 0.43 oz. Au, 2.0 oz.
Ag, O.GO per cent Cu, and 0.4 per cent Pb.
346 CYANIDATION AND CONCENTRATION OF ORES
, The feed is crushed in batteries of 900-lb. stamps fitted with
screens, and the discharge ground in Marcy mills in a water cir-
cuit with the addition of lime to the mills and using a composite load con-
sisting of 15 per cent balls and 85 per cent 4-in. rhyolite pebbles.
The 75 per cent minus-200-mesh pulp is then thickened, and the clear
overflow, which carries soluble sulphates, is discarded. Agitation is car-
ried out for a period of 28 hr. on the thicker underflow at 35 per cent
solids, cyanide being added to the first agitator.
Following secondary thickening and two stages of filtration on drum
filters, with a water wash on the second stage, the cyanide residues are
repulped and floated for the recovery of the base metals. A xanthate-
cresylic acid circuit is used for this purpose, and about 35 tons per month
of a galena concentrate carrying 100 oz. silver per ton is shipped to the
Selby smelter in California, and 100 tons of copper concentrate pel' month
shipped to Carteret, N.J. On account of high transportation cost, the
grade of these concentrates is apparently more important than the metal
recovery.
About 1200 to 1400 tons per day of pregnant solutions coming off the
secondary thickeners and the filters is clarified and then precipitated by
the Merrill-Crewe process. A total recovery of 93.5 per cent of the gold
and 55 per cent of the silver in the mill heads is made in this plant, some
20 per cent of the silver recovery being made by flotation.
The ore is ground to 75 per cent minus 200 mesh, and 0.9 lb. NaCN
and 0.1 to 0.2 lb. CaO per ton solution strength is maintained. The
cyanide consumption is 2.2 lb., and lime consumption is 6.0 lb. per ton of
ore fed to the mill. The lime is burned locally, using producer gas.
Calera Exploration Co. The Portovelo mill is also handling 100 tons
per day of Calera ore, which, although of the same general mineral con-
tent, requires a different method of treatment, and a separate circuit is
employed for the purpose. The classifier overflow, instead of passing
directly to thickeners, is hydroseparated to produce a slime overflow that
carries a high proportion of soluble copper and can either be by-passed
to the copper flotation circuit or be separately agitated in a dilute cyanide
circuit to cut down the copper dissolution. The gold precipitate will run
as high as 30 per cent copper.
The 'hydroseparator sands are first agitated for 8 hr. and then passed
to a primary thickener, where pregnant solution is withdrawn, The
thickened pulp is then further agitated for 28 hr. in a series of four agita-
tors and thickened again before stage filtration.
The interesting feature of this circuit is that one single-tray closed-
type thickener is used for both the first- and second-stage thickening.
The residues are floated for production of a lead and a copper concen-
TREATMENT OF GOLD ORES
trate, as in the case of the Portovelo ore, and grades up to 65 pel' cent
Pb and 22 pel' cent Cu are made. The Calera heads after sorting assay
0.54 oz. Au and 2.0 oz. Ag pel' ton, and a 6: 1 precipitation ratio is main-
tained.
BRAZIL
Gold" is found in most of the Brazilian states, Minas Geraes being the
largest producer. In the central part of the state we find the famous
Morro Velho mine of the St. John Del Rey Mining Company, one of the
deepest mines in the world. Smaller deposits of low-grade ore are being
worked neal' Ouro Prete, Caete, and Santa Barbara, and in limited areas
in Parana and Rio Grande do SuI. Prospects for new developments are
encouraging wherever the Minas series schists are found. In Minas
Geraes, Goyas, Matto Grosso, and Maranhao conditions are favorable
and many good prospects are already being studied.
The Passagem gold mine is about 4 miles east of Ouro Prete. The
company also operates the Santana mine near Passagem. Production is
approximately 300 tons. It ranks second in Brazil in importance and,
like Morro Velho, is very old. Gold is irregularly distributed throughout;
the quartz associated with tourmaline, pyrrhotite, and arsenopyrite.
Milling practice follows closely that of the other gold mines in the area.
It includes two-stage crushing, grinding, concentration on jigs and tables,
and cyaniding resultant concentrates. There is also a furnace for the
recovery of arsenic.
The Juca Vieira gold mine is situated neal' the town of Caete about 53
kilometers from Bello Horizonte. About 150 tons per day' of a complex
are, resembling that at Morro Velho, is mined. The mill includes jigs in
the grinding circuit and flotation equipment which makes a concentrate
that is cyanided after grinding to 300 mesh. Tailings from the flotation
machines are classified and passed over a pulsator jig and concentrating
table, the gravity concentrates from tliese machines being returned to the
head of the mill. A total recovery of 97.4 pel' cent is made. Operating
costs are $3.75 per ton.
Milling Practice at St. John Del Rey Mining Company Ltd.
Ore' is received from two main sources, the Morro Velho mine and the
Raposos-Espirito Santo mine, and is treated in a central mill.
The important minerals in Morro Velho ore are 20 pel' cent silica, 32
per cent iron, 15 pel' cent sulphur, } ~ pel' cent arsenic, 18 per cent lime,
and 7Hper cent magnesia. It consists of a finely crystalline admixture
18 Abstracted from articles by John B. Huttl and E. A. Teixeira, E. and M. J.,
Vol. 143, Nos. 3 and 8.
348 CYANIDATION AND CONCENTRATION OF ORES
of quartz, calcite, dolomite, siderite, ankerite, pyrrhotite, pyrite, and
arsenopyrite with some chalcopyrite and traces of other metals.
Pyrite and arsenopyrite are the only minerals present in any definite
crystalline form as visible to the naked eye, whereas the other minerals
occur as a fine-grained mass, chalcopyrite having a tendency to segregate.
Pyrrhotite is the predominant sulphide, readily recognizable because it
rapidly tarnishes to all shades of steel blue, pinkish red, and yellowish
brown. Chalmersite, a copper pyrrhotite, was first recognized here.
The gold content of the ore averages 13 grams per metric ton, and the
silver content about 3 grams. The metals occur in a finely divided con-
dition as a native alloy of 77 per cent gold and 23 per cent silver. Visible
gold is rare.
Microscopic examination of polished surfaces of the ore under reflected
light reveals that gold is most generally associated with arsenopyrite and
in contact with pyrrhotite, similar to the relation of gold to pyrite and
pyrrhotite mentioned by Paige in Bul, 765, U.S.G.S., 1924.
Raposos-Espirito Santo ore, while carrying the same minerals as those
occurring in Morro Velho ore, is much more siliceous, and its sulphur and
arsenic contents are considerably lower. It averages approximately 60
per cent silica, 6 per cent sulphur, and 1 per cent arsenic, and the gold
content is about 8 grams per ton.
Ore treatment comprises crushing, fine grinding, and concentration
followed by cyanidation, and until this last step is reached, treatment of
the two ores, although carried out in the same mill, is kept separate.
Details of the individual operations follow.
Fine Grinding and Concentration, l ~ o r T O T1elho Ore. The ore is reduced
to approximately 5 in. in a primary jaw breaker. Grizzly undersize and
crusher product pass through a trommel delivering 2-in. ore to secondary
jaw crushers, which make a 2-in. product.
One hundred fifty Californian stamps crush the ore to 30 mesh with a
stamp duty of 6 tons per day. Stamp-mill product is roughly classified
in spigot launders, the underflow from which is concentrated on James
sand tables. Table tailings are dewatered in automatic cone classifiers
and fine-ground in tube mills working in closed circuit with James sand
tables and the cone classifiers to approximately 70 per cent minus 325
mesh. Cone classifier overflow, together with spigot-launder overflow, is
thickened and concentrated on Holman-James sand tables. Thickener
overflow goes to cyanide, while the Holman-James table tailings are given
a final scavenging in Andrews classifiers, the small amount of coarse ma-
terial from which is returned to the tube-mill circuit while the overflow
goes to cyanide.
TREATMENT OF GOLD ORES
349
Raposos-Espirito Santo Ore. Primary crushing is carried out under-
ground in a jaw crusher. Surface plant consisting of two Symons cone
crushers in series, working in closed circuit with Hummer screens, reduces
all the ore to minus % in. An aerial ropeway transports the crushed ore
to the central mill. .
A Hardinge conical ball mill, in closed circuit with a Dorr classifier, is
used for primary grinding. Classifier overflow feeds spigot launders whose
underflow is concentrated on James sand tables. Both spigot-launder
overflows and table tailings are classified in two Dorr bowl classifiers
working in parallel and delivering a sand productwhich is fine-ground in a
Hardinge mill running in closed circuit with tables and the bowl classifiers.
Classifier overflow, averaging about 70 pel' cent minus 325 mesh, is
cyanided.
All tables in the mill, whether treating Morro Velho or Raposos-Espirito
Santo ore, make three products: concentrate, middling, and tailing.
Concentrate Treatment. Concentrate from all tables, consisting of free
gold and sulphides, practically wholly arsenopyrite, is combined and re-
cleaned on one Holman-James sand table. This table produces a con-
centrate which is smelted and accounts for approximately 50 per cent of
the total gold recovery. Table tailing joins the middling circuit.
~ i d d l i n g Treatment. Table middlings consist of arsenopyrite and pyr-
rhotite with lesser amounts of pyrite and gangue minerals. They, to-
gether with the tailing from the concentrate table, are dewatered in a
Dorr classifier and ground to approximately 85 per cent minus 325 mesh
in a cylindrical ball mill working in closed circuit with two Holman-James
sand tables and a Dorr hydroseparator. Overflow from the hydrosepa-
rator is cyanided.
Cyanidation. Morro Velho circuit tailings are dewatered in a 120-ft.
Dorr traction thickener, and Raposos-Espirito Santo circuit tailings in a
50-ft. thickener. Thickener underflows are combined and cyanided in
four 12-ft.-deep by 25-ft.-cliameter agitators in series. Cyanide, lead
nitrate, and lime are added at beginning of cyanidation, and aeration is
applied vigorously. Treatment time is 5 to 7 hr., and cyanided pulp is
filtered on Oliver filters. Filter cake is pumped to storage in dams, while
filtrate is clarified and precipitated in a standard Merrill-Crewe Plant.
The finely ground middlings are thickened in a 30-ft. Dorr thickener
and agitated for 10 to 12 hr. with cyanide, lead nitrate, and lime in three
5-ft.-deep by 17-ft. 5-in.-diameter agitators. Extremely thorough aera-
tion has been found to be necessary for successful cyanidation of this
material.
Flotation. Following cyanidation, middlings are washed in a four-com-
350 CYANIDATION AND CONCENTRATION OF ORES
partment Dorr tray thickener, overflow from which is clarified mid pre-
cipitated in a standard Merrill-Crewe plant, while the underflow is filtered
on an Oliver filter. Filter cake is floated with pine oil, xanthate, and
copper sulphate to concentrate the gold and arsenic values in as small a
bulk as possible. The concentrate, whi'ch averages about 25 pel' cent
arsenic and 10 grams of gold pel' ton, is roasted, while flotation tailing,
consisting mainly of pyrrhotite, goes to waste.
Roasting is carried out in a standard Edwards roaster, and volatilized
arsenic is precipitated in a Lodge-Cottrell plant. Calcines are returned
to the mill, ground in a tube mill loaded with quartz pebbles, washed in a
3D-ft. thickener, and cyanided for 3G hr. with cyanide and lime. Crude
arsenic from the Cottrell plant is refined in reverberatory furnaces for
marketing.
PERU
19
Some 30 per cent of the gold produced in Peru is a by-product of the
copper, lead, and zinc industries. The remaining 70 per cent comes from
properties which produce only gold and which belong to companies owned
by Peruvian and American capital; hence the extraction of gold in Peru
is the only important industry which can be consi'dered nationally owned.
It employs about 9000 men, or about 33 per cent of the total mining la-
borers. Placer mining represents about 9 per cent of the total produc-
tion. The greater proportion of gold mining in Peru has been carried
out on the coastal plains, but these mines are really small and offer few
possibilities for large-scale operations. The real gold future of Peru is in
the Montana, or jungle, region east of the Andean ranges, where most of
the rivers carry gold in commercial quantities and where a considerable
number of terraces exist that were worked extensively and profitably by
the colonial Spaniards and still contain large volumes of gold-bearing
gravels.
Peru is the world's fourth largest producer of silver. About GO per
cent of the total production is a by-product of lead- and copper-ore reduc-
tion, so that the production of silver is in direct proportion to the extrac-
tion of lead, copper, and zinc ores. Silver is widely spread but in most
cases represents the basis of small enterprises.
VENEZUELA
20
Geographically and geologically Venezuela is roughly divided into two
sections, one north and the other south of the Orinoco River. The eastern
half of the southern section forms the state of Bolivia. This region is
also known as the Venezulan Guayana (01' Guiana).
1D Article by Carlos DelSolar, E. and 111J., Vol. 143, No.8, August, 1942.
20 Article by N. B. Knox, E. and 111J., Vol. 143, No.3, March, 1942.
TREATMENT OF GOLD ORES
351
The most important gold mineralization is centered at El Callao, a
district which in the 1860's and 1870's was one of the world's leading
producing regions. The El Callao mine itself alone produced 175 million
gold francs from 3-oz. rock treated in a 60-stamp mill. This camp is
situated about 200 kilometers airline southeast of Ciudad Bolivar, state
capital on the Orinoco.
About 95,000 oz. of gold is produced annually from this district out of a
total for Venezuela of 114,000 oz. (1938), but aside from the metal ob-
tained from alluvial washing with the batea, the only production in the
district is from two hard-rock mining companies; the Moeupia, a French
company, and the New Goldfields of Venezuela, Ltd., which is British.
These companies have their properties a mile or two south of the town of
El Callao in a series of rocks of strikingly different aspect from the gneisses
of the basement complex. A great number of quartz veins outcrop, and
all of them contain some gold. A few have rich ore shoots and are mined
and held as reserved. Aside from quartz and gold, the only other miner-
als present are calcite, ankerite, tourmaline, pyrite, and rare grains of
chalcopyrite.
One mill handles the ore from all the New Goldfields mines. It has a
capacity of about 600 tons pel' day. Treatment is by a combination of
cyanidation and flotation. Extraction is 94 per cent, working on l l-dwt.
heads. About 8000 oz. gold are recovered from 17,000 to 18,000 tons of
ore pel' month. The Mocupia Mining Company is working the Colombia
lode, which is within an enclave in the properties of the New Goldfields
Company. The vein is similar in structure and mineralization to those
of its neighbor and is cut bya norite dike. The mill makes about 70 per
cent recovery.
ClIILE
21
Gold has been mined in this country without interruption since the days
of the conquest and even before that time by the natives, but only after
1932, following the crash in 1929, did gold mining really become profit-
able. Practically all the gold veins so far found are within the Coast
Range or in the longitudinal valley which runs north-south practically
the whole length of the country. Production of gold which had remained
at around 32,000 oz. pel' year, mostly derived from copper ores and con-
centrates, has risen in 10 years to over 320,000 oz. per year. Though
many thousands of gold mines have been discovered and worked in the
last 10 years, the number of those which have developed from small pros-
pects into really good-sized mines has been remarkably few. Among
these are the rich veins of the Altamira district near Taltal, the rich gold-
21 Article by Fernando Benitez, E. and M.J., Vol. 143, No.8, August, 1942.
352 CYANIDATION AND CONCENTRATION OF ORES
copper veins of La Isla at Inca de Oro, the remarkable Capote vein which
wae worked by the Indians, the new mine at Tres Amantes, and the low-
grade deposits of Andacollo where occasionally very high-grade stringers
are found containing gold in the form of ribbon or wire. (In this field
two flotation mills handling 450 tons per day have been built.) At Bella-
viste there is a deposit carrying gold copper and zinc, but the most im-
portant gold mine opened in Chile in recent years is the Punitaqui near
the town of Ovalle where the are carries 0.25 oz. of gold, some copper,
and appreciable values in mercury. The ore is concentrated by flotation
in a mill which handles 400 tons per day. The mercury are is treated in
one of the two sections of the mill (each of 200 tons capacity) quite apart
from the gold-copper are, and a flotation concentrate made which runs 20
per cent mercury and 20 grams gold to the ton. This is distilled in the
usual cast-iron retorts, which are oil-fired. Production for the second
semester of 1941 amounted to 10,700 oz. gold, 278 tons copper, and 1280
flasks of mercury.
BRITISH GUIANA
Southeast of Venezuela lie the Guianas (British, Dutch, and French).
The British Guiana Consolidated Goldfields, Ltd., operate an electric
bucket dredge on the Upper Mahdia River and during the year ending
July 31, 1946, recovered 8,042 oz. gold from 1,172,880 cu. yd. of material
at a cost of 8A5d per cubic yard. Large gold-bearing areas are known
to exist in this country, but the recovery of the gold presents considerable
difficulties owing to the high clay content of the oxidized ore and "spotty"
nature of the values present.
SECTION 3. AFRICA
SOUTH AFRICA-WITWATERSRAND
Ore mined in the vicinity of Johannesburg, Transvaal, is a conglomerate
composed of various pebbles, principally of barren white quartz, which
constitutes 70 per cent of the whole. The pebbles are within a matrix of
cementing material consisting of fine-grained quartz, sericite, chlorite,
and chloritoid. The matrix carries the gold, a little silver, and the min-
eral sulphides. Argillaceous components of the mill pulp may be as high
as 32 per cent. Of the sulphides, pyrite and pyrrhotite predominate.
Some osmiridium is also present-v-I oz. in 3000 to 10,000 tons are. Most
of the oxidized ore has been extracted, so milling is confined mainly to
the sulphide are.
The average value of Rand are (47 plants) is 3.95 dwt. per ton. After
waste averaging 0.188 dwt. per ton has been sorted out, the are treated is
TREATMENT OF GOLD ORES
353
about 4.25 dwt. per ton (the highest head value reported is 17.2 dwt; per
ton). .
GENERAL PRACTICE
In a study of 47 plants, which hancUe close to 9:'5 per cent of the total
Rand tonnage and 90 per cent of which are controlled by five principal
mining groups, the following general observations can be made regarding
South Mrica practice:
Crushing. Jaw crushers are almost exclusively used for primary crush-
ing down to 4 to 6 in.
Both high-speed gyratory and standard crushers are used for
secondary reduction to or 2 in., although the latter seems to be gain-
ing in popularity.
In the mills crushing in three stages the short-head cone is exclusively
used for the final reduction to or % in., operating either in closed cir-
cuit or with crusher product joining screen undersize to mill bins. Closed-
circuit operations are becoming more general.
Screening. For the coarser sizing in the primary crushing circuit fixed
grizzlies are extensively used but the tendency is toward heavy-duty vi-
brating screens for this duty, because of their greater efficiency, lower
head loss, and reduced labor requirement. Vibrating screens are almost
exclusively used in the secondary and tertiary crushing circuits.
Washing. In most plants plus 1 to in. is washed, and washing all
ore plus to % in. is becoming common practice, while in some plants the
whole ore is washed. As washing is required for are to be sorted, extension
of washing to all are plus in. can be made with little increase in capital
or operating cost.
22
There are three interrelated factors which have led
to washing of are becoming a more important feature in are dressing on
the Rand.
1. Conditions of wet mining and long, steep ore passes make for de-
livery to the metallurgical plant of large quantities of wet, sticky fines,
difficult to handle on conveyor belts and in subsequent sizing operations.
2. Fine crushing to a size most suitable for feed to pebble and ball
mills has introduced crushers which cannot deal with a feed carrying much
wet fines.
3. In turn, the use of fine crushers has called for the introduction of
vibrating screens to separate down to, say, mesh, and with such
equipment "primary slime" reduces efficiency to an absurd level unless
washing is introduced.
22 A. Clemes, "Modern Metallurgical Practice III the Witwatersrand," Jour.
C.M. and ill.S.S.A., Vol. 48, No.2, August, 1947.
354 CYANIDATION AND CONCENTRATION OF ORES
TABLE 61. WITWATERSRAND GOLD PRODUCERS
1646 1947
Fi-
Operating company Dunce
Yield
Fine Working
Yield
Fine Working
group
Dry tons per
ounces cost
Dry tons per
cost
milled ton, milled ton,
ounces
dwt,
produced pel' ton
dwt.
produced per ton
---- ----
---
Blyvooruitaicht G. M.
Co., Ltd.. .......... C 285,600 15.930 227,486 60s 4d 459,00U 16.679 382,777 46s Od
Bmkpun Mines. Ltd .... A 1,257,OUU 4.UOI 251,486 30 U 1,206,UUU 3.945 237,913 32 3
City Deep, Ltd......... C 996,000 5.113 254,652 36 4 965,00U 5.126 247,,1,76 38 5
Cons. Main Reef Mines
and Estate, Ltd...... C 2,464,000 2.723 236,520 21 2 2,191,000 3.058 335,024 24 3
Crown Mines. Ltd ..... . C 3,16U,000 '1. 273 675,159 26 5 3,426,000 3.520 602,661 2610
Daggufontein Mines,
Ltd................... A 1,874,00U 5.479 513,428 20 3 1,746,000 5.353 467,341 2011
Durban Roodepoort
Deep Mines, Ltd..... C 2,036,000 3.716 378,281 25 9 1,688,000 3.767 374,476 2510
East Champ d'Or G.
M, Co., Ltd.......... J 326,000 3.845 63,250 27 2 322,000 3.697 61,374 28 6
East Dnggafntein
Mines, Ltd........... A 1,085,000 5.057 274,317 25 7 645,500 4.726 223,582 28 3
Eust Geduld Minos,
Ltd................... U 1,862,000 5.633 524,445 18 0 1,722,000 5.482 472,023 19 0
East Rand Proprietary
Mines, Ltd........... C 2,443,000 3.661 487,520 27 5 2,525,000 4.408 556,464 27 2
Geduld Proprietary
Mines, Ltd........... U 1,265,000 4.234 267,787 23 11 1,167,00U 3.657 236,847 2310
Government G. M.
Areas Cons., Ltd..... J 2,564,000 3.666 475,877 27 2 2,544,000 3.524 4'18,288 27 4
Grootvlei Proprietary
Mines, Ltd........... U 1,622,000 5.150 464,602 21 11 1,785,OUO 5.015 447,572 23 8
Luipuards Vlei G. M,
Co., Ltd.............. G 969,500 4,134 206,575 2810 968,5UO 4.055 166,385 26 5
Marievule Cons. Mines,
Ltd................... U 649,000 6.006 164,963 37 2 617,000 5.626 182,825 37 7
Modderfontein East,
Ltd................... C 1,517,000 2.662 226,941 1711 1,386,000 2.820 195,826 18 9
New Kleinfontein...... 1,166,500 3.055 182,745 23 1 1,200,00U 3,014 180,820 23 2
New Modderfontein G.
M, Co" Ltd.......... C 1,029,000 2.661 141,916 22 6 872,000 2.642 120,206 22 2
New States Areas. Ltd. J 1,321,00U 4,157 247,592 22 6 1,249,000 3.763 234,996 25 7
Nigel G. M, Co., Ltd... 489,000 5.114 125,043 37 7 450,400 4.325 67,'10[ 37 1
Nourse Mines, Ltd..... C 836,000 3.7'-4 158,609 30 8 846,000 3.663 154,654 30 3
Randfontein Estates
G. M. Co.... ......... J 4,113,000 2.541 522,455 16 6 3,781,000 2.557 483,381 2011
Rand Leases G, M.
Co., Ltd.. ........... T 2,172,000 3.787 411,239 25 8 2,141,000 3.366 360,302 26 1
Rietfontein Cons.
Mines. Ltd........... G 315,000 4.107 64,691 23 5 262,000 4.245 61,677 26 5
Robinson Deep, Ltd... G 1,141,OUO 3.614 223,266 31 6 1,252.000 3.755 235,086 30 7
Rose Deep, Ltd. ...... C 853,000 3.U16 128,635 24 8 838.000 2.953 123,711 25 6
Simmer and Juck
Mines, Ltd... ........ G 1,564,000 3.638 289,916 27 6 1,427,00U 3.639 256,669 29 10
So. African Lund und
Exploration Co.. . . . . . A 1,052,500 4.007 210,882 25 8 1,028,500 3.611 201,116 26 3
Spring Mines, Ltd...... A 1,437,000 3.646 261,978 27 4 1,351,500 3.365 226,404 28 5
Sub-Nigel G. M. Co.,
Ltd................... G 760,000 10.143 400,667 37 8 781,500 6.665 377,6'16 38 3
Van Dyk Cons. Mines,
Ltd, ..... , ............ U 1,188,000 3,618 232,717 28 6 1,145,30U 3.713 212,636 26 4
TREATMENT OF GOLD ORES
TABLE 61. WITWATERSRAND GOLD PRODUCERS (Conlinned)
355
1946 1947
Fi-
Opcru.ting company nunce
Yield'
Fine Working
Yield
Fine Working
group
Dry tons pel'
ounces cost
Dry tons per
.ounces
cost
milled ton,
produced per ton
milled ton,
produced
dwt. dwt.
per ton
--- --- --- ---
---
Vnn Ryn G. M. Es- -
tate, Ltd... M 689,000 2.304 79,367 19s 8d 534,000 2.369 64,043 19s 9d
Venterspost G. M. Co.,
Ltd.... ... . . . . . . . . . . G 1,277,500 4.160 265,725 28 1 1,157,000 4.175 241,528 30 4
Vlakfontein G. M. Co.,
Ltd.... ...... ...... G 27'1,000 8.383 IB,849 53 9
., 272,000
8.175 111,383 56 0
Vcgelst.ruiahul t G. M.
Areas Co ... ... ...... G 886,000 4.9B 217,692 30 9 789,000 4.972 190,162 3,j10
Western Reefs Exp.
and Dev. Co., Ltd... A 914,000 4.796 219,178 28 4 912,500 4.918 224,370 29 2
West Rand Cons. G.
M., Ltd... ...... M 2,580,000 3.625 467,581 21 1 2,369,000 3.412 404,122 2210
West Springs, Ltd.. A 695,500 4.048 BO,773 30 8 701,000 3.575 125,292 30 1
Witwatersrand G. M.
Co., Ltd.. ........... J 949,000 2.703 128,256 22 3 870,000 2.682 116,677 22 7
Witwutersrand Nigel,
Ltd... .... ..... T 106,300 5.767 30,649 48
,j
105,800 5.529
29,2,j8
52 11
Miscellaneous ....... .. 4,000,000' . 794,865 .. ..... 3,800,000' . ..... 682,339
-- --- -- --- --- ---
-- ---
Totals and Avemges . 58, 4.024 1l,m7,914 57,512,300 3.982 11,197,638
'" Estimated.
C-Central Mining and Investment Corp.
A-Anglo-American' Corp. of S. A., Ltd.
T-Anglo-Tl'unsvuul Cons. Co., Ltd.
G-New Cons. Gold Fields, Ltd.
J-Johunnesbul'g Cons. Investment Co., Ltd.
l\'I-Generul Mining and Finance Corp., Ltd.
U-Union Corp., Ltd.
'Washing is done on vibrating screens, stationary grids, individual wash-
ing belts, or the lower end of the sorting belts.
The washing fines (usually minus in.) are classified, with rake product
conveyed to mill bins and overflow (minus 100 mesh) thickened and
pumped to the grinding circuit or to the cyanide plant.
Waste Sorting. Sorting of waste is generally practiced, it being in-
cluded in nearly 80 per cent of the plants. In those plants doing sorting,
the average amount discarded as waste is about 9 per cent of the crude
are. The average value of waste is under 0.2 dwt. per ton. More gen-
erally sorting is done on only one size, usually plus 3-in., but in some plants
fine sorting down to size is practiced. Sorting is done by natives
from inclined belts, usually 42 in. wide, running at about 70 ft. per min.,
and on an average the natives can sort out about 1:J1tons per hr. per man
on the coarse sizes down "to less than 7'2 ton per hr. on the fine sizes.
Stamping. While about 40 per cent of all Rand are is handled through
Stamps, no new stamps have been installed in the last 30 years. In the
older plants still using stamps, they are used for final crushing of 1- to 2-in.
material to tube-mill feed.
356 CYANIDATION AND CONCENTRATION OF ORES
Grinding. Two-stage grinding is general practice. For primary grind-
ing-sometimes open-circuit but generally closed-circuit ball mills-com-
posite mills (using a mixture of ore pebbles and balls) and straight pebble
mills are used. For secondary grinding, composite and pebble mills are
used.
Most mills are of the low-discharge grate type, and pumps, rather than
scoop feeders, are used for returning the classifier sands to the mills. In
over 80 per cent of the plants the grinding is done in an alkaline-water
circuit. The average fineness of grind in all plants is 66.7 per cent minus
200 mesh; in all slime plants 73.2 per cent minus 200 mesh.
Concentration. Very little concentration other than by corduroy
tables is practiced on the Rand. Corduroy tables are used in 75 per cent
of the plants, and over 30 per cent of the gold recovery on the Rand is
recovered on corduroy. While the gold is largely associated with the sul-
phides, flotation of the whole ore does not produce a discardable tailing.
Two plants which do sand leaching float the sand product before cyanide
leaching. Float concentrates are reground to 325 mesh and cyanided in
the plant slimes circuit.
Four plants use Johnson concentrators on the whole ore. Concentrates
are reground to 200 mesh and cyanided in the plant slime treatment.
Sand Leaching. While many of the older plants still practice sand
leaching, all plants constructed in the past 20 years are all-slime treatment.
Of those plants using the dual process about 26 per cent of the tonnage is
sand-treated by percolation. Only about 10 per cent of Rand ore is treated
by sand leaching today.
Slimes Dewatering. Intermittent thickening in plain tank collectors
is still extensively used, but the tendency is definitely to adopt continuous
operation in DOlT thickeners, and it is doubtful if any new plant today would
use intermittent dewatering.
Agitation, While less than one-third of the Rand tonnage as a whole
is treated in continuous agitation, most of the newer plants employ this
method. Pachuca tanks are more generally used than any other type of
agitator, though a number of the newer plants use DOlT agitators. They
are built in sizes up to 33 ft. in diameter by 48 ft. deep. The average
period of agitation (with some exceptions) is rather short-12 to 15 hr.-
for complete dissolution.
Filtering. While Butters filters are still used for nearly 25 pel' cent of
the total slimes filtered, any addition to filter capacity has been made with
continuous filters. and intermittent (batch) filtering would not be consid-
ered for a new installation.
Clarification and Precipitation. Sand clarification tanks and Mer-
rill-Crewe precipitation are exclusively used. From 0.25 to 0.30 ton of
TREATMENT OF GOLD ORES
357
barren solution is discarded pel' dry ton filtered. The average over-all
recovery on the Rand is 95.97 pel' cent of the gold in the ore treated.
Costs and Power. The average cost of treatment in 40 plants is 3s
4d (G7 cents)* per ton treated, and the average power consumption 23.8
kw-hr. per ton treated. The average nominal mill capacity is about 4000
tons per day, although one plant treats over 13,000 tons pel' day.
SAND-SLIME PLANTS USING STAMPS
The mills of Randfontein Estates and West Rand Consolidated are
typical of the older practice in South Africa, the former being a straight-
forward cyanide plant, while the latter makes a pyrite concentrate that is
handled in a separate pyrite treatment plant and cyanides the rest of the
ore.
Randfontein Estates Gold Mining Co., Ltd. (Type IIss). The
reduction plant of the Ranclfontein Estates Gold Mining Co. is the largest
mill on the Witwatersrand, The nominal capacity is 13,000 tons per day.
The following information and attached flow sheets were furnished by
the operating staff through Fred Wartenweiler, consulting metallurgist
of the Johannesburg Consolidated Investment Co.
The ore is first screened on seven 8- by 3-ft. Ty-rock double-deck screens,
with a 3-in. round-hole opening on tho top deck and 1 ~ i n square mesh
screen on the bottom deck. The undersize of these screens goes directly
to the mill bins, and the oversize to washing and sorting.
The plus 3-in. oversize of the top deck, which ranges in size up to 14 in.,
is washed and sorted on five 3G-in.-wide by 118-ft.-Iong belts, from which
waste and primary tube-mill pebbles are sorted. The oversize of the
lower deck passes to two similar belts from which waste and secondary
tube-mill pebbles are sorted after washing.
The washing is done by sprays on the lower end of the sorting belts,
using 525 gal. per min., and drainage from the belts or washing fines are
dewatered in two simplex DOlT classifiers with rake product going to the
mill bins and overflow 84 per cent minus 200 thickened in two intermit-
tent settling tanks, from which the thickened pulp is pumped to the sec-
ondary grinding circuit classifiers.
The sorting belts run at 25 ft. per min., and on an average 40 native
boys pick about GO tons per hr. of waste and tube-mill pebbles. In 194G
the waste amounted to 2.05 pel' cent of the crude ore and had an average
value of 0.152 dwt. pel' ton. The cost was 13.0Gd (21.8 cents) per ton of
waste.
The sorted ore is crushed to approximately 1 in. in seven 40- by lG-in.
jaw breakers set at 2;J.i in. and two 4-ft. Symons cone crushers. The
* S. A. Sterling = $4 basis.
FIG. 82. Flow sheet of the Rnndf'ontein Estates G. M. Co. mill, Witwatersrand.
TREATMENT OF GOLD ORES
359
crusher product, together with the primary screen undersize the rake
product of the washing fines classifiers, goes to 12,000-ton storage bins
ahead of the stamps.
The stamp battery consists of six hundred 1750-lb. stamps dropping
8Yi in. at 95 drops pel' minute. Battery screens are and %in. Stamp-
mill feed is 30.6 pel' cent plus 1 in. and 36.6 pel' cent minus in. Dis-
charge is 61.4 pel' cent plus 48, 11.1 pel' cent plus 100, 7.2 pel' cent plus
200, and 20.3 per cent minus 200.
Grinding is done in two stages of tube mills operating in closed circuit
with McLean spiral classifiers.
The tube mills are grate-discharge type with ::t' round-hole open-
ing on the primary mills and a %-in. round hole on the secondaries. The
grinding charge is made up of pebbles and 3-in. forged balls. Primary
mills carry 12 -tons of balls and 17 tons of pebbles, and secondary mills 6
tons of balls and 12 tons of pebbles. Pebble loads are maintained by the
addition of 60 tons primary and 22 tons secondary pebbles pel' mill per
day. Ball consumption is 0.82 lb. primary and 0.625 lb. secondary.
There are eight 8- by 16-ft. primary mills operating at 21 r.p.m. driven
by 400-hp. motors and eighteen by 22-ft. secondary mills running
at 30 r.p.m., driven by 175-hp. motors. Power input is 340 hp. primary
and 181 hp, secondary. Mill-discharge densities are 82.5 and 70.5 per
cent solids primary and secondary, respectively.
The primary mills are in closed circuit with eight 9-ft.-diameter McLean
classifiers operating at 13 r.p.m, and overflowing at 76.5 pel' cent solids.
The primary-mill discharge flows over thirty-two 4-ft. 4-in. by 6-ft. 3-in.
corduroy tables set at a slope of 18 pel' cent. The table tails are pumped
back to the primary classifiers with two 14-in. pumps driven by 360-hp.
motors.
The secondary mills are in closed circuit with thirty-six 7- and 8-ft.-
diameter McLean classifiers. operating at 9 r.p.m. and overflowing at 18
per cent solids to eighteen 7-ft. 6-in.-diameter cones. The secondary-
mill discharge and the cone spigot are treated on seventy-two 5- by 6-ft.
corduroy tables set at a slope of 15 pel' cent. Table tails join the primary-
classifier overflow and are pumped to the secondary classifier with four
12-in. pumps driven by 175-hp. motors.
The corduroy tables recover 47.7 per cent of the total gold. Corduroy
concentrate amounting to about 20 tons pel' day is cleaned on Wilfley
tables, and the cleaned concentrate is amalgamated and retorted. Table
tails are returned to the secondary grinding circuit.
The ground product (cone overflow) is pumped to six DOlT bowl classi-
fiers 23ft. in diameter with 8 ft. wide reciprocating rakes where a sand-
slime separation is made.
360 CYANIDATION AND CONCENTRATION OF ORES
Screen analysis of the grinding circuit and bowl classifiers IS given III
Table 62.
While the above screen gradings calculate about 30 pel' cent sand, the
average of slime treated in 1946 was 79.74 pel' cent of total treated.
The bowl-classifier overflow at 17.5 pel' cent solids is dewatered to 60
pel' cent solids in twenty-two 70- by 16-ft. side depth intermittent settling
tanks with 12-deg. sloping bottoms. The thickened pulp is transferred
to the agitators, during which cyanide is added and the pulp is diluted to
1.49 specific gravity with Butters filter weak effluent.
The slimes are batch agitated for 12 to 14 hr. in fourteen Pachuca tanks
45 ft. deep with 20 ft. deep cones, twelve of which are 22 ft. in diameter
and two 33 ft. in diameter. The amount of air used pel' agitator is 400
cu. ft. pel' min. at 45- to 50-lb. pressure. Cyanide added during transfer
brings the initial strength up to 0.011 pel' cent KCN, and solution strength
after agitation is 0.008 per cent.
TABLE 62. SIZING ANALYSIS OF GRINDING MILL PRODUCTS AT RANDFONTEIN ESTATES
Mesh +48 +100 +200 -200
Stamp-mill discharge .. " .- ............... 61.4 11.1 7.2 20.3
Primary classifier overflow................ 17.2 25.5 17.9 39.4
Secondary classifier overflow.............. 0.2 23.4 26.0 48.6
Cone overflow........ " .................. .... 15.0 23.8 61.2
Bowl overflow............................ .... 3.7 20.1 76.2
Bowl sands ............................... .... 51.8 39.7 8.5
The agitated pulp is transferred to one of two 16-ft.-deep propeller-type
mechanical agitators with a 12-ft. cone bottom for storage ahead of the
filters.
Filtering is on Oliver and Butters filters with about 43 per cent of the
tonnage handled continuously on the Olivers,
There are eight 14-ft.-diameter by 16-ft.-face Oliver filters operating at
0.4 r.p.m. with one-third submergence. Duty is 1560 lb. solids pel' square
foot of filter area pel' 24 hr. Barren solution at 0.34 ton pel' dry ton
filtered is used for washing, and the cake is discharged at 20.6 per cent
moisture. All Oliver filtrate at 0.995 dwt. per ton goes to precipitation.
The Butters plant consists of 960 leaves 10 by 5 ft. The duty is 123 lb.
solids pel' square foot per 24 hr. with an operating cycle of 2 hr. 10 min.
(26 min. caking, 60 min. washing, and 54 min. filling and discharging).
One ton of barren wash is used per dry ton filtered, and cake is discharged
at 23.5 pel' cent moisture.
First filtrate from the Butters at 0.995 dwt. per ton goes to precipita-
tion, and the weak effluent is returned for dilution in the agitators.
TREATMENT OF GOLD ORES
361
The cake from both filters is diluted with barren solution and water to
about 56 per cent solids and pumped to the slimes dam. .
The treatment of the sands is described in Chap. VII.
Pregnant solution amounting to 1.24 tons per dry ton milled'is precipi-
tated by Merrill-Crowe vacuum-leaf precipitation system. Pregnant solu-.
tion from the filters is clarified in sand clarifiers, while that from sand
TABLE 63. ASSAY OF PLANT PRODUCTS AT RANDFONTEIN ESTATES
Crude ore to receiving bins 2.514 dwt. gold per ton
Waste sorted " 0.152
Ore to mill bins 2.666,
Sand to leaching. . . . . . . . . . . . . . . . . . . . . .. 1.865
Slimes to agitation 1.235
Sand tails: .
Washed " 0.201
Unwashed 0.214
Agitator tails:
Washed 0.082
Unwashed 0.097
Filter residue:
Washed , 0081
Unwashed 0.096
Pregnant solution 0.992
Barren solution 0.017
Dam solution 0.003
Oliver cake moisture 0.040
Butters cake moisture 0.050
TABLE 64. REAGENT CONSUMPTION AT RANDFONTEIN ESTATES, 1946
Cyanide (KCN) 0.175 lb. per ton milled
Lime (CaO) 1.955
Zinc 0.051
Lead nitrate 0.015
Hydrochloric acid 0.046
Sulphuric acid 0.059
Borax 0.003
leaching goes direct to precipitation. Since grinding is in a water circuit,
30 per cent of the precipitated solution, carrying 0.017 dwt. Au and 0.012
per cent KCN, is wasted to maintain solution balance.
The precipitate after acid treatment is washed, pressed in Johnson
pressure filters, calcined, and charged into No. 100 crucibles with a flux of
sand, borax, and manganese dioxide. Crucibles, 30 per charge, remain
in the furnace 3 to 4 hr. and, when poured, yield buttons of about 100 oz.,
which are remelted and poured into 1000-oz. bars for shipment to the Rand
refinery. Slag is ground wet, run over riffles to recover possible gold, and
shipped as a by-product after assaying for gold, silver, and platinum.
362 CYANIDATION AND CONCENTRATION OF ORES
Over-all extraction (sand and slime) is 95.4 per cent. Table 63 gives
assays for 1946 in dwt. gold pel' ton.
Lime is added to mill bins as burned lime and to agitation as milk of
lime, about 65 per cent of the total being added to the mill bins.
The lead nitrate is added to pregnant solution before clarification.
West Rand Consolidated (Type 1155). This company is operating
two reduction plants which have a combined rated capacity of 240,000
tons per month. At the north plant, a special pyrite-treatment section
produces a high-grade pyrite concentrate which is sold for sulphuric acid
manufacture, Table concentrate at 8"1:.8 pel' cent pyrite produced at the
south plant is trucked to the north plant pyrite section. The average
pyrite content of the ore for 1947 was 2.75 per cent FeS2.
The following flow sheets and information, based on 1947 operations,
were furnished by the operating staff through F. A. G. Maxwell, consult-
ing metallurgist of General Mining & Finance Corporation.
At the north plant, which treats about 60 per cent of the ore, primary
crushing is done in Hadfield jaw crushers 30 by 18 in. set at 8 in. and
operating 22 hr. pel' day.
Primary screening is in trommels with 27'2"-in. holes; secondary crush-
ing is done in Newhouse gyratory crushers set at in. Sorted waste
amounts to about 9 pel' cent.
Secondary screening is on Robins Gyrex screens with 17'2"-in. openings,
and tertiary screening is on Vibrex and Gyrex screens, with %- and %-in.
openings.
About 40 per cent of the tonnage treated goes to the tube-mill bins and
31 per cent to the stamp bins. The remaining 21 per cent is 76 per cent
pebbles, fed proportionately to the 18 tube mills, and 24 per cent washing
fines, which are pumped to the cyanide plant.
There are 100 stamps serving as tertiary crushers, reducing the minus
17'2"-in. feed through screens with 0.375-in. opening.
The crusher-plant washings as undersize of the %-in. screens are de-
watered in DOlT classifiers. Rake product goes to the tube-mill bins.
Overflow after thickening is pumped to the bowl classifiers in the cyanide
plant.
There are twelve 67'2"- by 20-ft. tube mills in the tube-mill section, and
six following the stamps, five of which are 5 by 16 ft. and the other 6 by
16 ft. Each tube mill is in closed circuit 'with a 6-ft.-diameter Hardy-
Smith jig and a DOlT classifier. In the tube-mill section the classifiers
are 8 ft. wide, while those in the stamp-mill section are 47'2" ft.
wide. Grading of classifier overflow is 48 mesh with 56.8 pel' cent minus
200.
TREATMENT OF GOLD ORES
363
The rougher jig concentrate, averaging about 15 dwt. gold and 13 pel'
cent pyrite, is cleaned in three 8-ft.-diameter Hardy-Smith jigs, and
cleaned concentrate is treated on 12 James tables. Jig and table tails
are returned to the tube-mill classifiers. A table middling product is
ground in a 2-ft. 10-in. by 4-ft. ball mill, and returned to the
tables. Table concentrate goes to the pyrite-treatment plant.
There are four DOlT bowl classifiers, 16 ft. in diameter, with 6-ft.-wide
rakes, receiving the minus 48-mesh overflows from both the stamp-mill
and tube-mill sections. Bowl classifiers make a sand-slime separation at
100 mesh.
The bowl classifier sands are treated in four Hardy-Smith
jigs before going to the sand-leaching plant. The sands are leached in
18 tanks, 6 of which are 42 in. in diameter by 8 ft. deep and 12 are 40 ft.
in diameter by 12 ft. deep.
The minus 100-mesh slimes, which average about 1.24 dwt. gold. are
dewatered in eight 50- by 12-ft. plain slime collectors and six 50- by 12-ft.
DOlT thickeners. Thickened slimes are batch-agitated for 12 hr. in six
Pachuca tanks 22 in. in diameter by 35-ft. cylinder and 18-ft. 3-in.-deep
cone bottoms. Average specific gravity of agitator pulp is 1.42. Each
agitator requires about 300 cu.ft. per min. of free air at 35-lb. pressure,
The agitator discharge is filtered direct on drum filters, 14 ft. in diame-
ter by 16 ft. long, six of which are Oliver and one Fraser and Chalmers.
Cake moisture averages 26 per cent, and with only a barren-solution wash
of 1.06 tons solution per dry ton of slime, the average dissolved loss is
0.013 dwt. pel' dry ton filtered.
In the south plant the Hadfield crushers am set at 8 in. and are followed
by two washing trammels with 4-in. openings. The plus 4 in. goes to
sorting belts, where about 6.6 per cent waste is discarded, and thence to
two 6-in. pebble-sorting trommels. The undersize, minus 4 in., from the
washing trommels is rescreened on two Ty-rock screens, the plus
13/z in. of which joins the undersize of the pebble trommels and goes to a
4;'ri-in. Symons cone crusher.
The minus undersize of the Ty-rock screens is rescreened on two
Gyrex screens with %-in. openings. The minus % in., which contains
all the washings, goes to lO-mesh dewatering screens and a DOlT classifier.
Dewatered oversize goes to the tube-mill bins. Classifier overflow is de-
watered in a 50-ft.-diameter Don thickener, and the thickened under-
flow, amounting to about 150 dry tons per day, goes to the sand-slime
bowl classifiers in the cyanide plant.
Cone-crusher product is screened on a Gyrex screen. Oversize of
all Gyrex screens goes to two Symons 4-ft. short-head crushers set at .H
364 CYANIDATION AND CONCENTRATION OF ORES
in. and thence to the mill bins, together with the undersize of the cone-
crusher screens and the oversize from the dewatering screens and the
classifier.
Grinding is done in four 6- by 8-ft. ball mills and eleven 7 ~ by 20-ft.
tube mills. Each mill is in closed circuit with an 8-ft.-cliameter Hardy-
Smith rougher jig and an 8-ft.-wide DOlT classifier.
Rougher jig concentrates are retreated on cleaner jigs, and cleaner-jig
concentrate is tabled on James tables. Final concentrate from the James
tables, amounting to about 46 tons per day, is trucked to the pyrite treat-
ment at the north plant. Cleaner-jig tails and James table tails return to
the ball-mill circuit.
The closed-circuit classifier overflows, at 48 mesh with 55.8 per cent minus
200 to two 20-ft.-diameter Don bowl classifiers, where a sand-slime sep-
aration at 100 mesh is made.
Treatment of sand and slime is the same as in the north plant, except
that all slime thickening is continuous in ten 50-ft.-diameter DOlT thick-
eners and that the sands are not treated on jigs before leaching.
The data in Tables 65 to 68 are average results for 1947, with 114,630
tons pel' month milled at the north plant and 82,770 tons at the south
plant:
TABLE 65. SCREEN GRADINGS OF BOWL CLASSIFIERS AT WEST RAND CONSOLIDATED
North plant South plant
Mesh
Feed, Sands, Slimes, Feed, Sands, Slimes,
per cent per cent per cent per cent per cent per cent
i
+48
I
1.2 1.7 .... 1.7 2.4
+100 35.5 48.4 2.8 35.3 47.5 3.8
+200
I
36.0 42.2 20.2 35.8 41.5 21.0
-200 27.3 7.7 77.0 27.2 8.6 75.2
TABLE 66. STRENGTH OF SOLUTIONS
North plant South plant
Item
NaCN, CaO, NaCN, CaO,
per cent per cent per cent per cent
.---
---
Solution entering agitators ......... 0.016 0.020 0.0155 0.020
Precipitated solution .............. 0.018 0.018 0.018 0.018
Strong leach solution .............. 0.060 0.020 0.052 0.019
Weak leach solution ............... 0.008 0.024 0.012 0.012
Grinding circuit ................... 0.008 0.020 0.009 0.020
TREATMENT OF GOLD ORES
TABLE 67. ASSAY VALUE OF SOLUTIONS
365
Solution
Pregnant solution, dwt : .
Barren solution, dwt .
Strong leach solution, dwt .
Weak leach solution, dwt .
Tons solution precipitated .
North plant
2.68
0.017
1. 76
1. 76
4400
South plant
2.045
.0.0l7'
1. 75
0.50
2800
TABLE 68. CHEMICAL CONSUMPTION
Chemical
Cyanide (NaCN), lb. per ton .
Lime (CaO), lb. per ton .
Zinc dust, lb. per ton .
oJ
North plant
0.265
2.280
0.066
South plant
0.266
2.480
0.053
In the combined plants 27.4 pel' cent of the tonnage milled is treated by
sand leaching and 71 per cent by slime agitation; 1.6 per cent is produced
as concentrate for treatment in the pyrite plant.
Combined over-all extraction (sand, slime, pyrite) for both plants was
96.5 per cent on an average head value of 3.536 dwt, gold. The washed
residues were
Sand " 0.170 dwt. gold per ton
Slimes 0.075
Pyrite 0.794
Dissolved gold loss in sand residue was 0.015 dwt., in slime residue
0.013 dwt., and in pyrite residue 0.010 dwt. gold per ton.
Tailings dam solution amounted to 26,616 tons per month and assaying
0.016 dwt. was returned, which, when credited to the slime filters, reduced
dissolved loss in slime residue to 0.01 dwt.
At both plants the Merrill-Crowe precipitation system is used. The
gold slimes, after sulphuric acid treatment, are calcined and smelted with
sand, borax, Mn02, and sodium carbonate. Other chemicals consumed
in pounds per ton are
Lead nitrate added to the pregnant solution 0.019
Chloride of lime added at the crushers 0.026
Sulphuric acid for gold slimes treatment 0.067
Pyrite Plant. In the pyrite-treatment plant the James table con-
centrate from both the north and the south plants is treated on three
primary corduroy tables and ten cleaner tables. Corduroy concentrates
go to the north plant amalgam room for treatment. Corduroy-table
366 CYANIDATION AND CONCENTRATION OF ORES
pyrite tails are ground in two 5;!/z by ball mills, each operating
in closed circuit with an 8-ft.-diameter Dorr bowl classifier.
The reground pyrite at 85.8 pel' cent minus 326 mesh is dewatered in a
30-ft.-diameter Don thickener to 1.23 specific gravity and goes to intermit-
tent agitation in seven Crosse tanks 16 ft. diameter by 11 ft. cylinder and
22-ft.-deep cones. Overflow of the thickener is clarified in three 30-ft.-
diameter sand clarifiers and sent to the north plant precipitation room.
Each Crosse tank holds a charge of 40 dry tons. Average filling time
is 10 hr. After filling the pulp is circulated by pump for 1 hr. during
which 180 lb. of aorocyanide is added. The charge is agitated with air
for 10 hr., then circulated by pump with barren solution added, and
continuously decanted until treatment is completed.
The decanted pulp at 2.42 specific gravity is discharged to two
diameter by 8-ft.-deep surge tanks and filtered on one 8-ft.-diameter by
12-ft. drum filter.
First decant solution joins the thickener overflow going to clarification,
while the lower grade decant solution and the filtrate are sent back to the
north plant slime collectors.
The filter cake containing 12 per cent moisture is dried in two steam-
jacketed screw conveyors to 6 per cent moisture and loaded into trucks
for shipment,
Total pyrite concentrate produced in 1947 from 2,369,000 tons of ore
milled amounted to 38,100 tons containing 82.0 per cent FeS2 and assay-
ing 0.794 clwt. gold per ton.
ALL-SLIME PLANTS
INTERMITTENT TREATMENT
New State Areas Mill (Type IIa). The New State Areas mill in
the Witwatersrand area of South Africa treats 4900 tons of mine ore per
clay. The information following has been supplied by the operating staff
through Fred Wartenweiler, consulting metallurgist.
The ore is of the character usually found in this area and is described
as quartz banket reef. It assays 3.8 dwt. per ton gold and 0.35 dwt. per
ton silver and contains some pyrite.
Crushing. The mine ore is screened and washed on vibrating screens,
operating in parallel. The Ty-rock screens are clouble deck with a 2-in.
protective screen on the top deck and 17:4 in. square mesh screen on the
lower decks.
The combined oversize (plus 17- in.) is sorted on four 36-in. sorting
belts, where about 20 per cent, or 1000 tons, per day is discarded as waste
and about 145 tons of primary pebbles are sorted out. The undersize
TREATMENT OF GOLD ORES
Spraywater
Double deckscreens tap
deck2'; bottomdeckIf/'
367
FIG. 83. Flow sheet of the New State Areas mill, Witwatersrand, South Africa.
368 CYANIDATION AND CONCENTRATION OF ORES
(minus U ~ in.) is rescreened and dewatered on a 10- by 4-ft. double-deck
Ty-rock screen.
The sorted ore is crushed in two 30- by 18-in. Hadfield jaw crushers
and one 3-ft. Symons standard cone crusher. Crusher product and the
oversize (plus ~ i in.) of the 10- by 4-ft. dewatering screen go to a 12- by
5-ft. double-deck Ty-rock screen fitted with 2-in. upper deck and %-in.
lower deck screens.
Washing fines as undersize of the dewatering screen are dewatered in a
DOlT classifier followed by a cone and a settling tank. Classifier rake
product goes to the mill bins, and overflow after thickening is pumped to
the secondary grinding circuit.
Final crushing of the tertiary 12- by 5-ft. Ty-rock screen oversize is
done in two 5H-ft. Symons short-head crushers, the product from which
joins the screen undersize and goes to the mill bins. From the top deck
of the tertiary screen the plus 2-in. oversize is diverted as required to the
secondary pebble bin. About 90 tons per day of secondary pebbles is
used.
Crushing and sorting cost for 1947 was 0.65s (13 cents) per ton milled.
The crusher-plant product to mill bins averages 5.0 per cent plus 1 in.
and 49.0 per cent minus 7 ~ in.
Grinding. Primary grinding is done in nine 6 ~ by 20-ft. tube mills,
each in closed circuit with a DOlT duplex classifier. Eight classifiers are
8 ft. wide, and one is 7 ft. wide.
The primary-overflow sizing is 6.0 per cent plus 48 mesh, 38.0 per cent
plus 100 mesh, and 38.0 per cent minus 200 mesh. Tube-mill discharge
flows over nine corduroy tables, each 5 ft 10 in. wide.
The corduroy-table concentrate is cleaned on one Wilfley and one James
table and then amalgamated. Corduroy-table recovery is about 24 per
cent of the total gold recovered.
The primary-classifier overflow passes over nine more corduroy tables
and then goes to intermediate classifiers, three of which are DOlT bowl
classifiers with 20-ft.-diameter bowls and three are J.C.L. spiral-pan clas-
sifiers with 16-ft.-diameter pans. The rake product amounting to about
2400 per day goes to five 6 ~ by 22-ft. secondary tube mills, each in closed
circuit with a 7-ft.-wide DOlT classifier, and one 7 ~ by 20-ft. open-cir-
cuit tube mill. Each closed-circuit tube-mill discharge flows over a cor-
duroy table similar to those in the primary circuit. The overflow of the
secondary classifiers returns to the intermediate classifiers. Grinding is
in a cyanide circuit.
Slime Treatment. Overflow of the intermediate classifiers is thickened
to 45 per cent solids in nine 76-ft. square intermittent settling tanks with
45-deg. sloping sides and 2X in. per ft. bottom slope.
TREATMENT OF GOLD ORES
369
The thickened slime is pumped to fomteen 21-ft.-dianieter by 45-ft..
Brown tanks, where it is agitated for 18 hr. at 38.5 per cent solids. Dilu-
tion of thickened slime is with Butters filtrate used in hosing and. discharg-
ing the 76-ft. square slime collectors.
Filtration is done on 600 Butters leaves 9 by 4.5 ft. and' two
diameter by 14-ft. Fraser and Chalmers filters. Part of the Butters
filtrate is used for hosing down slime collectors. The balance, together
with all rotary filter filtrate, goes to precipitation. About 1.2 tons bar-
ren wash ,is used per dry ton filtered. Dissolved loss in tailings is given
as 0.015 dwt. and undissolved 0.18 dwt. per dry tsm.
Pregnant solution is clarified in five 40-ft.-diameter sand clarifiers, and
approximately 5000 tons per day, averaging 2.05 dwt. per ton, is precipi-
tated by the Merrill-Crows process. Zinc consumption is 0.073 lb. per
ton of ore.
Solution strength is 0.34 lb. NaCN and 0.30 lb. CaO per ton, and con-
sumption is 0.45 lb. NaCN and 2.5 lb. CaO per ton milled.
Lead nitrate is added to the clarifiers ahead of the Crowe tank,
Refining. The precipitate is acid-treated with 12 per cent sulphuric
acid. The residue is water washed, filter pressed, and then calcined be-
fore smelting. Sand, borax, fluorspar, soda ash, and a small amount of
manganese dioxide are used for smelting flux. The buttons are remelted
into 1000-oz. bars. The amalgam is retorted and remelted with the but-
tons. Tails from the amalgam barrel are sold as a by-product.
West Springs Mill (Type IIa). The West Springs mill in South
Africa receives about 4000 tons per day of which approximately 340 tons
is discarded by sorting.
Crushing is done by two Gates gyratory crushers and two 7-in. New-
house gyratory crushers. The crushed ore to the tube-mill bins averages
about 90 per cent minus 1 in.
Primary grinding is done in eight by 20 tube mills, operating in
closed circuit with eight 8- by 18-ft. 4-in. Dorr duplex classifiers. A
circulating load of about 1.2 to 1 is carried. The mill discharge is screened
on 1H and H in. The plus in. is used as secondary pebbles. The
minus in. plus H in. is crushed in three Hecla disk crushers and re-
turned to the mill bins, and the minus in. returns to the primary clas-
sifiers.
The primary-classifier overflow at 24 per cent plus 48 mesh and 35 per
cent minus 200 mesh goes to two Dorr bowl classifiers 8 by 30 ft. with
20-ft.-diameter bowls operating in closed circuit with six by 20-ft.
secondary pebble mills. These classifiers rake about 2600 tons of sand
per day, and since their installation, improved operation through selective
grinding of sulphides has been noted.
370 CYANIDATION AND CONCENTRATION OF ORES
The secondary mills are loaded with a mixture of 2-in. cast-iron balls
and the plus I > ~ i n pebbles rejected from the primary mills. Bowl over-
flow is 9.5 per cent plus 100 mesh and 65.8 per cent minus 200 mesh.
The pulp is thickened in seven 70- by 12-ft. plain collecting tanks and
is discharged at 30 per cent moisture.
Agitation after thickening is done at 52 per cent solids in twelve 15- by
45-ft. Pachuca agitators. Total period of agitation is 8H hr. From 850
to 900 cu. ft. per min. free air is supplied to the agitators at 35 lb. per sq.
in. pressure. Filtration is on 490 Butters leaves, and barren wash amounts
to about 1 ton per dry ton filtered.
Tailings losses are given as 0.02 dwt. soluble and 0.17 dwt. undissolved
gold per ton.
Zinc dust is used to precipitate 3800 tons of solution per day assaying
3.5 dwt. gold per ton.
Solution strength in the cyanide plant is 0.018 per cent in both KCN
and CaO, and the consumption amounts to 0.28 lb. KCN and 1.75 lb.
CaO per ton milled.
Cyanide strength in the grinding circuit is 0.008 pel' cent. Five pounds
lead nitrate is added to each agitator, and 2 lb. per shift ahead of
precipitation.
CONTINUOUS TREATMENT
East Geduld Mines, Ltd. (Type IIa). This plant receives approxi-
mately 6400 tons of crude ore per day, of which 6H per cent is rejected
as waste. After screening, the ore is crushed in two Hadfield jaw crushers
before washing and sorting. The product of primary crushing is screened
on 4, 1H and %-in. grizzlies and screens, and sorting is done on three sizes
of oversize products. The sorted ore is further reduced in two 4:!/z-ft.
standard Symons and two 4-ft. short-head Symons cone crushers. The
crushed ore and sands of the washing fines classifier go to a 5000-ton tube
mill bin.
Tube-mill feed is all %-in. screen undersize, which averages about
39 per cent plus % in. and assays 5.68 dwt. gold, 0.57 dwt. silver, and 3
per cent pyrite.
Primary grinding is done in five 8- by 16-ft. tube mills operating as open-
circuit mills except for a portion of bowl classifier sand, by the return of
which about 22 per cent greater original feed tonnage can be handled.
Secondary grinding is done in fourteen 6:!/z- by 20-ft. tube mills each in
closed circuit with an 8-ft.-wide DOlT classifier and the tertiary .in six
8- by 16-ft. tube mills in closed circuit with six 18-ft.-diameter bowl classi-
fiers.
TREATMENT OF GOLD ORES
371
Primary pebbles, plus 4 in., average 14 lb. each. Secondary pebbles,
minus 4 in. plus 7 ~ in., average 3 lb., and tertiary pebbles, minus ~ in.
plus IX in., average %: lb. each. Primary and secondary pebbles are
hand-sorted. Tertiary pebbles are the oversize of Ui-in. grizzlies.
A composite grinding load of 5 tons steel and 11 tons pebbles is carried
in the secondary mills. The primary and tertiary mills carry pebbles
only.
Grinding is in an alkaline-water circuit, and the ground product aver-
ages SO per cent minus 200 mesh.
The slime is thickened to 57 per cent solids in sixteen 50-ft.-diameter
two-compartment Dorr tray thickeners and three 70-ft.-diameter single-
compartment Dorr thickeners. The thickened pulp, after diluting to ~
FIG. 84. Aerial view of East Geduld Mines, Ltd., illustrating characteristic South
African tailings piles and out-of-door installations of thickeners and agitators.
per cent solids with filter effluent, is continuously agitated for 35 hr. in
thirteen 50-ft.-diameter by IS-ft.-deep agitators, eleven of which are
Dorr and two Denver type.
Cyanide is added to bring the strength up to 0.03 per cent KCN in the
first agitator, and the solution strength in the last agitator is 0.017 per cent
KCN. Chemical consumption is 0.46 lb. KCN, 2.21 lb. CaO, and 0.05
lb. Pb(NO
a
)2, which is added to the agitators and to pregnant solution
before clarifying.
The agitated pulp is filtered and washed on twelve 14-ft.-diameter by
16-ft.-Iong Oliver and two Fraser and Chalmers filters of the same size.
Barren-solution wash, amounting to 0.9 ton per ton of solids, is used.
Cake is discharged at 26 per cent moisture and is weighed on a Merrick
372 CYANIDATION AND CONCENTRATION OF ORES
4 "grizzlies
2-Sortingbelts
Tyrock screens
r- fines
Borren solution
FIG. 85. Flow sheet of the East Geduld mill, Witwatersrand, South Africa.
TREATMENT OF GOLD ORES
373
weightometer, repulped with 0.4 ton of barren wastage and water, and
pumped to the slimes dam.
Undissolved gold in residues averages 0.20 dwt. per ton.
Precipitation of the gold and silver from 1.28 tons of solution per dry ton
treated is by Merrill-Crows precipitation, using 0.064 lb. zinc per dry torr.
Over-all extraction is 96.5 per cent. Total treatment cost for 1946 was
36d (60 cents), of which cyaniding was 1l.7d (19.5 cents).
Total power consumption was 26.4 kw.-hr. per ton milled, of which the
crushing plant took 2.6 kw.-hr., grinding 20.2 kw.-hr., and cyaniding 3.6
kw.-hr.
Sub-Nigel Gold Mining Co., Ltd. (Type Ha), This mine is the
property of New Consolidated Goldfields and is located in the extreme
southeastern area of the large tonnage operations of the East Rand. The
following information was supplied by the operating staff through A.
Clemes, consulting metallurgist.
The reduction plant is an all-slime plant of 2500 tons' daily capacity,
crushing and grinding take place 6 days per week, and cyaniding 7 days.
The ore averages 9 dwt. gold and 0.9 dwt. silver per ton and contains
about 2.7 per cent pyrite and 1.0 per cent pyrrhotite.
The are from the mine bins is screened on a 3-in. grizzly with minus 3-in.
undersize rescreened on two double-deck Allis-Chalmers low-head screens
(17'2- and %-in.) before washing. The plus 3 in. is washed on the lower
end of the sorting belt. The minus 3 in; plus 17'2 in. is washed on short,
inclined washing belts, and the minus 17'2 in. plus % in. is washed on a
%-in. washing screen.. The washing fines from belts and screens are de-
watered in two 6-ft. Dorr classifiers and one 50-ft.-diameter Dorr thick-
ener, with classifier rake product going to the mill bins and thickened
classifier overflow pumped to the secondary grinding circuit. Sorting is
done on two sizes, plus 3 in. and minus 3 in. plus 17'2 in. Primary pebbles
are taken from the coarse sorting belt, and secondary pebbles from the
fine sorting belt.
The sorted ore and the oversize from the %-in. washing screen are
crushed to % in. in four No. 7 Newhouse crushers. Crusher product is
conveyed to the mill bins.
Grinding is done in two stages, using both ball mills and pebble mills
for primary grincling and pebble mills only for secondary grinding. The
primary ball mills were installed in 1936 because of insufficient supply of
suitable-size pebbles for primary grinding. Composite loads of balls and
pebbles were tried but were found unsuitable because of the poor quality of
coarse pebbles. The grinding is in a water circuit.
The primary ball mills are 6 ft. 6 in. diameter by 9 ft., and the primary
pebble mills are 6 ft. 6 in. by 20 ft. Secondary mills are 6 ft. diameter
374
CYANIDATION AND CONCENTRATION OF ORES
t,
+3/1
3/1Grizzley
2-Washing belts
I Mineore I
'f'
t 10. ,'-,------"--'
I
Double deck + '2
screens I Vi' a :}4' -'+:wt
Fines
r---I Washing screen
12-SorIingbelts
...
I
Waste
bin
I I
SeCOncbrYI
Debbles I
Classifier I
".
Thickener I
Retum
water
Sands
'Mil/bins
I
Newhouse I
crushers
_'f'
I
y I I
I Primary mil/s I L-..::=:'-...J
...
I Corduroy tables
I-...j Primaryclassifiers I
y
I Bowlclassifiers
,k Tubemi//s I IAmalgam I
" room
/I-Darrthickeners Corduroy tablesr-J
I I 3-Bro:n tanks I L...,..J
'--....:...;.;;-'----' fYJ!!lide 01 Barren solution
0'"
I
Return
water
I 9-Oorragitators I
Barren solution
IO-Oliver filters
ISand clarifiers I
...
IWater andBarren
solution
I Repu(oersl
...
I
Mem'll-Crowe I
precipitation
.....--_---''f'.., r-..I-:='f'__..,
ISmeltinQ I . I Barren I
solution
I
Slimes I
dam
FIG. 86. Flow sheet of the Sub-Nigel mill, Witwatersrand, South Africa.
TREATMENT OF GOLD ORES
375
by 20 ft. long. Primary grinding is to about 35 mesh with 50 per cent
minus 200, and secondary grinding to about 75 per cent minus '200.
Corduroy tables are used in both the primary and secondary grinding
circuits. Fifty-six to fifty-seven per cent of the total gold is recovered on
the corduroy tables.
The corduroy concentrate is cleaned on a Wilfley table, with table tails
returned to the grinding circuit. Table concentrate is amalgamated and
retorted after amalgam cleaning on two 4-ft. underdriven bateas,
The overflow from the bowl classifiers gravitates to eleven 50-ft.-diam-
eter DOlT thickeners, three of which are two-compartment open-type trays.
The thickener is controlled by diaphragm pumps at about 63 per cent
solids and flows to a tonnage-measuring box where constant check on
mill tonnage is made. From the tonnage box the pulp is pumped to three
Brown tanks for pre-aeration under close pH control. The period of pre-
aeration is 12 hr., and alkalinity is maintained at a pH of 9.6.
Adoption of pre-aeration followed extensive investigation and testing
to determine the cause of intermittent periods of high residues and high
cyanide consumption. An account of these investigations is given in a
paper by King, Clemes, and Cross" presented at the February, 1947,
meeting of the Chemical Metallurgical and Mining Society of South Africa,
Mter aeration the pulp is diluted with barren solution to about 40 per
cent solids, the cyanide is added, and the pulp is continuously agitated for
approximately 42 hr. in nine 50-ft.-diameter by 16-ft. Dorr agitators.
Cyanide and lime strengths at the beginning of agitation are 0.02 per
cent KCN and 0.002 per cent CaO. Lime is added to the last agitator to
a solution strength of 0.01 per cent CaO, and the pulp is then filtered and
washed on ten Oliver filters, five of which are 11 ft. 6 in. diameter by 14 ft.
and five are 14 ft. diameter by 16 ft.
Filter cake at 27 per cent moisture is repulped and pumped to the
slimes dam. Return water from the dam is pumped back to' the mill
solution tanks.
Oliver filtrate is clarified in five sand clarifiers, two of 40 ft. diameter
and three of 30 ft. diameter with sand beds 18 to 24 in. deep. Sand used
for clarification is the rake product of the primary classifiers.
After clarification the rich solution goes to Merrill-Crewe precipitation.
Zinc-dust consumption is 0.1 lb. per ton of ore. Precipitation ratio is
1.7: 1. Rich solution is about 2 dwt. per ton, and barren solution 0.02
dwt, Over-all recovery is 96.8 per cent. Lead nitrate is added prior to
filtration.
The gold mud from Merrill-Crewe precipitation is acid treated, calcined,
23 "The Treatment of Gold Ore Containing Pyrrhotite at the Sub-Nigel, Ltd.,"
Jour. C.M. and M.S.S.A., Vol. 47, No.8.
376 CYANIDATION AND CONCENTRATION OF ORES
and smelted. Gold buttons are remelted, and 900-oz. gold bricks poured,
which are shipped to the Central Rand refinery.
Van Dyk Consolidated Mines Ltd., (Type IIa). This plant, with
a milling capacity of approximately 4000 tons per day, is one of the newer
plants of the Union Corporation.
The ore from the mine bins, with average maximum size of 7 in. and
occasional pieces up to 14 in., passes over a grizzly tapered from 27:! to 3
in. Grizzly oversize is washed in chutes and passes onto the coarse sort-
ing belt. The undersize is washed and screened on a 4- by 8-ft. Ty-rock
screen with 2:>:1 in. square mesh opening.
The washed oversize from the Ty-rock screen goes to the intermediate
sorting belt. The undersize is rescreened on three 4- by 8-ft. double-deck
Aero-vibe screens, the top screens of which are I-in. square mesh protec-
tive screens. The bottom decks are fitted with 7 ~ i n square mesh for the
first 2 ft. to remove water and fines of the washing operation. The re-
maining 6 ft. is %-in. square mesh screen. The oversize from both decks
passes onto the fine sorting belt.
The three sorting belts are 36 in. wide and run at a speed of 75 ft. per
min. Primary tube-mill pebbles as well as waste are picked from the
coarse sorting belt, while secondary pebbles are diverted from the dis-
charge of the intermediate sorting belt to the pebble bin, as required.
The average amount of waste sorted from 1,341,000 tons of crude ore
in 1947 was 14 per cent, or approx.. rimately 600 tons per day of 16 hr.
The sorted ore from the coarse sorting belt is crushed in a 30- by 23-in.
Hadfield jaw crusher set at 4 in. and thence joins the sorted ore from both
the intermediate and the fine sorting belts going to the secondary crusher
bins.
The ore is then further reduced in two 4X-ft. (one spare) standard
Symons and two 4-ft. (one spare) short-head Symons cone crushers.
The shod heads are in closed circuit with three 4- by 8-ft. Aero-vibe double-
deck screens with %-in. J-in. square mesh protective top screens and
%-in. square mesh bottom screens.
The minus .%-in. screened product goes to the tube-mill bins together
with the undersize from the secondary Aero-vibe screens and the classi-
fier rake product of the washing fines. Overflow of the classifier is de-
watered to 35 per cent solids in a DOlT thickener, the spigot of which is
pumped to the bowl classifiers of the secondary grinding circuit.
In the grinding department there are four sections, each having one 8-
by 16-ft. primary mill in closed circuit with an 8-ft. DOlT classifier and two
8- by' 16-ft. secondary mills in closed circuit with one classifier. In three
of the sections the secondary classifiers are DOlT bowl classifiers with 16-ft.-
wide model F rakes and 18-ft.-diameter bowls. The fourth secondary
classifier is a 5
L!-in.
Duplex submerged-weir Akins classifier.
TREATMENT OF GOLD ORES
377
Both the primary and secondary mills are grate-discharge types driven
by 300-hp. motors connected through gear reducers to the center of the
mills at the discharge end.
Composite loads of pebbles and balls are carried in the milk In the
primary mills 4-in. cast-steel balls are used, and in the secondary mills
2-in. white-iron balls are used. The primary mills carry about 7 tons. of
balls and 12 tons of pebbles, and the secondary mills approximately <I
tons of balls and 13 tons of pebbles.
Ball consumption in the primaries is 0.597 lb. per ton milled and in the
secondaries 0.60 lb. per ton. Pebble consumption is approximately 188
tons primary and 112 tons secondary each day. oJ The pebbles are drawn
from hoppers at the feed end of each mill and charged into the mills as
indicated by the mill ammeters.
Power input to the primary mills operating at 23.9 r.p.m. is 350 hp,
and to the secondary mills operating at 19.6 r.p.m, 280 hp. In both the
primary and secondary the closed circuit is effected by Spargo rubber-
lined pumps pumping mill discharge up to the classifiers. The primary
pumps, one for each mill, are 4 in. driven by 20-hp. motors, and the second-
ary pumps, one for each four mills, are 6 in. driven by 60-hp. motors.
The latter also handle the overflows of the primary classifiers.
Milling is in an alkaline-water circuit, and 1.03 lb. of lime per ton milled
is added to the crushed ore bins.
The product of milling, averaging 75 per cent minus 200 mesh, is pumped
to eleven 70-ft.-diameter Dorr thickeners. The thickened pulp at 1.66
specific gravity flows by gravity to ten 50- by 12-ft. Dorr agitators, where
cyanide, milk of lime, and pregnant solution are added to dilute to 1.44
specific gravity (48.5 per cent solids) for agitation. Period of agitation is
27 hr. Average value of solids to the agitators is 3.93 dwt. pel' ton and
of agitator tail 0.158 dwt. The solution strength at the beginning of
agitation is 0.028 per cent NaCN and 0.026 per cent CaO. At the end of
agitation NaCN is 0.021 per cent and CaO 0.021 per cent.
The agitated pulp is filtered on nine 14-ft.-diameter by 16-ft. Oliver fil-
ters. Barren solution amounting to 0.94 ton per dry ton filtered is used
for washing.
Filter cake at 24.2 per cent moisture is repulped to about 53 per cent
solids and pumped to the slimes dam by a 6-in. two-stage centrifugal
pump against a total head of 120 ft.
The repulping is with return dam water, fresh water, and 0.264 ton of
barren solution per dry ton-necessary wastage to balance plant solu-
tions.
The dissolved loss in filter cake is 0.019 dwt, per dry ton filtered.
Pregnant solution averaging 2.77 dwt. per ton is precipitated to 0.013
barren by the Merrill-Crewe system. The amount of solution precipi-
378 CYANIDATION AND CONCENTRATION OF ORES
tated is 1.4 tons per ton of ore treated. Gold slimes are acid-treated,
calcined, and smelted in the usual manner.
Table 69 gives chemical consumption, power, and cost distribution for
the year 1947. ,
Marievale Consolidated Mines, Ltd. (Type IIa). This is the newest
plant of the Union Corporation located on the East Rand. It has a
capacity of 2100 tons per day. The mine ore is coarse crushed, before
washing, in two 30- by 23-in. Hadfield jaw crushers. The crushed ore
minus 3 } ~ in. passes to two double-deck washing screens. These are
4- by 12-ft. Symons. The top deck is fitted with 1}-4:- by l%-in. screen, and
the lower deck with IH2- by l}---in. screen. The oversize of the top
deck is sized on a 2%-in. grizzly for coarse and fine sorting on 30-in. sorting
belts running 80 ft. per min.
The oversize of the bottom deck minus 1% in. plus 1H2 in. goes to Sy-
mons short-head crushers. The undersize from the first 6 ft. of the lower
deck is washing fines. These are dewatered in an 8-ft. Don classifier, the
TABLE 69. CHEMICALS IN POUNDS USED PER DRY TON MILLED AT THE
VAN DYKE MILL
Cyanide as (NaCN) .
Lime (100% CaD) .
Lead nitrate .
0.394
1.896
0.032
Sulphuric acid .
Hydrochloric acid .
Zinc .
Borax .
0.041
0.056
0.073
0.004
rake product of which joins the balance of the minus IH2-in. undersize
going to the mill bins. The overflow after dewatering in a 70-ft. Dorr
thickener is pumped to the secondary mill classifiers.
The washing fines amount to about 470 tons per day, of which 25 to 30
per cent is minus 80-mesh classifier overflow by-passing grinding.
The sorting belts carry about 70 tons per hr. from which waste is sorted
by 38 pickers (22 on coarse and 16 on fine). The amount of waste in 1947
was 12.8 per cent of the crude ore.
Ore from the fine sorting belt is split on a l%-in. grizzly. The under-
size is used for pebbles in the secondary grinding mills, and the oversize
together with the ore from the coarse sorting belt goes to a 474:-ft. Symons
standard cone crusher and joins the product from the two 4-ft. Symons
short-head crushers, going to the final screening on one 4- by 10-ft. Symons
and two 4- by 8-ft. Rod-deck screens. These screens are in closed circuit
with the short-head crushers, so the final crushed product is screen under-
size of IH2- by 17-&-in. slotted screen.
Coarse sorting ranges from 2H to about 8 in. maximum size, and fine
sorting ranges from } ~ to 2 ~ in.
TREATMENT OF GOLD ORES
Iff!!, Coo andPbN
379
FIG. 87. Flow sheet of the Marievale Consolidated mill, Witwatersrand, South
Africa.
380
CYANIDATION AND CONCENTRATION OF ORES
Burned lime amounting to 0.8 lb. per ton milled is added at the primary
crushers.
The crushing plant operates 10 hr. per day 6 days per week.
Milling. There are two grinding sections, with primary ball mills
and secondary composite mills, each section handling about 970 tons per
day.
Each section has one 8- by 8-ft. primary ball mill in direct closed cir-
cuit with one 72-in. simplex Hi-weir Akins classifier and two 8- by 16-ft.
secondary mills in closed circuit with one 54-in. duplex submerged Akins
classifier.
The primary mills have %- to l-in. tapered discharge grates, operate
at 20 r.p.m., and are driven by 350-hp. motors through gear reducers with
slow-speed shaft direct-connected to the mill at the discharge end. Power
input is 281 hp, Ball charge is approximately 25 tons, using 54 per cent
4-in., 33 per cent 3 ~ i n . and 13 per cent 3-in. balls for daily ball addi-
tions. Average mill density is 80 per cent solids, and ball consumption
is 1.9 lb. per ton milled. Primary classifiers operate at 5 r.p.m. and are
fitted with special tooth-edged wearing shoes that prevent building up
under the flights and have improved the life of wearing shoes. Primary
overflow at about 50 per cent solids is minus 14 mesh with 30 per cent
minus 200 mesh. Original feed is controlled by vibrating pan feeders,
and feeder belts are equipped with tonnage indicators.
This is one of the few plants on the Rand where feed scoops are used on
mills to complete the closed circuit instead of pumping the mill discharge
to the classifiers.
The secondary mills have ~ ~ to %-in. taper round-hole discharge grates.
They are also driven by 350-hp. motors direct-connected to the mill
through speed reducers. One mill of each section operates at 24.5 r.p.m.,
and the other at 19.5 r.p.m. The average power for the two mills is 296
hp., the faster mill pulling about 52 per cent of the total power.
The secondary mills carry a composite charge of about 12 tons made up
of ore pebbles, clrill-steel slugs, and2-in. white-iron balls. Each mill uses
about 25 tons of pebbles and 600 lb. of slugs and balls per day.
Secondary mill discharge is held at 74 per cent solids, and slug and ball
consumption is 1.1 lb. per ton milled.
The ground product overflowing secondary classifiers is 78.5 per cent
minus 200 mesh and flows by gravity to five 70-ft.-diameter DOlT thick-
eners. Thickened discharge at 63.7 per cent solids is controlled by Dorrco
diaphragm pumps.
Grinding operation is 6 days per week and is in water of 0.008 per cent
NaOH alkalinity.
Cyaniding. The thickener discharge is diluted to 1.2 to 1 (45.5 per cent
TREATMENT OF GOLD ORES
381
solids) with filter effluent and goes to continuous agitation in five 50-ft.-
diameter by 20-ft.-deep DOlT agitators. Cyanide, lead nitrate, 'and milk
of lime are added. The agitation period is 40 hr. Agitation ail' supplied
from the mine compressors is reduced to 20 lb. pel' sq. in. 'pressure, and
the amount used is approximately 1900 cu. ft. per min. of free 'air. .
The agitated pulp is filtered on four 14-ft.-diameter by 16-ft.-face Fraser
and Chalmers drum filters. Filters have variable-speed drive with a
speed range from 2X to 3H min. per revolution. Washing is with pre-
cipitated solution assaying 0.01 dwt. gold, and the amount of wash used
is 0.9 tons per ton of solids filtered.
.,
TABLE 70. GOLD VALUES AT MARIEVALE
Crude ore 5.25 dwt. per ton
0.25
Mill hea.ds .. . . . . . . . .. 5.98
VVashed residues, , . .. 0.22
Pregnant solution 4.50
Barren solution 0.01
TABLE 71. CHEMICAL CONSUMPTION AT MARIEVALE
Cyanide .... 0.400 lb. per ton milled
Lime . . . . . . .. 1. 500
Lead nitrate 0.030
Zinc 0.065
Muriatic acid 0.030
Sulphuric acid 0.055
Borax, 0.006
The total reduction
cost in 1947 was 46.26d
(77.1 cent) .per dry
ton treated
Filter cake discharged at 25.5 per cent moisture is repulped to 53 per
cent solids and pumped to the slimes dam.
The barren solution necessarily wasted to balance plant solutions is
used in repulping filter cake and amounts to 0.23 ton per dry ton of filter.
Total loss of value through this source is 0.0023 dwt. gold and 0.092 lb.
cyanide per dry ton.
Merrill-Crpwe precipitation is used. The gold slimes are acid-treated,
calcined, and smelted in reverbatory furnaces.
Tables 70 and 71 are average figures for 1947 during which 617,000 tons
were milled.
Venterspost Gold Mining Company Limited (Type IIa). The treat-
ment scheme followed in this 4400-ton-a-day plant, which is one of the
newest of the New Consolidated Goldfield group, is as follows:
Crushing Plant. TIllS plant operates 14 hr. per day, 6 days per week.
382 CYANIDATION AND CONCENTRATION OF ORES
The mine ore is conveyed on a 36-in. belt to one 6-in. grizzly, the oversize
from which is crushed in one of two 23- by 30-in. Hadfield jaw crushers.
The grizzly undersize (6 in.) flows by gravity to one X-in. washing grid.
The washed oversize joins the crusher product and is conveyed on a 3G-in.
belt to two 3-iri. secondary grizzlies. The minus : J ~ i n . undersize from
washing grid is pumped by one of two 5-in. grit pumps to two 8-ft. Dorr F
classifiers. The oversize of the secondary grizzlies (minus 6 in. plus 3 in.)
is split to two 36-in. coarse-ore sorting belts running 60 ft. per min., while
the secondary grizzly undersize (minus 3 in.) goes by gravity to two 4- by
10-ft. Ty-rock vibrating screens with a 2:J,:l:-in. square mesh opening. The
oversize (minus 3 in. plus 2X in.) of these screens gravitates to two 42-
in. fine-ore sorting belts running 60 ft. per min., and the undersize (minus
2X in.) from the Ty-rock screens is conveyed on a 30-in. belt to four 4-
by 12-ft. Allis-Chalmers horizontal vibrating screens with a %-in. square
mesh opening.
Waste amounting to 3 per cent of crude ore and averaging 0.30 dwt. gold
per ton is picked from both coarse and fine sorting belts. The coarse
sorting belts carry about 75 tons per hr. each; the fine sorting belts about
45 tons per hr.
Sorted ore passes to three (one spare) 4H-ft. Symons standard cone
crushers, making a product (minus 1;!/z in.) which is conveyed on a 30-in.
belt (joining the undersize of the Ty-rock screens) to Allis-Chalmers screens.
The undersize from these screens passes directly to the mill bins, while the
oversize (plus % in.) is crushed first in a 4-ft. Symons short-head crusher.
Sands from the crusher-plant classifiers discharges onto a 42-in. belt,
which also receives the undersize of the Allis-Chalmers screens and the
product (minus % in.) of the short-head crushers. It conveys the product
to the mill bins over a Blake-Dennison weightometer. Slime overflow of
the crusher-plant classifiers gravitates to two 50-ft. Dorr thickeners. Thick-
ener discharge at 44 per cent solids is pumped to the cyanide-plant thick-
eners.
Grinding Plant. Grinding is carried out in a water circuit in four sec-
tions, which receive about 4400 tons per day of new feed including pebbles,
the average screen analysis of which is 4 per cent plus % in., 28 per cent
plus ;!/z in., 33 per cent plus X in., 4 per cent minus 200 (individual basis).
Each one of the four primary grinding sections includes a 9- by 10-ft.
ball mill (grate discharge) driven by a 450-hp. motor. Mill speed 17.5
r.p.m.; grate opening is ~ i n . Liners are manganese steel of the wave
type; life is 160 days. The ball load is 32 tons, 4-in. semisteel cast. Mill
input power is 395 hp. The ball consumption amounts to 2.7 lb. per ton
milled. Mill discharge is 78 per cent solids. The ball mill is closed-
circuited with a 10- by 25-ft. DSFX classifier with a rake speed of 19
TREATMENT OF GOLD ORES
383
strokes per minute. The overflow carries 33 per cent solids analyzing
32.6 per cent minus 200 mesh. The sand tonnage raked amounts to
about 4000 tons. The mill discharge is pumped to the classifier by an 8-in.
pump driven by a 90-hp. motor. The primary-classifier overflow flows
by gravity to two DSFXB 8- by 31-ft. 8-in. by 16-ft.-diameter secondary
bowl classifiers. .
Each of the four secondary grinding sections which receives the classi-
fier sands includes two 8- by 16-ft. grate discharge pebble mills driven by
350-hp.motors. The mill speed is 20.5 r.p.m.; Input power 220 hp. The
grate opening is :J/z in. ; pebble size, minus 3 in. plus 2Ji in. The liners are
wave type and made of cast iron, with a life of 420 days. Pebble load 18.8
tons; consumption, 18 tons per mill per day. Mill discharge is 68 per cent
solids. The rake speed of the bowl classifiers is 13 strokes per minute;
bowl speed, 3 r.p.m.; overflow, 12}-2' per cent solids at 72 per cent minus
200 mesh. The sand tonnage raked is about 2000 tons for each classifier.
Each mill discharges over six corduroy tables. The table tails are
pumped to the bowls by one 8-in. pump with a 100-hp. motor.
Thickening. The bowl overflow passes by gravity through distributors
to twelve 70-ft.-diameter by lO-ft. Bowley-drive Dorr dewatering thick-
eners. Thickener discharge is controlled at 1.64 specific gravity (62 per
cent solids) by twelve 4-in. Triplex Dorrco pumps. Average value of the
solids in the discharge is 2.067 dwt. gold. The thickened slime is pumped
to the agitators by two (one spare) 7-in. pumps with 150-hp. motors after
diluting with filter eflluent. Strong cyanide and milk of lime are added
to pump intake.
Agitation-Contin1lOus. This operation is carried out in six 33-ft.-diam-
eter 19- by 29-ft. cone Pachuca tanks. Agitation time is 18 hr.; pulp
density, 1.404 specific gravity (45.7 per cent solids). The air used amounts
to approximately 250 cu. ft. per min. per agitator at 30 lb. pressure. The
air is supplied from the mine at 80 lb. pressure.
Solution strength in first agitator = 0.016% KCN, 0.014% CaO
Solution strength in last agitator = 0.014% KCN, 0.012% CaO
Filtering and Residue Disposal. The filtering equipment consists of
six 18-ft.-diameter by 16-ft. Fraser and Chalmers rotary filters. The
speed is 1.41 min. per revolution; cake moisture, 25 per cent. Filter data
include the following: gold value of caking solution, 1.607 dwt.; of barren
solution, 0.01 dwt.; of washed residue, 0.155. Dissolved loss is 0.014 dwt.
gold per dry ton. Barren wash is 0.71 ton per illy ton. The filter cake
is diluted with barren solution and fresh water to 1.2 to 1 and pumped to
the residue dam by one 8-in. pump against 75-ft. static head. The life
of the filter cloth is 90 days. Return solution from the dam at a value
of 0.07 dwt. per ton is pumped to the dewatering thickeners.
384 CYANIDATION AND CONCENTRATION OF ORES
Clarifuxuion. This step is carried out in four 55- by 8-ft. sand clarifier
tanks, using bowl classifier sand for sand beds. These beds are scraped
daily, and the scrapings pumped back to the bowl classifiers. The sand
is renewed every G to 9 months.
Precipitation and Smelting. The equipment consists of four 40-leaf
TABLE 72. CHEMICAL CONSUMPTION AT VENTERSPOST
Cyanide (KCN) 0.224 lb. per ton milled
Lime (CaO)* 0.500
Zinc dust.. .. . . .. .. .. 0.052
Sulphuric acid
(H
2S04
) 0.082
Borax. . . . . . . . . . . . . .. 0.002
Lead nitrate (PbN0
3
) 0.011
* Lime is added to crushed ore and as milk of lime to agitators.
TABLE 73. POWER CONSUMPTION
Total crushing plant including waste disposal........ 2.2 Kw.-hr. per ton milled
Total grinding 15.3
Treatment including thickening, agitation, filtration,
and tailing disposal. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2.2
Precipation, smelting, and concentrate cleanup....... 0.4
Mill return water pumping........................... 0.5
Total .' 20.6 Kw.-hr. per ton milled
TABLE 74. PERCENTAGE DISTRIBUTION OF DIRECT COSTS
Labor
Department Power Stores
White Native
Crushing plant .......... 10 14 20 56
Milling .................. 31 9 5 55
Cyaniding............... 10 17 11 62
Total .................. 21 12 10 57
TABLE 75. GENERAL DATA AT VENTERSPOST
Over gold value of crude ore .
Over gold value of ore milled ,
Over gold value waste sorted out .
Over gold value washed residue .
Ratio of precipitation .
Barren solution wasted .
Total gold recovery .
Gold recovered on corduroy tables .
Grinding .
Cyaniding .
4.336 dwt.
4.461 dwt,
0.300 dwt.
0.155 dwt.
1.01:1
o.6 tons per dry ton
96.2 per cent
55 per cent
6 days per week
7 days
TREATMENT OF GOLD ORES
385
Merrill precipitation units, one 30-in. by 30-leaf goldslimes press, two 12-
by 10-ft. acid-treatment vats, one 12-tray calcining furnace.
Lead nitrate is added to the pregnant solution both before and after
clarification.
Amalgam Cleanup. The corduroy-table concentrate is cleaned on two
Fraser and Chalmers tables with table tails returned to grinding circuit,
Fraser and Chalmers table concentrates are amalgamated in 3-ft. by 4-ft.
6-in. amalgam barrels, and the amalgam treated on two underdriven bateas
and retorted. The batea tails are passed over corduory for recovery of
osmiridium,
SOUTHERN RHODESIA
This country has been a regular gold producer since the early days of
mining in South Africa. Although most of the deposits are small and
widely scattered, a few mines of importance have been developed. A
total of 3,360,000 tons of ore was milled in 194'1 with the production of
522,735 oz. gold. The following are perhaps the best known of the operat-
ing mines:
Bustick Mines, Ltd. This is an all-sliming cyanide plant milling
about 12,700 tons per month. The plant has one ball mill and two tube
mills, and it is reported that 21 per cent of the values are recovered by
concentration.
Globe and Phoenix Gold Mining Co., Ltd. is a 40-stamp mill now
being converted to an all-slime cyanide plant with fine grinding in two
tube mills. Concentration is carried out on jigs and corduroy tables.
An average of 11,700 tons was milled in June and July, 1948.
Phoenix Prince Gold Mining Co., Ltd. This is an all-sliming cy-
anide plant using corduroy tables, regrind andamalgamation of the corduroy
concentrates, and cyanidation of the amalgamation tailings in the main
cyanide circuit.
Cam and Motor Gold Mining Co., Ltd. In 1945 this plant was
reported to be operating 56 Nissen stamps and six tube mills. The
monthly capacity was 26,000 tons, and the yield during that year was
558,401 in gold from the milling of 300,000 tons of ore.
Wanderers Consolidated Gold Mines, Ltd. Originally a cyanide
plant employing vanner tables and corduroy blanket concentration, the
mill was revamped in 1936 to all-flotation. Since practically all the gold
is associated with the pyrite, the flotation tailings are discarded. The
concentrate, averaging about 6 per cent of the tonnaged milled and assaying
1.5 oz. per ton of gold, is reground to 200 mesh and cyanided. In 1947
a total of 392,000 tons of ore, having an average value of 2.13 dwt. per
ton, was milled at a cost of $1.07 per ton.
386 CYANIDATION AND CONCENTRATION OF ORES
Resende Mines, Ltd. This company operates an all-sliming cyanide
plant which contains 40 stamps and two tube mills. About 24 per cent
of the gold output is recovered by concentration methods. In 1948 an
average of 9000 tons per month was milled with a yield of 1562 oz. gold.
GOLD COAST COLONY-BRITISH WEST AFRICA
The gold mines operating OIl the Gold Coast may be classed under two
main headings according to the type of ore treated: (1) quartz reefs carry-
ing small percentages of sulphides and graphite and (2) banket, or con-
glomerate, series. The main strike of the reef runs approximately 20 deg.
east of north and extends from a point close to the coast at Takoradi for
a distance of about 200 miles inland where it disappears under more recent
sedimentaries. There are also more or less isolated outcroppings at points
60 to 100 miles on either side of the main reef, while the banket series
parallels it to the southeast.
The principal operating mines together with rated tonnage capacity of
the mills and types of flow sheet are shown in Table 76.
The treatment of Gold Coast ore has always been complicated by the
presence of arsenopyrite and graphite and by the fine dissimination of
values, though a relatively high proportion of the total gold recovery can
in most cases be made on blanket tables, followed by amalgamation of the
concentrates. Where serious reprecipitation difficulties due to the presence
of graphite have been encountered, roasting has been resorted to, but as
in other gold districts, the modern trend is toward the roasting of a flota-
tion concentrate rather than the whole tonnage milled.
Stage grinding in ball mills with corduroy strakes handling the mill dis-
charge in each stage and fine grinding of the concentrates is the trend of
modern practice, which often avoids the necessity of roasting altogether.
At Ariston gold mines, for instance, the original flow sheet included a
stamp battery and tube mills, followed by amalgamating pans and tables,
filtration, and cyanidation with washing filters. This was modified in
1940 by the substitution of ball mills for tube mills, corduroy' tables, flota-
tion, and cyanidation, while today the stamps have been replaced by
Symons cone crushers and the flotation. concentrate is roasted before
cyanidation.
At Ashanti, the main treatment plant (1940) dried the coarsely ground
ore and followed this by dry grinding in Krupp mills, roasting, and cyanid-
ing in leaching vats. The tailings, which still carried 2 to dwt. gold,
were retreated by regrinding in cyanide solution to 75 per cent minus 200
mesh, the free gold removed on corduroy strakes, and the thickened pulp
agitated and washed on filters. The new treatment plant, which was
TREATMENT OF GOLD ORES
387
built after pilot-plant tests, comprises a modern crushing section, followed
by two-stage grinding in ball mills with corduroys in each circuit, amal-
gamating pans and barrels for handling the concentrate, flotation, and
cyanidation of the roasted concentrates. It is an interesting fact that,
although the new plant uses the more up-to-date methods of treatment,.
the old system did have the advantage that straking was avoided and theft
TABLE 76. PRINCIPAL OPERATING GOLD MINES: GOLD COAST, WEST COAST
OF AFRICA
are Company
F*
tons per
day
Approx.
head
value,
dwt.j
.,
Treatment
Quartz
reef
Quartz
reef
Quartz
reef
Quartz
reef
Quartz
reef
Oxidized
reef
Banket
ore
Banket
ore
Banket
ore
Banket
ore
Gold Coast Main 200
Reef
Ariston Gold Mines, 700
Ltd.
Bibiani Gold Mines, 1200
Ltd.
Konongo Gold 400
Mines, Ltd.
Ashanti Gold Fields 800
Corp.
Marlu Gold Mining 2000
Areas
Ashanti Adowsena 332
Gold Fields
Gold Coast .Banket 450
Areas
Amalgamated Ban- 2000
ket Areas, Ltd.
Taquah and Abosso, 800
Ltd.
11.0 Cyanidation, blankets, amalga-
mation.
9.5t Blankets, amalgamation, flota-
tion, roasting, cyanidation.
6.5 Blankets, roasting, flotation,
cyanidation.
9.0 Blankets, amalgamation.flotation,
roasting, cyanidation.
23.511 Blankets, amalgamation, flotation,
roasting, cyanidation.
3..3 Tremmel washers, ball mills, cyan
idation, filtration.
3.3 Single-stage grinding, cyanida
tion, filtration.
5.2 As above except C.C.D. washing
in thickeners.
3.2 Blankets, amalgamated sand
slime sep. and treatment.
5.5 As above, except using amalga
mation plates.
* F = rated capacity of mills. A number of these mills are still (in 1948) operat-
ing on reduced tonnage.
t 1947 data.
t Stamps to be replaced by Symons crushers.
Blanket conoentrate tabled and table concentrate roasted before fluxing.
II New plant.
of the high-grade ore was rendered difficult by the fact that dry grinding
coated the ore with graphite. Furthermore, a high recovery (97 per cent)
of the gold was obtained, a figure which, in 1940, had not been equaled
by the new treatment method.
A detailed description of one of the plants operating on each of the gen-
eral ore types follows.
388
CYANIDATION AND CONCENTRATION OF ORES
QUARTZ REEFS
Bibiani Gold Mine (Type IVe). This mine is situated in the western
province of the Gold Coast Colony, 63 miles from the nearest railhead
at Dunkwa. The author wishes to acknowledge the excellent description
of the milling operations at this property appearing in the paper "Treat-
ment at the Bibiani Gold Mine, West Africa" by H. A. McGowan (Bui.
492, I.Jl1. and M. (London), November, 1947), from which the following
notes are taken.
The modern plant is treating 1200 tons per day of 6.5-dwt. ore by a com-
bination of corduory concentration, flotation, and cyanidation of the flota-
tion concentrates.
The following abstracts on the occurrence of gold in the lode are taken
from a report by Prof. W. R. Jones, who made an examination of Bibiani
ore. I The metal occurs (1) in minute fissures of quartz of the sheared
type, (2) as small particles-some coarse and some extremely fine (less
than 2 microns in diameter)-enveloped in the quartz, (3) as small particles
in sulphide minerals of less than 1 micron in diameter, (4) attached to
the boundaries of crystals and between pyrite and graphitic material, (5)
in microscopic fissures traversing pyrite crystals and grains, (6) in a few
cases between pyrite and occasional grains of galena, and (7) as minute
grains completely enclosed in pyrite.
Test work had made it quite clear that to liberate most of the mineral
for flotation it would be necessary to grind the ore to at least 80 per cent
minus 200 mesh. The subsequent direct treatment of the concentrate by
cyanidation, preceded by grinding to minus 325 mesh in order to liberate
the gold enveloped in the mineral grains, completed the circuit.
Crushing. Primary crushing is done in two 16-in. McCully gyratory
crushers breaking to 2H in., after removal of undersize by grizzlies and
Gyrex screen with ~ 1 6 i n . openings. Secondary crushing is done' with a
4-ft. standard Symons, and tertiary crushing with a 4-ft. Symons fitted
with a fine bowl liner and a 4-ft. short-head Symons. Hummer and
Nordberg screens closed-circuited with the fine Symons make a minus
~ 1 6 i n . product which passes to the mill bins.
Grinding. Three 1000-ton fine-ore bins supply the ore to three 8-ft.-
diameter by 6-ft. long-head Wrightson grate-discharge ball mills by means
of three individual 16-in. conveyors, each with its own Merrick weightom-
eter. The ~ 1 6 i n . ore is ground to approximately 48 per cent minus
200 mesh at a daily rate of 1200 tons. Each mill is in closed circuit with
its own corduroy strake table and a 4- by 20-ft. DOlT multizone classifier.
The overflow from these primary classifiers is pumped direct to a distribu-
tor which feeds two 12-ft. bowl classifiers, while the undersize or rake re-
turn is feel back into its own primary mill.
TREATMENT OF GOLD ORES 389
Filtrate to waste
Pregnant solution
for clarification
andprecipJ'lation
3-1,000-ton mJ'l1bins
- t,
Merrick WeiQhtometers Reagentfeeders
'f" I
3-8' diam. x 6' long head boll mJ'lls
r-
3-Banks of six e:19' blanket strakes
t
3- 4'xI9' DOff multizoneclassifiers
t
(Overflow) (Sands)
2-12' diam. x 10'-DOff bowl classifier
t
(overL.fIOW) 2-8' mills
t" -
3-Bonks of six 2 x 19 blanket strakes
Corduroy wrhlng tanks sufe agitator
Head tank 4-Banks of 10 Denver flotation cells
t + t
2-Concentrating tables (Conc) (Middlings) (71Jilings)
(Cotc'; (Tar,s) 1 t t
I t 70 headofcells 100.traction1
t Returnto circuit thickeners
Roosting furnace 4'diam.x 8' bowl classifier closed-circuited 70waste
fluxing with 4'diam. x 8' Ion(/. tubemJ'l1 ---
t . t-
Melting Water 50'diam. x 10' thickener
furnace L t
8' diam.x 12' Dorr-Oliverfilter
t
3-10' diam. x 10' deep. Wallace agjtators
t -
8' diam. x12' Doff-Oliver filter-+- Water wash
t
4 -14'x 14' Denveragitators
t -
8' diam. x12'DOff-Oliver Barren solution
t . washes
L-_--Jf.-. Dorr thickener
Underflow to waste
FIG. 88. Flow sheet of the Bibiani mill, Western Province, Gold Coast Colony.
390 CYANIDATION AND CONCENTRATION OF ORES
The secondary milling circuit comprises two 8-ft.-diameter by 6-ft. long-
head Wrightson mills in closed circuit, each with corduory strakes and its
own bowl classifier. The bowl overflow, averaging 70 to 74 per cent minus
200 mesh, is sent at approximately 25 per cent solids to the flotation section
for treatment..
The primary mills are loaded with 17 tons of 3-in. chrome-steel balls;
the secondary mills with 18 tons of 2- and 2 ~ ~ i n balls.
Each mill discharge is handled by a 6-in. Wilfley pump which feeds a
strake table divided into six runs, 24 in. wide by 19 ft. long. The pulp
then gravitates to another 6-in. Wilfley pump and is sent to the classifier
in circuit with that particular mill. Each mill has its own strakes operating
in closed circuit; over-all extraction by this section averages 52 per cent.
The corduroy cloths are washed every 2 hr. into a collecting tank. This
is washed out daily into two head tanks feeding two concentrating tables,
which produce a clean concentrate averaging 12 oz. bullion per pound
avoirdupois. The middlings from each concentrating table join and are
pumped back into the primary mill circuit for regrinding and restraking.
The concentrate from the two shaking tables is dried, roasted, and smelted.
All washing of cloths is done by Africans and is under the close supervision
of the European shift operator.
Straking is carried out on a pulp containing 50 per cent solids. Trial
runs when straking in open circuit on a less dense pulp showed no im-
provement in the extraction.
Flotation. The overflow from the secondary bowl classifiers gravitates
to a 30-ft.-diameter by 8-ft.-deep flotation-feed surge tank and thence to
four banks of ten No. 24 Denver Sub-A flotation machines, arranged in
parallel, via a simple pulp distributor which splits the pulp into four com-
partments, each feeding its individual bank of cells. The 40 flotation
machines treat 1200 tons of ore per 24 hr. Each machine has its own in-
dividual drive.
The first six cells of each bank yield a finished concentrate, while the
last four of each bank produce a middling which is pumped back to the
flotation feed surge by two 3-in. Wilfley pumps (one stand-by).
All wearing parts-such as impellers and hood wearing plates-are of
reinforced rubber and are still in use after 5 years of milling.
The finished concentrate from flotation is pumped to a concentrate-
regrinding circuit, while the tailing gravitates to a 100-ft. Dorr traction
thickener, the thickened pulp being sent to the tailing pond. A clear-
water overflow is obtained from this dewatering thickener and is pumped
to the mill steady-head tanks by two Mather and Platt Plurovanepumps
directly driven by individual 30-hp. 440-volt motors.
All flotation reagents are fed to the mill circuit.
TREATMENT OF GOLD ORES
391
Cyanidation. Approximately 50 tons of flotation concentrate is treated
daily in this section of the plant.
The concentrate is pumped by two 3-in. Wilfley pumps (one stand-by)
to an 8-ft. diameter Dorr bowl classifier, which is in closed circuit with a
TABLE 77. SOLUTION VALUES AT BIBIANI
Pregnant solution from first-stage filtration 20 dwt. per ton
Pregnant solution from second-stage filtration... .. . . . . .. . .. . .. . .. 2.5
Pregnant solution from washing thickener........................ 0.05
TABLE 78. GENERAL METALLURGICAL DATA AT BIBIANI*
.,
Item
Per cent
Reagents
Lb. per
solids ton
Primary mill discharge ............... 80 Sodium cyanide 0.34
Primary strake discharge ............. 55 Lime 0.50
Primary classifier overflow............ 40 Lead acetate 0.022
Secondary mill discharge ............. 70 Zinc dust 0.02
Secondary strake discharge ........... 50 Amyl xanthate 0.25
Bowl classifier overflow............... 25 Oresylic acid 0.05
Pine oil 0.05
Mill speeds .
Primary classifier " .
Secondary classifier .
Bowl rakes .
Steel consumption .
Steel consumption .
Circulating load primary mills .
Circulating load secondary mills .
22.5 r.p.m,
28 strokes per min.
18 strokes per min.
3.5 r.p.m,
3.7 lb. per ton balls
0.90 lb. per ton liners
200 per cent
300 per cent
Tyler mesh Flotation feed, per cent
Flotation concentra te, Cyanide feed,
per cent per cent
+100 6.6 1.4
+200 25.2 9.5
+325 13.4 8.3 7.4
-325 54.8 80.8 92.6
100.0 100.0 100.0
* The over-all gold extraction in this mill is 90.8 per cent, of which 55.0 per cent
is made on the corduroy strakes.
4-ft.-diameter by 8-ft.-Iong Edgar Allen tube mill fitted with Cromax-
steel liner plates and carrying a load of 2-in. steel balls 50 per cent of the
mill volume. The liners of this concentrate regrind mill are of the wedge
type and last approximately 12 months before renewal.
The bowl overflow averages 93 per cent minus 325 mesh and overflows
the bowl lip at 7 per cent solids to a 2-in. Wilfley pump feeding a 50-ft.
DOlT thickener. The thickened pulp from the thickener gravitates from
392 CYANIDATION AND CONCENTRATION OF ORES
a DOlT simplex diaphragm pump to an 8- by 12-ft. Don-Oliver drum filter
for final dewatering before it is discharged into an adjacent 20- by 8-ft.-
deep surge tank, where it has its first contact "with cyanide. To ensure
good mixing the pulp is circulated by means of a 3-in. Wilfley pump, which
runs continuously.
From the surge tank the pulp (at about 35 pel' cent solids) is pumped to
three 10-ft.-diameter by lO-ft.-deep Wallace agitators connected in series.
Following a second filtration step with a water wash, the cake is repulped
and agitated a second time in four 14-ft.-diameter by 14-ft.-deep Denver
agitators, also connected in series. After a third filtration step using a
barren-solution wash, the cake is passed to a 50-ft. final-washing Dorr
thickener, overflowing pregnant solution while the underflow is sent to
waste.
To prevent solution fouling, approximately 40 tons of barren solution is
wasted pel' day. About 700 tons of solution is clarified and precipitated in
a Merrill-Crewe circuit per day (for details of precipitation and cleanup,
see Chap; XI).
OXIDIZED QUARTZ REEF
Marlu Gold Mining Areas, Ltd. (Type IIa). This plant, with in-
stalled capacity for 2000 tons per day, is treating 1000 to 1200 tons per
day (1946) of outcrop material assaying 2.5 to 3.0 dwt. gold per ton.
The are is the oxidized residuum of a network of small veins of quartz
dispersed through an original shattered phyllite country rock. Most of the
values are in the quartz, but some are in clayey associated decomposition
products of the original phyllite. The lateritic overburden may also carry
values which justify its inclusion in deliveries to the plant. The argil-
laceous components of the feed to the plant have poor settling and filtering
characteristics.
Following coarse crushing in a 48- by 60-in. Traylor crusher, the are is
fed from twelve 250-ton storage bins through 12 washers similar to diamond
gravel washers, fitted with lifters and l)/z- by YJ:6-in. trammel screens on
the discharge ends. They revolve at 25 r.p.m., and solution sprays are
installed in the discharge trammels to assist washing of the are.
The oversize passes to two 7-ft. Newhouse crushers, which make a
%-in. product that passes directly to four 6- by lO-ft. Head Wrightson ball
mills closed-circuited with 7- by 30- by 14-ft.-diameter Dorr bowl classifiers.
The classifiers, which also receive the washer trommel undersizs, overflow
a pulp of 4.25 to 1 dilution carrying 80 to 85 per cent minus 200-mesh
material. All washing and grinding are done in cyanide solution. The
plant is of an all-sliming type and contains no traps or blankets.
The pulp is next thickened in eight 75-ft. Dorr traction thickeners.
TREATMENT OF GOLD ORES 393
Mine ore
1/ u-r.
48 x 60 TrayJor jaw crusher
f
3-000- ton ore bin
,-, t I" 7. /I
12-4 x 16 Trommel woshers I Yz x '16 screens
t r
(Fines) (Coorse rock)
, t
2-7 Nell/house crushers
f
To ml'll
solution
storage
- 4 -6',10' neaa Wnilhlson boll mil"]
L--------==:::::j:4-7'x30'xI4' Dorr'bowl classifiers
t . t
(Overflow) (Sands)
,
r--------8-75' Dorr traction thickeners
f f
Pregnant 9- 30' x10' Dorr agjtators
solution --
SurQe tank Barren
- solution
...---2Banks of 8 vats 10'sqpare Butters filters
." t
Sur9.e
, ,.-.
....------14- 14 x 18 Oliver drumfilters ...---....
+, , II I
Cake to15x5 -6 surgfLg9.tfator
, r t
30 x 10 Pull2 surQe tank
,-
12-/4' x 18' Oliver filters
f
Cake rel2ull2ed
MilI solution
storage
4-26-Leaf clarifiers
f
Mem'll crowe I2reci(2italion ...... Barren solution storage
f
Goldl2!ecig/fate
FIG. 89. Flow sheet of the Marlu Gold Mining Areas .mill, Gold Coast Colony.
394
CYANIDATION AND CONCENTRATION OF ORES
Lime (3.5 lb. per ton) is used to increase the settling rate. The use of
starch flocculants, which were tried out, was discontinued owing to re-
sulting underflows that were difficult to control. The thickener under-
flows pass to nine 30- by 20-ft. Dorr agitators, which operate at 40 per cent
solids and 20 lb. per sq. in. air pressure.
Owing to the high losses of dissolved gold in residues formerly experi-
enced, a Butters filter plant has been installed to supplement the fourteen
14- by 18-ft. Oliver filters. Pulp from the agitators is first filtered in the
Butters plant, the cake from which is repulped with barren solution to a
dilution of 1 to 1 prior to delivery to the Oliver plant for final filtration and
washing. Butters and Oliver filtrates pass to the circulating-solution stor-
age. Thickener-solution overflows pass via clarifiers to the Merrill pre-
cipitation plant.
Reagent consumptions are shown in Table 79.
TABLE 79. REAGENT CONSUMPTION AT MARLU
Aero brand cyanide , 1.15 to 1.20 lb. per ton
Lime 3.5 lb. per ton are
Zinc 0.07 lb. per ton are
Lead nitrate 0.01 lb. per ton are
BANKET ORES
Taquah and Abosso Mines, Ltd. (Type IIss). This plant is situated
at Abosso in the Gold Coast Colony, on the banket lode. The ore is a
dense, blue-gray, auriferous quartz conglomerate comprised of opaque
white water-worn pebbles and disseminated grains of black hematite,
the whole being compacted by secondary silicification to a homogeneous
mass in appearance closely resembling the Witwatersrand banket in South
Africa. The Gold Coast bankets contain no sulphides and in general
are tougher than the South African. The gold is present in an extremely
fine crystalline form, visible gold being. rare.
The principal equipment units are indicated in the flow sheet (Fig. 90).
Grinding is in cyanide solution. Twenty-five thousand tons is being milled
per month (1948), and extensions to increase capacity to 35,000 tons per
month are in hand. The average feed contains 5.0 dwt. per ton of gold, of
which 2.3 dwt. per ton, representing 46.0 per cent, is recovered by amalgam-
ation. Approximately 50 per cent of the total ore is cyanided as sand, assay-
ing 2.75 dwt. per ton, and 50 per cent as slime (92 per cent minus 200 mesh),
assaying 2.65 dwt, per ton. The total residue produced averages 0.26
dwt. per ton for an over-all gold recovery of 94.8 per cent.
The consumption of forged-steel balls in milling is 3.14 lb. per ton.
Reagent consumptions per tone ore are NaCN, 0.26 lb.; CaO, 2.5 lb.;
zinc dust, 0.055 lb.; lead salts, 0.02 lb.
TREATMENT OF GOLD ORES
Run of mineare
13" Cullevtusher seiJ
f
Magnet - Tromp iron
GriJ:-
Gxrex screen -%" x fa" openings)
- " -' +. (3. 'j -r::=..,o .
unaersue Vo versue
! 4'
_Head sample
..... (2,fOO tons)
Prim ry batl mills 6'xlOj
2-Dorr dup..lex rakeclassifiers (6')
t
Underflow ovejllow
2-Amalgaf plates
Amalgamto fJlates-----.......
retort. - T
Dorr bowl classifiers (t4j
t . t
Ovedlaw Underftow
I batlmill(6'xI0;
Dorr bawl classifiers(IB;
f - f
Sand Slime
2-ThickenJrs (50'x 10;
. - f J
Overflow Underflow
lo-Sutter 5 Mein distributors 2-Pothucas (12' x 50')
'n Ii f (. , " ,.t, ')
tv-Leoc vols '35 xBf 2-Dorr agjlators(22x20
-2- t I. ".
-Surge tanks125 X 10J
filers (14'x16')
SolLtian
Merrill crowlP..!'eci,Qitolion
t
Calcination
i-
Smelt
395
Sand residuehosed todam Slime residueto dam
FIG. 90. Flow sheet of the Taquah and Abosso mill, Gold Coast Colony.
396
CYANIDATION AND CONCENTRATION OF ORES
BELGIAN CONGO
The gold and silver production of the Belgian Congo is partly derived
from alluvial and eluvial workings in the east and northeast areas of the
Congo Basin and partly as a by-product of the copper output.
The principal operators in the Aruwini Ituri district in the northeast
Congo are the Kilo Moto, the Miniere des Grand Lac, and Miniere de La
Tele, while the latter companies also have holdings in the Kivu district to
the south. The bullion is sent overseas for refining. Gold and black
sands from the placers are shipped to central laboratories maintained by
each company, where the former is melted and the latter amalgamated.
The value of the gravels worked runs from an average of about 1 gram to
as little as 0.25 gram per metric ton, which is considered to be about the
lower economic limit. There are a few potential lode mining areas and
two developed mines in the Kivu area which are milling a small tonnage
of ore. Gold production fell during the war years from a peak of 561,030
oz. in 1941 to 381,206 oz. in 1945. Silver production reached its peak in
1942, with nearly 4,000,000 oz., falling to 2,500,000 oz. in 1945.
TANGANYIKA TERRITORY
The Geita Gold Mining Co., Ltd., operates a 500-ton all-sliming
cyanide plant in the Mwanza district. Plans are under way for increasing
the plant capacity to 1000 tons per day. For the year ending June 30,
1946, 77,672 long tons were treated, yielding 15,525 oz. gold at a cost of
32.8s pel' ton.
The New Saza Mines, Ltd., operates a 350-ton, all-sliming plant in
the Lupa gold field and milled 77,232 tons during the year ending June 30,
1946, with the production of 15,679 oz. gold and 15,973 oz. silver, at a
cost of 38.5 (E.A.) shillings pel' ton.
KENYA
Small-scale mining operations are being carried out in various areas in
this colony, of which those of the Kenya Consolidated Goldfields, Ltd.,
at Kitere in the Kavirondo district, yielding about 2000 oz. gold' in 1945-
1946, and the 50-ton plant of the Rhamba Mines, Ltd., producing 3200
oz. gold, are typical.
SECTION 4. AUSTRALIA, PACIFIC AREA, AND ASIA
AUSTRALIA
This country is the fifth largest of the world's gold producers with a
1946 output of 824,000 oz. Its silver production for the same year (9
million ounces) was, however, about one-half the United States production.
While the decline in gold output, which was in progress during the war,
TREATMENT OF GOLD ORES
397
TABLE' 80. PRINCIPAL PRODUCERS IN WESTERN AUSTRALIA*
Long
Gold Average No.
tons
Company Where situated
treated,
produced.j of men
(2240 lb.)
fine oz. employed
.
Big Bell Mines, Ltd.. ............. Big Bell
357,623 41,048 384
Blue Spec Leases ....... ','" ...... Nullagine 4,029 4,645 59
Boulder Perseverance ............. Fimiston 137,456 33,498 354
Broken Hill Pty., Ltd.......... " . Kalgoorlie 44,307 13,893 133
Central Norseman Gold........... Norseman 107,750 34,411 362
Comet Gold Mines, Ltd........... Marble Bar
oJ 2,768
3,744 24
j dna May Amalg. G.M........... Westonia 17,498 6,774 61
Emu Gold Mines, Ltd............. Agnew 26,720 6,247 71
Evanston Gold N.L............... Evanston 11,585 5,019 63
Gold Mines of Kalgoorlie ......... Kalgoorlie 158,337 39,138 327
Golden Horse Shoe ............... Boulder ....... 10,648 46
Great Boulder Pty................ Fimiston 367,293 94,151 821
Hill 50 Gold Mine N.L............ Mt. Magnet 50,659 13,673 104
Kalgoorlie Enterprise............. Fimiston 57,277 17,807 118
Lake View and Star, Ltd.......... Fimiston 518,431 148,766 834
Mountain View G.M.............. Day Dawn 1,922 12,795 16
North Kalgurli (1912), Ltd........ Fimiston 151,710 44,609 278
Ora Banda Amalg................. Ora Banda 12,897 3,704 67
Paringa Mining and Expl. ........ Fimiston 97,702 21,429 200
Phoenix a.M., Ltd................ Coolgardie 28,085 6,785 80
Sons of Gwalia, Ltd............... Gwalia 81,510 24,986 235
South Kalgurli Cons., Ltd......... Fimiston 79,173 19,503 177
Triton Gold Mine N.L... , ........ Reedy 55,961 14,382 260
Wiluna Gold Mines, Ltd.......... Wiluna 3,854 11,101 122
E
* Excerpt from the annual report of the Executive Council of the Chamber of
Mines of Western Australia, Inc., for the year 1947.
t Ore produced by Boulder Perseverance, Ltd., Kalgoorlie Enterprise Mines, Ltd.,
and portion of that produced by North Kalgurli (1912), Ltd., were treated by Kal-
gurli Ore Treatment Co., Ltd. Ore produced by South Kalgurli Consolidated, Ltd.,
and portion of North Kalgurli (1912), Ltd., are were treated by Croesus Pty. Treat-
ment Co., Ltd.
A small proportion of the gold produced by Lake View and Star, Ltd., was re-
covered from tailings retreatment.
Of the gold produced by Wiluna Gold Mines, Ltd., 825 oz. was obtained from the
tonnage treated, the remainder being production from cleanup of plant and re-
treatment of tailings.
Gold production by the Norseman gold mine ceased at the end of January, 1947.
This company is now producing pyrite.
appeared to have been halted in 1945, high costs and labor shortages had
restricted a revival of the industry.
Many important developments in the metallurgy of gold and silver ores
398 CYANIDATION AND CONCENTRATION OF ORES
have originated in Australia, which is noted for the skill of its metallurgists
in solving difficult ore-treatment problems.
WESTERN AUSTRALIA
Western Australia is by far the most important gold-producing state in
the Commonwealth. The area in and around the famous Kalgoorlie field
has within a radius of 12 miles produced more than half of Western Aus-
tralia's output to date of 1,556 long tons of gold. Since its discovery in
1893, this field has yielded about 27 million ounces from the milling of
50 million tons of ore. The bromocyanide process, now abandoned, was
widely used in this district for the treatment of the refractory sulpho-
telluride ores. Many of the important producers, such as Hannan's Star,
Oroya-Brown Hill, and Golden Horseshoe Companies, have since closed
down, but the extensive retreatment of tailings from earlier operations
has helped to keep the district active. The 1946 production of around
600,000 oz. was about one-half the prewar figure, due to such handicaps as
labor, equipment, and supply shortages.
The ore of the "Golden Mile" near Kalgoorlie .oecurs in quartz-dolerite
greenstones and calcite schists with occasional albite or hornblende por-
phyry dikes. There is little or no demarcation between country rock and
ore, only careful sampling revealing the lode limits. The ore is fairly hard
and carries an average of 5 per cent pyrite and varying percentages of tellu-
rides.
STRAIGHT CYANIDATION
Big Bell (Type IIa).24 This is the largest low-grade milling operation
in Australia and the only large plant in which countercurrent decantation
is used. The present capacity is about 1200 short tons per day of ore
running less than 2.8 dwt. per ton.
Coarse crushing is carriedout in two 36- by 24-in. Ruwolt jaw crushers
breaking to 3 mesh. Secondary crushing is done in two 4-ft.-diameter
Symons cone crushers, and approximately a ~ i n product is delivered to
the fine ore bins.
The grinding section consists of 8- by 6-ft. Ruwolt primary ball mills
closed-circuited with 26-ft. 8-in. by 8-ft..Dorr classifiers. One-half the
rake sands is reground in secondary ball mills of the same size, and the
pulp classified in bowl classifiers to overflow at about 1.5per cent plus 65
mesh (52.7 per cent minus 200 mesh). All ball mills revolve at 22 r.p.m.
and carry a 6:1 circulating load. The ball charges are 17 tons of 4- and 2-
in. steel balls.
Cyanide solution is added at the primary mills, and lime at the secondary
24 Excerpts from article in C.E. and M. Rev., Mar. 10, 1941, pp. 166-170.
TREATMENT OF GOLD ORES
399
mills. Automatic density controllers are installed on the bowl classifiers,
the overflow of which is thickened in a 100- by 14-ft.-deep ~ T Torq
thickener, which overflows clear pregnant solution for precipitation in a
Merrill-Crowe plant. .
Agitation is carried out at 45 per cent solids in two parallel banks cit
five 30-it.-diameter by 18-it.-high agitators, and aeration is maintained by
28 lb. per sq. in. low-pressure air, supplemented by high-pressure air from
the mine supply as needed.
The countercurrent decantation washing is carried out in five thickeners,
with barren solution added at thickener 4 and wash water at thickener 5.
The final underflow is discharged at 52 per cent" solids.
The consumption of water in the mill is 320,000 gal. per 24 hr. The
area of the agitators, tanks, and thickeners is 57,000 sq. ft., and the loss
of water at an average evaporation of 0.35 in. per day.is 11,000 gal. per day.
The consumption of stores in pounds per ton of ore treated is 4-in. balls,
0.952; 2-in. balls, 2.179; cyanide, 1.010; lime, 4.224; zinc dust, 0.181; lead
acetate, 0.018; litharge, 0.75.
CONCENTRATION AND CYANIDATION
C. Blackett, well-known consulting metallurgist, writes as follows con-
cerning present practice in western Australia:
The principal plants using straight flotation, calcining of the concentrates with
subsequent cyanidation are Lake View and Star and Croesus Pty. Treatment Co.,
Ltd. The latter plant is the newest and most up to date in this category and is the
only plant that has installed a Lodge Cottrel dust precipitator.
The Kalgurli Ore Treatment Co., Ltd., is the best example of precyanidation,
activating the cyanide residue with copper sulphate and soda ash before flotation.
The Gold Mines of Kalgoorlie, Ltd., and Great Boulder Pty., Ltd., follow Lake
Shore practice, where the cyanide residue is conditioned with S02 gas from the roast-
ing furnaces.
South Kalgurli Consolidated, Ltd., abandoned the all-dry-crushing and roasting
plant some years ago, and the are from this mine is now being treated at Croesus
Pty. Treatment Co., Ltd., together with a portion of North Kalgurli (1912), Ltd.
Lake View and Star, Ltd. (Type IVr).25 The present mill, known
as the Chaffers ore-treatment plant, was adapted from a dry-crushing
and all-roasting process plant after the present company had successfully
operated a pilot section utilizing flotation for the first time in Kalgoorlie
for the treatment of a pyrite gold ore.
Its capacity was increased by stages as the ore development warranted,
each new grinding unit taking the place of a dry-crushing mill until the
latter were all discarded.
26 From Bul. A.I.M. and M., May, '1948, compiled for the first ordinary meeting.
400
CYANIDATION AND CONCENTRATION OF ORES
Its maximum capacity at the present time is 60,000 short tons per 28-
day period, but this figure has not been attained since the war.
The present throughput is 45,000 short tons per 28 days, labor shortage
underground being the reason for the reduced tonnage treated.
The process' used consists of crushing and fine grinding followed by
flotation of the auriferous pyrite and tellurides. The flotation concentrate
so produced is then roasted and cyanided.
Subsequent cyanidation of the flotation tailings, which are at present
discarded, is now under consideration and will be shortly given a test run
utilizing the existing Chaffers retreatment plant which is described later.
Crushing is done on two shifts from Monday to Friday inclusive. All
subsequent operation are continuous for 24 hr. each day.
Crushing Plant. Primary crushing is done at two stations by 3-ft.
Traylor gyratory crushers.
One station is situated at the Chaffers main shaft and is fed from the
shaft bin of 100-ton capacity.
The second station receives all ore received at the plant by surface trans-
port from the Ivanhoe, Lake View, and Associated shafts. This ore is
transported to the crusher station by Diesel-locomotive hauling rakes of
ten 4-ton trucks which dump into two 100-ton bins situated on either side
of the Traylor crusher.
The primary crushers reduce the run of the mine ore to 1 ~ i i n size,
the crusher discharge being carried by inclined conveyors to the central
secondary crushing plant.
Electromagnets recover tramp iron prior to screening, which removes
the minus .%-in. ore from the feed to the two standard 4-ft. Symons cone
crushers. These perform the secondary crushing and use fine-setting bowl
liners.
The secondary crusher discharge joins the primary screen undersize and
is elevated by conveyors to the four finishing screens, using %-in.-aperture
wire-mesh screening.
These screens are situated over a 250-live-ton storage bin which receives
the oversize from the finishing screens. This oversize material is then fed
by two 36-in. ribbon feeders to the tertiary crushing units, which are 4-ft.
Symons short-head crushers.
The discharge from the short heads joins the secondary-crusher discharge
and is returned to the finishing screens to produce a closed-circuit crushing
operation.
The minus %-in. undersize is carried by an overhead conveyor to either
the mill running bin or to the storage bin system.
The crushing-plant capacity is 1400 tons per 8-hr. shift.
Plant bin storage consists of
One 6600-ton circular steel storage bin.
TREATMENT OF GOLD R ~
401
One 3000-ton rectangular wooden storage bin.
One 1100-ton wooden mill running bin.
AJI ore on its way to the running bin is sampled automatically and passes
over a Merrick weightometer. .
Grinding Section. Grinding is done in three stages prior to flotation
followed by a tailings regrind.
By means of shaking chute feeders, 6- by 5-ft. primary ball mills (six
off) take the ore direct from the bin.
The mills are of the trunnion-discharge type using manganese-steel
shiplap liners and fed with mixed 4- and 3-in.-diameter forged-steel balls.
The average ball load is 7 tons. oJ
The mills are open-circuited, and the discharge is passed over corduroy
cloths for the recovery of free gold. These cloths are changed every 12
hr. and washed, the product going to an amalgam barrel. The recovered
amalgam is treated in the gold room.
After passing over the primary strakes, the ball-mill product is classified
in 25- by 6-ft. DOlT duplex classifiers. The classifier sands are ground in
the secondary mills, the work being performed by three only 5-ft. 6-in.
by l1-ft. and two only 5-ft. 6-in. by 22-ft. tube mills. Tube-mill discharge
is returned in closed circuit to the primary strakes and then back to the
classifiers. The strake area is 11 tons per sq. ft. of circulating feed.
The 5-ft. 6-in.-diameter mills are of the grate-discharge type, using 2-in.
cast-iron balls and lined with modified EI Oro liners. The ball load is
l1-ft. mills, 11 tons; 22-ft. mills, 13 tons.
Classifier overflows combine and are pumped over scavenging strakes to
two 14-ft. bowl classifiers. The secondary strake area is 6.6 tons per sq. ft.
The sands from the 14-ft. bowl classifiers are ground in open circuit in a
5-ft. 6-in. by l1-ft. tertiary mill, the discharge of this mill joining the
bowl-classifier overflow in the flotation feed surge tank.
The tails regrind section is described under "Flotation."
Flotation. Five "rougher" machines handle the feed from the flotation
surge tank, each machine having 10 size 24 Denver Sub-A cells.
The product from the first cell is pumped directly to the concentrates
thickeners, the overflows from the remaining nine cells being cleaned in a
six-cell South Mine flotation machine or a Ill-cell mineral separation Sub-A
machine.
All concentrates from the "cleaner" tails after thickening are returned to
the secondary mills.
"Rougher" tails are reclassified in a 20-ft. QSFB classifier, the overflow
being the finished tailing, and the sands are reground in a 5-ft. 6-in. by
l1-ft. mill. The mill discharge is returned to the flotation surge tank.
Finished tailings are thickened to 59 per cent solids and pumped to the
dam. Clean concentrates after thickening are dewatered on a 8- by 5-ft.
402 CYANIDATION AND CONCENTRATION OF ORES
3-in.-diameter Oliver filter. The ratio of concentration by flotation IS
7 ~ : 1.
Average sulphur content of concentrates is 36 per cent.
Roasting. The dewatered concentrates are passed over a Merrick weight-
ometer into a 8-ton bin from which they are fed by a ribbon feeder on to
the main roaster feed belt (see Ohap. X).
The roaster discharge is water washed to remove soluble iron sulphates.
In the water-wash circuit the calcines are straked to recover the free gold
liberated in the roasting by the decomposition of the tellurides contained
in the concentrates and given ,a closed-circuit grind in a 4- by 4-ft. mill and
20-ft. by 6-in..classifier.
The strake area is 1 ton per sq. ft. of calcines.
The strake cloths are treated similarly to those from the mill strakes but
in a separate amalgam barrel.
Cyanidation of Calcines. The water-washed calcines after dewatering
on an Oliver filter are repulped with cyanide solution and pumped to the
agitating section, which consists of five Dorr agitators coupled together in
series.
Agitation time given is 80 hr. in a 34 per cent solids pulp. The cyanide
strength is maintained at 0.08 per cent KON, and the lime strength at
0.02 per cent OaO.
The pulp leaving the agitators is given two stages of decantation followed
by vacuum filtration and washing on an Oliver filter. The filter cake is
then discarded to the dam.
Clarification and Precipitation. All pregnant solutions leaving the de-
cantation and final filtering stage are clarified in a converted Cassell filter
using double thickness of calico sheeting as the filtering media.
The clarified solution is then de-aerated, and the gold recovered in a 1400-
ton vacuum-leaf-type Merrill-Orowe precipitator using zinc dust.
The barren solution is measured through a Kent integrating and re-
cording meter and returned to the cyanide section for further use.
Smelting of Gold Slime. The gold-zinc slimes are recovered from the
Merrill precipitator three times per 28-day period and after pressing dry
in a small Dehne press are roasted, mixed with the requisite fluxes, and
smelted in a Wabi bullion furnace.
The fluxes used include pyrites from the flotation plant, and refining of
the bullion is done in these furnaces by the production of a copper-lead
matte. The bullion produced is remelted and sent to the Perth Royal
Mint.
The slag is amalgamated and cyanided on the mine, and the matte
re-treated by a highly reducing charge to form a base bullion, which collects
the gold and silver values. This base bullion is then cupeled and dis-
patched to the Royal Mint.
TREATMENT OF GOLD ORES
403
and after pressing are
No preliminary roast
Chaffers Re-treatment Plant. This plant was designed and erected
to treat a dump consisting of roasted-ore residues and the early flotation
tailings, situated % mile to the south of the Chaffers ore-treatment plant.
The dump was estimated to contain 5 million tons of treatable material
that averaged 1 dwt. per ton. The plant capacity is 55,000 short tons
per 28 days. .
The residues are sluiced to the plant by hydraulic monitors serviced by
a two-stage 5- by 7-in. centrifugal pump. This pump is capable of sluicing
to the agitators the equivalent of 100 tons per hr. of dry slime in a pulp of
50 per cent solids.
Glass nozzles 1% in. in diameter are used, "having an average life of
5000 tons.
The high specific gravity for agitation is obtained by returning slime
through the monitor until the desired gravity is reached and then passing
a portion to the agitator filling pump while the rest, with make-up solution,
is returned to the sluicing pump.
TABLE 81. TYPICAL METALLURGICAL RETURN: LAKE Vmw AND STAR
Percentage of gold recovered:
By mill strakes :. . . . . . . . . . . . . 17.79 pel' cent
By calcine strakes. . . . . . . . . . . . . . . . . . . .. 19.71
By cyanide plant...... . . . . . . . . . . . . . . . .. 54.46
Decrease in gold in process. . . . . . . . . . . . . .. -1. 49
Total. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 90.47 per cent
Dissolving is done in Devereaux agitators part in series and part batch,
The batch agitators follow the series ones and are used for calculating ton-
nage hancUed. A portion of the dissolving is done during sluicing opera-
tions.
Time of contact in agitators is 4 hr.; cyanide strength, 0.03 per cent
KCN; lime, 0.002 per cent CaO.
Four only 16- by 14-ft. Oliver vacuum filters hancUe the agitated slimes
in the filtering and washing section, the filter cake being repulped with
waste water from the Chaffers plant calcine wash section and sent to the
dam, while the filtrate is clarified prior to precipitation. The filtering
area is 2800 sq. ft.; the filtering rate, 1360 lb. per sq. ft. per day of dry slime.
Clarification of the solutions is carried out in four leaf-type converted
Cassell filters which handle up to 70,000 tons of solution per 28 days.
Precipitation of the gold using zinc dust is done in two 1400-ton Merrill-
Crowe precipitators of the vacuum-leaf type. Barren solution is metered
by two Kent integrating and recording meters and returned for use in the
'sluicing and filtering sections.
The gold-zinc slimes are cleaned up fortnightly
taken to the Chaffers plant gold room for smelting.
404 CYANIDATION AND CONCENTRATION OF ORES
is given, and the slimes are mixed with an oxidizing flux and smelted in the
Wabi furnaces to produce bullion and slag.
The Croesus Proprietary Treatment Co., Ltd. (Type IVb).26 was
formed on Mar. 12, 1945, for the purpose of treating ores from South
Kalgurli Consolidated, Ltd., and North Kalgurli (1912), Ltd., on an equal-
tonnage basis. Until March, 1948, the capacity of the plant was ap-
proximately 7000 long tons pel' 28 days, but quite recently the addition
of a new grinding, straking, and flotation section coupled with an additional
roaster and sunken agitator has increased the throughput considerably,
and during the period ended May 25, 1948, a total tonnage of 11,978
long tons was realized. In general the ores are quartz dolerite greenstone
and calc schist, with occasional albite or hornblende porphyry dikes.
Broadly speaking the treatment consists of a closed-circuit crushing with
a 30- by 18-in. Ruwolt jaw crusher and a 4-ft. standard Symons cpne
crusher in conjunction with a 48- by 102-in. heavy-type suspended Gyrex
carrying cloth of mesh.
A series of coarse-ore storage bins is necessary to keep the parcels of the
two companies separate until sampled and weighed.
Fine grinding is effected by an 8- by 5-ft. Fraser and Chalmers mill and
a by 11-ft. Ruwolt unit. Classification is done with Dorr bowl and
rake machines. In the grinding section 15 strake tables 7 by 2% ft. are
available.
The concentrates produced from two eight-cell banks of the Denver
Sub-A type in parallel are roasted in two Edwards duplex 54-rabble roasters,
and the resulting calcines are cyanided in five sunken agitators, using the
batch system.
A modern Merrill-Crewe unit handles the solutions produced by an
8- by 12-ft. Oliver filter. The gold-zinc slime accumulated by a corner-
feed-type Merrill press is cleaned up twice per period.
Features of this plant are the Lodge-Cottrell precipitator operating on
the roaster flue gases and a splendid sample mill which is a definite asset
when ores from two companies are accepted. Flotation samples are taken
automatically, and the time of cut mechanically recorded. Safety devices
and alarms on mill solutions and ore feeders have been installed throughout
the plant, and a general modern aspect is apparent, from crude ore to the
finished product.
The Kalgurli Ore Treatment Company (Type IIIr).z7 Each of
three contributing companies delivers its coarse ore into a corase ore bin,
from which it is drawn to pass over a stationary grizzly set at
opening and the oversize fed into a 3-ft. Traylor crusher also set at IH-in.
26 Private communication from C. Blackett.
27 Paper read at the May, 1948, meeting of the Australian I.M.M. in Western
Australia.
TREATMENT OF GOLD ORES
405
Mine orebins
-r-
2-ln Grlzz/x... t
30
" " . .
x la Ruwoll jaw crusher
r102"x 4a" Gy.!ex vlbratlna screen ctotn)
4 fl. slandard cone crusher
I
Barren solution
storage
Clarification and-
precipitation bullion
FIG. 91. Flow sheet of the Croesus Proprietary mill, Western Australia.
Chain and Buckel saml2/er --,
l -., I
_w,_eI9imeler Sample mill
Fine ore bins >( I Sample
" -,- 10
8 x 6 Fraser 8 Chalmers ball mill office
. 5 Yz"x II "Ruwoll ball mill
16-Slrake 7')
Concenlrate a' Dorr Duplex classifier
amalgamaled 16' Dorr quadrul2.lex bowl classla' dlam.
f - f
(Overlow) (Rake)
6'x6' Denverconditioner '----.....
t
2-Banks No.24 Denverflotatloner cells
f f
tlOlIs) tconc.)
70' Dort torq. thickener 20' DorrftorC/: thickener
ur: to tailings dam.
6- Americandiscfilters
2-64-rabble Edwards roasters
l
4-20'x a' Goldfield /,Yl2.e agitators(2air-lifts)
, , t Filtrate
a x 12 Oliver filler
l
20'x a' Goldfield tY/2.e ag./lator
.- --
a' x12' Oliver filter Filtrate
Cake to residuedam
406
Y N I D ~ I O N AND CONCENTRATION OF ORES
opening. From here the ore passes into individual crushed-ore bins, a
separate bin for each company.
When convenient, ore is taken from the various bins, screened over four
8- by 4-ft. gyrex screens, the undersize passing to the weightometer while
the oversize is carried by conveyors past two electomagnets to remove
tramp iron and into a 5-ft. 6-in. Symons short-head cone crusher set with
a minimum opening of % in. The crushed ore then passes over the same
gyrex screens as the fresh feed, the minus % in. going on to the weight-
ometer, while any oversize returns to the crusher for further reduction.
The crushed ore is weighed by passing over a Blake-Dennison automatic
weightometer, approximately 400 tons of any individual company's ore
being taken for a parcel. The weighed ore is then sampled, 4 per cent
being removed by means of a vezin sampler reduced to minus 17 mesh in
a No.8 Krupp ball mill and reduced to a sample suitable for assay. After
being sampled, the ore passes on belt conveyors to the mill feed bins, no
further care being taken to keep the companies' ore separate as the tare
and grade are now known. It may be mentioned that, as usual, buyer,
seller, and umpire samples are kept, the latter being assayed only if agree-
ment is not reached between the buyer and seller. The reject from the
Krupp Ball Mills also passes into the mill circuit, being fed into the dis-
tributor at the head of the secondary corduroy tables.
From the mill bins the crushed ore is fed continuously, at a rate depen-
dent on the mill circuit, into the three primary ball mills where it is ground
in a cyanide solution. The three ball mills consist of an 8 by 6 Hardinge
mill, a 6 by 5 Ruwolt mill, and an 8-ft. fi-in. by 6-in. Marcy grate discharge
mill using equal weights of 3- and 4-in. steel balls as grinding mediums.
After passing through the primary ball mills, the coarse slurry is pumped
to a distributor and over twelve 7- by 3-ft. corduroy strake tables and
then divided into a 16- by 2-ft. quadruplex classifier, and an 8-ft. by 23-ft.
4-in. multizone classifier, and a portion into the secondary circuit by way
of the secondary classifiers. .
The oversize from the classifiers is returned to the primary mills in the
case of the primary classifiers; and to the secondary mills in the case of the
secondary classifiers. The undersized product overflows and reaches the
secondary circuit by way of an 8-ft. by 31-ft. 8-in. by 16-ft. Dorr bowl
classifier, where it is reclassified, the oversize going to a ll-ft. by 5-ft. 6-in.
Ruwolt secondary mill while the undersize overflows the bowl periphery
as the final ground product for thickening. The secondary grinding circuit
contains two l l-ft. by 5-ft. G-in. Ruwolt mills, and these work in closed
circuit with twelve 7- by 3-ft. corduroy strake tables and a 16- by 20.:.ft.
quadruplex classifier, as well as the bowl classifier as was previously men-
tioned. The product from both primary and secondary strakes is washed
TREATMENT OF GOLD ORES 407
r "
3 TraYJor crusherset to I
I
Coarseorebins
t
t.f2" StatlonafLgrlzzif-
Custom crushedore bins
Western
t
Filtrale to raw are
precipilatlon uotts
Company mill in
Rake
+
5'-6" Symons shorl head crusher
Blake Denison weightomeler
t -.,
t
Mixed orefeedbins Soml2le mill --,
+ T- t
Primary ball mills Rejecltosec Sample
-- t cord tables for assay"
Primory corduroy slrake tables
t 7iJ barrel
Primary classifiers. amalgamation
-.
8 'x31'-8"x16Dorrbowl classifier -+----.
(Ove!tlow) (Rate)
5-38'x 8' Dorrthickeners..J 2 lI'x5-6")uwOIt ball mills
+ t
6 -Agilalors (Air-liflly{Je) Secondarycorduroy stroke lables
- + - , ..
Drum filters /6 x20 Dorr classifier
+ .
Rep.!!/fJ!!}f4!!gllalors 5 -30'x 4'Sandclarifiers
t t
Conditioner Merrell-Crowe I2recll2itation
+ t ---
3 banksof 10Fagergren flat cells Gold bullion
't - t
(Talls)i (cooc)
100'Tractlonthickener 425'x8'lhickener D.P.
.. J t t
7iJilmgs dam . Surge tank flotation cells
--- -r f t
American filter tconc.) (Tails)
+ +
3-Edwards 56-Rabble roasters Return to
r ,t primary
6- 20 x 8 Attator vats ftot. cells
12' x 8' Oliver filler
FIG. 92. Flow sheet of the Kalgurli Ore Treatment
Australia.
408 CYANIDATION AND CONCENTRATION OF ORES
once per day into two 4- by 2-ft. amalgamating barrels and ground with
mercury, the resulting amalgam being subsequently collected and treated
in the gold room.
After the grinding is completed, the bowl-classifier overflow pulp contains
20 per cent solids, which have a grading of 75 per cent minus 200 mesh.
This pulp forms the feed to five 38- by 8-ft. Dorr thickeners, which thicken
the pulp to 52 pel' cent solids, while the clear overflow is returned to the
mill-room cyanide head tank. The thickened pulp is pumped by means of
Dorrco pumps into agitator vats where it is agitated at 0.04 per cent NaCN
and is passed along by air lifts between each vat through a series of six
vats. From the last vat the pulp is pumped into a surge tank and dis-
tributed into three 12- by 8-ft. Oliver filters, one 12- by 8-ft. Paxman filter,
and one 16- by 14-in. Oliver filter, the cake being washed with water to
give a final soluble NaCN value in the cake of 0.002 to 0.003 pel' cent
NaCN.
The filtrate from the filters is pumped into a turbid solution tank and
from here is pumped into five 30- by 4-ft. sand clarifiers and one 40- by
4-ft. sand clarifier to give a clear solution before precipitation. From the
sand filters the clear solution gravitates to a pregnant solution tank and is
pumped into a Merrill-Crewe vacuum tower to remove dissolved oxygen.
Zinc dust is then fed into the deoxygenated solution to precipitate the gold
and the whole pumped into two 52-in. Merrill presses. Here the gold slime
is filtered out, while the barren solution passes from the presses into a tail
solution tank from which it is pumped back to the mill-room head tank and
the calcine section head tank.
The gold slime is cleaned up three times per period and is treated in the
gold room.
Returning to the Oliver filter cake, after washing this is discharged into
vortex mixers for repulping with solution from the flotation circuit. The
mixers discharge into an agitator where the pulp is activated with 0.5 lb.
of copper sulphate and 0.75 lb. of soda ash per ton of ore. From this
agitator the pulp is pumped into a conditioning tank before flotation where
0.2 lb. per ton of sodium secondary butyl xanthate is added and the pulp
gravitated into three banks, of 10 units each, of Fahrenwald flotation cells.
As a frother, equal quantities of pine oil and cresylic acid are used. The
temperature of the float is kept at 33 to 35C.
The flotation tailings at approximately 38 per cent so ids discharge into
a 100-ft. traction thickener where the pulp is thickened to 60 per cent
solids and pumped to a tailings dam. The overflow from the thickener is
pumped through circulating pipes in the roasters for heating the solution
and is used for repulping the cake from the Oliver filters.
TREATMENT OF GOLD ORES
409
The concentrate from the. flotation cells is thickened in a 25- by 8-ft.
concentrate thickener and discharged into a concentrate agitator previous
to filtering. The overflow from this thickener contains a quantity of slimed
pyrite and tellurides which are extremely difficult to thicken, and this
overflow is refloated through two unit Fahrenwald flotation cells. The
concentrate joins the thickened concentrates in the agitator, while the
tailings pass again into the flotation circuit.
The thickened concentrates are filtered in an American filter having
three sets of 10 leaves. The moisture content of the filtered cake is from
8 to 10 per cent moisture, and in this state it is discharged onto three belts
which feed directly into three 56-rabble Edwarcts roasters.
The concentrate is dried by the outgoing gases and catches alight at the
4 to 5 rabble and roasts through the various stages of pyrrhotite, magnetite,
and hematite until completely roasted. Covering several rabbles from
the center of the roasters, sets of five I-in. water pipes run transversely
in the roaster gas both to cool the roast at that point and to heat up the'
100-ft. thickener overflow solution for raising the temperature of the
flotation pulp. The roaster gases are cleaned in a Buell cyclone dust collec-
tor, the dust being returned in a screw conveyor to the roasters while the
gases are discharged through a 200-ft. steel stack.
The hot calcine from the roasters discharges into a push-conveyor set
across the discharge of the three roasters and is taken by another push-con-
veyor to an elevator. The calcine cools in the push-conveyors and from
the elevator is discharged into the first of 'a series of six 20- by 8-ft. agitator
vats. The calcine is pulped with barren solution and agitated for 70 hr.
The pulp is filtered three times through a 12- by 8-ft. Oliver filter, the cake
being repulped and agitated between each filtration. Finally the cake
washed with barren cyanide solution is repulped in a vortex mixer and
pumped to a calcine residue dam.
The filtrate from each filtering is pumped to the turbid tank mentioned
previously and joins the filtrate from the raw-ore filtration.
In the gold room the gold slime from the Merrill presses is roasted,
smelted, and cast into bars of bullion for banking. The amalgam from the
corduroy strakes is retorted and the resultant gold cast into bars, also for
banking.
Recovery by strakes . . . . . . . . . . . . . . . .. 9 per cent
Recovery by precyanidation 42
Recovery by flotation 42.5
Total recovery. . . . . . . . . . . . . . . . . . . .. 93.5 per cent
Treatment costs for 1947: 14s4d per long ton, or 12s9d per short ton. These costs
include overhead, general charges, bullion charges, etc.
410 CYANIDATION AND CONCENTRATION OF ORES
Gold Mines of Kalgoorlie, Ltd. (Type IIIr).28 This plant, which is
situated on the eastern edge of the "Golden Mile," originally had a capac-
ityof 9000 tons all-sulphide ore per month, but it was extended in October,
1939, to treat 13,000 to 14,000 tons per month of mixed sulphide and oxi-
dized ore.
ethod of Treatment. The treatment consists of fine grinding and cy-
anide treatment followed by flotation of the cyanided residues. The flota-
tion concentrate is roasted and then cyanided. The gold is recovered from
the cyanide solutions.
The Ore. The mill feed is now made up of
Per Cent
Australia East open-cut ore 36
Oroya south mine ore , .. 25
Iron Duke are. . . . . . . . . . . . . . . . . . . . . . . . . . .. 22
New North Boulder ore 17
The open-cut oxidized ore consists mainly of quartz dolerite greenstone
with a fair proportion of clay and old stope filling, the latter being roasted
and unroasted tailing. The open-cut sulphide ore is chiefly quartz dolerite.
The Iron Duke ore is all sulphide and is of two types: calc schist and
quartz dolerite. At times a small proportion of sediment is mixed with
the calc schist, and this sediment is, in part, graphitic.
Sulphide mineral, practically all pyrite, occurs to the extent of approx-
imately 6 per cent in the Iron Duke ore and 2 to 3 per cent elsewhere.
An analysis of a 6 months' bulk mill feed sample gave the following re-
sults:
TABLE 82. CHEMICAL ANALYSIS OF MILL FEED: GOLD MINES OF KALGOORLIE,
LTD.
Gold (Au) 5.6 dwt. per ton
Silver (Ag) 2.4 dwt. per ton
Copper (Cu) 0.03 per cent
Sulphur (S) 2.24 per cent
Lead (Pb) 0.005 per cent
Zinc (Zn) 0.21 per cent
Arsenic (As) 0.013 per cent
Antimony (Sb) 0.005 per cent
Metallurgy. From an operating point of view, the main metallurgical
problems are
1. The problem common to all Golden Mile ores, the lockup of a portion
of the gold in an extremely fine state, in some of the pyrite, even after
grinding the pyrite to all minus 200-mesh screen.
28 Paper prepared for the Australasian Institution of Mining and Metallurgy,
first ordinary meeting, May, 1948.
TREATMENT OF GOLD ORES
411
2. The wide variations that occur in the mixture of ores and stope filling
received for mill feed. .
3. The Iron Duke graphitic material, which is received at irregular in-
tervals and varies in type and in quantity. .
These problems resolve themselves as follows:
Seventy-five per cent of the gold is recovered from the crude ore in a
precyanide section by fine grinding and straking and by further agitation
treatment in cyanide solution. The remaining 25 per cent is chiefly locked
up in pyrite particles. A pyrite gold concentrate is recovered by flotation
and subsequently roasted, the pyrite particles bJeing converted to porous
grains of ferric oxide. Being porous, the greater portion of the encased
gold is exposed and recovered by further cyanide treatment.
The problem of variations in the mill feed mixture principally affects
operation in the grinding section. At times, when the feed changes from
practically all-oxidized to all-sulphide in the matter of a few minutes,
millmen have to be very much on the alert to avoid overfilling" a mill 01'
acquiring risky, high-circulating loads. Flotation is the section most
affected by excessive quantities of oxidized ore, and operating control is
most important. The flotation has to be watched closely to see that a
stable froth is maintained and to avoid oxidized slime, floating with the
concentrate.
The "graphitic" material from the Iron Duke mine, which is treated
from time to time, does not seriously affect recovery provided only a reason-
ably small amount is present in the ore. To this end, care is taken in ore
selection underground and in sorting it from the primary conveyor belt
in the crushing section.
Flotation Section. The repulped pre cyanide residue, together with flota-
tion middlings, is pumped by the gas tower feed pump to wooden towers
30 ft. high and 4 ft. 6 in. square. Only one tower is used at a time, the
towers being changed once a week for routine cleaning. Pulp density is
regulated to 52 pel' cent solids.
Some of the S02 exit gas from the Edwards roasters is blown in at the
bottom of the tower and meets the stream of pulp, cascading down, over
baffles, inside the tower. Sulphur dioxide gas is absorbed by the pulp
and subsequently mainly converted to sulphuric acid by extremely vigorous
agitation and aeration in three specially adapted Devereux agitators.
As a result, the pH of the solution drops from 8.0-10.0 to 4.0-4.5.
Carbonate in the pulp is dissolved by the acid, causing the pH to rise slowly,
and as the S02 content of the pulp diminishes to nil, the pH reaches 6.8
to 7.2. However, the pH is low sufficiently long for the acid to accomplish
the cleaning of the mineral surfaces and change the mineral from a slimed
condition to a clean, readily flotated condition. Without this acid treat-
412 CYANIDATION AND CONCENTRATION OF ORES
ment, the concentrate is slimy and low grade and recovery of pyrite and
gold is poor.
During the 6 hour treatment in the Devereux agitators, the dissolved
gold in the pulp, 0.2 dwt. per ton, is precipitated and subsequently re-
covered with the flotation concentrate.
TABLE 83. FLOTATION SECTION ROUTINE ASSAYS
Gold, dwt. Dissolved
Sulphide
Sample
per ton gold, dwt,
sulphur,
per cent
Precyanide residues. " .............................. 1.4 0.20 1. 92
Flotation feed ....................................... 1.8 .... 2.48
Concentrates........................................ 24.8 .... 43.0
Middlings ........................................... 4.0
Tailings (including calcine tails) ..................... 0.39 0.01 0.17
Tailings (excluding calcine calculated at 3 dwt. per
ton) . ............................................. 0.30 0.01
TABLE 84. FLOTATION REAGENT CONSUMP,TION
Copper sulphate. . . . . . . . . . . . . . . . . . . . . .. 0.35 lb. per ton milled
Ethyl kanthate 0.08
Butyl xanthate 0.08
Cresylic acid :.0.04
Pine oil and eucalyptus. . . . . . . . . . . . . . .. 0.01
TABLE 85. RECENT 6-MONTH BULK SAMPLE OF CONCENTRATE
Gold (Au) 24.8 dwt. per ton
Silver (Ag). . . . . .. . . . . . . . . . . . . . . . . . . . .. 11.2 dwt. per ton
Lead (Pb)............................. 0.02 per cent
Zinc (Zn).............................. 0.39
Iron (Fe) 41.1
Sulphur (S) 43.02
Copper (Cu).... . .. .. . . . .. . . . .. . . .. . 0.33
Arsenic (As) : 0.17
Antimony (Sb). 0.05
Following a further I-hr. conditioning with xanthate at 40 per cent
solids, the pulp is floated in two 12-cell Denver flotation machines using
copper sulphate, cresylic acid, and sodium butyl xanthate.
Roasting and Calcine Treatment. Control of the draft on each roaster
is mainly by operation of dampers and offtakes partway down the furnace,
and dust collected by the multicyclones is fed back to the roasters by screw
conveyors. Gas for the 802 process is taken off at the main offtake by
means of a small fan.
On account of the high sulphur content of the concentrate, no extraneous
TREATMENT OF GOLD ORES
413
fuel is required, and once the charge has been ignited, using oil burners for
the purpose, it continues to roast indefinitely as long as the proper feed
rate is maintained.
The calcine is pumped once per shift to two Devereux-typo agitators.
In the first it is pre-aerated in a lime solution (0.01 pel' cent CaO), and-in
the second it is cyanided for 48 hr. at 45 pel' cent solids using 0.06 per cent
cyanide (KCN) and 0.01 pel' cent lime (CaO) solution strength with the
addition of 0.02 lb. per ton of lead nitrate.
The cyanided residue is returned to the precyanide mill circuit to receive
further grinding, straking, and cyanide treatment, and then an acid treat-
ment in the S02 process, followed by flotation treatment. It is the ex-
perience of the operators that when this is done the calcine residue is sub-
stantially reduced in value, particularly when it is higher than normal, e.g.,
when it assays 4 to 8 dwt. pel' ton.
The total cyanide consumption in the treatment of ore and calcine is
1.10 lb. NaCN per ton of ore milled; the total lime consumption 5 lb. per
ton.
The 80
2
Process. Tests have shown that from 20 to 30 lb. sulphuric acid
pel' ton of ore is required to condition the plant pulp satisfactorily so that
reasonable flotation can be obtained. The S02 provides an extremely
cheap source of this acid and makes the treatment of these oxidized ores
economical.
It has been established that, if pure pyrite mineral is pulverized without
contamination and agitated with a pure solution of gold in cyanide solu-
tion, the whole of the gold is precipitated in a reasonable time and can be
filtered or floated off with the mineral, leaving a barren solution. In the
process described, after gassing with S02, the mineral in the pulp is cleaned
by the acid in the Devereux agitators and is thus enabled to pick up for
subsequent flotation the dissolved gold which has escaped in the pre-
cyanide-section filter residue.
Control of the gassing is most important and is obtained by regulating
a butterfly damper in the gas flue. The density of the pulp delivered to
the gas tower is kept fairly close to the set figure, and a pyrometer, located
in the gas flue, indicates by changes of temperature when gas changes, out-
side the control of the' flotation operator, are taking place. Samples of
50 cc of solution are filtered hourly from pulp samples taken at the
gas towel' discharge; the Devereux agitator discharges and the flotation
feed pulp are titrated with O.lON iodine solution and provide a very good
means of control.
The main object is to use as much S02 gas as possible provided the sub-
sequent Devereux agitation reduces the S02 content to at least 0.4 cc
iodine by the time the pulp reaches the flotation machine.
414 CYANIDATION AND CONCENTRATION OF ORES
The advantages of the process are summarized as follows:
1. It permits of the economical treatment of large percentages of oxidized
ore.
2. It reduces dissolved losses to 0.01 to 0.02 dwt. per ton.
3. Some extra gold is recovered from the calcine residue, particularly
when it is of high value.
4. It eliminates the costly separate filtration of calcine, with its attendant
high dissolved gold losses.
5. It reduces flotation reagent consumption by at least 50 per cent.
6. Not having to worry about increased dissolved losses in the pre-
cyanide residue, it was possible to alter the original thickening circuit
from two stages of washing thickening to one and thus use the surplus
thickeners to increase the capacity in primary thickening and one stage
of washing thickening.
The thicker pulp obtained increased filter efficiency, so that both thicken-
ing and filter sections were capable of handling greater tonnages from the
grinding section.
VICTORIA
Important dredging operations have been carried out in this Australian
state for many years. The Lodden River operation of the Victoria Gold
Dredging Co. has handled a total of 18 million cubic yards of gravel since
1938 with an average yield of 2.97 grams per cu. yd., or a total of ~ 7 7 9
oz. gold. Recent figures for the two important producers of this area are
shown in Table 86.
In addition to dredging, it is reported that there are 40 small cyanide
plants in operation in the state, the largest of which is the Rutherglen Gold
Dumps. The outstanding gold mines of the state are the A1 Consolidated
at Gaffney's Creek, which produced 18,601 oz. in 1946-1947, and the
Morning Star mines. The gold yield for Victoria in 1946 was about
87,000 oz.
TABLE 86. GOLD PRODUCTION IN VICTORIA, 1947
Victoria gold dredging 2,111,457 cu. yd., 10,737 oz. Au
Harrietville (Tronoh), Ltd.. . . . . . . . . . . . . . . .. . . . . . 282,100 cu. yd., 252 oz. Au*
* Month of May, 1947.
NEW SOUTH WALES
The state's largest gold mine and one of the leading mines in the Common-
wealth is the New Occidental Gold Mines N.L. at Cobar. The ore in the
New Occidental itself is a clean gold ore, but the company has been working
two adjoining mines, the New Cobar and the Chesney, producing copper-
gold ore.
TREATMENT OF GOLD ORES
415
The plant includes a cyanide section with a regeneration system for re-
moving copper (see Chap. XIV), while a special flotation section is pro-
vided for handling the copper-gold ores.
The production for 1945 is shown in Table 87.
Mount Morgan. This famous property, which is treating a copper-
gold ore, milled 67,260 tons in a recent month. The annual production
in 1946 was 2795 tons copper and 59,050 oz. gold from ore averaging 4.23
dwt. gold per ton and 1.9 per cent copper.
TABLE 87. GOLD PRODUCTION IN NEW SOUTH WALES, 1945*
.,
are production Recovery
Tons milled
Value, dwt.
CUI tons Au, oz.
Cu, Au,
per ton per cent per cent
72,662 8.85 28,517 88.5
25,528 6.43t 405 6,691 98.4 81.7
38,888 3.59t 881 5,733 98.9 82.0
" Compiled from figures given in E. and lJ1.J., September, 1945, p. 155.
t 1.61 per cent Cu.
t 2.29 per cent Cu.
QUEENSLAND
One of the important producers of the well-known Cracow gold fields
in this state is the Golden Plateau N.L. west of Rockhampton which is
cyaniding a quartz ore carrying fine gold. For the year ending June 30,
1946, a total of 82,728 tons was milled with a yield of nearly 50,000 oz.
gold. A considerable proportion of the recovery is made on corduroy
strakes,
NEW ZEALAND
The precious-metal production of New Zealand in 1945 was 372,908 oz.
gold and silver. The greater part of this was derived from dredging opera-
tions of which the Consolidated Gold, the Chitha River Gold Dredging,
and the Kanieri Gold Dredging Companies are the better known of the
various companies working the river and placer deposits of this country.
FIJI ISLANDS
In a series of six articles from July to December, 1947, in C.E. and M.
Rev., H. H. Dunkin describes gold-mining activities in the Fiji Islands.
The islands of the western Pacific constitute a remarkably homogeneous
major mineral province. A great belt of basic and intermediate igneous
rocks extends from the Philippines through Borneo and Celebes to New
416 CYANIDATION AND CONCENTRATION OF ORES
Guinea and thence to the Solomons, New Caledonia, New Zealand, and
Fiji. The andesites and dacites of these islands are associated with char-
acteristically silver-rich tertiary epithermal gold deposits.
The Mount Kasi lodes on Vanua Levu are associated with shear zones in
a silicified andesite breccia. On the Tavua field the gold deposits occur on
and near shears through basalt but are genetically related to younger
andesites which exist in the center of a basin but are eroded from its rim,
exposing the fractured and mineralized basalt. The gold occurs partly
as the native metal and partly as the tellurides sylvanite and hessite. In
the Dolphin East lode some of the gold has been proved to be submicro-
scopically associated with pyrite. The chief gangue mineral is drusy
quartz, and some ore consists of propylitized and fractured basalt with
tellurides on the fractures in well-developed crystals and with relatively
slight silicification. Minor vein minerals occurring in small amounts in-
clude marcasite, arsenopyrite, pyrrhotite, sphalerite, bornite, chalcopyrite,
covellite, native copper, native tellurium, and tetrahedrite.
Although there had been intermittent prospecting for gold in Fiji for
more than 60 years and at various times small showings of gold had been
discovered in river flats and rock outcrops, nothing of importance was found
until the Mount Kasi ore body was located in the Yanawai district of
Vanna Levu in the late 1920's. In 1931 a lO-head battery and pilot plant
was erected, and on July 8, 1932, the first shipment of 58 oz. of bullion
was exported by S.S. Niagara. Later the plant was enlarged, and the
company maintained regular production until it closed down in July, 1943.
Of over a score of companies operating to greater or less extent on the
Tavua field in 1935-1936, only five were active at the end of 1937.
However, production from the Emperor, Loloma, and Dolphin mines up
to June, 1946, has amounted to more than 1,500,000 tons of ore treated for
a yield valued at over 6,750,000 in Fijian currency. Since September,
1944, ore mined by these three companies has been treated in one central
plant at Vatukoula" (see Fig. 93), a town of some 3500 population. The
ores from the three mines are not blended for treatment but are treated
separately.
Central Mill at Vatukoula (Type IIIr). The grinding section has two
7- and 6-ft. grate-discharge primary mills, one Marcy and one Ruwolt, in
closed circuit with Dorr F 8-ft. by 26-ft. 8-in. classifiers and one 7- and 6-ft.
secondary Ruwolt mill in closed circuit with an 8- by 32- by 15-ft.-diameter
Dorr F bowl classifier. These grind the ore to 72 per cent through 200
mesh.
The Ruwolt mills have been speeded to 24 r.p.m., and recently another
similar secondary mill and classifier have been added to increase grinding
29 Hill of gold ("vatu," hill).
TREATMENT OF GOLD ORES
600-ton fineorebin
't .----Lime
417
2-7 x6 Grate7dischargfifJrtmarx mills ot!( ]
+
'-+
2-8'x 26'-8" Dorrclassifiers --- Sands
't
diam. Dorr bowl classifier
s
f f
("""G' (Sors) .
:;:::
7 x6 Secondarx Ruwoltboll mill
--
12t1'hl;kener NaCN
]
9-30'x I1'-10"Rake- tYfJe air lift-agitators
f -
Moore filter I2lant
Wash t --
t::
2-10' diam. x 42 ft. hig!J...gassing
:g
I ,,,, It'. .
4-15 -6 x15-II Wallace agtfators
t::
. :t {copper Sulphate
tonk Butyl Xanthate
C(j
2 -8 cell Denver flotationmochines
. 11
2-3 cell Fagergren flot. machines
- f f
(Cone.) (Toils)
Merrill -
Overflow
, , V
waste 30 x 8 thickeners
Crowe
U
Ii2I
i'atn
Filtrate
8'x10' Oliver ftlter
-T
t
Gold to 2- 4'- RotarY.. driers
refinery-
I 1/ f "
2- 130 - 9 lonl] x II -6 Edwards roosters
T . {MHk ot time /0 [st
Cyanide to 2 nd
5'x 4' boll mill .
t
3-11"-6" x //'-10 "Dorr agitators
"r--
30 xl2 Trajl thickeners
I
FIG. 93. Flow sheet of the Central Mill at Vatukoula,
418 CYANIDATION AND CONCENTRATION OF ORES
capacity. When this unit is operating, it is expected that grinding will be
improved to 85 per cent minus 200 mesh. Bowl-classifier overflow passes
to the 120-ft. thickener. Thickener overflow goes to the Merrill-Crowe
plant, and underflow to nine 30-ft. by 11-ft. Ill-in. rake-type agitators in
series and the Moore filters. Repulped filter cake is split so that part
circulates through gas tower, agitator, and circulating pump, finally over-
flowing the agitator to be pumped to rejoin the remainder of the pulp
stream in the first of a series of four Wallace agitators which are used for
conditioning by intense aeration.
The gassing section is in duplicate, one unit being used at a time. Gas
towers are 10 ft. inside diameter by 42 ft. high, of wooden construction with
1 7 ~ i n tongue and groove lining, and having a 6- by 6-in. pulp inlet, 6- by
12-in. pulp discharge, and 4- by 3-ft. gas inlet. The reinforced concrete
agitators are 11 by 10 ft. inside diameter by 4 ft. 6 in. deep, with steel
paddles. Circulating and agitator overflow pumps are, respectively, 4 and
3 in. Wilfleys with castings of acid-resisting chrome steel. The Wallace-
Denver agitators are 15 ft. 6 in. by 15 ft. 11 in. with 3-ft. 8-in. four-bladed
rubber-covered impellers driven by 20-hp. motors and doing 128 r.p.m.
A Wilfley pump elevates conditioned pulp from the Wallace agitators to a
30- by 12-ft. surge tank ahead of the flotation section.
It has been found that best flotation results are given by controlling the
quantity of pulp exposed to roaster gas so that the mixed gassed and un-
gassed pulp in the first Wallace agitator contains 0.048 pel' cent sulphur
dioxide (determined by titrating a 25-cc sample of solution with 0.40 N
iodine). In the Wallace agitators the pulp is subjected to agitation and
aeration for 5 hr. and is then pumped to a surge tank from which it gravi-
tates to the flotation conditioners. At this stage the pulp contains 0.003
per cent sulphur dioxide and has a pH of 6.0.
Copper sulphate, at the rate of 0.4 lb. per ton, is fed to the pulp in the
first Wallace agitator. Butyl xanthate used totals 0.2 lb. per ton, of which
half is added with pulp feed to the flotation surge tank and the remainder
to the 10- by lO-ft. Denver conditioners ahead of the rougher flotation
machines. For frothing, a mixture of equal parts cresylic acid and pine
oil is used, a total of 0.07 lb. per ton being added, part to flotation condi-
tioners and the rest to the flotation cells.
Only two rougher flotation machines are used, the third being held as
a spare, and no cleaning of flotation concentrate is practiced. The two
flotation machines operate in parallel, and a finished concentrate is normally
taken from the first four Denver cells of each machine, while concentrate
floating from the remaining four Denver cells and three Fagergren cells
constitutes a middling product which is returned to the flotation feed surge
tank. Denver and Fagergren flotation cells have steel tanks, and wear
TREATMENT OF GOLD ORES 419
has been fairly rapid owing to the acidity of the pulp. About once 11l
3 months the spare flotation machine is used, while the other machines are
overhauled in turn.
With correct gassing the telluride and auriferous pyrite float rapidly.
There is a moderate amount of latitude permissible in gassing, good results
normally being obtained on flotation feed pulp having pH of 6.0 gives best
results. The amount of sulphur dioxide required for correct gassing varies
with the different ores; laboratory tests show that Emperor and Loloma
ores usually require about 25 lb. S02 pel' ton 'while Dolphin ore requires
50 lb. S02 per ton of ore. Half-hourly determinations by the Fijian opera-
tors show the sulphur dioxide content of pulp irl the first Wallace agitator
and at the feed point of the flotation machines, also the pH of flotation
feed, the latter being determined colorimetrically,
Conditioning with sulphur dioxide gives good precipitation of dissolved
gold. Repulped Moore filter cake normally contains some 0.4 dwt. dis-
solved gold pel' ton of solids, while flotation residue averages 0.03 dwt,
dissolved gold per ton.
Final flotation concentrate from the 30- by 8-ft. concentrate thickener
passes to a 15- by 8-ft. surge tank and 8- by lO-ft. Oliver filter. Thickener
overflow and Oliver filtrate are used at the Moore filter for washing. The
filter cake passes to the rotary driers, which are 17 ft. 6 in. long by 4 ft.
17'2' in. diameter inside brickwork and revolve at 37'2' r.p.m, with a slope
of % in. pel' ft. These were originally in the Loloma mill, but the central
chrome-steel combustion cylinders have been removed, and new feed and
discharge hoods fitted. Conveyor belts transfer dry concentrate to a
storage bin 19 ft. 6 in. high by 14 ft. diameter whence it is fed to the Edwards
roasters. These are both duplex 60-rabble furnaces 130 ft. 9 in. long by
14 ft. 6 in. outside and 11 ft. 6 in. inside width. Rabbles 10 to 20 are
water-cooled, and rabble speed is 2.5 r.p.m. Slope is X6 in. pel'
ft. Roaster fans are Richardson superlimit load fans, with a capacity 0
15,000 cu. ft. per min. at 120C. and 6 in. standard water gauge. Fan
speed is 960 r.p.m. Cyclone and multiclone dust collectors are installed
on flues. The stack is 6 ft. 6 in. diameter by 203 ft. high. A 12-in.-cliameter
screw conveyor transfers calcine to a sunken reinforced concrete surge
agitator, 15 by 8 ft., where milk of lime is added. Calcine pulp passes to
a Wallace agitator and a 5- by 4-ft. ball mill in open circuit. This mill is
driven at 30 r.p.m. by a 60-hp. motor, and the calcine is ground to 80 per
cent minus 200 mesh. Mill discharge is cyanided for 3 days in three 11-ft.
6-in. by 11-ft. 10-in.-deep standard Dorr agitators and then passes to a
30- by 12-ft. tray thickener. Solution passes to the Merrill-Crewe plant,
and underflow rejoins the main pulp stream at the 120-ft. thickener.
During the year ending June 5, 1946, 170,481 tons was treated in the com-
420 CYANIDATION AND CONCENTRATION OF ORES
bined mill for a yield of 86,292 oz. fine gold. The over-all milling cost was
18s 8Ad per ton or 1 16s lId per ounce of gold. Details are given in
Table 88.
Cassel cyanide is normally added at two points in the mill circuit, viz.,
to gold solution overflow from a 120-ft. thickener and to a calcine ball-mill
feed tame Cyanide strength of gold solution for precipitation is main-
tained at a minimum of 0.03 per cent sodium cyanide, the pregnant solution
over a period averaging 0.04 per cent NaCN. Barren and mill solutions
supply all the cyanide used in grinding, thickening, and precyanidation
sections of the mill, the free cyanide content falling to 0.020 per cent
TABLE 88. METALLURGICAL RESULTS AT VATUKOULA
Item
Head, dwt. per ton , .
Head, sulphur, per cent .
Over-all extraction .
Flotation concentrate, dwt. per ton .
Partly cyanided calcine returned to 120-ft .. thickener,
dwt. per ton .
Over-all residue, dwt. per ton .
Cyanide consumption:
Precyaniding, lb. cyanide (NaCN) per ton .
Over-all, lb. cyanide (NaCN) per ton .
Lime consumption:
Precyaniding, lb. lime (CaD) per ton .
Over-all, lb. lime (CaD) per ton " , .
Emperor
8.06
1.45
89.5
110
6
0.85
0.81
1.54
14.2
15.3
Loloma
30.3
1.65
92.4
240
9
2.27
0.77
1. 78
13.4
15.0
Dolphin
31. 7
2.95
91.4
320
10.5
2.73
1.20
2.49
23.6
25.4
Loss of weight in roasting: 20 to 23 per cent.
Roaster discharge contains 0.25 per cent sulphide sulphur and 2 per cent sulphate
sulphur. ,
Reagent consumption in calcine cyanidation: lime, 35 to 40 lb. per ton of cal-
cine; cyanide (NaCN), 24 lb. per ton of calcine.
NaCN in pulp fed to Moore filters. Lime is added as a thick suspension to
the primary ball-mill feed and to the calcine repulper. A fairly uniform
supply of lime is fed to the primary ball mills to maintain alkalinity of the
overflow solution from the 120-ft. thickener at 0.04 per cent CaO. Alkalin-
ity of pulp steadily decreases through the agitation section, and pulp fed
to Moore filters averages 0.02 per cent CaO.
Lime for calcine cyanidation is added to the repulper to keep solution
alkalinity of 0.09 per cent CaO at this point. The calcine is repulped
with barren solution and receives up to 24 hr. agitation and aeration before
being pumped to the calcine ball-mill feed tank, where cyanide is added
to raise the solution to 0.09 per cent NaCN. Pulp discharged from the
TREATMENT OF GOLD ORES 421
calcine cyanidation section to rejoin the main plant flow averages 0.04
pel' cent NaCN and 0.04 pel' cent CaO.
A flow sheet of the central mill is attached.
PHILIPPINE ISLANDS
This is one of the most important gold-mining areas of the world. Its
history" goes back many generations. Natives of the Mountain Province
were making earrings and other ornaments of gold long before the Spanish
explorers penetrated the region.
Modern gold mining was initiated only 30 years ago. American pros-
pectors first met with conspicuous success in" the Benguet region, and
finally in 1933 the increased price of gold encouraged the development
of low-grade properties previously regarded as unprofitable.
The principal gold-bearing districts in the Philippines are (1) Mountain
Province, (2) Camarines Norte, (3) Suraigao, and (4) Masbate. The
first two are located in the island of Luzon, the distinction between them
being made because ore from the lodes of the Mountain Province (and
Masbate) is simple in character and well adapted to free milling treatment
while that from Carmarines Norte and Suragao is highly refractory, con-
taining substantial amounts of copper and other metals, which necessitate
the use of flotation and smelting methods.
Practically everyone of the 33 mills operating in 1941, with a production
of 1,130,000 oz. gold, were partially or totally destroyed during the war,
and only a few have yet been able to resume operation.
Table 89 shows the 1940 figures for the principal producers, with notes
as to present status. The first mill to start up after the war was the Atok
Big Wedge. Its 400-ton mill was put into operation in March, 1947, and
at reduced capacity milled 19,201 tons of 0.52-oz. ore in months.
'One of the most important postwar developments in the Islands is the
establishment of a central mill" at Baguio to treat ore from Benguet,
Balatoc, and Cal Herr mines, the plants of which were destroyed during
the war. The total reserves of the first two properties are estimated at
4,000,000 tons with a gross value of over $31,200,000. The mill is rated
at 1200 tons per day, later to be expanded to 4000 tons pel' day.
The Suragao Mother Lode has started milling a small tonnage, some
of which averages 0.88 oz. gold, and the Suragao Consolidated is milling
around 5000 tons per month of a low-grade are from its open pit. Half
30 Report of the National Development Co., under the supervision of the H.
E. Beyster Corporation, consulting engineers, Oct. 28, 1947.
31 Article by W. F. Boericke, E. and M.J., March, 1948. The author is indebted
to Boericke for much of the information regarding the present status of mining in the
Philippines.
422 CYANIDATION AND CONCENTRATION OF ORES
the recovered values were shipped to the United States as table and flota-
tion concentrates, the rest being recovered as bullion that is sold locally.
The Lepanto Consolidated, generally classed as a copper mine though
containing good gold values, was building a 500-ton flotation plant scheduled
to go into operation in March, 1948.
TABLE 89. PARTIAL LIST OF PHILIPPINE GOLD PRODUCERS*
Av.
District Company
1940tons value, t
Type of mill and present status
milled oz. per
ton
Luzon Benguet Consolidated 467,130 0.40 }Cyanide, 1200-ton postwar
Balatoc 738,716 0.38 plant now in operation.
Itogan 327,062 0.23 Cyanide, destroyed.
Atok Big Wedge 75,642 0.40 Cyanide, 400-ton plant now
operating.
Baguio Gold 142,545 0.22 Cyanide, destroyed.
Demonstration 44,360 0.16 Cyanide, destroyed.
Antamoc Goldfields 193,966 0.19 Cyanide, destroyed.
Lepanto:j: ... - ... .. .. Cyanide, 500-ton flotation
plant now being built.
Suyoe 79,152 0.36 Cyanide, destroyed.
Antipolo 5,736 0.27 Cyanide.
United Paracale 126,321 0.37 Flotation, destroyed.
Paracale Gumas 71,922 0.38 Destroyed.
San Mauricio 182,716 0.47 Flotati on, destroyed.
North Camarines 63,944 0.34 Destroyed.
Masbate Masbate Consolidated 1,078,573
0.085
Cyanide, destroyed.
Capsay 43,183
0.35
Cyanide, destroyed.
LX.L. 144,868
0.30
Cyanide, destroyed.
Mindinao
(Suragao) Mindinao Mother Lode 68,487 0.45 }Flotation, limited tonnage
Suragao Consolidated 117,012 0.27 being milled during re-
construction program.
Davao 4,334 0.31 Destroyed.
* Prewar-tonnage figures.
t Chamber of Mines of the Philippines. The figures in pesos per ton are recal-
culated at 70 pesos per ounce.
:j: Copper-gold ore.
In addition to the lode gold mines, there were five placer operations
listed in 1941, with a total output of about 1 million dollars from the 4H
million cubic yards handled. Several of the smaller operations have been
resumed, but no attempt has yet been made to rehabilitate the large
dredges in the Paracale field.
TREATMENT OF GOLD ORES
423
The total gold production of the Philippines for 1947 was about 100,000
oz., and for 1948 incomplete reports give a figure of 200,000 oz., which
is less than one-fifth the prewar production and is indicative of the extent
of the damage to the industry during the war years.
Atok-Big Wedge Gold Mining Co. (Type IIa). This well-designed
mill, the first to be rehabilitated since the war, is known to be one of the
most metallurgically efficient plants on the island.
The ore carries calcite and quartz with some pyrites, sphalerite, and
chalcopyrite. The free gold occurs in a very finely divided state.: The
mill has a capacity of 450 tons per day, and the feed averages 0.50 oz.
gold and 0.28 oz. silver pel' ton. .,
The ore is crushed in two stages to X in. and is then passed to a two-
stage grinding circuit consisting of Marcy and Traylor grate-discharge
ball mills closed-circuited with 16-ft. by 18-ft. 4-in. Dorr classifiers in the
primary stage and Traylor ball mills closed-circuited with Dorr bowl classi-
fiers in the secondary stage. Air lifts are used to elevate the pulp from
the mill discharge to the classifiers.
The pulp ground to 50 to 55 per cent minus 200 mesh and overflowing
the, bowls at 18 per cent solids, is split between two parallel circuits which
present several unusual features. Agitation is carried out without thicken-
ing in two sets of four 18- by 18-ft. Dorr agitators. Then stage washing
(rather than C.C.D.) is done in each circuit is a series of three 3
Ll-ft.
6-in.
by ll-ft. 6-in. Dorr thickeners, adding mill solution to the second thickener
and barren solution to the third. Finally, pregnant solution is overflowed
to the pregnant-solution tank from each thickener.
The last thickener underflow passes to an eight-section Moore filter
plant operated in two parallel units. The filtrates all pass to the mill
solution system, and the cake is given three barren washes followed by
a final water wash before being discharged to the tailings line.
Clarification is carried out in two 15-leaf tanks, and the solution pre-
cipitated by the Merill-Crowe system using bag precipitation boxes.
Precipitate is melted to bullion on the property.
The tailings average 0.022 oz. gold per ton, which is equivalent to a
95.6 per cent recovery.
The power consumption is distributed as shown in Table 90.
ASIA
Russia. There are no published figures on the exact gold production
in the U.S.S.R., but the estimated world total of 27 million ounces in
1946 credits Russia with a figure of 6 million ounces.f This figure agrees
reasonably well with the 225-million-dollar output (6,!/z million ounces)
32 Minerals Year Book, 1946.
---Orepulp
----Wolsr
0-------- Mill sotatton
----- PfBr;nonf so/aI/on
_._-- Bammsolution
rlmnBllJr!ver @3C"molslllre
lIDa.olGol-/T aD0.001 041
FIG. 94. Plan of the Atok-Big Wedge mill showing ore pulp, water, and solution flow.
H"-
l-..?
H"-
o
tj
o
z
p.
z
tj
o
o
Z
o
l=J
Z
t-3
H
o
Z
o
"'l
o
l=J
U1
TREATMENT OF GOLD ORES
425
estimated by Vladimir Petrov in his article on Russian gold production
in the magazine section of the Herald Tribune. for July 11, 1948. 'Petrov
believes that the Siberian gold fields on the Kolyma River yield not less
than three-quarters of the total Russian output.: The gold mined in this
extensive area is recovered by gravity methods, and evidently mining
communities of considerable size have been developed in recent years.
Rich mines such as the Ridder and Sokolni were also worked at one time
in the Altai Mountain district, and gold and platinum are known to have
been recovered by dredging operations in the Ural Mountains. It is
probable that both of these areas are being exploited today, since the
Soviets seem to regard gold production of special importance in their
present economy.
TABLE 90. POWER DISTRIBUTION AT ATOK-BIG WEDGE
Operation
Hp.-hr. per
ton milled
Per cent
distribution
12.09
59.42
15.45
4.60
5.60
1.98
0,82
0.04
100.00
1. 719
8.449
2.197
0,654
0.796
0,282
0.117
0,006
14.220
Crushing, , .. , . , ,
Grinding and classification.. .
Cyaniding, , .
Filtering, , . , , .. , , . , , .
Precipitation , .
Lighting., , , .
Water supply.. , . , .
Miscellaneous", .
1-----1-----
TotaL., , .
India. The most important gold-mining area in India is that of the
Kolar gold fields in the state of Mysore, Here the gold occurs in quartz
reefs and is free milling. The treatment scheme is all-sliming and in-
cludes blanket concentration followed by cyanidation.
Through J ohn Taylor and Sons, managers, and a subcommittee of the
chief metallurgists of the group of four plants operating at Kolar, Mysore
State, India, it is possible to give current treatment practice. (The
detailed and excellent paper of R. H. Kendall and A: F. Hosking in Trims.
34, I.JJ!I. and lJ1., Part 2, 1924, or in Proe. Empire 111. and lJ1. Conqr. (Lon-
don), Part 2, 1925, may be remembered by metallurgists; since then
amalgamation in the stamp- and tube-mill circuits, airlifts, and sand
treatment have been eliminated.)
The Kolar group of mines is a remarkable one for depth attained (be-
tween 7000 and 9000 ft.), ore persistence, ore reserves, ore production
(34,400,000 tons), gold production (21,000,000 fine oz.), and dividends
(27,900,000 ore, $112,000,000) during more than 60 years to the end of
1947. The ore of the four mines comes from the Champion lode or its
426 CYANIDATION AND CONCENTRATION OF ORES
branches and is free milling. The quartz is hard and abrasive, and free
gold is often seen. The average gold content in 1947 was 6.82 dwt.
Galena, pyrrhotite, pyrite, and mispickel are accessory minerals but rarely
exceed 1 per cent. At Nundydroog parallel western lodes containing up
to 13 per cent of these minerals are also being worked.
The general practice is as follows: The ore is delivered to sorting and
crushing stations and passed over grizzlies set at ~ in.; the coarse material
passes to picking belts or tables for removal of waste rock and tube-mill
pebbles and is then fed to jaw or gyratory crushers set at ~ in. Both
products are trammed to the stamp-mill bins, being weighed en route.
The waste rock picked out amounts to about 10 per cent, some of which
serves as tube-mill pebbles.
During 1947 an average of 170 head of stamps was in use. Screens
of 2 or 3 mesh are general; thus, the minus 1H-in. feed is reduced to
minus ~ in. Blanket tables and machines are used to catch gold and
sulphides after both stamps and tube mills; Nundydroog relies on post-
tube-mill concentration only.
The combined pulp from the stamps and tube mills is pumped to a
distributor. Fromthis, the pulp flows to primary and secondary classifying
cones; the underflows are fed to the tube mills, while the overflow from
the secondary cones is delivered to the slime collectors. All ore is ground
to a final product of 80 to 88 per cent through 200 mesh.
Slime treatment consists of collecting and thickening in cone-bottom
tanks, pumping the thickened pulp into either mechanical or Brown agi-
tators for contact with cyanide and thence into a stock ore surge tank.
Filtration is carried out in Butters-type filter installations, the treatment
cycles of which occupy approximately 100 min. Residue is pulped and
pumped to the dump.
Gold is precipitated from cyanide solutions on zinc shavings, which are
cut locally. Precipitation is practically complete.
Mill products and solutions are sampled at. all stages of operations.
During 1947, 508,217 tons of ore was treated in the four plants: Mysore,
Champion Reef, Ooregum, and Nundydroog. The ore averaged 6.82
dwt. per ton, and the residue 3.26 grains, equivalent to an extraction of
98.01 per cent. The cost was 100.5d or $1.66, per ton. The consumption
of cyanide averaged 0.543 lb. per ton of ore.
Burma;" Reports from the Bawdwin mine in Burma, which was the
leading silver producer of Asia in prewar years, indicate that substantial
output would require several years for reestablishing transportation facili-
ties, recruiting a labor force, and rehabilitating mine and surface plant.
In 1939 the Burma silver production was close to 7 million ounces.
as Data obtained from Minerals Year Book, 1945.
TREATMENT OF GOLD ORES
427
China and Manchuria. 33 These countries reported a gold production
in 1940 totaling nearly 600,000 oz., but as a result of the war and the
unsettled political conditions since, it is probable that the industry today
is largely inactive. No production figures are available.
Japan and Korea (Chosen);" Before the World War both of these.
countries were large producers of gold and silver. In 1940 the output of
each totaled about 900,000 oz. gold with 10 million ounces silver (Japan)
and 272' million ounces silver (Korea).
The industry was largely crippled, however, by the effects of the war,
and today no production figures or technical data as to methods used are
available. oJ
New Guinea. The Bololo Gold Dredging CO.34 had a fleet of eight
all-electric bucket dredges with a total capacity of about 2 million cubic
yards per month working on its leases along the Bololo River. All opera-
tions ceased, however, early in 1942, and much equipment was subse-
quently destroyed as a result of the war. The dredges are now being
put back into operation, but lack of power-plant equipment is holding
up production. Between the years 1932, when this area was opened up,
and 1942, 119 million cubic yards were handled with the production of
1,297,416 oz. gold and 5'Z5,726 oz. silver.
34 C.M. and M. Rev., January, 1947.
CHAPTER XVI
'Treatment Of Silver Ores
The previous chapters have been elevoteel to the treatment of golel anel silver
ores in which the recovery of silver, because of the relatively small amount
present, is not orelinarily of economic importance. There are, however, certain
mining areas where the recovery of the high silver values is 01' has been the
principal metallurgical problem.
The present chapter diecusses some of the current silver-treatment plants
anel also reviews briefly some of the olde: practices in important silver-mining
areas since closeel elown.
The greater part of the worlel's prcductior; of silver is derioed from the
refining of the base metals, particularly leael ores, anel complex ores of leael,
copper, antimony, anel zinc. J110st of these ores are concentrateel by flotation
rnethoels, anel the concentrates smelted:
There are silver ores, however, where the base-metal content is too low to
u s t ~ y the above conventional form of treatment, anel cya'11ielation offer the
most economic recovery method.
Table 91 gives some of the more important cyanidation and flotation data
obtained in laboratory tests on relatively pure samples of silver minerals.
NATIVE SILVER
Cobalt District, Ontario, Canada. A very complete history and
description of the mines, mills, and metallurgical treatment of the Cobalt,
Ontario, silver ores have been written by J. J. Denny, Fraser D. Reed,
and R. H. Hutchinson and published in 21st Ann. Rept., Onto Dept. lI1ines,
1922. Today not one of these mills is in operation.
It is of interest, however, to note that between the years 1904 and 1919
some 30 operating mines shipped 153,874 tons of high-grade ore averaging
1000 oz. silver per ton and 122,130 tons of concentrate averaging 664 oz.
silver per ton, which, together with bullion shipments, represented a total
output of 183 million dollars.
The ores of the Cobalt area were remarkable for their high content
of silver and for the complex assemblage of minerals found in the veins
and enclosing rock. Of the silver-bearing minerals, native silver was of
outstanding importance, as fully 97 per cent of the values occurred in this
form. It was found in masses ranging from large slabs to the finest, filmy
leaf. Other minerals included cobalt and nickel in the form of arsenides,
428
TREATMENT OF SILVER ORES
429
sulphides, antimonides, and various combinations of these, associated ami
often intimately mixed with a number of base-metal compounds.'
A variety of methods were used for treating high-grade ore and con-
centrates, including the amalgamation and cyanide process, the hypo-
chlorite-cyanidation process, the sulphuric acid-cyanidation process, and'
chloridizing roasting, while the lower grade material was treated by a -
combination of gravity concentration and flotation or cyanidation.
SILVER SULPHIDES
Shafter, Tex. (Presidio). Between 1883 and 1942 when it was closed
down, the Presidio mine of The American Metal Company, Shafter, Tex.,
produced more than 55 million ounces silver from an ore averaging 10 to
20 oz. silver pel' ton. An 85 pel' cent recovery was made in the 400-ton
gravity concentration and C.C.D. cyanide plant, which is well described
by D. E. Stem in Mining J., Apr. 15, 1941.
The ore was oxidized and siliceous, the principal constituent of the gangue
being quartz with some calcite. The silver minerals contained in the
ore were principally argentite and cerargyrite, the former predominating.
The lead minerals, all of which were argentiferous, were chiefly cerussite
and galena, with occasionally a little anglesite. The gold was free, but
most of the ore contained merely a trace.
The milling scheme included tabling at 10 mesh followed by regrinding
to 80 to 90 per cent minus 200 mesh and cyanidation by Pachuca agitation.
The solutions were maintained at 2.8 to 3.2 lb. pel' ton NaCN, and the
reagent consumption was 6 lb. lime, 2.5 lb. NaCN, and 0.25 lb. zinc dust
pel' ton of ore. Table concentrates averaged about 426 oz. silver per
ton and carried 52.5 per cent lead. The zinc precipitate analyzed 20,000
oz. silver and 5.60 oz. gold pel' ton and carried 1.02 per cent zinc and 24.1
pel' cent lead. Both products were shipped to Carteret, N. J.
Pachuca, Mexico. Silver in the Pachuca district, state of Hidalgo,
Mexico, occurs chiefly as argentite. A' part composite analysis of ore
treated at the present time is given in Table 92.
Flotation has been given thorough trials but has not succeeded in
equaling the economic results of cyanidation, according to R. R. Bryan
and M. H.Kuryla in Trans. 112, A.I.M.E., 1934.
The Loreto plant of Compafiia de Real del Monte y Pachuca has a
daily capacity of 3800 tons and is the largest silver-cyaniding works in
existence. No concentration is done.
The property was purchased by the Mexican government from the
United States Smelting, Refining and Mining Co. in September of 1948.
For several years past the tonnage and grade of ore has been dropping and
now stands at about 100,000 tons pel' month, assaying 300 grams silver
430
CYANIDATION AND CONCENTRATION OF ORES
TABLE 91. CYANIDATION AND FLOTATION
Mineral composition and cynnidntion extruetions
Argentitet Ag,S silver glance
Cerargyrite AgCI horn silver
Bromyri te AgBr
Embolite Ag(Br, CI)
87.1% Ag
75.3% Ag
All dissolved in
NaCN with good ex-
tractions.
87% in 72 hr.
93% with Nu,O,
97 to 100%
Native silver (when finely divided: wben coarse dissOlVeS)
very slowly)
Proustite Ag,AsS, Light ruby silver 05.4% Ag 42.5% warm 72 hr.
91% roast, changing
solution.
Pyrargyrite Ag,SbS, dark ruby silver 59.8% Ag
All do not dissolve
so readily.
07% warm 72 hr.
88% roast, changing
solution.
Stephunite Ag,SbS.
Polvbusitej AgDSbS,
08.5% Ag
75.0% Ag
90% in 72 hr. Not
improved by roak
80% warm 72 hr.
90% after roast.
Argentiferous galena PbS Ag in solid solution
Stetefeldtite Ag, CuO, FeO, Sb,O,S
Tetrahedritell CUBSb,S, gray copper. Ag replaces Cu
Sphalerite ZnS zinc blende, Ag in solid solution
Silver jarosite Ag,Fe,(OH),,(SO.). like plumbojarosite
Ag in manganese minerals
Ag tied up with these
minerals usually cya-
nided with great dif-
ficulty.f
99% in 24 hr. (An
exeeption.)
25% standard.
70% after roust.
Ag leached by H20,
in acidic solution or
reduction roasting.
Abstracted from: "Oxygen as an Aid in the Dissolution of Silver by Cyanide," R.I. 3004, U.S.B. of M.
and "Flotation of Silver Minerals," R.I. 3430, U.S.B. of M.
tAg dissolves according to the reaction:
AgCl +2NaCN = NaAg(CNJ, + NaCl
Where argentite was intimately mixed with pyrite, sphalerite, and gangue, roasting for 1 hr. up to 400'C
Wasnecessary for a + 75per cent extraction. Time is the important factor for argentite when pure. If tem-
perature of roast exceeds 6000 an insoluble silver silicate is formed.
In the case of polybnsite, silver 'may be partially replaced by copper and antimony partially replaced
by arsenic.
II Not all samples of tetrahedrite areas refractory as the one tested. Some yield up to 83per cent extraction.
In general the treatment includes
1. Fine grinding.
2. High alkalinity.
3. Lead and mercury salts to precipitate alkaline sulphides
Tests sbowed that
1. Oxygen was an aid in dissolving silver minerals.
2. Warm solutions are an advantage.
3. A low-temperature roast gives the best results of all.
TREATMENT OF SILVER ORES
431
CHARACTERISTICS OF SILVER MINERALS*
Flotation characteristics
Rntio of Best
concentration recovery
Normal flotation. Lime has little effect. Recovery lowered by iron oxides. 107.4:1 98.5
.
Starch helps concentrate grade.
Normal fictubion. Lime has little effect. Concentrate grade lowered by 25.5: 1 98.8
slimes but improved by starch.
oJ
Lime deleterious. Grade hut not recovery lowered by talcose material. 12.4: 1 94.5
Starch cannot be used.
t Lime deleterious. Both recovery' and grade lowered by slimes, but starch 68.7: 1 97.0
cannot be used.
Lime deleterious. Talcose slimes lowered grade only, but starch can be used 87.5: 1 94.4
to correct this.
Lime has little effect. Talcose slimes lowered grade only! but starch can be 07.5:1 98.7
used to correct this.
Lime has little effect. Taleose slimes lowered grade only, but starch can be 243.0: 1 99.1
used to correct this.
Amyl xanthate 0.5-1.0 lb. per ton
Aerofloat 15 0.1-0.2
CresyJic acid , " 0.05-0.2
The feed in the case of the synthetic mixtures averaged 15 to 70 oz. per ton. And where natural ores
were tested, slimes were also found to have a noticeable influence on results.
In a general way the results obtained with natural ores tended to confirm those obtained with the syn-
thetic mixtures.
t,Pyrargyrite is very sensitive to changes in flotation conditions. Sodium sulpltide was definitely "armful
in all cases.
The pure minerals were mixed with Sell sand and floated with and without the further addition of talcose
and iron oxide slimes. Following dry crushing, the mixture was ground in a pebble mill to minus 65 mesh.
Each sample was then floated in a Denver Sub-A laboratory cell for 10 min. at 22 per cent solids. The re-
agents used were
432
CYANIDATION AND CONCENTRATION OF ORES
and 3 grams gold per ton. The higher ratio gold than previously is due
to the discovery some 5 years ago of a new vein carrying about 10 grams
gold per ton.
Some details of 1948 operations of the Loreto follow (see Fig. 95):
Crushing. Mine are of a maximum size of 12 in. is reduced to ~ B in. by
one gyratory and two cone crushers, between which are grizzlies and vi brat-
mg screens.
Grinding. Two-stage grinding in cyanide solution is practiced. For
primary grinding, 8- by 6-ft. Marcy grate mills and 6- by 12-ft. trunnion
Traylor ball mills are used in closed circuit with 6- by 22-ft. Dorr classifiers,
which are the only type operated in Pachuca. Nearly 80 per cent of the
feed to these mills is coarser than 3 mesh and up to 1 in. The classifier
overflow is 64 per cent solids. For secondary grinding, 6- by lO-ft. Traylor
mills of the trunnion type and 5- by lO-ft. trunnion mills of local make are
used in closed circuit with an 8- by 22- and a 6- by 22-ft. classifier, respec-
TABLE 92. CHEMICAL ANALYSIS OF PACHUCA ORE
Constituent
Per
Constituent
Per
cent cent
Silica........................... 71.6 Copper ...................... 0.05
Alumina. ...................... 8.7 Manganese. . . . . . . . . . . . . . . . . . 1.6
Iron. .. .................... . . .. 2.9 Sulphur . . . . . . . . . . . . . . . . . . . . . 0.7
Lead.. ....... - ................ . 0.05 Lime and magnesia .... . .. . . 3.8
Zinc. .......................... 0.5 Sodium and potassium oxide. 1.9
tively. The classifier overflow contains 20 per cent solids; a sieve test
of the final product shows on 48 mesh 2.20 per cent; on 65, 7.90; on 100,
9.17; on 150, 13.13; on 200, 8.09; and through 200, 59.51 per cent.
Thickening. Ten Dorr thickeners, 48% by ~ ~ It., yield a pulp of 45
per cent solids.
Between 1934 and 1945 the are became more difficult to settle and
underflows dropped' to as low as 30 per cent solids. The trouble was
largely overcome by removing about 1000 tons per day of plant solution
and replacing with fresh cyanide solution. The solution r:emoved is plant
barren solution, which is first passed through the regeneration plant to
recover its cyanide, silver, and gold content and then discarded with the
tails.
Agitating. Eighteen Pachuca tanks, 15 by 60 ft., and 32 "flat" tanles,'
20 and 24 by 30 It., do the agitating. The latter is a tank equipped with a
Dorr-thickener mechanism and air jets. Air at 35 lb. pressure is used
in the Paohucas and at 18 lb. in the flat tanks. Agitation proceeds for
73 and 70 hr., respectively.
Aero-brand cyanide is dissolved in barren solution to make a strong solu-
TREATMENT OF SILVER ORES
433
tion, and this is added to the agitators to bring the strength to 0.17
per cent NaCN. Litharge is added in the dissolving tank to 'eliminate
soluble sulphides. Cyanide consumption, excluding regeneration, amounts
to 1.62 kilograms pel' ton ore. Lime consumption is 9.0 kilograms.
Filtration. Butters tanks, each with 187 leaves, 67 by 117 in., do the
filtering. Each tank averages 11 cycles of 128 min. each day, and each
cycle is divided into 26 min. for caking, 38 min. for barren wash, 15 min.
for water wash to mill, and 20 min. for water wash to regeneration, the
remaining 29 min. being required for filling transfers, discharging, etc.
A vacuum of 18 in. is maintained. Average cake is 7-& in. thick.
Clarification and Precipitation. Solution from the filters is clarified in
12 Sweetland presses, which can handle 2)'4 tons per day per square foot
of surface. They are discharged twice and cleaned once each day, and
leaves are acid-treated every 10 days.
The Merrill-Crewe system of zinc-dust precipitation is used. Centrifugal
pumps force the solution through the presses. Zinc consumption is 170
grams pel' ton of ore. The dried precipitate assays 83 pel' cent silver and
0.46 per cent gold, also 0.25 per cent selenium and some other metals.
Melting and Refining. Precipitate is melted to bullion in the usual
manner, granulated borax and bottle glass being used, in an oil-fired
reverberatory furnace of 15 tons' capacity. The temperature is raised
to 1050C., and slag is skimmed off. Air is then blown in, and the slag
is skimmed for 60 hr. Then the metal is tapped into a continuous anode-
casting machine. Anodes weigh 10 kilograms, and a furnace charge
makes 2000 of them in 5 hr. of casting. The bullion is increased in fine-
ness from 950 to 993; copper is the principal impurity remaining.
The anodes are next parted in 200 Thum-type electrolytic cells, and the
resultant silver is 999 plus fine. The gold mud is reduced to anodes, which
are treated in Wohlwill cells, giving gold 999.8 fine.
Extraction. The current extraction (1948) now averages 85 per cent
of the silver and 90 per cent of the gold contained in the are.
Cyanide Regeneration. The plant for the regeneration of 3800 tons
of cyanide solution per day is described in Chap. XIV.
Treatment of Silver Ores at Tonopah, Nev. The old milling practice
used at Tonopah, Nev., well-known silver district, is of interest to metal-
lurgists today because of certain special treatment features discussed
below.
'Writing in 1912, von Bernewitz
'
says:
In Tonopah there are five mills: the Belmont, Extension, MaeNamaru, Montana,
and West End, while at Millers, 12 miles north, are the Belmont and Tonopah mills,
ore being shipped to these at a cost of 70 cents per ton. In nearly every case gyratory
1 Cyanide Practice 1910 to 1913, p. 506-509.
,....
CD
i>
o
o
o
z
o
i:'J
>-3
;>
>-3
H
o
Z
o
OJ
o
i:'J
U1
o
>-1
e-
Z
H
o
;;-
>-3
H
o
Z
'1
LIME EMULSION
PLANT
Milling solution
CYANIDE SOWTION
PLANT
lJYUff'Ut;;: I Mixer
4 '-6'x 12' Traylor ball Lime emulsion
Oorr classifiers
50% mililannage
9-5'x10'ball mills
9-6,r22'Oorr classifiers
36 %mill lannage
10-50'x15'Oarr thickeners
Miscellaneous
operations
(Truckhaulage)
I , uocrosne:are storage-3,000 metric tons
...
4" Grizzly
Traylor 20"gyratory crusher- 31--/'product
2-Symons 4 'x8 'rod deck screens
2-Symons canecrushers 3,I/producl
i T Sal7)0ling andweighing
Crushedare slarage-2O,OOOmetric Ions
SanJuan
Pachuca shaft
25%Imililannage
25%mililannage
THICKENING
SECONDARY
GRINDING
CRUSHING
PRIMARY
GRINDING
AGITATION
Circuit No. 30aiam tank
I ?-24'deep a'
3-20'deep 25%lmilllannage
2 ?-24'deep
3-20aeep
3 12-2o'deep
o-j
!=:I
t=J
t>
H
""
Z
o-j
o
";I
U1
H
t"'
<1
t=J
!=:I
o
!=:I
t=J
Ul
CLARIFiCATION
Zinc dust
feeder
Thickener overflowsolution
4-6'x12Crowe vacuumtanks
~ o >
Barren
'sDiUiiOn '\Z:/ "11111"1t!!1I1111t11t1l1t7_44plote Merrill
p,rccipilale filterpresses PRECIPITATION
Borax and ~ :--.,
scrap gloss ~ 2-F?everberatory furnace
- _ Anodes ;0parting
Cos/ingmachine plant
~ MELTING
Mif/
i / ~ ~
Mill
to/Is
Q
Gold-Silver- Copper
precipitate to smelter
CYANIDE
REGENERATION
FILTRATION
FIG. 95. Flow sheet of the Loreto mill at Pachuca, Mexico.
H"-
(X>
I:.H
CYANIDA'l'ION AND CONCENTRATION OF ORES
crushers are used for breaking ore as it comes from the mines, the procedure being
to crush first in a large crusher up to the No. 71tl type E: Gates size and pass through
revol ving trammels, the oversize being aguin reduced in No. 3 size gyratories, tho
final product for the stamps being about 1
1
:
1
in. Sorting is done at the Belmont and
J\bcNamam mills, at the former ana pan conveyor from which 15 per cent is rejected,
and a.t the latter on II 30-in. rubber belt from which 6 per cent is sorted out. From
the crushing depnrtment, the arc is taken to mill bins by 20-i11. belt conveyors, or
bucket elevators, and distributed by the usual automatic devices.
There is no amalgamation at Tonopah, nor is it necessary on this class of ore.
Crushing is done in weak and warm (from 50 to 80F.) cyanide solutions, so the are
is in contact with solution from the stamps to filtration. This is necessary as well
[IS the heating, which, although somewhat expensive, quickens the solution and ac-
celerates the dissolving action. Solutions are usually heated to about 95
0
and in
one case to 120
0
by live steam introduced in the agitators.
The practice of using hot solutions is briefly as follows: At the new Belmont mill
the temperature at the stamps is from 60 to 70F., and at the Puchuoa agitators
exhaust steam from the mill air compressor is fed in, increusing it from 90 to 100
0
In the ill. and S. Press of Jun. 27, 1912, A. H. Jones, metallurgist at this plant, gave
some valuable duta on this subject. On an are carrying 0.05 oz. gold and 18.2 oz.
silver per ton, 60 hr. ngitution with both 60 and 90
0
solutions, the tailing averaged
0.0175 and 3.45 and 0.0125 and 1.90 oz., respectively. Tests on 48 and 69 hr. at similar
temperatures gave as marked results. Besides the effect on extraction, the hot
solutions flowing through the mill kept the whole. place at a good working tempera-
ture. At the Montana-Tonopah, are is crushed in 50 to 60
0
solution, which is in-
creased to 110
0
at the Hendryx agitators by live steam. It is found also that the
heat [Lids settling. There is a marked decrease in extraction without hot solutions.
Tonopah ores carry as much as 3 per cent pyrite, but concentration is not always
employed, it being done only at the Belmont, Montanu, Tonopah, and West End.
It would seem that, if the grade of the are and percentage of mineral are not too
high, tables are not necessary, and this varies from time to time in the various
plants. At any rutc, a very close saving is not attempted. The Extension Com-
pany dispensed with their Deister tables, selling them to the West End. The Bel-
mont, Montann, and Tonopah use Wilfley tables. Concentmte is collected, steam
dried in large trays, sacked, and shipped to smelters. Freight and treatment cost
nearly $70 per ton.
All-sliming is the standard method, with the exception of the Tonopah mill at
Millers, where three products arc made : concentrate, sand, and slime. At this
plant reduction is by stamps and Chilean and Huntington mills, while at Tonopah
the procedure is as follows: The pulp from the stamps is fed into Dorr duplex classi-
fiers making 12 strokes per minute, from which slime overflows and coarse mate-
rial is fed into tube mills by means of a special feeder. Discharge from these is
elevated to the Dorr classifier, where II further classification takes place, followed by
further grinding in the tube mill, and so on.
Vari ous types of thickeners or dewaterers are in use, the practice being to allow
the clear solution to overflow and decant off as much as possible for battery storuge,
When it gets too high in gold content, it is decanted to the tank for precipitation. As
at many other mining centers there is quite a difference of opinion regarding the ef-
ficiency of agitators, the Trent being used at the MaeNnmaru., Montana, and 'West
End; the Hendryx at the Montana; Pachuca tanks llt the new Belmont mill; and
ordinary mechanical agitators and air lifts at the Belmont and Tonopah at Millers,
TREATMENT OF SILVER ORES 437
these being in series at the Belmont plant. Centrifugal PUIl1PS' and air at about
20-lb. pressure are used for the Trent system, and better results are obtained if pulp
is drawn off near the top of a full vat and pumped through the arms as usual. Agita-
tion proceeds for upward of ,18 hr. At the new Belmont mill, slime is first agitated
in six Pachuca tanks, and from these it is elevated to Dorr thickeners by an air lift,
prior to going to another set of six Pachucas, making a total of 48 hr. agitation, ~ .
idea being to get rid of as much valuable solution as possible before sending slime to
the filter plant. Cyanide and lead acetate are added to the agitators, the former
being from 2 to 5 lb. solution, while regular addition of the acetate is found nenessnry
at all mills. Lime is usually slaked and added to the tube-mill feed. Consumption
of chemicals at the Extension is as follows:
Lead acetate .' 0.9 lb. per ton
Cyanide. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2.5
Lime. . . 3.5
Agitated slime is drawn off to stock tanks, which serve the purpose of storage
from agitators and excess from filter plants. The latter have little of special note
about them, being of the ordinary stationary leaf type which hns been described
so often in technical papers.
Zinc-dust precipitation is used at the new Belmont and Montana mi11s, and zinc
shavings at the Belmont, Extension, MacNamara, Tonopah, and West End. Mothods
of dealing with precipitate vary somewhat. At the new Belmont precipitate is
dried, mixed with 5 per cent borax, and smelted in double-cornpurtment, oil-fired
Rockwell furnaces lined with carborundum, kaolin, and water glass. At the Ex-
tension it is dried, fluxed, and smelted in oil-fired Steele-Harvey t il tiug furnaces
which contain a No. 250 graphi te crucible, while at the Tonopah mill the fine ainc-
shaving precipitate is incompletely dried, mixed with crude borax which swells up
through the mass, and then smelted in six coke-fired tilting furnaces. Crucibles
last from 90 to 130 lu-, and are turned once. Tonopah bullion will average 950 fine
in silver and a trifle over 10 in gold and is sampled by being bored at opposite corners
of top and bottom bars. The bullion is shipped by freight like any other 111.er-
chandise.
The Montana Tonopah closed its 500-ton mill in 1923, and thereafter
no operating mill in the district employed concentration.
The average gold extraction in this district was 94 pel' cent, and the
average silver extraction 92 per cent.
The Sunshine mill operated by the Sunshine Mining Company is
situated 6 miles from Kellogg, Coeur d'Alene district, Idaho. The mine
is the largest silver producer in the United States. In 1937 its output was
12,147,719 oz. silver and 2,784,289 lb. copper. In 1947, on a curtailed
basi" due to labor shortage, it produced 5,034,160 oz. silver, 1,249,555 lb.
copper, and 5,881,796 lb. lead. The 1200-ton mill employs the straight
flotation flow sheet shown in Fig. 96, the concentrate being shipped to
a lead smelter. In 1947 the ore averaged 44.5 oz. silver (associated with
galena and tetrahedrite, Cu
SSb2S7
) , 0.55 per cent copper, and 2.61 per
CYANIDATION AND OF 011ES
cent lead. The recoveries were 98.::i3 pel' cent of the silver and 98.01 per
cent of the lead. Milling costs were 96 cents pel' ton.
The flotation reagents used are 0.13 lb. pel' ton butyl xanthate and
0.73 lb. pel' ton frother. The frother is n, mixture of 1 part Barrett No.4
with 3 parts methyl amyl alcohol.
Average concentrate analysis for 1917 is shown in Table 93.
The New York and Honduras Rosario Mining Company operates
two mills in Honduras, the Rosario and Mochito mills, and the EI Dorado
mill in EI Salvador. The following information in regard to the latest
practice at these mills was supplied to the author through the courtesy
of the president of the company, YV. A. Prendergast.
Rosario Mill (Type IIa). The mill treats 550 tons daily of an ore
carrying 13.2:'5 oz. pel' ton silver, 0.071 oz. pel' ton gold, O.i:i pel' cent zinc,
0.5 pel' cent lead, and 2.0 pel' cent manganese.
Primary crushing is carried out in two gyratory crushers making; a 2-in.
product, 350 tons of which is crushed in twenty 1800-lb. stamps and 200
TABLE 93. AVERAGE CONCEN'.rRATE ANALYSIS AT SUNSHINE
Silver (Ag ) .
Lead (Pb ) .
Copper (Cu ) .
Zinc (Zn) .
Bismuth (Bi ) .
Antimony (8b) .
Arseni c (As) .
376.55 oz.
22.00 pel' cent
'1.67 per cent
2.46 pel' cent
0.045 per cent
'1.2-[ per cent
2.27 per cent
tons in a 6- by 5-ft. Allis-Chalmers ball mill charged with 5-in. alloy-steel
balls. This mill is in closed circuit with a 5- by 25-ft.6-in. DSFXM
Don classifier overflowing a 35-mesh product. The stamp milling is
carried out in cyanide solution (3 lb. KCN pel' ton of solution). The
product passing battery screens is dewatered in two 6- by 20-ft.
Don DSC classifiers, the overflow going to thickeners and the underflow
to two 5- by 9-ft. ball mills in closed circuit with two 6- by 18-ft. DSC
Don classifiers, also overflowing a 35-mesh product. A rationed hall
charge of 70 per cent 3-in. and 30 pel' cent 4-in. moly-chrome alloy balls is
used.
The minus 35-mesh product from both classifiers flows to an 8- by 6- by
20-ft. DSF classifier which is close-circuited with two 5- by 9-ft. ball mills
using a 2-in. ball charge. The final pulp runs 26 pel' cent plus 150 mesh.
The total steel consumption for crushing and grinding is 1.86 lb. per ton
of ore milled.
Four 35 by 10-ft. DOlT thickeners and one 35- by 15-ft. DOlT balanced-
type tray thickener produce pulp underflows, by means of direct-connected
-l-iu. Dorrco diaphragm pumps, of 40 pel' cent solids. This thickened
TREA'rMENT OF SILVEH ORES
439
Jewellshaft
l .
400- tan coarse ombms
t
A/Z.ron feeder
-II--r-
30 cOnJleyor belt
+/-"-
Grizzley I "LSf20Cin{l
--T ---
t.
Undersize
I
" t
24 conveyor belt
oJ t
3' TroJ!!or crusher
--I
1/ "f t .
unaersue
24 rnnlle)f0r belt
I:L-
2-Allis Chalmers lowheadscreens
I r
Oversize
-r
24 II caney"or belt
4'SYfTlons short head erusher
!,200- ton fine ore bin
- ) I
Classifier overflow to flotation
2-bonks of 20cells
3 - 4 disc 6 I American !Yl2e mters
t-'
70 smelter
FIG. 96. Flow sheet of the Sunshine mill, Coeur d'Alene district, Idaho.
20 cells No. 24 Denver sub-A
440
CYANIDATION AND CONCENTRATION OF ORES
pulp is agitated for 83 hr. in batches in eighteen 15- by "!5-ft. Paohuca
tanks and in three 35- by 10-ft. Dorr mechanical agitators. The air
pressure in the Pachucas is 35 lb. per sq. in., and about 95 cu. ft. per min.
is used. The cyanide is added to the Pachucas to maintain a strength
of 4.6 lb. KCN per ton of solution, and lime is held at 0.8 lb. per ton of
solution. The cyanide consumption is 2.956 lb. KCN per ton of ore, and
the lime consumption is 15.21 lb. of crude lime of 8.15 lb. CaO per ton
of ore.
Filtration is done in three Merrill center washing slime presses with one
hundred 3-in. by 4-ft. by 6-ft. frames, the plates covered with 8-oz. sail
canvas, which has a life of 1100 charges or 79 days. The press cycle con-
sists of charging with pulp for 10 min., a barren solution wash of 28 min.,
a water wash of 34 min. under 55-lb. pressure, and sluicing of the presses
for 20 min. with water at 75-lb. pressure on the nozzles. For the washes
at the presses 825 tons of barren solution and 1,025 tons of water are
used; 2,425 tons of water are used for sluicing the presses. The dissolved-
values loss in the tailings are 7 cents in silver and 3 cents in gold.
The precious metals are precipitated from the solution by means of zinc
duct of which 0.4735 lb. per ton of ore milled or 0.03929 lb. per fine oz. of
bullion is consumed. The pregnant solution averages about $2.88 per
ton, and 2000 tons is precipitated per 24 hr. The effluent carries a trace
of the metals.
Thirty-five per cent of the silver and 71 per cent of the gold are dissolved
in the grinding circuit, 5.5 per cent of the silver and 24 per cent of the gold
during agitation and 0.8 pel' cent of the silver and 0.7 per cent of the gold
in the filters.
In 1948 the Mills-Crowe cyanide recovery process regenerated 174,066
lb. KCN from the barren solution. This enabled the carrying of a high
cyanide strength in the agitators, a longer water wash on the Merrill
filter presses, and a low mechanical loss in the tailings from the filters.
Mochito Mill (Type Vs). This mill, which is located at Mochito,
near Lake Yoj oa, treats 100 tons pel' day of a high-grade silver ore carrying
about 39 oz. silver pel' ton. It has a relatively high manganese content
(4 pel' cent) mostly in the form of pyrolustite, The silver occurs with
lead and zinc sulphides.
The ore is delivered from the mine to the mill, a distance of about a
mile, by means of Diesel trucks. The ore is crushed to a l;!/z-in. product
through a No.3 gyratory crusher. Primary grinding is done in a 6 by 5
Allis-Chalmers ball mill in closed circuit with a Denver mineral jig and
a 4-ft. by 18-ft. 4-in. Dorr DSFH classifier, and the overflow carries about
10 per cent plus 150 mesh in the pulp. The pulp from the secondary
classifier is thickened in a Denver 38- by lO-ft. thickener, the underflow
TREATMENT OF SILVER ORES
441
going to eight Massco Fahrenwald flotation cells, five of 'which are used' as
roughers, two as cleaners, and one as recleaner. Pine oil, Am'ofloat 31,
reagents 404 and 301 are used. The pH is maintained at about 7.6.
Flotation tailings are thickened in a 38- by lO-ft. thickener to about 40
per cent solids, the underflow being elevated by Oliver slurry pumps -to
two Denver disk filters, 6-ft. diameter rend five leaves each. .
The cake from the filters, which carries about 20 per cent moisture, is
repulped in barren cyanide solution from the precipitation plant and is
then aerated in an 8-ft. Denver agitator, where the lime emulsion is added.
Cyanide is then added to the pulp as it flows to agitation. The pulp is
agitated 63 hr. in six 12- by 36-ft. Pachuca tanks, the cyanide being
maintained at about 6 lb. KCN per ton of solution and the lime at 0.8 lb.
The pulp from the Paehucas then flows to four 38- by 10-ft. counter-
current washing thickeners. Two 8- by 10-ft. Oliver filters are now being
TABLE 94. REAGENT CONSUMPTION AND RECOVERY OF VALUES AT J\1CCHITO
Reagent consumption Per cent of total recovery
Reagent
Lb. per ton
Operation Gold Silver Lead
milled
Cyanide (KCN) ............ 7.4 Jigs 10 5 3.5
Zinc dust .................. 0.66 Flotation 41 41.2 32.0
Flotation reagents. . . . . . . . . 0.89 Cyanidation 35.75 40.75
Lime (CaO) ................ 12.70
Total 86.75 86.95 35.5
installed for filtration of the pulp from washer 4 in order to lower the
mechanical loss in cyanide,' which is high because of the high cyanide
strength required during agitation.
The precious metals are precipitated from 400 tons of solution daily
by the Merrill-Crewe system using zinc dust.
Dorado Mill (Type IIa). This mill, located at San Isidro, El Salvador,
treats 100 tons pel' day of an oxidized ore carrying 1.61 oz. per ton silver
and 0.25 oz. pel' ton gold.
The ore is very hard, and about 3.25 lb. of balls is consumed pel' ton in
grinding. Due also to the large quantity of wet clay present, it is necessary
to wash the are before crushing.
The washing is done in cyanide solution by means of a 4- by 19-ft.
washing trommel with a I-in, punched-plate screen. The undersize is
dewatered in a Stearns-Roger dewatering drag 4 by 26 ft., the overflow
of which, containing about 11 pel' cent of the tonnage, is pumped direct
to the primary thickener. The trammel oversize is discharged onto a
24-in. picking belt where waste is hand-picked and the are delivered to
442 CYAKIDATION AND CONCENTRA'l'ION OF ORES
a No. 50 Kue-Ken crusher set to crush at ~ in. The crusher product
plus the dewatered drag sands are delivered to the fine ore bin at the
grinding plant by means of a 16-in. by 280-ft., 15-deg. inclined con-
veyor.
Primary grinding is done by means of a 6- by 5-ft. Marcy ball mill in
closed circuit with a 3- by 15-ft. Wemco screw classifier. The secondary
grinding is carried out in a 4- by 10-ft. ball mill charged with 1.5-in. balls
and in closed circuit with a 6-ft. by 21-ft. 4-in. model F DOlT classifier,
the overflow being all minus 150-mesh product and flowing directly to the
primary thickener, which is 38 ft. 7 in. in diameter by 10 ft. deep. The
underflow is maintained at 40 to 45 pel' cent solids and is agitated in
three 21-ft. 6-in. by 16-ft. mechanical Wemco agitators with an air pressure
of about 12 lb. on the airlift. These are in series and flow into four 38-ft.
7-in. by lO-ft. washing countercurrent thickeners, all underflows being
maintained at 40 to 45 pel' cent solids.
Six hundred tons of pregnant solution is precipitated daily by means of
the Merrill-Crewe system, the precipitates being collected in a bag unit.
Owing to the colloidal slimes present in the ore, it has been found neces-
sary to add to the washing solution 0.015 lb. caustic starch and a lime
emulsion before washing the ore in order to get flocculation of the slimes.
About 10 lb. of lime is consumed in washing the ore.
MANGANESE-SILVER ORES
Oxidized silver ores containing the higher oxides of manganese are
generally refractory to metallurgical treatment. Manganese fouls mercury
if amalgamation of the gold content is attempted. A refractory com-
pound of manganese and silver is formed, probably a manganite, which
is insoluble in cyanide solution and other common solvents for silver.
Caron Process. The Caron Process (D. S. Patent 1,232,216, Aug. 3,
1917), described by G. H. Clevenger and M. H. Caron in s-a. 226, U.S.B.
of 111., is based on the following principle: When oxidized ores containing
a refractory compound of manganese and silver are heated in a reducing
atmosphere, the higher manganese oxides are reduced to manganous oxides,
and if cooled so as to prevent reoxidation, the refractory compound is
rendered amenable to cyanidation. Refractory compounds of silver also
can be so treated.
Manganese-silver ores occur generally in acid-eruptive rocks, chiefly
rhyolite and dacite flows of later Tertiary age. Potassium-aluminum
silicate is a vein material, and the vein quartz replaces the calcite. The
manganese oxide is generally of secondary origin and is formed by atmos-
pheric agencies. For the foregoing reason manganiferous ore from near
the surface may be refractory but from depth may be amenable to treat-
'l'REATMEK'J' OF SILVER ORES 443
ment. "Wad," a hydrous manganese manganate, is common in the zone
of oxidation.
Various treatments of the raw ore have proved unsuitable-concentra-
tion (including flotation), magnetic separation, chloridizing, roasting, \Tol-
atilization, sulphuric acid, and heating with organic matter. The Ag to
Mn ratio persists in all sieve sizes from plus 20 to minus 200 mesh.
Laboratory tests were made in the United States and in Sumatra,
followed by plant-scale runs in the latter country and a 50-ton plant at
Pachuca, Mexico. Direct cyanidation of raw ore containing 2 to 10 pel'
cent gave 50 per cent extraction of the silver, but ore with 25 per
cent gave only 25 per cent extraction. oJ The Caron process, on the
other hand, extracted 92 per cent of the gold and 90 per cent of the silver.
The pilot plant in MeA-1CO successfully treated ore containing 2.8 to 13
per cent and 12 to 20 oz. Ag. The Clevenger kiln (U. S. Patent
1,379,083, May 24, 1921) was fired with producer gas with the following
analysis: CO, 15 pel' cent; CI-h 5.5 per cent; 4.6 per cent; 6 per
cent, the remainder being nitrogen.
The general conclusions as to the operation and efficacy of the Caron
process are
1. Size of ore fed to the rotary kiln may be as coarse as 1 to 2 in.
2. Producer gas of 150 B.t.u. or higher, made from any fuel, may be used.
3. Temperature range is 500 to 700, best at 600C.
4. Calcine should be discharged into an inert atmosphere or directly into cy-
anide solution.
5. Unaltered MnO: after calcining should be determined.
6. Alkalinity control is important.
7. Excess air should be used during grinding and agitation.
S. Gold in some manganese-silver ores is amenable to direct cyanidation, and
its extraction is not increased by reduction. Gold in other ores follows the silver
and is more or less refractory and is benefited as much as silver by reduction.
9. Silver extraction of 60 per cent from raw ore may be increased to from SS to
96 per cent.
10. Cyanide consumption is not affected by MnOe.
11. Lime consumption may be 16 lb. per ton.
12. A daily economic minimurn-trentrnent plant for these ores is 200 tons, and
the cost could approach $1 per ton, the equivulent of dead roasting and treating a
low-sulphur ore.
Caron described the application of the process at Tambang Sawah,
Sumatra, Dutch East Indies, a translation appearing in the 111.J. (London)
Feb. 19, 1927. The ore, mainly quartz, carried 18 pel' cent manganese
dioxide, 30 oz. silver, and 8 dwt. gold. Mter being crushed to 1 in., it was
heated 4 hr. ill a rotary kiln. It remained hr. in the reducing section
of the kiln in producer gas at 600C. The JVln02 was reduced to 2 per
cent. The ore was then ground and cyanided, yielding 87 per cent of the
4JJ CYANIDATIO))" AND CONCENTRATION OF ORES
silver and 97 per cent of the gold, as compared with 25 per cent by raw
treatment. Chemical consumption was 2.2 lb. cyanide, 5.5 lb. lime, and
1.3 lb. zinc per ton ore.
A very complete bibliography covering the treatment of manganese-
silver ores is given in Bul. 226, U.S.B. of 111., 1925, by Clevenger and Caron,
McClusky Process. Manganese is found in varying percentages in
the ores at Fresnillo, Mexico; although, fortunately, the average content
is not enough to necessitate special treatment, ores from some parts of
the mine contain sufficient manganese to affect seriously the extraction
of the silver. To improve the extraction on this relatively small quantity
of refractory ore, S. P. McOlusky, formerly metallurgist with the Fresnillo
company, developed a modified method of what has become known as the
sulphur dioxide process for manganiferous silver ores. This is described
by W. E. Crawford in Trans. 112, A.I.M.E., 1934, as follows:
Briefly, the method consists of (1) grinding of are in water, (2) subjecting the pulp
to the action of sulphur dioxide gas to dissolve the manganese minerals, (3) precipi-
tating the dissolved manganese with a lime emulsion, (4) aerating the pulp, and' fin-
ally (5) cyaniding in the usual manner. The ideas involved in the method are (a)
that part of the sil vel' is in too close association with the manganese minerals which
inhibit the action of cyanide solution on this silver: (b) that, when these minerals are
dissolved by S02, the associate.l silver is liberated and thereby becomes accessible
to the solvent action of the cyanide solution. Moreover, if the dissolved manganese
is then precipitated by lime emulsion and oxidized to the manganic state by aera-
tion, it no longer affects extruct ion, although it still remains in the pulp.
The content of silver in the arc and the gain in extraction by sulphur dioxide
treatment, plus the cost of the process, are the criteria by which the applicabili ty of
the process to manganiferous silver ores may be judged. At Fresnillo argentite is
the predominant silver mineral. It is associated with pyrite and mangaucse minerals.
In practice, the ore is ground in a weak, "spent" solution of 0.008 pel' cent KeN
so that 30 or 35 pel' cent passes through a 200-mesh sieve and 1 per cent is coarser
than 10 mesh. The pulp then flows to a 4-in. Wilfley centrifugal pump, which de-
livers the pulp to the top of the first and second of the sulphur dioxide treatment
towers, which are scaled, airtight chumbers, three in numbeI:. These towers are of
wood, 3 by 3 ft. in cross section and 17 ft. high, with wooden baffies lined with white-
iron plates. The purpose of the baffle plates is to disperse the pulp as it falls through
the towel', so thut it may come into irrtimute contact wi th the ascending current of
SO, gus. The flow of the pulp and SO, gas is countercurrent, the pulp is constantly
enriched in acidity and the gas mixture progressively depleted of S02 from unit to
unit. The final result is thnt the gas exhausting to the atmosphere contains slightly
more than 1 per cent S02 indicating a total absorption of 85 per cent of the avuilable
S02. The gus used in this process and in the oyanirle-regeneration plant nt Fresnillo
is produced by roasting the pyrite from flotation in seven-hearth Herreshoff furnaces.
From the SO, absorption towers the pulp passes through five conditioner tnnks
a.rru.nged in series. An emulsion of lime is added to the fourth tank for the purpose
of precipitating the dissolved manganous and ferrous compounds, as manganous and
ferrous hydrates. The low-pressure air in this and the fifth tank assists in oxidizing
TREATMENT OF SILVER ORES'
445
the manganous and ferrous compoun:ls to manganic and ferric compounds. After
passing through the last conditioner tank the pulp is returno.l to the mili for regrind-
ing in a 6- by 14-ft. Traylor ball mill in closed circuit with a DOlT bowl duplex classi-
fier. The overflow of this classifier, which avcrugcs 60 per cent minus 200-mesh
material, .i oins the feed of the plant treating the regular sil vel' ore.
The gain in extruct.ion necomplisheI by the sulphur dioxide treatment varies 90n-
sidernbly with different ores, but it appears to be in direct proportion to the amount
of manganese dissolved by the gas, approximately 7 grams silver for every 0.1 pel' cent
dissolved manganese. An increased recovery by this Lre.rtment, of 25 grams silver
per ton, represented a substantial economic advantage when silver was quoted at
around 30 cents (United States currency) per ounce.
The laboratory pilot test, cnrrierl out daily in conjunction with the plant treat-
ment, often showed as much as 35 grams additional re'covery of silver. Mixing of the
S02-treated slimes with the general mill slimes made it difficult to check the actual
additional recovery in the plant.
An interesting point is noted in connection with tests for the oxygen content of
solution in the pulp leaving the final treatment tank of this unit. This solution is
entirely devoid of free oxygen; moreover, it required several hours of vigorous agita-
tion with air to satisfy the oxygen-consuming requirement and to render it susceptible
to the absorption of free oxygen. In view of this, it is quite possible that a separate
cyanide circuit for these treated slimes would be a distinct advantage, especially if it
were so designed that several hours of agitation and aeration could be given prior to
the addition of cyanide.
CHAPTER xvn
Costs and Pouter
COST OF PLANT CONSTRUCTION
Factors in the cost of building ore-dressing and treatment plants are
t}1)e or ore, daily tonnage, accessibility of the mine, and the simplicity or
complexity of the process. A mill in 'which amalgamation alone is employed
may cost $700 to $1000 pel' ton ore treated pel' day; all-slime cyanide
plants, $1200 to $2000 pel' ton; all-flotation plants, $1000 to $1200; cyanide-
flotation 01' flotation-cyanide plants, at least $1500 pel' ton-day depending
upon the size of plant, for in general the unit costs tend to drop as the
scale of operation is increased up to about 1000 tons per day. These
figures are based on a 50 per cent rise over 1936 costs. On the Rand the
prewar cost of a plant consisting of crushers, stamps, tube mills, and sepa
rate sand and slime treatment to handle 50,000 tons per month was around
400,000 ($1,900,000), whereas one with crushers, tube mills, and all-
slime treatment was about 300,000 ($1,400,000) at the old exchange
rate. Those in charge of small mines being developed or already equipped
to handle up to 100 tons ore daily will find considerable information of
value in 1.0.6800, U.S.B. of M., 1934, "Mining and Milling Practices at
Small Gold Mines," by E. D. Gardner and C. H. Johnson.
Roasting Plants. The prewar cost of roasting plants in Canada,
exclusive of the cost of the stack and cyanide equipment but including the
building itself, ranged from $2500 to $3500 per ton per day of roaster
capacity. Today Edward roaster installations cost from $3000 to $4500
per ton of daily capacity, and it is estimated that the FluoSolids system
will cost about $2000 using the same basis of calculation.
COST OF OPERATION
Only where a group of mines operates in a single district are costs com-
parable and then only with reservations. In general, cost systems are
fairly uniform, yet in studying costs of a number of plants it is noticeable
that in some cases there is a tendency to omit certain operations which
are proper charges against ore dressing and treatment. These should
covel' the first stage of coarse crushing, whether it be underground or on
the surface, as' well as the disposal of the residue, the recovery of bullion,
and returns from products sold and must include the cost for labor, power,
supplies, repairs, and compensation.
In 1936 when data were being compiled for "Cyanidation and Concen-
446
COSTS AND POWER
447
\
\ ,
\.
,
...
" ...
,
Estimated1948 figures
--
V
-
-
-
r; /
pre-war iqores
100
80
60
50
40
30
tration of Gold and Silver Ores," considerable published information was
available on milling costs in various parts of the world. At th'e present
time, however, it is extremely difficult to obtain reliable figures on the
cost of ore treatment owing to the fact that during a period of rising prices
and wages the mine managements do not consider current cost data tYiJi-
cal of normal operation and are unwilling to release them for publica-
tion.
Another factor which applies particularly to the United States and
Canada .and which tends to make cost-per-ton figures unreliable is the dis-
parity between the rated capacity of many of .,the mills and the actual
500
400
300
20
20 304050 70 100 200300 500 1,000 2,000 4,000
Doily capacity; ton: per 24 hours
FIG. 97. Plot showing relationship between the daily capacity of straight cya-
nide plants and the over-all cost per ton of are treated. The figures are based
on an average of a number of Canadian producers.
tonnage being handled today. This is partly attributed to shortage of
underground labor and partly to the fact that during the war period not
only was maintenance heavier than normal bu] opportunities for improve-
ments in technique were lacking. '
The operating costs for straight cyanide plants show a greater uniformity
than is the case for plants employing combinations of cyanidation and
flotation.
Figure 97 shows the relationship between the tonnage capacity and
total milling cost per ton based on the 1939 figures for a number of typical
Canadian plants. Saving in overhead and labor is the principal factor
that enters into the decreasing cost per ton for the larger operations.
Considerable variation will be found in individual cases depending upon
hardness of ore, fineness of grind, hours of treatment required, reagent
448 CYANIDATION AND CONCENTRATION OF ORES
consumption, and the situation of the property in its bearing on cost of
supplies, etc.
The total cost of producing an ounce of gold in Canada increased from
$22.35 in 1939 to $32.07 in 1945, according to the report of the director of
the Ontario Mining Association for 1945. This represents a 43.5 per cent
increase. From various other data which are available, however, it ap-
pears that milling and treatment costs (mining excluded) have probably
not risen on the average over about 30 per cent. The broken line in Fig.
97 indicates estimated present (1948) average cost on the basis of this 30
pel' cent rise.
It is probably safe to assume that the milling costs for straight cyanide
plants in Canada today (1948) will be found to be somewhere between
these two lines.
Kerr Addison, for instance, is milling 2800 tons pel' day for a total of
72 cents pel' ton.
Hollinger in the 40 weeks ending Oct. 6, 19'18, milled an average of 3627
tons per day at a total cost of 77.29 cents pel' ton, of which 37.90 cents was
labor cost.
Average figures compiled from a number of plants indicate the following
general distribution of costs on a percentage basis, though considerable
variations are noted between individual plants.
TABLE 95. AVERAGE DISTRIBUTION OF TREATMENT COSTS
--
Distribution by
Distribution by milling department Per cent labor, power, Per cent
and supplies
Crushing and conveying ............ 15
Grinding and classification .......... 40 Labor 45
Cyunidut.ion" ....................... 1 35 Power 20
Miscellaneous]. . .. . .................
I
10 Supplies 35
Total ...................... .. . . . . . I 100 . . .. . . . . 100
I
'" Where a combination of flotation and cyanidation is used, the combined cost
approximates this same percentage.
t This includes such items as heating and lighting, sampling, assaying, experi-
mental work, repairs, and various indirect costs, depending upon the system of cost
distributions in use. It is partly because widely different methods of charging out
such costs have been adopted that considerable divergence in over-all cost distribu-
tion is to be found.
DIRECT CYANIDATION
The following typical examples of cost distribution in Canada may be of
interest.
COSTS AND POWER
4.49
TABLE 96. COST DISTRIBUTION FOR A lOOO-TON-A-DAY PLANT IN CANADA
Per Cent of
Tota! Cost
Sorting. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2
Crushing and conveying. .. .. .. .. . .. .. .. .. .. .. .. 15.9
Grinding and classifying " 39.7
Thickening and agitation 5.7
Filtering. . , 7.5
Clarifying and precipitating 3.2
Reagents. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 8.3
Pumping , 5.5
Refining , , J.. 2.0
Total cyaniding. . . . . . . .. . . . . . . . .. .. . .. ... 32.2
Laboratory and assaying , , 1. 7
Heating , 1.7
Residue disposal. . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 2.3
Mill alterations , 0.1
Total miscellaneous , . . .. . 5.8
100.0
FLOTATION AND CYANIDATION
A typical example of cost distribution is to be found in the following
1936 figures for a 1000-ton-per-day flotation and cyanidation plant in
Ontario, Canada.
TABLE 97. COST DISTRIBUTION FOR A lOOO-TON-A-DAY FLOTATION AND
CYANIDATION PLANT IN CANADA
Per Per
Operation
cent
Operation
cent
-
of of
total total
--
Crushing......................... 9.8 Light and heat ..................... 1.7
Ball milling....................... 19.4 Superintendence................... 2.2
Tube
milling....................... 18.5 Repairs .... ................... " 0.5
Filtering............... " .... , ... 8.8 Flotation....................... ... 9.4
Thickening....................... 5.7 Tailings disposal. ................ 2.5
Agitating., ........ ............... 3.7 Reagents ........ .. . . . . . . . . . ....... 8.5
Clarifying and precipitation...... 2.5 Cleanup, spills, and elevating...... 0.5
Assaying and sampling. " ........ 3.5 Experiments and research......
'" .
0.6
Refining. ............ - ............ 2.2 TotaL ........... . ...... -.- . ... ..
"100.0
FLOTATION, ROASTING, AND CYANIDATION
Consolidated Beattie gold mines is a good example of a large plant em-
ploying flotation, roasting, and the cyanidation of concentrates. Approxi-
mately1300. tons per day of arsenical gold is treated for an over-all cost of
$1.05 per ton, distributed as shown in Table 98.
450 CYANIDATION AND CONCENTRATION OF ORES
The roasting cost works out at approximately $1.22 per ton of concen-
trate, distributed as shown in Table 99.
At MacLeod Cockshutt Gold Mines, Ltd., the cost of roasting in 1941-
1942 was 32 cents per ton milled or $1.25 per ton of ore roasted, while at
Lake Shore mines for the same year the cost was about 80 cents per ton
roasted.
TABLE 98. FLOTATION, ROASTING, AND CYANlDATION COSTS
AT BEATTIE, 1948
Operation Dollars per ton
Per cent
distribution
Crushing and conveying.. .......... 0.236 22.5
Flotation and drying. .............. 0.532 50.8
Roasting. .. , ....................... 0.122 11. 7
Cyanidation........................ 0.157 15.0
Total. ........................... 1.047 100.0
TABLE 99. ROASTING COST PER TON OF CONCENTRATE
Item
Dollars Per cent
..
per ton distribu tion
Labor .................. 0.61 50.0
Supplies ................ 0.23 18.8
Power .................. 0.19 15.6
General ....7 0.19 15.6
Total ................. 1.22 100.0
LOW-COST OPERATION IN THE UNITED STATES
The 700-ton mill operated by the Standard Cyanide Co. in Nevada
between the years 1939 and 1942, when it was closed as a result of govern-
ment order during the Second World War, succeeded in making a profit
from ore carrying as little as 0.06:oz. gold per ton. Cheap, open-pit mining
methods were used, and good extractions were obtained when grinding to
only 3 mesh. These, among other factors, made for extremely low-cost op-
eration.
The 596,482 tons milled yielded $1.86 per ton at a total cost of $1.18
per ton of which $0.52 was milling cost.
COSTS ON THE RAND
The distribution of costs at Randfontein Estates Gold Mining Co.,
which is typical of the older sand-slime type of plant, is shown in Table 100.
COSTS AND POWER 451
In the case of the more modern continuous-treatment plants, East
Geduld's total milling cost in 1946 was 36d (60 cents), of which cyaniding
accounted for 19.5 cents.
The percentage cost distribution at Marievale Consolidated Mines, Ltd.,
TABLE 100. OPERATING COSTS-PER CENT DISTRIBUTION AT
RANDFONTEIN ESTATES, 1947
Labor'
Operation Power Stores Sundry Total
White Native Total
--- ---
Crushing................ 0.74 4.71
oJ
2.81 12.13 1.37 2.50 3.87
Stamping ............... 4.67 4.82 4.90 0.78 5.68 1.61 16.78
Grinding................ 6.81 17.40 3.18 1.99 5.17 3.59 32.97
Cyaniding .............. 1.70 14.11 3.80 3.99 7.99 8.35 31.95
Slime disposal. .......... 10.50 0.01 0.30 0.46 0.76 0.30 1.12
Sand disposal. .......... 0.09 0.48 0.82 2.32 3.14 1.34 5.05
---------
---
Total. ....... , ........ 14.06 41.53 14.37 12.04 26.41 18.00 100.00
* White labor includes supervision. Native labor includes compound cost, which
is about 37 per cent of total native costs.
TABLE 101. PERCENTAGE COST DISTRIBUTION AT MARIEVALE
Labor'
Operation Power Supplies
Misc.
Total
White Native
Crushing .................. 1.57 10.18 6.54 5.85 0.71 24.85
Milling.................... 13.53 17.35 7.24 1.99 0.55 40.66
Cyaniding................. 5.60 17.24 9.21 2.05 0.39 34.49
Totals ................... 20.70 44.77 22.99 9.89 1.65 100.00
* White labor includes operating and engineering, supervision, plant mechanics,
foremen, and shift operators. Native labor includes cost of compound which is
about 42 per cent total native costs.
the newest plant of the Union Corporation, is shown in Table 101 for the
year 1947, during which 617,000 tons was milled.
POWER
Cyanidation. The power required in cyanide plants varies with type
of are, fineness of grind, etc., but in general the range is 20 to 30 kw.-hr.
per ton of daily capacity.
The power distribution at Preston East Dome mines in Ontario, Canada,
is shown in Table 102.
The relative distribution of power between the crushing and grinding
452 CYANIDATION AND CONCENTRATION OF ORES
sections will vary according to the fineness of crushing and the type of
plant, but on the average these departmentswill together consume 60 to
70 per cent of the total power.
Flotation. The power consumption for straight single-product flota-
tion plants varies, according to A. M. Gaudin,' from 12 to 20 kw.-hr, per
TABLE 102. POWER DISTRIBUTION AT PRESTON EAST DOME
Operation Horsepower
Per rent
distribution
2.4
29.6
36.6
24.5
6.9
100.0
17.5
60 1
100
10
32 J
10
250
12.5
4
12
15
33.5
31
50
30
7.5}
42
717
Sorting (pumping and conveying) .
Crushing (primary) .
Crushing (secondary) .
Screening " .
Conveying , .
Magnets .
Grinding. . .
Classification .
Thickening .
Agitation .
Filtration .
Pumping (pulp) '" .
Pumping (solution) " .
Low-pressure compressor .
Vacuum pump .
Refinery .
Lights and hot plates 1------'----1-----
TotaL .
TABLE 103. POWER DISTRIBUTION FOR U.S.
Crushing, screening, and conveying .
Grinding and classification .
Flotation .
Concentrate disposal .
Water supply ' .
Miscellaneous ' .
FLOTATION PLANTS
.14.6 per cent
45.0
28.4
3.9
4.1
4.0
100.0 percent
ton, depending on the fineness to which the ore is ground. The average
percentage power costs for the various. departments of seven United States
producers is given in Table 103.
POWER CONSUMPTION ON THE RAND
The power consumption at Ranclforitein Estates, which is milling 13,000
tons per day by the older sand-slime process, is shown in Table 104.
1 Flotation, McGraw-Hill, 1932.
COSTS AND POWER
453
Distribution figures for the new 2100-ton-per-clay Marievale plant are
shown in Table 105.
TABLE 104. POWER DISTRIBU.TION AT RANDFONTEIN ESTATES,. 1946
Crushing and screening .
Stamping .
Primary grinding .
Secondary grinding .
Dewatering and pumping water .
Cyaniding .
Total. .
1.090 kw.vhr.
6.160
5.888
7.095
0.530
2.790
23.553 kw.vhr.
.,
per dry ton milled
per dry ton milled
TABLE 105. POWER DISTRIBUTION AT MARLEVALE
Total crushing plant (including spray water)....... 1.97 kw.vhr. per ton milled
Primary grinding. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 5.48
Secondary grinding. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 11.60
Dewatering and pumping pulp. . . . . . . . . . . . . . . . . . . .. 0.40
Agitation (including air) 4.00
Fil tering. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1. 66
Precipitation and solution pumping
Total. 26.60 kw.vhr. per ton milled
I
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
J
Appendix
APPENDIX A
Useful Reference Information.
This appendix contains miscellaneous information, methods of calculation,
factors, and other items to which the millman may refer to refresh his memory.
CALCULATION OF RECOVERY IN CONCENTRATE
This method is from E. M. Hamilton's Manual of Cyanidation, 1920:
Let C = assay value of concentrate.
H = assay value of heads.
T = assay value of tails.
R = ratio of concentration.
W = weight of concentrate in per cent.
P = percentage recovery.
L = percentage loss in tails.
R=C-T
H-T
W = H - T X 100
C-T
P = 100 X C(H - T)
H(C - T)
P = C X 100
HXR
L = 100 X T(C - H)
" R(C - T)
THE ELEMENTS
Table 106 has been compiled from the Journal of the American Chemical
Society, 1933, and from the Handbook of Chemistry and Physics, 1933.
(Atomic weights corrected 1950.) .
GENERAL CONVERSION FACTORS
One of the most frequent tasks of the engineer is the rapid and accurate
conversion of the units of measure of one system into the different but
related units of another system.
Each engineer remembers the conversion factors of those units that he
~ ~ most frequently. If, however, he has to convert units other than
457
458
CYANIDATION AND CONCENTRATION OF ORES
TABLE 106. THE ELEMENTS
Atomic Atomic Weight
Melting
Name Symbol
number weight lb. per cu. ft.,
point,
DC.
Actinum (rare) ........... Ac 89 227
Aluminum............... Al 13 26.97 168.5 658.7
Antimony................ Sb 51 121.76 388.3 630.0
Argon (a gas) .......... A 18 39.944 86.4 (liquid) -188
Arsenic .............. , ... As 33 74.93 357.7 500
Barium.................. Ba 56 137.36 236.0 850
Beryllium............... Be 4 9.02 114.9 1280
Bismuth ................. Bi 83 209.00 603.7 271
Boron.................... B 5 10.82 152.9 2400
Bromine (a liquid) .. '" .. Br 35 79.916 194.8 -7.3
Cadmium................ Cd 48 112.41 539.9 320.9
Calcium ................. Ca 20 40.08 96.1 810
Carbon.................. C 6 12.00 140.5 3600
Cerium................... Ce 58 140.13 430.7 700
Cesium (rare) ............ Cs 55 132.91 116.9 26
Chlorine (a gas) .......... CI 17 35.497 94.1 (liquid) -101.5
Chromium............... Cr 24 52.01 432.0 1520
Cobalt ................... Co 27 58.94 543.7 1480
Columbium (rare) ........ Cb 41 92.91 524.4
Copper .................. Cu 29 63.57 518.1 1083
Dysprosium (rnre )....... Dy 66 162.46
Erbium (rare) ............ Er 68 167.64 298.0
Europium (rare) ...... " . Eu 63 152.0
Fluorine (a gas) .......... F 9 19.00 71.2 (liquid) -223
Gadolinium (rare) ........ Gd 64 156.9
Gallium.................. Ga 31 69.72 369.1 29.75
Germanium.............. Ge 32 72.60 340.9 958
Gold..................... Au 79 197.2 1204.8 1063
Hafnium (rare) .......... Hf 72 178.6
Helium (a gas) ........... He 2 4.002 9.4 (liquid) -271
Holmium (rare) .......... Ho 67 163.5
Hydrogen (a gas) ........ H 1 1.0078 4.4 (liquid) -259
minium (rare) .......... '. II 61 146
Indium (rare) ............ In 49 114.8 454.5 155
Iodine ................... I 53 126.92 308.4 113.5
Iridium.................. II' 77 193.1 1399.6 2350(?)
Iron ..................... Fe 26 55.84 438.9 to 493.2 1530
Krypton (a gas) .......... Kr 36 83.7 134.8 (liquid) -157
Lanthanum (rare) ........ La 57 138.92 383.9 81O(?)
Lead..................... Pb 82 207.22 687.0 327
Lithium (rare) ........... Li 3 6.940 33.3 186
Lutecium (rare) .......... Lu 71 175.0
Magnesium.............. Mg 12 24.32 108.7 651
Manganese ............... Mn 25 54.93 463.2 1210
Masurium................ Ma 43 97.8
Mercury (liquid) ........ Hg 80 200.61 845.6 -39.7
APPENDIX A
TABLE 106. THE ELEMENTS (Contimwd)
459
Atomic Atomic Weight,
Melting
Name Symbol
number weight lb. per cu. ft.
point,
'C.
Molybdenum............. Mo 42 96.0 562.5
2410
.
Neodymium (rare) ....... Nd' 60 144.27 434.5 840(?)
Neon (a gas) ............. Ne 10 20.183 -253(?)
Nickel. .................. Ni 28 58.69 536.9 1452
Nitrogen (a gas) ......... N 7 14.008 50.6 (liquid) -211
Osmium'.................. Os 76 191.5 1404.6 2700
Oxygen (a gas) ........... 0 8 16.000
J
71.2 (liquid) -218
Palladium................ Pd 46 106.7 759.1 1549
Phosphorus (soft) ........ P 15 13.02 146.1 44.2
Platinum................ Pt 78 195.23 1334.1 1755
Polonium (rare) .......... Po 84 210.0
Potassium (soft) ......... K 19 39.10 54.3 62.3
Praseodymium (rare) ..... Pr 59 140.92 404.2 940
Protoactinium (rare) ..... Pa 91 231
Radium (rare) ........... Ra 88 226.05 700
Radon (an emanation) ... Rn 86 222.
Rhenium (rare) .......... Re 75 186.31
Rhodium................. Rh 45 102.91 776.6 1950
Rubidium (rare) ......... Rb 37 85.44 95.6 38
Ruthenium (rare) . .' ...... Ru 44 101.7 752.9 2450(?)
Samarium (rare) ....... , . Sa or Sm 62 150.43 480.7 1300
Scandium (rare) .......... Sc 21 45.10
Selenium.................. Be 34 79.96 268.4 217
Silicon................... Si 14 28.06 146.7 1420
Silver: ................... Ag 47 107.880 650.5 960.5
Sodium (soft) ............ Na 11 22.997 60.6 97.5
Strontium................
Sr'
38 87.63 156.1 900(?)
Sulphur .................. S 16 32.06 124.9 106.8
Tantalum............. '... Ta 73 180.88 1036.3 2900
Tellurium................ Te 52 127.5 375.8 452
Terbium (rare) ........... Tb 65 159.2
Thallium (rare) .......... Tl 81 204.39 740.4 302
Thorium................. Th 90 232.12 705.4 1842
Thulium (rare) ...... " ., . Tm 69 169.4
Tin...................... Sn 50 118.70 455.1 231.9
Titanium................ Ti 22 47.90 280.9 2000
Tungsten................ W 74 184.0 1161.1 3400
Uranium................. U 92 238.07 1167.4 1850
Vanadium................ V 23 50.95 372.1 1720
Xenon (a gas) ............ Xe 54 131.3 219.7 (liquid) -140
Ytterbium (rare) ......... Yb 70 173.04
Yttrium (rare) ........... Y 39 88.92 237.2 1490
Zinc ..................... Zn 30 65.38 448.9 419.4
Zirconium........ '.' ...... Zr 40 91.22 402.0 1700(?)
460 CYANIDATION AND CONCENTRATION OF ORES
these, he often has to consult several handbooks before the desired con-
version factor is found.
With the recognition of a need for a concise table of conversion factors,
the following data applicable to metallurgical needs are taken from a
compilation by Robert B. Fisher formerly of the Dorr Company for its
staff:
EXPLANATION
1. Data are-arranged alphabetically.
2. Unless designated otherwise, the British measures of capacity are those used
in the United States, ~ the units of weight and mass are avoirdupois units.
3. The word gallon, used in any conversion factor, designates the United States
gallon. To convert into the Imperial gallon, multiply the United States gallon by
0.083267. Likewise, the word ton designates a short ton, 2000 lb.
4. The figures 10-1, 10-', 10-
3
and so on denote 0.1, 0.01, 0.001, respectively.
S. The figures 10
1
, 10', 10
3
and so on denote 10, 100, 1000, respectively.
6. With respect to the properties of water, it freezes. at 32F. and is at its maximum
density at' 39.2F. In the conversion factors given using the properties of water,
calculations are based on water at 39.2F. in vacuo, weighing 62.427 lb. per cu. ft.,
or 8.345 lb. per United States gallon. .
7. "Parts per Million," designated as p.p.m., is always by weight and is simply
a more convenient method of expressing concentration, either dissolved or undis-
solved material. As a rule, p.p.m. is used where percentage would be so small as to
necessitate several ciphers after the decimal point, as one part per' million is equal to
0.0001 per. cent.
8. As used in the sanitary field, p.p.m. represents the number of pounds of dry
solids contained in 1,000,000 lb. of water, including solids. In this field, 1 p.p.m.
may be expressed as 8.345 lb. of dry solids to 1,000,000 Vnited States gallons of water.
In the metric system, 1 p.p.m. may be expressed as 1 gram of dry solids to 1,000,000
grams of water, or 1 milligram per liter.
9. In arriving at parts per million by means of pounds per million gallons or milli-
grams per .liter, it may be mentioned that the density of the solution or suspension
has been neglected; and if this is appreciably different from unity, the results are
slightly in' error.
TABLE 107. CONVERSION FACTORS
MuUiply
Acres
Acres
Acres
Acres
Acre-feet
Acre-feet
Acre-feet,
Atmospheres
Atmospheres
Atmospheres
By
43,560
4047
1.562 X 10-
3
4840
43,560
329,851
1233.49
76.0
29.92
33.90
To oblain
Square feet'
Square meters
Square miles
Square yards
Cubic feet
Gallons
Cubic meters
Centimeters of mercury
Inches of mercury
Feet of water
APPENDIX A
TABLE 107. CONVERSION FACTORS (Continued)
461
Multiply
Atmospheres
Atmospheres
Atmospheres
Barrel (oil)
(cement)
Bags or sacks (cement)
Board-feet
British thermal units
British thermal units
British thermal units
British thermal units
British thermal units
B.t.u. per minute
B'-t.u. per minute
B.t.u. per minute
B.t.u. per minute
Centares (centiares)
Centigrams
Centiliters
Centimeters
Centimeters
Centimeters
Centimeters of mercury
Centimeters of mercury
Centimeters of mercury
Centimeters of mercury
Centimeters of mercury
Centimeters per second
Centimeters per second
Centimeters per second
By
10,333
14.70
1.058
42
376
94
144 sq. in. X 1 in.
0.2520
777.5
3.927 X 10-
4
107.5
2.928 X 10-
4
12.96
0.02356
0.01757
17.57
1
0.01
0.01
0.3937
0.01
10
0.01316
0.4461
136.0
27.85
0.1934
1.969
0.03281
0.036
To obtain
Kilograms per square meter
Pounds per square inch
Tons per square foot
Gallons
Pounds
Pounds
Cubic inches
., Kilogram-calories
Foot-pounds
Horsepower-hours
Kilogram-meters
Kilowatt-hours
Foot-pounds per second
Horsepower
Kilowatts
Watts
Square meters
Grams
Liters
Inches
Meters
Millimeters
Atmospheres
Feet of water
Kilograms per square meter
Pounds per square foot
Pounds per square inch
Feet per minute
Feet per second
Kilometers per hour
Centimeters persecond
Centimeters per second
Centimeters per second
Centimeters per second per second
Cubic centimeters
Cubic centimeters
Cubic centimeters
Cubic centimeters
0.6
0.02237
3.728 X 10-
4
0.03281
3.531 X 10-
5
6.102 X 10-
2
10-
6
'
1.308 X 10-
5
Meters per minute
Miles per hour
Miles per minute
Feet per second per second
Cubic feet
Cubic inches
Cubic meters
Cubic yards
462 CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply
Cubic centimeters
Cubic centimeters
Cubic centimeters
Cubic centimeters
Cubic feet
Cubic feet
Cubic feet
Cubic feet
Cubic feet
Cubic feet
Cubic feet
Cubic feet
Cubic feet per minute
Cubic feet per minute
Cubic feet per minute
Cubic feet per minute
Cubic feet per second
Cubic feet per second
Cubic inches
Cubic inches
Cubic inches
Cubic inches
Cubic inches
Cubic inches
Cubic inches
Cubic inches
Cubic meters
Cubic meters
Cubic meters
Cubic meters
Cubic meters
Cubic meters
Cubic meters
Cubic meters
Cubic yards
Cubic yards
By To oblain
2.642 X 10-;-4 Gallons
10-
3
Liters
2.113 X 10-
3
Pints (liquid)
1.057 X 10-
3
Quarts (liquid)
2.832 X 10
4
Cubic centimeters
1728 Cubic inches
0.02832 Cubic meters
0.03704 Cubic yards
7.48052 Gallons
28.32 Liters
59.84 Pints (liquid)
29.92 Quarts (liquid)
472.0 Cubic centimeters per sec-
ond
0.1247 Gallons per second
0.4720 Liters per second
62.43 Pounds of water per min-
ute
0.646317 Million gallons per day
448.831 Gallons per minute
16.39 Cubic centimeters
5.787 X 10-
4
Cubic feet
1.639 X 10-
5
Cubic meters
2.143 X 10-
5
Cubic yards
4.329 X 10-
3
Gallons
1.639 X 10-
2
Liters
0.03463 Pints (liquid)
0.01732 Quarts (liquid)
10
5
Cubic centimeters
35.31 Cubic feet
61,023 Cubic inches
1.308 Cubic yards
264.2 Gallons
10
3
Liters
2113 Pints (liquid)
1057 Quarts (liquid)
7.646 X 10
5
Cubic centimeters
27 Cubic feet
APPENDIX A
TABLE 107. CONVERSION FACTORS (Continued)
463
Multiply By To obtain
Cubic yards 46,656 Cubic inches
Cubic yards 0.7646 Cubic meters .
Cubic yards 202.0 Gallons
Cubic yards 764.6 Liters
Cubic yards 1616 Pints (liquid)
Cubic yards 807.9 Quarts (liquid)
Cubic yards per minute 0.45 Cubic feet per second
Cubic yards per minute 3.367
oJ
Gallons per second
Cubic yards per minute 12.74 Liters per second
Decigrams 0.1 Grams
Deciliters 0.1 Liters
Decimeters 0.1 Meters
Degrees (angle) 60 Minutes
Degrees (angle) 0.01745 Radians
Degrees (angle) 3600 Seconds
Degrees per second 0.01745 Radians per second
Degrees per second 0.1667 Revolutions per minute
Degrees per second 0.002778 Revolutions per second
Dekagrams 10 Grams
Dekaliters 10 Liters
Dekameters 10 Meters
Drams 27.34375 Grains
Drams 0.0625 Ounces
Drams 1.771845 Grams
Fathoms 6 Feet
Feet 30.48 Centimeters
Feet 12 Inches
Feet 0.3048 Meters
Feet
%
Yards
Feet of water 0.02950 Atmospheres
Feet of water 0.8826 Inches of mercury
Feet of water 304.8 Kilograms per square me-
ter
Feet of water 62.43 Pounds per square foot
Feet of water 0.4335 Pounds per square inch
Feet per minute 0.5080 Centimeters per second
Feet per minute 0.01667 Feet per second
Feet per minute 0.01829 Kilometers per hour
Feet per minute 0.3048 Meters per minute
464 CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply
Feet per minute
Feet per second
Feet per second
Feet per second
Feet per second
Feet per second
Feet per second
Feet per second per second
Feet per second per second
Foot-pounds
Foot-pounds
Foot-pounds
Foot-pounds
Foot-pounds
Foot-pounds per minute
Foot-pounds per minute
Foot-pounds per minute
Foot-pounds per minute
Foot-pounds per minute
Foot-pounds per second
Foot-pounds per second
Foot-pounds per second
Foot-pounds per second
Gallons
Gallons
Gallons
Gallons
Gallons
Gallons
Gallons
Gallons
Gallons, Imperial
Gallons, U. S.
Gallons water
By
0.01136
30.48
1.097
0.5921
18.29
0.6818
0.01136
30.48
0.3048
1.286 X 10-
3
5.050 X 10-
7
3.241 X 10-
4
0.1383
3.766 X 10-
7
1.286 X 10-
3
0.01667
3.030 X 10-
5
3.241 X 10-,1'
2.260 X 10-
5
7.717 X 10-
2
1.818 X 10-
3
1.945 X 10-
2
1.356 X 10-
3
3785
0.1337
231
3.785 X 10-
3
4.951 X 10-
3
3.785
8
4
1.20095
0.83267
8.3453
To obtain
Miles per hour
Centimeters per second
Kilometers per hour
Knots
Meters per minute
Miles per hour
Miles per minute
Centimeters per second per
second
Meters per second per sec-
ond
British thermal units
Horsepower-hours
Kilogram-calories
Kilogram-meters
Kilowatt-hours
British thermal units per
minute
Foot-pounds per second
Horsepower
Kilogram-calories per min-
ute
Kilowatts
British thermal units per
minute
Horsepower
Kilogram-calories per min-
ute
Kilowatts
Cubic centimeters
Cubic feet
Cubic inches
Cubic meters
Cubic yards
Liters
Pints (liquid)
Quarts (liquid)
U. S. gallons
Imperial gallons
Pounds of water
APPENDIX A
TABLE 107. CONVERSION FACTORS (Continued)
.465
Multiply
Gallons per minute
Gallons per minute
Gallons per minute
Gallons per minute
Gallons water per minute
Grains (troy)
Grains (troy)
Grains (troy)
Grains (troy)
Grams
Grams
Grams
Grams
Grams
Grams
Grams
Grains per centimeter
Grams per cubic centimeter
Grams per cubic centimeter
Grams per liter
Grams per liter
Grams per liter
Grams per liter
e c t r ~ s
Hectares
Hectograms
Hectoliters
Hectometers
I
Hectowatts
Horsepower
Horsepower' ,
Horsepower
Horsepower
Horsepower
Horsepower
Horsepower
Horsepower (boiler)
By
2.228 X 10-
3
. 0.06308
8.0208
. 8.0208
Area (square feet)
6.0086
1
0.06480
0.01467
2.0833 X 10-
3
980.7
15.43
10-
3
.
10
3
0,03527
0.03215
2.205 X 10-
3
5.600 X 10-
3
62.43
0.03613
58.417
8.345
0.062427
1000
2.471
1.076 X 10
5
100
100
100
100
42.44
33,000
550
1.014
10.70
0.7457
745.7
33,479
To obtain.
Cubic feet per second
Liters per second
Cubi c feet per hour
Overflow rate (feet per
hour)
TOIl8 water per 24 hours
Grains (avoirdupois)
Grams
oJ
Pennyweights (troy)
Ounces (troy)
Dynes
Grains
Kilograms
Milligrams
Ounces
Ounces (troy)
Pounds
Pounds per inch
Pounds per cubic foot
Pounds per. cubic inch
Grains per gallon
Pounds per 1000 gallons
Pounds per cubic foot
Parts per million
Acres
Square feet
Grams
Liters
Meters
Watts
British thermal units per
minute
Foot-pounds per minute
Foot-pounds per second
Horsepower (metric)
Kilogram-calories per min-
ute
Kilowatts
Watts
British thermal units per
hour
466 CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply
Horsepower (boiler)
Horsepower-hours
Horsepower-hours
Horsepower-hours
Horsepower-hours
Horsepower-hours
Inches
Inches of mercury
Inches of mercury
Inches of mercury
Inches of mercury
Inches of mercury
Inches of water
Inches of water
Inches of water
Inches of water
Inches of water
Inches of water
Kilograms
Kilograms
Kilograms
Kilogrums-
Kilogram-calories
Kilogram-calories
Kilogrum-calories
Kilogram-calories
Kilogram-oalories per minute
Kilogram-calories per minute
Kilogram-calories per minute
Kilograms per meter
Kilograms. per square meter
Kilograma per square meter
Kilograms per square meter
Kilograms per square meter
Kilograms per square meter
Kilograms per square milli-
meter
By To oblain
9.803 Kilowatts
2547 British thermal units
1.98 X lOG Foot-pounds
641.7 Kilogram-calories
2.737 X lOG Kilogram-meters
0.7457 Kilowatt-hours
2.540 Centimeters
0.03342 Atmospheres
1.133 Feet of water
345.3 Kilograms pel' square me-
ter
70.73 Pounds pel' square foot
0.4912 Pounds per square inch
0.002458 Atmospheres
0.07355 Inches of mercury
25.40 Kilograms per square me-
ter
0.5781 Ounces per square inch
5.202 Pound per square foot
0.03613 Pound pel' square inch
980,665 Dynes
2.205 Pounds
1.102 X 10-
3
Tons (short)
10
3
Grams
3.968 British thermal unit
3086 Foot-pounds
1.558 X 10-
3
Horsepower-hours
1.162 X 10-
3
Kilowatt-hours
51.43 Foot-pounds per second
0.09351 Horsepower
0.06972 Kilowatts
0.6720 Pound per foot
9.678 X lO-
G
Atmospheres
3.281 X 10-
3
Feet of water
2.896 X 10-
3
Inches of mercury
0.2048 Pound pel' square foot
1.422 X 10-
3
Pound pel' square inch
lOG
Kilograms per square me-
ter
APPENDIX A
467
TABLE 107. CONVERSION FACTORS (Continued)
By To obtain Multiply
Kiloliters
Kilometers
Kilometers
Kilometers
Kilometers
Kilometers
Kilometers per hour
Kilometers per hour
Kilometers pel' hour
Kilometers per hour
Kilometers per hour
Kilometers per hour
Kilometers per hour per sec-
ond
Kilometers per hour per sec-
ond
Kilometers per hour pel' sec-
ond
Kilowatts
Kilowatts
Kilowatts
Kilowatts
Kilowatts
Kilowatts
Kilowatt-hours
Kilowatt-hours
Kilowatt-hours
Kilowatt-hours
Kilowatt-hours
Liters
Liters
Liters
Liters
Liters
Liters
Liters
Liters
10'
10
5
3281
10'
0.6214
1094
27.78
54.68
0.9113
0.5396
16.67
0.6214
27.78
0.9113
0.2778
56.92
4.425 X 10
4
737.6
1.341
14.34
10'
3415
2.655 X lOG
1.341
860.5
3.671 X 10
5
10'
0.03531
61.02
10-'
1.308 X 10-
3
0.2642
2.113
1.057
Liters
Centimeters
Feet
Meters
Miles
Yards
Centimeters pel' second
Feet per minute
Feet per second
Knots
Meters per minute
Miles per. hour
Centimeters per second per
second
Feet per second per second
Meters per second per sec-
ond
British thermal units per
minute
Foot-pounds per minute
Foot-pounds pel' second
Horsepower
Kilogram-calories per min-
ute
Watts
British thermal units
Foot-pounds
Horsepower-hours
Kilogram-calories
Kilogram-meters
Cubic centimeters
Cubic feet
Cubic inches
Cubic meters
Cubic yards
Gallons
Pints (liquid)
, Quarts (liquid)
\ 468
CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply
Liters per minute
Liters per minute
Lumber
Width (in.) X thickness (in.)
12
Meters
Meters
Meters
Meters
Meters
Meters
Meters per minute
Meters 'per minute
Meters per minute
Meters per minute
Meters per minute
Meters per second
Meters per second
Meters per second
Meters per second
Meters per second
Meters per second
Microns
Miles
'Miles
Miles
Miles
Miles per hour
Miles per hour
Miles per hour
Miles per hour
Miles per hour
Miles per hour'
Miles per minute
Miles per minute
Miles per minute
Miles per minute
Millim's
Milligrams
By To obtain
5.886 X 10-
4
Cubic feet per second
4.403 X 10-
3
Gallons per second
Length (ft.) Board-feet
100 Centimeters
3.281 Feet
39.37 Inches
10-
3
Kilometers
10
3
Millimeters
1.094 Yards
1.667 Centimeters per second
3.281 Feet per minute
0.05468 Feet per second
0.06 Kilometers per hour
0.03728 Miles per hour
196.8 Feet per minute
3.281 Feet per second
3.6 Kilometers per hour
0.06 Kilometers per minute
2.237 Miles per hour
0.03728 Miles per minute
10-
6
Meters
1.609 X 10
5
Centimeters
5280 Feet
'.
1.609 Kilometers
..
1760 Yards
44.70 Centimeters per second
88 Feet per minute
1.467 Feet per second
Ul09 Kilometers per hour
0.8684 Knots
26.82 Meters per minute
2682 Centimeters per second
88 Feet per second
1.609 Kilometers per minute
60 Miles per hour
10
3
Kilograms
10-
3
Grams
APPENDIX A
TABLE 107. CONVERSION FACTORS (Contintted)
Multiply By To obtain
Millili ters
10-
3
Liters
Millimeters 0.1 Centimeters '.
Millimeters 0.03937 Inches
Milligrams per liter 1 Parts per million
Million gallons per day 1.54723 Cubic feet per second
Miner's inch 1.5 Cubic feet per minute
Minutes (angle) 2.909 X 10-
4
Radians
Ounces 16 Drams
Ounces 437.5 Grains
Ounces 0.0625 Pounds
Ounces 28.349527 Grams
Ounces 0.!H15 Ounces (troy)
Ounces 2.790 X 10-
5
Tons (long)
Ounces 2.835 X 10-
5
Tons. (metric)
Ounces, troy 480 Grains
Ounces, troy 20 Pennyweights (troy)
Ounces, troy 0.08333 Pounds (troy)
Ounces, troy 31.103481 Grams
Ounces, troy 1.09714 Ounces, avoirdupois
Ounces (fluid) 1.805 Cubic inches
Ounces (fluid) 0.02957 Liters
Ounces per square inch 0.0625 Pounds per square inch
Pennyweights (troy) 24 Grains
Pennyweights (troy) 1. 55517 Grams
Pennyweights (troy) 0.05 Ounces (troy)
Pennyweights (troy) 4.1667 X 10-
3
Pounds (troy)
Pounds 16 Ounces
Pounds 256 Drams
Pounds 7000
Grains '"
Pounds 0.0005 Tons (short)
Pounds 453.5924 Grams
Pounds 1.21528 Pounds (troy)
Pounds 14.5833 Ounces (troyr
Pounds (troy) 5760 Grains
Pounds (troy) 240
Pennyweights (troy)
Pounds (troy) 12 Ounces (troy)
Pounds (troy)
. 373.24177 Grams
Pounds (troy)
. 0.822857 Pounds (avoirdupois)
470 CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply By To obtain
Pounds (troy) 13.1657 Ounces (avoirdupois)
Pounds (troy) 3.6735 X 10-
4
Tons (long)
Pounds (troy) 4.1143 X 10-
4
Tons (short)
Pounds (troy) 3.7324 X 10-'1 Tons (metric)
Pounds of water 0.01602 Cubic feet
Pounds of water 27.68 Cubic inches
Pounds of water 0.1198 Gallons
Pounds of water per minute 2.670 X 10-
4
Cubic feet per second
Pounds per cubic foot 0.01602 Grams per cubic centime-
ter
Pounds per cubic foot 16.02 Kilograms per cubic meter
Pounds per cubic foot 5.787 X 10-
4
Pounds per cubic inch
Pounds per cubic inch 27.68 Grams per cubic centime-
ter
Pounds' per cubic inch 2.768 X 10
4
Kilograms per cubic meter
Pounds pel' cubic inch 1728 Pounds pel' cubic foot
Pounds per foot 1.488 Kilograms per meter
Pounds per inch 178.6 Grams per centimeter
Pounds pel' square foot 0.01602 Feet of water
Pounds per square foot 4.883 Kilograms pel' square me-
ter
Pounds pel' square foot 6.945 X 10-
3
Pounds per square inch
Pounds per square inch 0.06804 Atmospheres
Pounds per square inch 2.307 Feet of water
Pounds per square inch 2.036 Inches of mercury
Pounds per square inch 703.1 Kilograms per square me-
ter
Quadrants (angle) 90 Degrees
Quadrants (angle) 5400 Minutes
Quadrants (angle) 1.571 Radians
Quarts (dry) 67.20 Cubic inches
Quarts (liquid) 57.75 Cubic inches
Quintal:
Argentine 101.28 Pounds
Brazil 129.54 Pounds
Castile, Peru 101.43 Pounds
Chile 101.41 Pounds
Mexico 101.47 Pounds
Metric 220.46 Pounds
Radians 57.30 Degrees
APPENDIX A
TABLE 107. CONVERSION FACTORS (Continued)
471
Multiply
Radians
Radians
Radians per second
Radians per second
Radians per second
Radians per second per second
Radians per second per second
Revolutions
Revolutions
Revolutions
Revolutions per minute
Revolutions per minute
Revolutions per minute
Revolutions per minute per
minute
Revolutions per minute per
minute
Revolutions per second
Revolutions per second
Revolutions per second
Revolutions per second per
second
Revolutions per second per
second
Seconds (angle)
Square centimeters
Square centimeters
Square centimeters
Square ~ t i m t r s
Square feet
Square feet
Square feet
Square feet
Square feet
Square feet
Square inches
Square inches
By
3438
0.637
57.30
0.1592
9.549
573.0
0.1592
360
4
6.283
6
0.1047
0.01667
1.745 X 10-
3
2.778 X 10-
4
360
6.283
60
6.283
3600
4.848 X 10-
0
1.076 X 10-
3
0.1550
10-
4
100
2.. 296 X 10-
6
929.0
144
0.09290
3.587 X 10-
8
3-6
6.452
6.944 X 10-
3
To obtain
Minutes
Quadrants
Degrees per second
Revolutions per second
Revolutions per minute
Revolutions per minute per
minute
Revolutions per second per
- second
Degrees
Quadrants
Radians
Degrees per second
Radians per second
Revolutions per second
Radians per second per sec-
ond
Revolutions per second per
second
Degrees per second
Radians per second
Revolutions per minute
Radians per second per sec-
ond
Revolutions per minute per
minute
Radians
Square feet
Square inches
Square meters
Square millimeters
Acres
Square centimeters
Square inches
Square meters
Square miles
Square yards
Square centimeters
Square feet
472 CYANIDATION AND CONCENTRATION OF ORES
TABLE 107. CONVERSION FACTORS (Continued)
Multiply
Square inches
Square kilometers
Square kilometers
Square kilometers
Square kilometers
Square kilometers
Square meters
Square meters
Square meters
Square meters
Square miles
Square miles
Square miles
Square miles
Square millimeters
S.quare millimeters
Square yards
Square yards
Square yards
Square yards
Temperature (Oe.) +273
Temperature (Oe.) +17.78
Temperature (OF.) +460
Temperature (OF.) -32
Tons (long)
Tons (long)
Tons (long)
Tons (metric)
Tons (metric)
TOllS (ahort )
TOllS (short)
Tons (short)
TOllS (short)
TOllS (short)
TOllS (short)
TOllS (short)
I
TOllS of water per 24 hour
Tons of water per 24 hour
By To obtain
645.2 Square millimeters
247.1 Acres
10.76 X 10 Square feet
10 Square meters
0.3861 Square miles
1.196 X 10 Square yards
2.471 X 10-
4
Acres
10.76 Square feet
3.861 X 10-
7
Square miles
1.196 Square yards
640 Acres
27.88 X 10 Square feet
2.590 Square kilometers
3.098 X 10 Square yards
0.01 Square centimeters
1.550 X 10-
3
Square inches
2.066 X 10-
4
Acres
9
. Square feet
0.8361 Square meters
3.228 X 10-
7
Square miles
1 Absolute temperature (Oe.)
1.8 Temperature (OF.)
1 Absolute temperature (OF.)
%
Temperature (Oe.)
1016 Kilograms
2240 Pounds
1.12000 Tons (short)
10
3
Kilograms
2205 Pounds
2000 Pounds
32,000 Ounces
907.18486 Kilograms
2430.56 Pounds (troy)
0.89287 Tons (long)
29,166.66 Ounces (troy)
0.90718 Tons (metric)
83.333 Pounds water per hour
0.16643 : Gallons pel' minute
AEPENDIX A
TABLE 107. CONVERSION FACTORS (Contimwd)
473
Multiply
Tons of water per 24 hour
Watts
Watts
Watts
Watts
Watts
Watts
Watt-hours
Watt-hours
Watt-hours
Watt-hours
Watt-hours
Watt-hours
Yards
Yards
Yards
Yards
By
1.3349
0.05692
44.26
0.7376
1.341 X 10-
3
0.01434.
10-
3
3.415
2655
1.341 X 10-
3
0.8605
367.1
10-
3
91.44
3
36
0.9144
To obtain
Cubic feet per hour
British thermal" units per
minute
Foot-pounds per minute
Foot-pounds per second
Horsepower
Kilogram-calories per min-
ute
Kilowatts
British thermal units
Foot-pounds
Horsepower-hours
Kilogram-calories
Kilogram-meters
Centimeters
Feet
Inches
Meters
TABLE 108. METALS AND THEIR MINERALS BASED ON INFORMATION FROM DANA'S TEXTBOOK OF MINERALOGY*
Metal Composition Mineral Formula Specific gravity Hardness Color and characteristics
Antimony...... Sulphide Stibnite (antimony Sb,S, 4.5 to 4.6 2.0 Lead-gray, metallic luster, slightly sectile
glance)
Cobalt .......... Arsenide Smaltite CoAs, 6.4 to 6.6 5.5 to 6 Tin-white, metallic, opaque
Suiph arsenide Cobaltite CoAsS 6.0 to 6.3 5.5 Silver-white to reddish, cubic, metallic
Copper ......... Metallic Native Cu 8.8 to 8.9 2.5 to 3 Copper-red, malleable and ductile
Oxide Melaconite CuO 5.8 to 6.2 3 Black
(black oxide)
Oxide Cuprite (red oxide) CU20 5.8 to 6.1 3.5 to 4 Red, brittle
Carbonate Malachite CuCO,Cu(OHh 3.9 to 4.0 3.5 to 4 Green, brittle
Carbonate Azurite 2 CuCO,.Cu(OH), 3.7 to 3.8 3.5 to 4 Azure-blue
Sulphide Chalcopyrite CuFeS, 4.1 to 4.3 3.5 to 4 Brass-yellow, brittle
Sulphide Bornite Cu,FeS, 4.9 to 5.4 3.0 Copper-red to brown, brittle
Sulphide Covellite CuS 4.59 Indigo-massive
Copper......... Sulphide Chalcocite (copper Cu,S 5.5 to 5.8 2.5 to 3 Blackish lead-gray, often tarnished, sectile
glance)
Antimonide Tetrahedrite CuaSb,S, 4.4 to 5.1 3 to 4 Flint-gray to iron-black
(gray-copper)
Bulpharsenate Enargite Cu,AsS, 4.4 3.0 Grayish-black, brittle
Silicate Chrysocolla CuSiO, + 2H,O 2 to 2.2 2 to 4 Turquoise-blue, translucent, vitreous,
rather seetile
Oxychloride Atacamite CU2CIH,O, 3.75 3 to 3.5 Bright bottle green, brittle
Gold........... Metallic Native Au 15.6 to 19.3 2.5 to 3 Gold-yellow, malleable and ductile
Telluride Sylvanite (Au.Ag)Te,[Au:Ag = 1:1] 7.9 to 8.3 1.5 to 2 Steel-gray to silver-white to yellow, brittle
Telluride Calaverite (Au.Ag)Te,[Au:Ag = 6:1] 9.0 2.5 Pule bronze-yellowI massive
Telluride Petzite (Ag.AuhTe[Au:Ag = 1:3] 8.7 to 9.0 2.5 to 3 Steel-gray to iron-black, brittle
Graphite ....... Carbon Plumbago C 2.0 to 2.23 1 to 2 Iron-black, dark-steel gray, greasy, flexible
Iron............ Metallic Native Fe
7
to 7.8 4 to 5 Steel-gray to iron black malleable
Oxide Hematite Fe20a 4.9 to 5.3 5.5 to 6.5 Steel-gray. red
Oxide Limonite 2Fe,O" 3H,O 3.6 to 4.0 5 to 5.5 Brown, opa que
Oxide Magnetite FeO, Fe20a 5.16 5.5 to 6.5 Iron-black, magnetic
Carbonate Siderite FeCO, 3.8 3.5 to 4 Gray-brown, reddish, brittle
Sulphide Pyrite FeS, 4.9 to 5.1 6 to 6.5 Brass-yellow, brittle
Sulphide Marcasite FeS, 4.85 to 4.9 6 to 6.5 Pale bronze-yellow, brittle
Sulphide Pyrrhotite Fe,S, to Fe16S17 4.58 to 4.64 3.5 to 4.5 Bronze-yellow to copper-red, easily
tarnished
Sulpharsenide Mispickel FeAsS 5.9 to 6.2 5.5 to 6 Silver-white, brittle
Titanate Ilmenite FeTiOa 4.5 to 5 5 to 6 Iron-black, slightly magnetic
Tungstate Wolframite (Fe, Mn)WO, 7.2 to 7.5 5 to 5.5 Brownish-black, brittle
Chromate Chromite FeC"O, 4.3 to 4.57 5.5 Iron and brown black, brittle
Manganate Franklinite (FeZnMn)O(FeMn),O, 5.1 to 5.22 5.5 to 6.5 Iron-black
f!'-
o
H
ti
H
o
!Z
;>
!Z
ti
o
o
!Z
o
t;I
;>
,..,
H
o
!Z
o
>;j
o
t;I
U1
Lead........... 1 Metallic Native Pb 11.37 1.5 Lead-gray
Carbonate Cerussite PbCO, 6.46 to 6.57 3 to 3.5 White-gray, very brittle
Sulphate Anglesite PbSO, 6.3 2.75 to 3 White-gray, green, very brittle
Sulphide Galenite PbS 7.4 to 7.6 2.5 to 2.75 Lead-gray
Mercury........ Metallic Native Hg 13.59 . ............... Tin-white, metallic, brilliant
Sulphide Cinnabar HgS 8.0 to 8.2 2 tc 2.5 Cochineal-red, sectile
Molybdenum... Sulphide Molybdenite MoS, 4.7 to 4.8 1 to 1.5 foliated, flexible, sectile
Oxide Molybdite MoO, 4.5 1 to 2 Straw-yellow, capillary, earthy
NickeL......... Arsenide Niccolite }
NiAs 7.3 to 7.67 5 to 5.5 Pale copper-red, metallic, opaque
Kupferniekel
Sulphide Millerite NiS 5.3 to 5.65 3 to 3.5 Brass tc bronze-yellow, capillary crystals
Silicate Garnierite H,(NiMg)SiO, 2.3 to 2.8 ................ Apple-green, amorphous, soft, friable
Silver........... I Metallic Native Ag 10.1 to 11.1 2.5 to 3 Massive, filiform, malleable
Antimonide Dyscrasite Ag,Sb to Ag,Sb 9.4 to 9.8 3.5 to 4 Silver-white, seetile
Chloride Cerargyrite AgCl[Cl 24.7, Ag 75.3] 5.5 1 to 1.5 Pearl-gray, resembles wax, highly sectile
(horn silver)
Bromide Bromyrite (AgBr) 5.8 to 6 ................ Bright yellow
Sulphide Argenite Ag,S[S 12.9, Ag 87.1] 7.2 to 7.36 2 to 2.5 Lead-gray, sectile
(silver glance)
;>
'"d
Sulphantimonide Pyrargvrite (dark Ag,SbS, 5.7 to 5.8 2.5 Black, gray-black, brittle '"d
ruby silver)
t;;I
Z
Sulpharsenide Proustite (light Ag,AsS, 5.5 to 5.6 2 to 2.5 Scarlet-vermilion, brittle
t::J
ruby silver)
.....
l>1
Sulphantimonide Stephanite (brittle Ag,SbS, 6.2 to 6.3 2 to 2.5 Iron-black, brittle
silver are)
l>
Sulphantimonide Polybasite Ag,SbS, 6.0 to 6.2 2 to 3 Iron-black
Tin............. l Oxide Cassi terite SnO, 6.8 to 7.1 6 tc7 Brown, black, infusible
Sulphostannate Stannite }
Cu,FeSnS, 4.3 to 4.5 4.0 Steel-gray to iron-black
Tin pyrites
Tungsten.. . . ... 1 Ferrous Wolframite (FeMn)WO, 7.2 to 7.5 5 to 5.5 Dark gray to brown-black, opaque, weakly
magnetic
Manganous Hiibnerite MnWO, ................ ................ Red to hair-brown, nearly black
Calcareous Scheelite CaWO, 5.9 to 6.1 4.5 to 5 White, yellow, brownish, translucent
Oxide Tungstite WO, ................ ................ Yellow, greenish, earthy
Zinc ............ 1 Oxide Zincite ZnO 5.4 to 5.7 4 to 4.5 Deep red, orange-yellow, perfect cleavage
Carbonate Smithsonite ZnCO, 4.3 to 4.45 5.0 White, grayish, greenish; brittle
Sulphide }
Sphalerite ZnS 3.9 to 4.1 3.5 to 4 Yellow, brown, black, perfect cleavage
Zinc blende
Silicate Calamine H,ZnSip, 3.4 to 3.5 4.5 to 5.0 White, yellowish to brown, brittle
Silicate Willemite ZnSiO, 3.89 to 4.18 5.5 White, apple-green, brown
ti
From Hamilton's Manual of Cyanidation. 1920.
I:1l
476 CYANIDATION AND CONCENTRATION OF ORES
.CONVERSION OF WEIGHTS
Because the conversion of avoirdupois, metric, and troy weights is so
frequently done, Table 109, by W. J. Sharwood from Fulton's A 111anual
of Fire Assaying, should be of use.
TABLE 109. CONVERSION TABLE FOR WEIGHTS
(With authentic abbreviations according to Intenationol Critical 'I'ables,
Vol. I)
Penny- Troy
Avour- Avoir-
Weight Grains dupois dupois Grams
weights ounces
ounces pounds
--- ---
I grain (gr.) ......................... 1 0.041666 0.0020833 0.00228571 0.00014285, 0.064
1 pennyweight (dwt.). ............. 24 1 0.05 0.0548571 0.00342857 1.555
1 troy ounce (t. oz.) ................. 480 20 1 1.0071428 10.0685714 31.104
1 troy pound (t. lb.) ... ............. 5,760 240 12 13.165714 10.822857 373.248
1 avoirdupois ounce (av, oz.) ....... 437.5 18.2202 0.011458 1
~ 6 2 5
28.35
1 avoirdupois pound (av. lb.) ........ 7,000 201. 666 14.58333 16 453.6
1 milligram (mg) ......... .... ...... 0.015432 0.000643 0.00000215/ 0.0000352740.00000220'16
0.001
1 gram (g) ................ .......... 15.432 0.643 0.03215 0.035274 10.0022046 1
1 kilogram (kg) ............... ....... 15.432 1643 132.15 35.274 2.2046 1000
Hundredweight = cwt.
MENSURATION
Circle:
Area
Circumference
Diameter
Cylinder or prism:
Contents
Surface
Ellipse, area of
Parabola, area of
Parallelogram, area of
Pyramid or cone:*
Contents
Surface
diameter squared X 0.7854 or radius squared X 3.1416
diameter X 3.1416
circumference X 0.3183
area of end X length or, for a tank, area X depth
area of both ends + length X circumference
product of two diameters X 0.7854
base X two-thirds altitude
base X altitude
area of base X one-third altitude
circumference of base X half of slant height + area of
the base
diameter cubed X 0.5236
diameter X circumference
Sphere:
Contents
Surface
Wedge with parallel
ends, contents of area of base X half altitude
* May be used in establishing contents of tailing and ore dumps.
TEMPERATURE-CONVERSION FORMULAS
AND VARIOUS TEMPERATURES
1. As the centigrade and Fahrenheit temperature scales have aand 32
as freezing points and 100 and 212
0
as boiling points, some method of
conversion is necessary, and the following formulas are commonly used:
APPENDIX A
477
"C. = (OF. - 32) X %
of. = DC. X % +32
2. Temperatures obtained by various flames and furnaces are !1s follows,
according to the Handbook of Chemistry and Physics:
TABLE 110. FLAME AND FURNACE TEMPERATURES
Source Degrees Centigrade
Industrial furnaces 1700 to 1800
Bunsen burner. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 1870
Oxycoul gas flame 2000
Oxyhydrogen flame , 2800
Oxyacetylene flame. . . . . . . . . . . . . . . . . . . . . . . . . . .. 3500
Electric arc... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 3500
3. Temperatures may be judged approximately by the following color
scale:
TABLE 111. TEMPERATURE COLOR SCALE
Color Degrees Centigrade
Incipient red heat : .. '. 500 to 550
})ark-red heat 650 to 750
Bright-red heat '. . . . . . . . . . . . . . . . .. 850 to 950
Yellowish-red heat 1050 to 1150
Incipient white heat 1250 to 1350
VVhite heat 1450 to 1550
FORMULA FOR PULP CONSISTENCY
S - pes - 1)
S
1
D + 1
Let p = percentage solids = weight of solids in unit weight of pulp.
D = dilution, = water-solid ratio = parts water by weight per
part solids.
S = specific gravity of dry ore.
d = specific gravity of pulp.
,Then p/S = volume of solids in unit weight of pulp.
1 - p = volume of water in unit weight of pulp.
1/d = volume of unit weight of pulp.
p 1
and S + 1 - p = a:
S
d = p + S(l _ p)
d=D+1
D+l
S
Sed - 1)
p = d(S - 1)
478 CYANIDATION AND CONCENTRATION OF ORES
S = dp d
1 - d(l ::- p) 1 - D(d - 1)
D=l-p= S-d =-.!:.-1
p Sed - 1) P
Now, let Z solid factor = tons solids per fluid ton (32 cu. ft.) of pulp.
G = fluid tons of pulp per ton of dry solids.
q = percentage solids by volume.
Then, as weight of 1 cu. ft. of pulp 62.5d, the weight of 1 fluid ton
32 X 62.5d, and
Z = 32 X 62.5d X p = d
2000 P
d
-D+1
By definition,
pS
S - peS - 1)
S
DS + 1
Sed - 1)
S - 1
By definition,
1
G=-
Z
1 D + 1
G = pd = -d-- ,etc.
2000Z Z
q = 62.5 X 32S = S
d - 1 p
q = S - 1 = S - peS - 1)
SLIME-DENSITY TABLE
In Metallurgical and Chemical Engineering (now Chemical Engineering)
for June, 1912, H. B. Lowden presented the following table and explana-
tory text for slime-density calculations:
Slime-density tables heretofore published have been prepared for use in special
cases and are, therefore, not applicable to slimes in which the specfiic gravity of the
solids differs from that for which the table was computed. Their value has been
chiefly in indicating convenient forms in which the weight and volume relations may
be tabulated for use in the control of the cyanide process. The writer, having ex-
perienced the need of a more generally applicable table in his work, has prepared one
of considerable range with small intervals, which he feels may be useful to others.
The table is based on the percentage of solid in the slime, opposite which is given
the ratio of solid to liquid. The numbers heading the double columns following
are the specific gravities of the dry solid (that of water being taken as unity). The
columns headed "S. G." show the specific gravities of the slime, that of water being
taken as 1000; that is, the figures show directly the weight of a liter of slime in grams.
The columns headed "Vol." show the number of cubic feet of the slime in 1 ton of
2000 lb.
APPENDIX A
TABLE 112. SLIME-DENSITY RELATIONS
479
Specific gravity of pulp and volume of 1 ton in cubic feet, for
slimes containing solids of different specific gravities
Per
Ratio of
cent solids to
2.50 2.60 2.70 2.80 2.00
solids solution
S.G. Vol. B.G. Vol. S.G. Vol. S.G. Vol. S.G. Vol.
--
------ -- --
--
--
--
5
1:19.000 1031 31.03 1032 31.01 1032 31.01 1033 30.97 1034 30.95
6 1:15.667 1037 30.85 1036 30.82 1039 30.79 1040 30.76 1041 30.74
7 1: 13.286 1044 30.66 1045 30.62 1046 30.59 1047 30.56 1048 30.53
8 1:11.500 1050 30.46 1052 30.43 1053 30.39 1055 30.36 1055 30.32
9 1:10.111 1057 30.27 1059 30.23 1060 30.19 1061 30.15 1063 30.11
10 1: 9.000 1064 30.08 1065 30.03 1067 29.99 1068 29.95 1070 29.90
11 1: 8.091 1071 29.88 1073 29.83 1074 29.79 1076 29.74 1078 29.69
12 1: 7.333 1078 29.70 1080 29.64 1082 29.59 1083 29.53 1085 29.48
13 1: 6.692 1085 29.50 1087 29.44 1089 29.39 1091 29.33 1093 29.27
14 1: 6.144 1092 29.31 1094 29.24 1097 29.19 1099 29.12 1101 29.06
15 1: 5.667 1099 29.12 1102 29.05 1104 28.99 1107 28.91 1109 28.85
16 1: 5.250 1106 28.93 1109 28.85 1112 28.78 1115 28.71 1117 28.65
17 1: 4.882 1114 28.74 1117 28.65 1119 28.58 1123 28.50 1125 28.44
18 1: 4.556 1121 28.54 1125 28.45 1128 28.38 1131 28.30 1134 28.23
19 1: 4.263 1129 28.35 1133 28.26 1136 28.18 1139 28.09 1142 28.02
20 1: 4.000 1136 28.17 1140 28.06 1144 27.98 1147 27.89 1151 27.81
21 1: 3.762 1144 27.97 1148 27.87 1152 27.77 1156 27.68 1159 27.60
22 1: 3.545 1152 27.78 1157 27.67 1161 27.57 1165 27.47 1168 27.39
23 1: 3.348 1160 27.58 1165 27.47 1169 27.37 1174 27.27 1177 27.18
24 1: 3.167 1168 27.39 1173 27.27 1178 27.17 1182 27.06 1186 26.97
25 1: 3.000 1176 27.21 1182 27.08 1187 26.97 1191 26.85 1195 26.76
26 1: 2.846 1185. 27.01 1190 26.88 1195 26.77 1201 26.65 1205 26.55
27 1: 2.704 1193 26.82 '1199 26.68 1205 26.56 1210 26.44 1215 26.34
28 1: 2.571 1202 26.62 1209 26.49 1214 26.36 1220 26.24 1224 26.13
29 1: 2.448 1211 26.43 1217 26.29 1223 26.16 1229 26.03 1234 25.92
30 1: 2.333 1220 26.24 1226 26.10 1233 25.95 1239 25.83 1244 25.71
31 1: 2.226 1229 26.05 1236 25.90 1242 25.75 1249 25.63 1255 25.50
32 1: 2.125 1238 25.86 1245 25.70 1252 25.55 1259 25.42 1265 25.29
33 1: 2.030 1247 25.66 1255 25.50 1262 25.35 1269 25.21 1276 25.08
34 1: 1.940 1256 25.47 1264 25.31 1272 25.15 1279 25.01 1287 24.87
35 1: 1.857 1266 25.28 1274 25.12 1283 24.95 1290 24.80 1298 24.66
36 1: 1. 778 1276 25.09 1284 24.91 1293 24.75 1301 24.60 1309 24.45
37 1: 1. 703 1285 24.90 1295 24.71 1304 24.55 1312 24.39 1320 24.24
38 1: 1.632 1295 24.70 1305 24.52 1314 24.35 1323 24.19 1332 24.03
39 1: 1.564 1305 24.51 1316 24.32 1326 24.14 1335 23.98 1343 23.82
40 1: 1.500 1316 24.32 1326 24.13 1336 23.95 1346 23.77 1355 23.61
41 1: 1.439 1326 24.13 1337 23.93 1348 23.74 1357 23.57 1367 23.40
42 1: 1.381 1337 23.94 1348 23.73 1359 23.55 1370 23.36 1380 23.19
43 1: 1.326 1348 23.74 1359 23.53 1371 23.34 1382 23.16 1392 22..99
44 1: 1.273 1359 23.55 1372 23.33 1383 23.15 1395 22.95 1405 22.78
45 1: 1.222 1370 23.36 1383 23.14 1395 22.94 1407 22.74 1418 22.57
46 1: 1.174 1381 23.17 1395 22.94 1408 22.73 1420 22.54 1432 22.36
480 CYANIDATION AND CONCENTRATION OF ORES
TABLE 112. SLIlIIE-DENSITY RELATIONS (Continued)
Specific gravity of pulp and volume of 1 ton in cubic feet, for
slimes containing solids of different specific gravities
Per Rutio of
cent solids to
2.50 2.60 2.iO 2.80 2.00
solids solution
8.G. Vol. 8.G. Vol. 8.G. Vol. 8.G. Vol. 8.G. Vol.
---- --------
----
--
47 1: 1.128 1393 22.98 1407 22.75 1420 22.54 1433 22.33 1445 22.15
48 1: 1.083 1404 22.78 1419 22.55 1433 22.33 1446 22.12 1458 21.94
49 1: 1.041 1416 22.59 1431 22.35 1446 22.13 1460 21.92 1473 21.73
50 1: 1.000 1429 22.39 1444 22.15 1460 21.92 1473 21.71 1487 21.52
51 1: 0.961 1441 22.21 1458 21.96 1473 21.72 1488 21.51 1502 21.31
52 1: 0.923 1453 22.02 1471 21.76 1487 21.52 1502 21.30 1517 21.10
53 1: 0.887 1466 21.82 148'1 21.56 1501 21.32 1516 21.10 1532 20.89
54 1: 0.852 1479 21.63 1498 21.36 1515 21.12 1532 20.89 1548 20.68
55 1: 0.819 1493 21.44 1512 21.17 1530 20.92 1547 20.69 1564 20.47
56 1. 0.786 1506 21.25 1526 20.97 1545 20.72 1563 20.48 1580 20.26
57 1: 0.754 1520 21.06 1540 20.77 1560 20.51 1579 20.27 1596 20.05
58 1: 0.724 1534 20.86 1555 20.58 1574 20.31 1595 20.07 1613 19.84
59 1: 0.695 1548 20.67 1572 20.38 1591 20.11 1611 19.86 1629 19.63
60 1: 0.667 1563 20.48 1585 20.18 1607 19.91 1628 19.66 1645 19.42
61 1: 0.639 1577 20.29 1601 19.98 1623 19.71 1645 19.45 1664 19.21
62 1: 0.613 1592 20.10 1617 19.79 1641 19.51 1662 19.25 1683 19.00
63 1: 0.587 1608 19.90 1633 19.59 1657 19.30 1681 19.04 1703 18.79
64 1: 0.563 1623 19.71 1650 19.40 1675 19.10 1698 18.84 1723 18.58
65 1: 0.538 1639 19.52 1667 19.20 1692 18.90 1718 18.63 1742 18.37
66 1: 0.515 1656 19.32 1684 19.00 1711 18.70 1738 18.43 1762 18.16
67 1: 0.493 1672 19.14 1701 18.80 1730 18.50 1757 18.22 1783 17.95
68 1: 0.471 1689 18.94 1719 18.61 1749 18.30 1776 18.01 1803 17.74
69 1: 0.449 1706 18.75 1738 18.41 1768 18.10 1797 1-7.81 1825 17.53
70 1: 0.429 1724 18.56 1757 18.21 1786 17.90 1818 17.60 1847 17.32
The specific gravities of solids chosen will probably cover the range of slimes
ordinarily met with, and the intervals are sufficiently small to admit of interpolation
without appreciable error. The last column (4.50) is a hypothetical concentrate
and is the specific gravity of a mixture of 80 per cent pyrite and 20 per cent quartz.
The average specific gravity of working cyanide solutions is so small as to be neg-
ligible.
The table is convenient for ascertaining the amount of solid and of solution in
slime pulps from the number of cubic feet, determined by rod or float, in the tank;
and specific gravity of the slime, determined by taking the weight of a liter or by a
specific gravity indicator in the tank. It is useful in calculations for ascertaining the
amount of solution to be abstracted or added in thickening and diluting, for cor-
recting the strength of the solutions, for checking tonnage and for other purposes.
Assume that in a plant in which the specific gravity of the solid is 2.7, a tank is
shown, by the depth of pulp in it, to contain 3530 cu. ft. of pulp, a liter of which
weighs 1223 grams. From the table it is found that the specific gravity 1223 cor-
responds to 26.16 cu ft. per ton and to 29 per cent solid. The weight of pulp;
therefore, is
3530 + 26.16 = 135 tons,
APPENDIX A
TABLE 112. SLIME-DENSITY RELATIONS (Contin!Led)
481
Specific gravity of pulp and volume of 1 ton in cubic feet, for
Ratio of
slimes containing solids of different specific gravities
Per
cent solids to
3.00
I 3.10
3.20 3.30 11.50
f1
solids solution
.
8.G. Vol. Vol. 8.G. Vol. 8.G. Vol. 8.G. Vol.
8.G.
--
--------
----------
5 1:19.000 1035 30.93 1035 30.92 1036 30.90 1036 30.89 1040 30.76
6 1:15.667 1042 30.72 1042 30.70 1043 30.68 1043 30.66 1049 30.51
7 1:13.286 1049 30.51 1049 30.48 1050 30.46 1051 30.43 1058 30.26
8 1:11.500 1056 30.30 1057 30.27 1058 30,,24 1059 30.21 1067 30.01
9 1:10.111 1064 30.09 1065 30.05 1066 30.02 1067 29.99 1075 29.76
10 1: 9.000 1071 29.87 1072 29.83 1074 29.80 1075 29.77 1084 29.51
11 1: 8.091 1078 29.65 1080 29.61 1082 29.58 1083 29.54 1093 29.26
12 1: 7.333 1087 29.44 1088 29.40 1090 29.36 1091 29.32 1102 29.01
13 1: 6.692 1095 29.23 1096 29.18 1098 29.14 1099 29.10 1112 28.76
14 1: 6.144 1103 29.01 1105 28.96 1106 28.92 1108 28.88 1122 28.52
15 1: 5.667 1111 28.80 1113 28.74 1115 28.70 1117 28.66 1132 28.27
16 1: 5.250 1119 28.59 1122 28.53 1124 28.48 1125 28.43 1142 28.02
17 1: 4.882 1128 28.37 1130 28.31 1132 28.26 1134 28.21 1152
2777
18 1: 4.556 1136 28.16 1139 28.10 1141 28.04 1143 27.99 1163 27.52
19 1: 4.263 1145 27.95 1148 27.88 1150 27.82 1153 27.76 1173 27.27
20 1: 4.000 1154 27.73 1157 27.66 1159 27.60 1162 27.54 1184 27.02
21 1: 3.762 1163 27.52 1166 27.44 1169 27.38 1171 27.32 1194 26.77
22 1: 3.545 1172 27.31 1175 27.23 1178 27.16 1181 27.09 1206 26.52
23 1: 3.348 1181 27.09 1184 27.01 1188 26.94 1191 26.87 1218 26.28
24 1: 3.167 1190 26.88 1194 26.79 1198 26.72 1201 26.65 1230 26.03
25 1: 3.000 1200 26.67 1204 26.58 1208 26.50 1211 26.42 1241 25.78
26 1: 2.846 1210 26.45 1214 26.37 1218 26.28 1222 26.20 1253 25.53
27 1: 2.704 1220 26.24 1224 26.15 1228 26.06 1232 25.98 1266 25.28
28 1: 2.571 1230 26.03 1234 25.93 1239 25.84 1242 25.75 1278 25.03
29 1: 2.448 1240 25.81 1244 25.71 1249 25.62 1253 25.53 1291 24.78
30 1: 2.333 1250 25.60 1255 25.50 1260 25.40 1264 25.31 1304 24.53
31 1: 2.226 1261 25.39 1266 25.28 1271 25.18 1275 25.08 1317 24.28
32 1: 2.125 1271 25.17 1277 25.06 1282 24.96 1287 24.86 1331 24.04
33 1: 2.030 1282 24.96 1288 24.85 1293 24.74 1299 24.64 1345 23.79
34 1: 1.940 1293 24.75 1299 24.63 1305 24.52 1311 24.41 1359 23.54
35 1: 1.857 1304 24.53 1310 24.41 1317 24.30 1323 24.19 1374 23.29
36 1: 1. 778 1316 24.32 1322 24.19 1329 24.08 1335 23.97 1389 23.04
37 1: 1. 703 1328 24.11 1334 23.98 1341 23.86 1347 23.75 1404 22.79
38 1: 1.632 1340 23.89 1346 23.76 1353 23.64 1360 23.52 1420 22.54
39 1: 1.564 1351 23.68 1358 23.55 1366 23.42 1373 23.30 1435 22.29
40 1: 1.500 1363 23.47 1371 23.33 1379 23.20 1387 23.08 1451 22.04
41 1: 1.439 1376 23.26 1384 23.11 1393 22.98 1400 22.85 1468 21.79
42 1: 1.381 1389 23.04 1397 22.89 1406 22.76 1414 22.63 1485 21.55
43 1: 1.326 1402 22.83 1411 22.68 1419 22.54 1428 22.41 1502 21.30
44 1: 1.273 1415 22.61 1425 22.46 1433 22.32 1442 22.18 1519 21.05
45 1: 1.222 1429 22.40 1438 22.24 1447 22.10 1456 21.96 1538 20.80
46 1: 1.174 1443 22.19 1452 22.02 1462 21.88 1471 21.74 1557 20.55
482
CYANIDATION AND CONCENTRATION OF ORES
TABLE 112. SLIME-DENSITY RELATIONS (Contimted)
2
2
7
2
7
2
7
8
3
8
6
1
6
1
6
1
6
1
6
2
7
o
5
Specific gravity of pulp find volume of 1 ton in cubic feet, for
slimes containing solids of different specific gravities
Per Ratio of
cent solids to
3.00 3.10 3.20 3.30 4.50"
solids solution
S.G. Vol. S.G. Vol. S.G. Vol. S.G. Vol. S.G. Vol.
----
------
--------
47 1: 1.128 1457 21.97 1467 21.81 1477 21.66 1487 21.51 1576 20.3
48 1: 1.083 1471 21.76 1483 21.60 1493 21.44 1503 21.29 1595 20.0
49 1: 1.041 1485 21.55 1497 21.38 1508 21.22 1519 21.07 1615 19.81
50 1: 1.000 1500 21.33 1512 21.16 1524 21.00 1535 20.85 1637 19.5
51 1: 0.961 1515 21.12 1528 20.94 1540 20.78 1551 20.62 1658 19.3
52 1: 0.923 1531 20.91 154'1 20.73 1556 20.56 1568 20.40 1679 19.0
53 1: 0.887 1547 20.69 1560 20.51 1573 20.34 1585 20.18 1700 18.8
54 1: 0.852 1563 20.48 1577 20.29 1590 20.12 1603 19.96 1724 18.5
55 1: 0.819 1579 20.27 1594 20.08 1608 19.90 1621 19.73 1748 18.3
56 1: 0.786 1596 20.05 1611 19.87 1626 19.68 1640 19.51 1772 18.0
57 1: 0.754 1613 19.84 1628 19.65 1645 19.46 1659 19.29 1796 17.8
58 1: 0.724 1631 19.63 1646 19.43 1663 19.24 1678 19.06 1822 17.5
59 1: 0.695 1649 19.41 1665 19.21 1682 19.02 1697 18.84 1848 17.3
60 1: 0.667 1667 19.20 1684 19.00 1702 18.80 1718 18.62 1875 17.0
61 1: 0.639 1686 18.99 1704 18.78 1722 18.58 1739 18.39 1903 16.8
62 1: 0.613 1705 18.77 1724 18.56 1742 18.36 1761 18.17 1932 16.5
63 1: 0.587 1724 18.56 1745 18.34 1764 18.14 1783 17.95 1961 16.3
64 1: 0.563 1745 18.35 1765 18.12 1786 17.92 1805 17.72 1992 16.0
65 1: 0.538 1765 18.13 1786 17.91 1808 17.70 1828 17.50 2023 15.8
66 1: 0.515 1786 17.92 1808 17.69 1830 17.48 1852 17.28 2054 15.5
67 1: 0.493 1808 17.71 1831 17.47 1853 17.26 1876 17.06 2088 15.3
68 1: 0.471 1830 17.49 1854 17.26 1877 17.04 1901 16.83 2123 15.0
69 1: 0.449 1852 17.28 1878 17.0'1 1902 16.82 1927 16.61 2159 14.8
70 1: 0.429 1875 17.07 1902 16.83 1926 16.60 1953 16.39 2195 14.5
a 80 per cent pyrite and 20 per cent quartz.
and the weight of solids 135 X 0.29 = 39.15 tons. The weight of solution is, by
difference, 95.85tons. If the solution titrates 1.05lb. cyanide per ton and it is desired
to bring the strength up to 2.5 lb. per ton, we have 2.5 - 1.05 = 1.45 lb. cyanide to
be added per ton. Therefore 95.85 X 1.45 = 139lb. cyanide to be added to the tank.
The table is useful in determining the sizes of tanks necessary for any given capac-
ities. Thus, if it is desired to agitate 50 tons of dry slime (specific gravity of solid
2.6) with three parts solution, the table shows this to contain 25 per cent solids and
to have a volume of 27.08 cu. ft. per ton; therefore 50 + 0.25 = 200 tons of slime
X 27.08 = 5416 cu. ft., the required effective working capacity of the tank, to which
an amount must be added to secure the desired height of curb above the charge.
The following logarithmic plot (Fig. 99) is a convenient means for de-
termining particle sizes in inches or millimeters for any screen mesh. (Ty-
ler Standard Scale-.y2.) The meshes are in even figures, and the standard
meshes are obtained by interpolation, i.e.. 8, 35, 48, 65, etc.
IIi J I Iii iii i i
, I [
Specific of Dry Slime
I I I I
I
Method of Using ChOld
If two of three fOlctors be known,
the other fClctar is fauna! by plOfC-
inel CI strOlielhtedge' so tholt it cuts
the scotle Olt those reololings. The
'intersection of the strOli(Jht eolge
with other sccle gives the reololinl
for the third fOletor
o 0 0 0
lt1 l..O r- co
PerCent Solids by Weight
1fI ", r- co 0" e ;a
-<t Lf> cD
o :::!
, I I
Specific 6rcwity of Pulp
FIG. 98. Scale for slime-density calculations.
N 1'0 '<!" If)cD co
o 0000 0-
o 0 000 00
d d ddd dd
Screen OpeninQl or Poirticle Ilioimerer in Inches,
N 1'0 ",,"Lf>c.!J cD -- - --
o C> 000 0- N ""' '<!"tncD co
o 000000 0 00000-
o 0 000 00 0 0 000 00
g d g g g g dg
3000
2000
1000
800
600
500
.s::400
lB 300
2
200
100
80
60
50
40
30
20
'"
'"
-,
I"-
"-
""-:;:.
0
-<=>",
i.9-
;0"' ......
-?:...I
" "'"
.........9-of,
,%......
<,
v;.,
r-,
....... ,
- - LogOlrithmic Plot Giving Screen
-
Opening or PClrticle 5 iz e oma!
Corresponcllnq Mesh
co 00 0
d d-:
I 'l
N 1'0",," lJ)<Q cO
o 0 000 0.;......
o 0 000 00
o d ddd dd
Screen Opening or POIrticle Diotrnejer in Millimeter
FIG. 99. Logarithmic plot for determining particle sizes.
10
484 CYANIDATION AND CONCENTRATION OF ORES
TARLE 113. SIEVE SERIES, TYLER STANDARD SCREEN SCALE AND
LM.M. SERIES
Mesh Aperture, inches Aperture, millimeters
Tyler I.lILM. Tyler LM.M. Tyler LM.M.
8 5 0.093 0.1 2.362 2.540
10 8 0.065 0.062 1.651 1.574
14 12 0.046 0.0416 1.168 1.056
20 16 0.0328 0.0312 0.833 0.792
28 20 0.0232 0.025 0.589 0.635
35 30 0.0164 0.0166 0.417 0.421
48 40 0.0116 0.0125 0.295 0.317
65 60 0.0082 0.0083 0.208 0.211
100 100 0.0058 0.005 0.147 0.127
150 120 0.0041 0.0033 0.104 0.084
200 150 0.0029 0.0025 0.074 0.063
Micron sizes are readily obtained from the millimeter scale by changing
the decimal point. (1 millimeter = 1000 microns.)
BOOKS ON CYANIDATION
ALLAN, A. W.: Mill and Cyanide Hosulbook Charles Griffin & Company Ltd., London,
1918.
ALLEN, ROBERT: West Australian 111etalluTgical Practice, Chamber of Mines of
Western Australia, 1906.
BAIN, H. F.: MOTe Recent Cyanide Practice, Mining and Scientific Press, San Fran-
cisco, 1910.
BERTELSMANN, WILIIELM: DeT T'echnoloqie der CyanveTbindugen, Munchen and Ber-
lin. 1906.
BosQUI, F. L.: Practical Notes on the Cyanide Process, Scientific Publishing Co.,
New York and London, 1899.
CIIARLETON, A. G.: Gold Mining and Milling in Western Australia, Spon and Cham-
berlin, New York, 1912.
CLARK, DONALD: Australian Mining and MetalluTgy, Critchley Parker, Melbourne,
Sydney, and Perth, 1904.
CLENNELL, J. E.: The ChemistTy of Cyanide Solutions, McGraw-Hill Book Company,
Inc., New York, 1904.
CLENNELL, J. E.: The Cyanide Handbook, McGraw-Hill Book Company Inc., New
York, 1910.
EISSLER, MANUEL: The Cyanide Process fOT the 'Extraction of Gold, Crosby Lockwood
and Son, London, 1898.
FAIIRENWALD, A. W.: The Cyanide Process, McGraw-Hill Book Company, Inc., New
York, 1918. .
FULTON, C. H.: The Cyanide Process in the Black Hills of South Dakota, Department
of Metallurgy, South Dakota School of Mines, 1902.
GAZE, W. H.: Practical Handbook of Cyanide Operations, George Robertson and Co.,
Melbourne, 1898.
APPENDIX A 485
HAMILTON, E. M.: Manual of Cyanidation, McGraw-Hill Book Company, Inc., New
York, 1920.
Lniernaiional T'extbook: 'The Cyanide Process of Copper and Z.ine Iiefinitu; and S'I1lellin(J,
International Textbook Co., Scmnton, Pa., 1911.
JAMES, ALFRED: Cyanide Practice, E. and F. N. Span, Ltd" London, 1901.
JULIAN, H. F., and EDGAR SMART: Cyanidin(JGold and Silver Ores, Charles Griffin Co.,
Ltd., London, 1903; revised 1921 by A. W. Allen.
FIG. 100. Bullion pour at Homestake.
KUHN, EMIL: Die Chemischen. Vorgange bei del' Cyanlmlglmg von silbererzen, W. Knapp,
Halle, 1912.
MCCANN, FERDINAND: Cyanide Practice in Mexico (in English), Mining and Scientific
Press, San Francisco, 1912.
McFARREN, H. W.: Cyanide Practice, McGraw-Hill Book Company, Inc., New York,
1912.
MEGRAW, H. A.: Practical Data for the Cyanide Plant, McGraw-Hill Book Company,
Inc., New York, 1910.
MILLER, A. S.: The Cyanide Process, 2d ed., John Wiley & Sons, Inc., New York,
1906.
PARK, JAMES: The Cyanide Process, Champtaloup and Cooper, Auckland, N. Z., and
George Robertson and Co., Melbourne, 1896.
486 CYANIDATION AND CONCENTRATION OF ORES
REID, F. D., J. J. DENNY, and R. H. HUTCHISON: Milling and Metallurgical Practice
in Treatment of Silver Ores at Cobalt, Ontario Department of Mines, Canada.
1924.
RICKARD, T. A.: Recent Cyanide Practice, Mining and Scientific Press, San Francisco,
1907.
ROBINE, R., and lVI. LENGLEN: Cyanide Industry Theoretically and Practically Con-
sidered (in French), John Wiley & Sons, Inc., New York, 1906.
SCHEIDEL, A.: The Cyanide Process-Its Practical Application and Economical: Re-
sults, State Printing Office, Sacramento, 1894.
STOKES, RALPH, and others: Rand Metallurgical Practice, Charles Griffin & Co., Ltd.,
London, 1911-1912.
THOMSON, F. A.: Stamp Milling and Cyaniding, McGraw-Hill Book Company, Inc.,
New York, 1915. .
VON BERNEWITZ, M. W.: Cyanide Practice, 1910-1913, Mining and Scientific Press,
San Francisco, 1913.
WILSON, E. B.: Cyanide Processes, John Wiley & Sons, Inc., New York, 1898.
APPENDIX B
Analytical Methods
ANALYSIS OF ORES
The assaying of ores and concentrates for the determination of their
gold and silver content is a highly specialized subject which is fully covered
in a number of standard textbooks. Among these, the reader is referred
to Fire Assaying by O. C. Shepard and W. F. Dietrich and M omual. of Fire
Assaying by C. H. Fulton and W. J. Sharwood, both published by the
McGraw-Hill Book Company, Inc., New York.
ANALYSIS OF CYANIDE SOLUTIONSl
Those concerned with ore testing and plant control are principally in-
terested in the determination of certain component parts of the working
solutions that are critical for the proper functioning of the cyanide process.
These include especially the free cyanide, protective alkalinity, oxygen
content, and reducing power of the cyanide solutions. In special cases it
is also desirable to determine the precious-metal content of the solutions
and the quantities of various cyanogen compounds that are formed during .
ore treatment, such as ferrocyanides, thiocyanates, and base-metal cyanides.
While the analysis of gold precipitates and gold bullion is of importance
to mill operators, the reader is referred to other sources of information on
the subject.
Determination of Free Cyanide." Standard silver nitrate solution is
made by dissolving 4.33 grams silver nitrate, AgN0
3
, in distilled water
1 For a detailed treatment of this subject the reader is referred to J. E. Olennell,
The Chemistry of Cyanide Solutions, McGraw-Hill, 1910.
2 It should be pointed out that the presence of certain dissolved impurities in
cyanide solution, particuluj-ly soluble sulphides, thiosulphates, and compounds of
copper and zinc tends to make this free-cyanide determination unreliable unless
special precautions are taken. The interference due to soluble sulphides may be
overcome by adding 0.2 to 0.5 grams of litharge or lead carbonate to a 25 ml. solution
sample, shaking for a few minutes, and then filtering before titration. In the pres-
ence of the cyanide complexes of copper and zinc, varying amounts of the combined
cyanide report as free cyanide, depending upon whether or not KI is used and the
degree of alkalinity of ~ solution. For copper some authorities recommend using
up to 1 gram of K1 for each titration, whereas in the presence of zinc, titration to an
opalescent end point without K1 is the more reliable. Where copper and zinc are
both present Hamilton advises that titrntions be made both with and without K1
and the lower of the two results taken for solution control.
487
488 CYANIDATION AND CONCENTRATION OF ORES
and making up to 1 liter. The reaction between silver nitrate and sodium
cyanide is represented by the following equation:
AgNO:J + 2NaCN = AgNa(CN)2 + NaNO
a
Thus, 169.9 grams AgNO:J saturates 98 grams NaCN, or 4.33 grams
AgNO
a
saturates 2.5 grams NaCN.
One cubic centimeter of the foregoing solution (= 0.00433 gram AgNO
a
)
saturates 0.0025 gram NaCN. Therefore, if 25 cc mill solution be taken
for titration, each cubic centimeter of silver nitrate solution required will
equal 0.0025 gram NaCN or 0.01 pel' cent NaCN. For example, a 25-cc
sample of cyanide solution is titrated, and it is found that 4.8 cc silver
nitrate solution is used; the strength of the cyanide solution then is 0.048
per cent NaCN. Sometimes it is more convenient to use a lO-cc sample
for titration when strong solutions are used. In such cases the same silver
nitrate solution is used, and the burette reading is multiplied by 2.5.
The solution to be tested should be clear (filter if necessary). Twenty-
five cubic centimeters is put into a clean, transparent, 125-cc Erlenmeyer
flask. The solution should not be diluted. The silver nitrate solution is
added until the end of the reaction is indicated by the first appearance of
a bluish haze, dulling the original brilliancy of the solution. This point
is best determined against a black background, and the operator should
experiment with various conditions of light until he is able to obtain con-
sistent readings and check himself and others within at least 0.1 cc on the
burette. A good setup is to place the burette against a window with a
good light (but not in the direct rays of the sun) so that the flask will be
about level with the eye against a black background.
The addition of a few drops of a 5 per cent neutral solution of KI im-
parts a yellowish tinge to the precipitate, which makes the exact finishing
point more distinct. The effect is due to the precipitation of silver iodide
in preference to silver cyanide when the solution contains no more free
cyanide.
Determination of Total Cyanide. Total cyanide is a term used to
indicate, in terms of NaCN (or KCN), all the cyanogen existing in the form
of simple cyanides, hydrocyanic acid, and the double cyanide of zinc.
Procedure. Measure 25 cc of clear cyanide solution, add 10 cc of caustic
soda-potassium iodide solution, and titrate with standard AgNO
a
solution
to the first permanent yellow opalescence.
Standard AgNO
a
solution (see free cyanide above)
Caustic Soda (NaOH)-Potassium Iodide (KI) solution: Dissolve 4 grams
NaOH and 1 gram KI in 100 cc of water.
Determination of Total Cyanide by Distillation.' Twenty-five
cubic centimeters of cyanide solution is transferred to a 250-cc Claissen
3 N. Hedley and D. M. Kentro, "Copper Cyanogen Complexes in Cyanidation,"
Trans. 48, C.M.M., 1945.
APPENDIX B
489
distilling flask leading to two 500-cc Erlenmeyer flasks connected in series.
The first of these is placed in an ice bath. Each flask contains' 150 cc
of 2 per cent NaOH solution. Fifty cubic centimeters of dilute HCl
(1 part 1.16 specific gravity acid to 4 parts water) is added to the Claissen
flask through a separatory funnel. The contents of the Claissen flask
are then boiled vigorously for about 6 min., after which the stopcock of the
separatory funnel is opened to prevent "sucking back" and the flame
removed. The contents of the Erlenmeyer flasks are then combined and
agitated vigorously for about 1 min. with about 1 gram of litharge to pre-
cipitate any small amounts of soluble sulphide present. The solution is
then filtered and washed, and the combined filtrate and washings titrated
with silver nitrate, using K1 as an indicator.
Determination of Protective Alkalinity. Protective alkalinity is
usually defined as the "alkaline hydrates and half the monocarbonates."
The effect is to protect the cyanide from decomposition by acid constitu-
ents of the ore and by carbon dioxide in the atmosphere.
Either oxalic acid or a mineral acid may be used as a standard. If
oxalic acid be used, the reaction is
Thus, 126 grams H
2C2
0 42H
2
0 saturates 56 grams CaO, or 5.62 grams
H
2C2
0
42H2
0 saturates 2.5 grams CaO. Therefore, if a solution contain':'
ing 5.62 grams H
2C2
0 .j 2H
2
0 per liter is made up, 1 cc of the solution
(= 0.00562 gram oxalic acid) will saturate 0.0025 gram CaO. If 25 cc
of mill solution be taken for titration, each cubic centimeter of acid required
will equal 0.0025 gram CaO or 0.01 per cent CaO. For example, a 25-cc
sample of solution is titrated,and it is found that 3.6 cc standard acid is
used. The protective alkalinity of the solution then is equivalent to 0.036
per cent CaO.
An oxalic acid solution containing 5.62 grams H
2C2
0 , 2H
2
0 per liter
has a normality of 0.0892. A mineral acid such as H
2
S0
4
or HNO
a
of
the same normality will serve equally well. The acid used should be stand-
ardized against a standard alkali,
A normal solution is one of which one liter contains a quantity of the
substance, expressed in grams, equivalent to one gram hydrogen. When
the solution is to be made of a salt that contains water of crystallization,
the weight of such water must be taken into consideration. As in the
case of oxalic acid.
The total atomic weight, including the water, is 126. Therefore, H
2
= 126, and H = 63 = grams of the salt to be added to 1 liter of water
490 CYANIDATION AND CONCENTRATION OF ORES
to make a normal solution. A decinormal solution contains one-tenth of
this amount, or 6.3 grams per liter.
Phenolphthalein (1 gram phenolphthalein in 50 cc alcohol, dilute to 100
cc with water) is used as the indicator, as it gives a value for monocarbonates
corresponding with the definition of protective alkalinity already given.
The determination (Clennell's method) is made on the same portion of
solution used for the free cyanide test as outlined. After the required
amount of silver nitrate has been added for the determination of free
cyanide, a drop or two of the phenolphthalein indicator is added. If the
solution be alkaline, a pink color results. The standard acid is then run
in until the pink color disappears, and the burette reading is noted.
Determination of Free Lime (CaO). It is important to know the
free, or available, CaO in burnt or hydrated limes, especially for the lab-
oratory determination of lime consumption in cyanide tests. The so-
called sugar method is a convenient one and is widely used. It is based
on the solubility of the CaO present in sugar solution. The carbonates
and other oxides are unaffected.
Procedure. Add 1.0 gram of the lime, ground to minus 100 mesh, to a
250-cc measuring flask, then add 20 grams of cane sugar and 100 cc water.
Shake the flask vigorously for several minutes, then dilute to the 250-cc
mark. Let stand at least 2 hr. shaking occasionally, then let settle until
the solution is clear. Pipette 25 cc, and titrate, using either sulphuric
or oxalic acid as under "Protective Alkalinity," using phenolphthalein as
the indicator.
The amount of lime (CaO) found by titration multiplied by 10 equals
the lime in 1 gram of the sample.
Oxygen Content of Cyanide Solutions. Two methods for deter-
mining the oxygen content of cyanide solutions are offered as being simple
and accurate-that of H. A. White, as described in the J01Lr. C.M. and
M .S.s.A., June, 1918, and that of A. J. Weinig and M. W. Bowen, described
in Trans. 71, A.I.M.E. 1925.
White's method is a colorimetric one, depending on the degree of colora-
tion imparted to a solution of pyrogallic acid in the presence of caustic
soda. Weinig and Bowen's method, a modification of that of Schutzen-
berger, depends on the reducing action of a sodium hydrosulphite solution
on a solution of indigo blue (indigotin disulphonate).
White Method. This method was developed by H. A. White, consult-
ing metallurgist for the Union Corporation of Johannesburg, and is based
upon the color imparted to an alkaline solution on the addition of pyrogallic
acid, the "pyro" used in photographic work.
ApPARATUS REQUIRED
1 dozen 250-cc glass-stoppered bottles.
1 burette.
APPENDIX B
CHEMICALS REQUIRED
Sodium hydrate (NaOH) solution, 2N (80 grams per liter).
Pyrogallic acid or pyro (the crystalline salt is preferable to the powder).
Brown dye (Diamond brown or caramel).
491
PREPARATION OF STANDARD COLORS
Saturate a quantity of ordinary tap water with oxygen by passing air
through it for an hour. Then stand for another hour to remove bubbles
of occluded ail'. To one of the 250-cc bottles containing this water add
about H0 gram of pyro and 1 cc 2N NaOH. The pyro crystals must
immediately sink below the surface. Then inseft a glass stopper with a
twisting motion to exclude any small air bubbles. After the soda solution
is added, the bottle should be filled to within % in. of the top, so that the
stopper may be inserted at a slight angle. Shake the bottle until all the
pyro is dissolved.
The water will take on a reddish-brown color corresponding to the oxy-
gen content of oxygen-saturated water at the existing temperature and
pressure. The percentage oxygen content of water, saturated under any
given set of conditions, may be calculated from the chart of Weinig and
Bowen (Fig. 55). This color is then matched with a water solution of
Diamond dye or caramel. A small amount of chromate of potash will
sometimes assist in obtaining the exact shade.
Assume that under the existing conditions the saturation point of water
corresponds to 8 milligrams oxygen per liter. Then if standard bottles
are made up containing 1 part color' corresponding to saturation and 7
parts water, this lighter color will correspond to 1 milligram oxygen per
liter, and equal parts of standard color and water will correspond to 4 milli-
grams oxygen. In the same way make up a series of eight bottles, colors
in which represent oxygen contents of from 1 to 8 milligrams oxygen per
liter.
TESTING THE SOLUTION
Fill one of the 250-cc bottles with the solution to be tested. Use a
rubber tube reaching to the bottom of the bottle, and avoid all agitation.
A drop or two of kerosene oil in the bottle will film the solution and still
further prevent absorption of oxygen. Fill the bottle nearly full, then
add Ho gram pyro and 1 cc 2N NaOH, and stopper instantly, taking care
that no air bubble is left under the stopper. Shake well, and compare
with standard colors.
Some solutions, particularly those resulting from the cyanidation of
silver ores, show fading colors and become cloudy on the addition of pyro
and soda, according to E. M. Hamilton in E. and M.J., July 17, 1920.
In such cases a better comparison is made after the solutions stand a definite
492
CYANIDATION AND CONCENTRATION OF ORES
time, say 3 to 6 min. Also, in such solutions a better standard color is
obtained by making up with a regular plant solution to which is added the
usual amount of soda and pyro, Then, after standing 3 to 6 min., this
color is matched with the dye or caramel, and the fractional standards
prepared as usual. A small amount of solid pigment such as yellow ocher,
added to the dye or caramel solution, will match the precipitate which
sometimes forms. With such solutions it is better to make up a fresh set
of standards whenever oxygen tests are "to be made.
Weinig-Bowen Method. The Weinig-Bowen method determines oxygen
accurately to tenths of a milligram per liter of solution or 1 part oxygen in
10 million parts of a solution on a 250-cc solution sample, with a propor-
tionately greater degree of accuracy on larger samples.
Reasonably clear mill solutions are best sampled by siphoning them
through a rubber tube and glass tube into Winchester acid bottles. Pulps
should be settled, and the clear liquor siphoned off.
A convenient quantity of standard sodium hydrosulphite solution is
made up as follows: Fill a 2H-liter acid bottle with distilled water, prefer-
ably fresh. Dissolve in it 5 grams caustic soda, and then 'add 5 grams
sodium hydrosulphite. Place a layer of kerosene over the solution. Then
siphon the liquor into bottle b of Fig. 101. This solution deteriorates
rapidly if exposed to the air, so, as shown in the insert a of the sketch, the
cork (not rubber) is run in with shellac.
The indicator, indigotin disulphonate, is made up as follows: Place in
a casserole 7 grams indigotin, and add 30 cc concentrated sulphuric acid.
Place over a water bath, and heat to 90C. for 1H hr. or until all lumps
disappear. Then dilute to 2 liters with distilled water. Neutralize the
acidity by adding powdered limestone, a little at a time, allowing it to
stand a few minutes between additions, until all action has ceased. Filter
without washing, place in a corked bottle, and use as required. It is
convenient to dilute this solution so that 1 cc of the indicator is equivalent
to 0.25 milligram oxygen per liter solution. This will indicate 1 gram per
liter when a 250-cc solution sample is taken for titration. This indicator
does not deteriorate and may be kept in a well-stoppered bottle.
Figure 101 shows the apparatus for this test as follows: two 2H-liter
acid bottles a and b, a 250-cc flask c, a 50-cc burette d with side connection,
a common burette e, a clamp stand f to hold two burettes, a 400-cc beaker
with 250-cc point scratched on it, a glass stirring rod, H6-in. glass or lead
tubing and rubber tubing for connections, a pinchcock g for bottom of the
rubber connection on the burette that contains standard hydrosulphite
solution, and a container for kerosene to be used in the procedure. When
setting up the apparatus, the relative positions of the parts shown should
be closely observed.
APPENDIX B 493
The bottles are filled as follows: Remove the connection x, and place a
cork stopper in the top of the burette so that no solution can overflow.
Place a bottle containing > ~ liters of kerosene so that its bottom is above
the top of bottle a, and connect this bottle to the bottom or burette d
with a siphon. Open pinchcock g and stopcock i, and allow kerosene to
siphon into bottle b until filled. Replace the bottle that contained kerosene
by a bottle containing the standard solution of hydrosulphite. This solu-
tion should always be covered by a layer of kerosene; siphon the standard
solution into bottle b, the kerosene being forced from bottle b over into
Cl
j
: ~ c
x-----------
f
FIG. 101. Apparatus for determining oxygen in cyanide solutions.
bottle a automatically. As soon as the hydrosulphite solution has reached
to within 1 or 2 in. of the top of bottle b, close both the pinchcock g and
stopcock j. After flask c has been nearly filled with kerosene, place con-
nection x in top of burette d, and seal with dry shellac dissolved in alcohol.
Open stopcock i. keeping pinchcock g closed, and allow the standard solu-
tion to pass into burette d until it just enters flask c; then close stopcock
i. open pinchcock g, and allow the standard solution to drain completely;
its action as a siphon will draw the kerosene over into burette d. The
standard solution is now drained off to eliminate any possibility of its
being exposed to air and to give it a cover of kerosene in burette d. Close
pinchcock g, open stopcock i, and allow burette d to fill to zero mark.
The layer of kerosene prevents admission of air during this procedure.
494
CYANIDATION AND CONCENTRATION OF ORES
Then the apparatus is ready for use. Fill burette e with the indicator,
and place a glass covel' over the top to prevent evaporation.
Routine titrations are as follows: The solution sample is siphoned over
beneath the kerosene into the 400-cc beaker to the 250-cc mark. Alkalin-
ity is neutralized with dilute sulphuric acid, 1 cc or less of indigotin di-
sulphonate is added as indicator, and titration is completed with the hydro-
sulphite. Then the necessary correction is made for the indicator; and the
result is converted into milligrams of oxygen per liter of solution or per-
centage saturation, as may be desired. The end point in clear solutions is
a slight yellow, but with others it may be white to gray, especially if cer-
tain salts are contained. The kerosene may be used several times by
pouring the contents of the beaker into a large bottle, after titration, then
siphoning off the kerosene for reuse after enough has accumulated. Gen-
eral circulating-plant cyanide solutions have 7 to 75 per cent maximum
oxygen saturation. A number of precautions must be taken, but these
will probably suggest themselves.
Determination of Reducing Power.! To 5 to 25 cc of solution,
depending upon the amount of reducing agents present, add sufficient
water to bring the volume to 200 cc. Then add 25 cc of 25 per cent H
2S04
solution and titrate with O.lON potassium permanganate (KMn04) solu-
tion to the first faint pink coloration, which remains permanent for 2 min.
The result is reported in cubic centimeters of O.lON KMn04 solution
per 1000 cc of cyanide solution.
The amount of cyanide solution taken for this determination should be
so adjusted as to require 5 to 10 cc O.lON KMn04 solution. Larger titra-
tions generally result in fading end points.
O.lON KMn04 Solution. Dissolve 3.16 grams of potassium perman-
ganate in water, and dilute to 1000 cc. This solution should be kept in a
dark bottle.
Determination of Gold and Silver. In the determination of gold and
silver in cyanide solutions the degree of accuracy and the speed desired
are the governing factors in the choice of methods used and the quanity
of solution taken for the determination.
1. Evaporation (Litharge) Method. To an evaporating dish add about
50 grams litharge and 146 to 292 cc cyanide solution. Evaporate to dry-
ness, adding about 10 grams litharge during the evaporation. Scrape
out the dried cake, and swab the dish thoroughly with a filter paper moist-
ened with dilute HeI. Flux the cake and paper in a crucible, and cupel
the resulting button.
,1 For this and the subsequent determinations described in this section, except
where indicated, acknowledgement is made to Analysis of Cyanide Solutions, 2d ed.
by The Canadian Industries, Ltd., Montreal, Quebec, 1945.
APPENDIX B
495
This method may be used on either pregnant or barren solutions and is
accurate but requires considerable time to complete.
2. Evaporation (Lead Boat) Method. Evaporate sufficient cyanide solu-
tion to dryness in a lead-foil boat. When completed, fold the boat inward,
hammer into a cube, and cupel.
TIlls method is accurate and can be used for both pregnant and barren
solutions.
3. Copper Sulphate Method. To 146 to 292 cc cyanide solution add 5
drops of 'saturated potassium ferrocyanide solution, then is cc of precipi-
tating solution, and stir well. Carefully add 20 co H
2S04
, and stir. Filter,
wash, and dry the resulting precipitate. Mix the precipitate with the
usual assay flux, add the filter paper to the crucible, and cupel the resulting
button.
This is a generally satisfactory method for both pregnant and barren
solutions.
Precipitating Solution. The precipitating solution is made as follows:
To a saturated solution of copper sulphate add a saturated solution of
caustic soda until a light bluish-white heavy precipitate is formed. Add
a little more caustic until the color changes to a darker blue, a heavy
precipitate remaining. To this add a saturated solution of sodium cyanide
until the precipitate is [ust dissolved and a yellow or light brown solution
results.
4. Chiddy Method. To 146 to 584 cc (5 to 20 assay tons) cyanide solu-
tion add sufficient sodium cyanide, NaCN, to bring the strength to 0.50
per cent NaCN. Add 40 to 50 cc saturated lead acetate, Pb(C
2H,02)2,
solution and then 5.0 grams zinc dust, stir well, and heat to boiling. Add
25 cc HCI, and allow to stand on a hot plate until the zinc is dissolved and
a sponge forms. Decant the solution, and wash the sponge with water.
Squeeze out the excess water, then dry the sponge, wrap in lead foil to
bring the weight to about 20 grams, and cupel.
NOTE: at least 12 grams of sponge lead should be formed; otherwise
the assays are usually low.
This method is usually found to be a satisfactory one for routine work,
especially on barrens and lower grade solutions.
5. Color Test for Barren Soiuiion. To 1000 cc. of barren solution add
10 cc: saturated sodium cyanide, NaCN, solution.
3 drops saturated lead acetate, Pb(C
2H,02)2,
solution.
2 grams zinc dust.
Shake well for several minutes. Transfer the sponge to a porcelain
casserole, and decant the liquid. Dissolve the sponge in 10 cc aqua regia
(3HCI + lHNO
a
) , and evaporate almost to dryness. Add 5 cc HCI,
and evaporate to about 2 cc, Transfer to a test tube, cool, and add care-
496 CYANIDATION AND CONCENTRATION OF ORES
fully 4 drops of saturated stannous chloride, SnCh, solution. Note the
color of the ring formed, and on shake-up note the color of the solution.
The following will serve as a guide to the relationship between color
and value in cents per ton of the solution.
Faint pink (indefinite). 2
Faint blue. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 4
Light purple. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 6
Deep purple. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 8
Deep purple with precipitate. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 10
Black Over 10
It is advisable to make color tests on known barren solutions and estab-
lish a color scale to meet the individual mill solution requirements.
STANNOUS CHLORIDE (SnCh) SOLUTION. To a 5 per cent HCI solution
add stannous chloride until saturated. A few shavings of metallic tin in
the solution will keep it in the stannous state.
6. Color Test for Silver. A few drops of a 10 per cent solution of sodium
sulphide added to 25 or 50 cc of the plant solution to be tested give a pure
white precipitate of zinc sulphide in the absence of silver. The precipitate
becomes brownish in the presence of silver, and the depth of color is a close
indication of the amount present.
The presence of the usual small amounts of lead in the solutions does not
affect the result appreciably, according to the Merrill Company.
Determination of Ferrocyanide. The most reliable method of de-
termining ferrocyanide in a cyanide solution is to determine the total
iron and calculate to ferrocyanide.
.Method 1. Volumetric. Procedure. To 200 to 500 cc solution, depend-
ing upon the quality of ferro cyanide thought to be present, add 10 cc
HCI and 5 cc HNO", and evaporate to about 50 cc. Add 8 cc H
2S04,
and evaporate to strong fumes and almost dryness. Cool, add 5 cc water
and 5 cc H
2S04,
and again evaporate almost to dryness. Cool, add 50 cc
water and 5 cc HCI, and heat to dissolve the soluble salts.
Add 3 grams pure zinc (20 mesh). If arsenic is thought to be present,
add 3 cc of 4 per cent solution of copper sulphate (CUS04 to 5H
20).
The
copper will deposit on the zinc and the arsenic on the copper as copper
arsenide. When the zinc is almost dissolved add 50 cc water and very
carefully add 5 cc H
2S04.
Filter into a 400-cc beaker after all evolution
has ceased, wash well with cold water, and dilute the filtrate to 300 cc.
Titrate immediately with O.lON potassium permangante, KMn04J solu-
tion to a faint permanent pink coloration.
O.lON KMn04 Solution. (See "Determination of Reducing Power.")
1 cc O.lON KMn04 = 0.0056 gram iron, Fe
= 0.0369 gram potassium ferrocyanide, K
4Fe(CN)6
AP,PENDIX B
497
1J1ethod 2. Colorimetric. Treat a 100-cc sample of solution as in Method
1, to and including the second evaporation of H
2S04.
'
Cool, add 50 cc water, and heat to dissolve the soluble salts. Filter,
and wash with hot water. '
To the filtrate, the volume of which should be about 50 cc, add ammo-
nium hydroxide, NH
40H,
until alkaline and a slight excess. Heat for a
few minutes to coagulate the precipitate, then filter, and wash with hot
water.
Dissolve the precipitate on the filter with warm 5 per cent H
2S04
solu-
tion, and wash with hot water. Add O.ION I\Mn04 solution to a faint
pink, avoiding an excess. The pink color will disappear on
Transfer the solution to a Nessler tube, add 10 cc of a 10 per cent solu-
tion of potassium thiocyanate, KCNS, and dilute to lOQ-cc mark withwater.
To the second Nessler tube add 75 cc of 5 per solution and 10
(' , '
cc of the KCNS solution. Then add from a burette drop by drop the
standard iron solution until the colors match, then,"add sufficient water
to bring the solution to the even IOO-cc mark. " ..
STANDARD IRON SOLUTION. To 200 cc of 5 pe{cent solution of H
2S04
add 7.021 grams of ferrous ammonium sulphate' (FeS04 (NH4)2S04 to
6H
20}.
Add O.lON KMn04 to a faint pink coloration, then add 40 cc
H
2S04,
and dilute to 1000 cc.
0.001 gram Fe
Determination of Thiocyanate. Method 1. Colorimetric. To a 100-
cc Nessler tube add 50 cc water and 5 cc (more if necessary) of the cyanide
solution to be tested, then add 2 cc HCI and 10 cc of 5 per cent solution
of ferric chloride, FeCb. Mix, and dilute to the 100-cc mark with water.
If Prussian blue should form on the addition of FeCL, the solution
should be filtered and the precipitate washed with water until all the red
color is washed from the paper. Return the filtrate to the tube, and dilute
to the IOO-cc mark.
To a second Nessler tube add 50 cc water, 2 cc HCl and 10 cc 5 per cent
FeCI, solution. Then dilute with water to almost the IOO-cc mark. From
a burette run in O.OIN potassium thiocyanate, KCNS, solution a few drops
at a time until the color in tube 2 matches that in tube 1. When matched,
read the burette, and calculate the amount of KCNS added to effect the
match.
O.01N KCNS SOLUTION. Dissolve 9.72 grams chemically. pure KCNS
in water, and dilute to 1000 cc. This is O.lON solution. Mix well, then
take 100 cc of this solution, and dilute to 1000 cc. This is .01ON solution.
1 cc = 0.000972 gram KCNS
498 CYANIDATION AND CONCENTRATION OF ORES
The burette reading X 0.000972 = weight in grams of KONS in the
original sample.
FIVE PER OENT FeOL SOLUTION. To about 100 cc water add 50 grams
FeOl, and 25 cc HOI. Warm to dissolve the FeOL. 0001, and dilute to
1000 cc.
This method is sufficiently accurate for most purposes and may be done
in a few minutes.
JJ;[ethod 2. Permanqamaie ethod. To 100 cc of cyanide solution add
10 cc H
2S04
and 10 cc 20 per cent solution of ferric sulphate, Fe2(S04)a.
Stir well, and filter into a 100-cc graduate cylinder until the 60-cc mark is
reached. The filtrate represents 50 cc of the original solution. Wash
into a 250-cc beaker, dilute to about 100 cc, and titrate with 0.10N potas-
sium permanganate, KMn04, solution until the red color is dispelled.
1 cc O.lON KMnO = 0.00162 gram potassium thiocyanate, KONS
On 60 cc aliquot = 0.0324 gram per 1000 cc or 0.0648 lb. per ton of solution
O.lON KMn04 SOLUTION. (See under "Determination of Reducing
Power.") Silver interferes, but it is unlikely to be found in sufficient quan-
tities in the cyanidation of gold ores to cause an appreciable error.
Determination of Copper. Method 1. Short Iodide. To 200 to
500 cc of solution add 10 cc HOI, 5 cc HN0
3.
Evaporate to about 50 cc,
then cool, and add 8 cc H
2S04.
Evaporate almost to dryness. 0001,
add 5 cc water and 5 cc H
2S04,
and again evaporate almost to dryness.
0001, add 50 cc water, and heat to boiling. Add 5 cc concentrated bromine
water, and boil to expel the bromine. 0001, add ammonium hydroxide,
NH
40H,
drop by drop, until the ferric hydroxide precipitate just remains
after stirring. Do not add an excess of NH
40H.
Add' 5 cc acetic acid,
H(02H302), and heat, stirring until the iron precipitate dissolves and the
solution turns to a clear wine color. Add 1 to 2 grams sodium fluoride,
NaF, the solution turning blue. Stir well, cool, and add 4 cc of 50 per cent
solution of potassium iodide, K1, solution turning brown, then add a few
cubic centimeters of starch solution, and titrate carefully, but quickly,
with the standard sodium thiosulphate, Na
2S203:
5H
20,
solution. The end
point is usually sharp, the color changing from blue to a creamy white.
STANDARD SODIUM THIOSULPHATE SOLUTION. Dissolve 19.5 grams so-
dium thiosulphate crystals, Na
2S20a
to 5H
20,
and 2 grams NaOH in a
convenient amount of water, and then dilute to 1000 cc. Solution should
be kept in a dark-colored bottle.
1 cc Na
2S20a
to 5H
20
solution = 0.005 gram copper, Cu
On a 200-cc sample 1 cc = 0.025 gram per liter or 0.050
lb. per ton of solution
APPENDIX B 499
STARCH SOLUTION. To 1.0 gram of soluble starch add sufficient water
to make a paste. Then add 100 cc warm water and 0.1 gram NaOH,
and bring to a boil. This solution should keep for several weeks.
It/Iethod 2. Colorimetric. To 100 cc of solution add acids, and treat as in
Method 1 to and including the second addition of H
2S04.
Evaporate, and-
fume strongly until only 2 to 3 cc remain. Cool, add 30 cc water, and -
heat to dissolve the soluble salts. Filter, and wash twice with hot water.
Add 50 per cent ammonium hydroxide, NH
40H,
solution until just neutral-
ized, then .add 10 cc more. Warm (do not boil) until the fine precipitate
just coagulates, and filter through a fine filter paper. Wash three times
with hot water, then transfer to 100-cc Nessler tube, and dilute with water
to the 100-cc mark.
To a second Nessler tube add 80 cc water, 10 cc NH
40H.
Add the
standard copper sulphate solution 1 cc at a time until the colors match.
STANDARD COPPER SULPHATE SOLUTION. Dissolve 0.393 gram copper
sulphate, CUS04' 5H
20,
in water, and dilute to 1000 cc.
1 cc = 0.0001 gram copper, Cu
On 100-cc sample 1 cc = 0.001 gram Cu per 1000 cc or 0.002 lb. per ton
of solution
This is a satisfactory method for small amounts of copper up to 0.010
gram per liter. If the copper content exceeds this figure, the method may
be used on 50- or 25-cc samples.
Determination of Zinc. Zinc usually occurs in cyanide solutions as
the double cyanide, but under certain conditions, e.g., in dilute solutions,
a portion of the zinc may be present as zinc cyanide. It is possible that
some may also exist as an alkaline zincate.
Procedure. To 500 cc of solution add 10 cc HCl, 10 cc HNOa, and 8
cc H
2S04.
Evaporate on a hot plate until copious fumes of S03 are evolved.
Take down over a flame until 2 to 3 cc remain. Take up with 10 cc water
and 5 cc H
2S04,
and again evaporate to strong fumes of S03 and dryness.
Care should betaken at this stage to avoid spitting. Cool, add 100 cc
water and 8 cc H
2S04,
and boil until all soluble salts are in solution. The
volume of solution should be maintained at about 100 cc by adding water
as required.
Add about 6 grams of aluminum either as 30 mesh or sheet aluminum,
bent up at the corners, and boil for 10 min. The aluminum precipitates
copper, lead, nickel, cobalt, arsenic, antimony, and tin. Filter, and wash
with hot water several times. Some extra aluminum should be present
in the filter paper. Evaporate the filtrate to about 40 cc, and add 10 cc
HN0
3
and 1 gram potassium chlorate, KCl0
3.
Evaporate to dryness.
Do not bake the residue. Add 50 cc water and H gram NaOH. Break
500 CYANIDATION AND CONCENTRATION OF ORES
up the cake on the bottom of the beaker, and then add 7 grams ammonium
carbonate, (NH
4)2CO",
and heat nearly to boiling for several minutes.
Let the precipitate settle, filter, and wash several times with hot 5 per
cent (NH
4)2CO"
solution.
Make the filtrate acid with HCl, and add 3 cc in excess, then dilute to
200 cc. Heat to 70C., and titrate very slowly with potassium ferrocy-
anide, solution, using uranium acetate as an outside indicator.
The end point is reached when a drop of the solution, placed on a white tile,
shows a brown tinge when touched with a drop of the uranyl acetate after
standing about a minute.
The solution should be kept at about 70C. during titration and be con-
stantly stirred.
STANDARD POTASSIUM FERROCYANIDE, K
4Fe(CN)o,
SOLUTION. Dissolve
21.6 grams chemically pure crystals, K
4Fe(CN)o
to 3H
2
0 , in water and
dilute to 1000 cc.
1 cc K
4Fe(CN)o
solution = 0.005 gram zinc, Zn
URANIUM (URANYL) ACETATE INDICATOR. Three grams uranium acetate
and >'2 cc acetic acid in 100 cc water.
In order to save time in titrating, the zinc solution may be divided into
two nearly equal parts. Titrate one of these parts to an approximate end
point, then add the remainder of the solution, and finish the titration.
For the determination of other elements, such as antimony, arsenic,
cobalt, nickel, lead, soluble sulphates and sulphides in cyanide solutions
the reader is referred again to "Analysis of Cyanide Solutions" by the
Canadian Industries Ltd.
Qualitative Test for Traces of Cyanide.' To 500 to 1000 cc of the
solution to be tested add 1 to 2 cc ammonium sulphide, (NH
4)2S,
and
evaporate just to dryness. The final stages of evaporation should be
done slowly. Cool, add 10 cc water, stir well, let settle, and filter.
To the filtrate add 2 drops of saturated ferric chloride, FeC1
3
, solution.
A red coloration indicates the presence of cyanide.
Analysis of Gold Precipitate. The predominating elements in gold
precipitates are gold, silver, lead, and zinc. The principal secondary
elements may include all or any of the following: arsenic, antimony, cop-
per, iron, nickel, sulphur, insoluble lime; and tellurium. Methods of
determination are described on pages 19-23 of the Canadian Industries,
Ltd., publication, Analysis of Cyanide Solutions, 2d ed., 1945.
6 There is a tendency for copper, cobalt, and mercury to interfere in this method.
For a detailed discussion of various quantitative methods for the determination
of traces of cyanide reference should be made to "Cyanide in Mill Effluents" by
R. E. Rickard, Mining Mag., London, July, 1938.
s
The Westport Mill-research and testing laboratories of the Dorr Company at Westport, Connecticut.
I
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
j
J
Index
A
Achotla chloridizing mill, 272-273
Acid brine, leaching with, 247
Acid treatment of filter cloth, 110
Addition agents, 38-39
Adsorbed .gold and silver, recovery of,
263-265
Aeration, of calcine, 171-172
of mill solutions, 217-218
of sand charge, 91
Aeration tests, 29
Aero-brand cyanide, 210
Agitation, continuous vs. batch, 106-107
theory of, 102-103
Agitators, Devereux, 103,217
Dorr, 103-105,217
Noranda, 103, 105-106
Pachuca, 102, 104, 221
Turbo and Wallace, 103-104,217
Akins, classifier, 75, 80, 90
Alaska, gold production of, 324
Alkalinity, control of, 213, 239-244
Altaite, 281
Amalgam, gold, 177 '
sodium, 28
Amalgamation, at Argonaut, 178-179
barrel, 181-182
use of chemicals for, 183
and chloridising, 271-272
direct, 128, 177-181
at Homestake, 179-181
at Pickle Crowe, 183-184
plate, 138-139, 178-179
at Porcupine United, 284-286
principles of, 177
Amalgamation tests, 27-28
Ammonia-cyanide process, 268
Analysis, chemical, of concentrate at
gold mines of Kalgurli , 412
of cyanide solutions, 487-500
of gold bullion, 487
of gold precipitate, 500
of Me Intyre mill products, 312
of mill feed, 410
of Pachuca ore, 432
at Randfontein, 361
Analysis,
of Sunshine concentrate,. 438
Antimony ores, roasting of, 250
treatment of, 249-250
Aqua Fria, 342
Ariston, 386-387
Arsenic ores, treatment of, 248-249, 267
Arsenopyrite, 242
flotation df, 146
washing of, 158, 162-168
Arsenopyrite ores, treatment of, 248-267
Ashanti , 386, 387
precipitate treatment at, 202
Assaying (see Fire assaying)
AtokBig Wedge, 421-423, 425
Atomic weights of the elements, 458-459
Australia, 396-415
Automatic recording and controls, 234-
237
B
Banket ore, 219
Barren solution (see Solution)
Beattie, costs at, 449-450
roasting at, 162-164
Belgian Congo, 396
Bendelari jig, 134
Berdan pan, 182
Bibiani, 388-392
precipitate treatment at, 201-202
Bidi, Saruwak, 92-95
Big Bell, 398-399
Bird centrifuge, 85-86
Blanket strakes (see Corduroy)
Books on cyanidation, 484-486
Brazil, 347
British Guiana, 352
British West Africa (see Gold Coast)
Bromocyanide process, 266-267
for arsenic, tellurides, 267
Bromocyanide tests, 39
Buffer salts, use of, 244
Bullion refining, at Hollinger, 204-205
at Homestake, 205-206
Burma, 426
Bustiek Mines, Ltd., 385
Butters-Mein distributors, 88
503
504 CYANIDATION AND CONCENTRATION OF ORES
C
Calcine treatment, 171-176, 269
gold losses in, 174-176
at Lake Shore, 171-173
at Rietfontein, 173-174
Caldecott cones, 79-80
Calera, 346-347
California, gold mining in, 331-333
Cam and Motor Gold Mining Co., Ltd.,
385
Canada, gold production in, 283-284
milling in, costs of, 447-450
method of, 281-283
ore deposits in, 281
Canvas, 134
Carbon cyanidation, 261-265
at Getchell, 262-203, 265
at Harquahala, 202-:;:04.
revolving screens for, 262-263
Carbonaceous matter, 149-150
in California ores, 333
(See also Graphite ores)
Cariboo Gold Quartz Mining Co., Ltd.,
294-296
Caron Processes, .442-444
Caustic soda, use of, in ion-exchange, 266
CCD (counter current decantation),
principles of, 122
vs. stage filtration, 294-296
uses and calculation of, 122-126
Centrifuge, Bird, 85-86
Chaffers retreatment plant, 403-404
Chalcopyrite, 240-241, 244, 274
Chalmersite, 348
Chili, 351-352
China and Manchuria, 427
Chloridizing and amalgamation, 271-272
Chloridizing roasting and leaching, 272-
273
Chlorination, 270-271
of waste cyanide solution, 275-276
Chlorine, as a metallurgical agent, and
as a solvent for gold, 269
Chromium minerals, effect of, 247-248
Clarification of solution, 184-186
Clark-Todd amalgamators, 79, 179-181
Classifier-grinding circuits, 77
Classifiers, bowl, 76-77, 87
centrifugal, 85-86
cone, 79-80
Classifiers,
hydraulic, 83
reciprocating rake, 81
screw, 80
Classification, control of, 236
definition of, 74
for leaching, 87-88, 90
means of, 78-79
of mill flow sheets, 279-281
uses of, 75-76
Cochenour Willans Gold Mines, Ltd.,
318-320
roasting at, 166-168
Coco-matting, 134
Columbia, 342-343
Compression belts and rolls, 120
Comstock lode, 333-334
Concentrate, smelting, 155-157
treatment of, 153-157
at Idaho-Maryland, 336, 338-339
in Ontario, 154-155
Concentration, 128-157
recovery calculation of, 457
Conditioning ore pulp, 220-222
for cyanidation, 221
for flotation, 221-222
Cone, classifying, 79-80
gold trapping, 130
Conversion factors, 457-476
Copper, determinations of, 498-499
removal of, by leaching, 268-269
Copper complexes, 244-245, 260-261, 268
Copper minerals, 474-475
effect of, in cyanidation, 22G-244
Corduroy, at Dome Mine, 137-138
as a gold saver, 134-136
method of applying, 137
at Modderfontein East, 139
on the Rand, 138-139
Corduroy tests, 28
Costs, of plant construction, 446
of plant operation, 446-451
on Witwatersrand, 357, 450-451
Cripple Creek, 327
Croesus Proprietary Treatment Co.,
Ltd., 404-405
Crushers, fe-eding, 49
gyratory type, 47, 48-51
jaw type, 46, 48-50
roll, 46, 50
Crushing, at Hollinger, 51-52
INDEX
505
Crushing,
at Me Intyre, 52-53
surface, 50
underground, 49-50
Cyanide, consumption of, 211, 215, 235
determination of, 36-37
determination of, 487-489, 500
history and manufacture of, 209
regeneration, processes for, 253, 259,
261
in Australia, 260-261
at Flin Flon, 256-258
at Pachuca, 255-256
Cyanide plants, cost of construction, 446
cost of operation, 446-451
Cyanide solution, aeration of, 217-218
alkalinity of, 213, 239-244
analysis of, 235
(See also Appendix B)
impurities in, 218-220, 233
oxygen in, 215-216
reducing agents in, 216-217
strength of, 210, 243
temperature control of, 243
(See also Solution)
toxicity of, 275
Cyanide solution waste, treatment of,
275-276
Cyanide tests, by agitation, 35-40
by percolation, 40-42
Cyclone (see DSM cyclone)
Cyanicides, control of, at Homestake,
242-243
at Lake Shore, 245
at Morro Velho, 243-244
at Noranda, 240-245
at Salsigne, 241-242
at Sub-Nigel, 240-241
D
De-aeration of solution, 186
Deister concentrator, 140
Density of the elements, 458-459
Denver flotation machine, 144-145
Denver mineral jig, 134
Desliming, 84
Determination, of copper, 498-499
of cyanide, free, 487-488
total, 488-489
traces of, 500
Determination,
of ferrocyanide, 496-497
of free lime, 490
of gold and silver in solution; 494-496
of oxygen in cyanide solutions, 490-4940
of protective alkalinity, 489-490
of reducing power, 494
of thiocyanate, 497-498
of zinc, 499-500
Dewaterers, mechanical, 80
Diaphragm pump, 100-101
Dome mines,.288-291
concentrate treatment at, 154
conditioning at, 221
desliming at, 85
Dorado mill, 411-442
Dorr agitator, 103-105,217
for carbon cyanidation, 263
Dorr classifier, 75-76, 79-82, 90
Dorr thickener, 96-100
Dorrco filter, 116-118
Dorrco Pan-American jig, 133-134
Dorrco sizer, 83-84, 142,236
DSM (Dutch State Mines) cyclone, 86
Dust lubrication, 161
E
East-Geduld, 370-373
costs at, 451
Ecuador, 344-345
Edquist process, 200
Edwards furnace, 159-162, 165
installation cost for, 446
EI Callao, 351
Elements, table of the, 458-459
Examination of are, 26-27
F
L
Fagergren flotation machine, 144, 147
Feeders, apron, Ross chain, 49
automatic, 235
Ferroeyanide, determination of, 496-497
formation of, 239-240, 243
Ferrous sulphate, 240
Fiji Islands, 415-421
Filter cloth, 108-109
acid treatment of, 118-119
Filter tests, 44-45
I
I
506
CYANIDATION AND CONCENTRATION OF ORES
Filters, precipitate, bag type, 190
pressure type, 190-191
vacuum type, 192-193
pulp, types of, 110-119
Filtration, definition of, 107-108
principles of, 108
stage, 110 .
Filtration media, 108-109
Fire assaying, 487
Flappers, use of, 120
Flocculating reagents, 44
Flotation, automatic control of, 236-237
conditioning for, 221
of cyanide residues, 152-153
in flow sheet, 150-153
operating costs of, 449-450
power requirements for, 452
Flotation machines, 143-145, 147
capacity of, 144
determination of, 144-145
Flotation reagents, 31
consumption of, 33-34
for gold ores, 146
for silver 'ores, 148
Flotation tests, 29
FluoSolids, principles of, 165-166
FluoSolids furnace, 159, 165-168
installation cost of, 446
.Free gold, recovery of, 128-129
Fresnillo, treatment of manganese-silver
ores at, 444-445
Furnaces, precipitate melting, 200-205
(See also Roasting)
G
Galena (galenite), 475
associated with silver, 437
Geita, 396
Gelatinous silica, 220
Getchell Mine, Inc., 330-331
carbon cyanidation at, 262-263, 265
Globe and Phoenix Gold Mining Co.,
Ltd., 385
Gold, dissolution of, as a corrosion pro-
cess, 213
effect of oxygen on rate of, 212
physics of, 211
during washing, 126-127
distribution of, in tailings, 296
Gold,
free, recovery of, 128-129
production of, cost of, 448
economic aspects of, 11-15
world, 8-9, 12
retained in circuit, 207-208
revaluation of, 9
rusty, 129, 136, 181
in sulphides, 129
surface contamination of, 19-20
volatilization of, 273-274
Gold alloys, solubility of, 176
Gold chlorides, 274
Gold Coast, 386-395
Gold foil, dissolution of, 212-213
Gold Mines of Kalgoorli, Ltd., 410-414
Gold particles, size of, 228
Golden Cycle Corp., 327-330
classification at, 87-88, 90
roasting at, 165
sampling plant, 60
Golden Manitou Mines, Ltd., 320-321
"Golden :Mile," 398, 410
Golden Plateau, 415
Graphite ores, treatment of, 251
Silver-Dorfinan processes for, 251
at Timmons Ochali, 252
Gravity concentration, methods of, 128-
134
Gravity-concentration tests, 28-29
Grinding, control of, 236
Grinding analyses, 78
IT
Hadsel mill, 53-55
Hallnor Mines, Ltd., 314-315
Hardinge classifier, 82-83
Hardinge "electric ear," 236
Hedley Mascot mill, 85
Hematite, roasting to, 162, 175
Hollinger mill, 315-318
concentrate treatment at, 155
costs at, 448
crushing plant at, 51
grinding control at, 236
precipitate treatment at, 204-205
Homestake Mining Co., 324-327
amalgamation at, 179-181
bullion parting at, 205-206
INDEX 507
Homestake Mining Co.,
classification at, 79
leaching at, 88-90
Merrill presses at, 111
Honduras, 342
Humphrey Spiral, 142
Hydrogen cyanide, 231, 254-261, 267
Hydroseparutors, 84
I
Idaho-Maryland Mines Corp., 336, 338-
339
slime depression at, 149
India, 425-426
Infrasizer, 227-229
Ion exchange, 265-266
J
Japan and Korea, 427
Jig beds, 134
Jig strokes and speeds, 134
Jigs, in mill circuit, 132-134
capacity of, 133-134
Juca Vieira Gold Mine, 347
K
Kalgoorlie gold fields, 398
Kalgurli are Treatment Company, 404-
409
Kenya, 396
Kerr-Addison Gold Mines, Ltd., 291-294
costs at, 448
Kelowna Exploration Co., 30D-302
slime separation at, 85
Kirkland Lake ore and treatment, 281
Kirkland Lake producers, 282
Knob Hill mill, 334-336
Kolar gold fields, 425-426
amalgamation practice at, 181
dewatering cones used at, 79
L
La India Companhia Minera, 337
La Luz Mines, Ltd., 337,340-341
Lake Shore Mines, Ltd., 303-307
calcine treatment at, 171-173
Lake Shore Mines, Ltd.,
concentrate treatment at, 154 .
pH control at, 237
roasting at, 159-162
sizing analysis at, 227-231
Lake View and Star, Ltd., 399-402
roasting at, 165
treatment costs at, 151
Leaching, of agglomerated slimes, 95
of clay ore, 92-95
Lead minerals, 475
effect of, in.cyanidation, 246-247
Lead salts, use of, 187, 210, 214, 219, 239,
243
Lime, 220
air slaked, 249-250
determination of, consumption of, 36-
38
free, determination of, 490
determination of, requirements of, 35-
36
use of, in regeneration, 244, 258-261
Lime plant in Nicaragua, 340
Loreto mill, 429-435
Lundberg, Dorr, and Wilson mill, 80
M
McClusky process, 444-445
Me Intyre Porcupine mill, 307-311
concentrate treatment at, 155
crushing plant at, 52-54
flotation in grinding circuit at, 152
pilot plant at, 150-151
MacLeod Cockshutt Gold Mines, Ltd.,
roasting costs at, 450
Magnetite, roasting to, 162,175
Manganese-silver ores, treatment of,
442-445
Marcasite, 239
Marievale Consolidated Mines, Ltd.,
378-381
costs at, 451
power at, 453
Marlu Gold Mining Areas, Ltd., 392-394
desliming at, 84-85
Melting points of the elements, 458-459
Mensuration, 476
Mercury salts, use of, 242-243
Merrick weightometer, 236
508 CYANIDATION AND CONCENTRATION OF ORES
Merrill-Crowe process, 185-193
Merrill filter press, 110-113, 189
Metallics, 27
Metals and their minerals, 474-475
Microns, definition of, 226
Microscopy in cyanidation, 17-20
Mill flow sheets, classification of, 279-281
Minerals, chemical and physical data on
474-475
Mochito mill, 342, 440-441
Modderfontein East, 139
Morro Velho mill, 347-350
control of cyanicides at, 243-244
Mother Lode ore, treatment of, 149-150
Mount Morgan mill, 415
N
Negus Mines, Ltd., 307
Neptune Gold Mines, Ltd., 337, 340
New gold fields of Venezuela, 351
New Guinea, 427
New Occidental Gold Mines, 414-415
New Saza Mines, Ltd., 396
New South Wales, 414-415
New State Areas, 366-369
New York and Honduras Rosario Mining
Co., 342, 438-442
New Zealand, 415
Nicaragua, 336-341
Nipissing mill, precipitation at, 198-199
Noranda Mines, Ltd., 321
conditioning at, 221
precipitate treatment at, 221
o
Oliver filter, 118-119
Organic matter, 220
Osmiridium, 352
Oxidizers, chemical, 217
Oxygen in solution, altitude and satura-
tion curves for, 215-216
determination of, 490-494
saturation of, 211-214
P
Pachuca agitator, 103-104, 221, 240-241
Pachuea district, 429-433
Pamour Porcupine Mines, Ltd., 311-314
Pan-amalgamation process, 271-272
Passagem gold mine, 347
Patio process, 271
Peru, 350
pH determination, automatic recording
of, 237,256
control of, 239, 241, 243-244, 256
in presence of lead salts, 247
indicators for, 21
instruments for, 21
theory of, 20-21
Philippine Islands, 421-423
Pickle Crowe Gold Mines, amalgamation
at, 183-184
Porcupine ore and treatment, 283
Porcupine producers, 282
Porcupine United mill, 284-286
Portovelo mill, 345-346
Power requirements, for cyanidation,
451-453
for flotation, 452
Precipitate, clean up, 193-194
containing copper, 205, 207
filter press, 194
melting of, 200-201
treatment of, at Bibiani, 201-202
at Hollinger, 204-205
at Noranda, 202-203
Precipitation, aluminum dust, 195-199
on charcoal, 199-200
chemical control of, 186-189
chemistry of, 185, 197-199
economics of, 189
of gold in the laboratory, 42-43
at Kolar, 195
methods of, 184-185
ratio of, 235
on the Rand, 195
by sodium sulphide, 198-199
zinc dust, 187, 195
zinc shaving, 195-196
Presidio mine, 429
Preston East Dome Mines, Ltd., 286-288
power at, 451-452
Pre-aeration, 239-241
at Sub-Nigel, 375
Precoating, 184-185
Preliming in calcine treatment, 171
Primary slime, 30
INDEX 509
Protective alkalinity (see Alkalinity,
control of; pH determination; etc.)
determination of 489-490
Protective colloid, 149
Pulp consistency, formula for, 477-478
Pulp density control, 236
Pulp (slime) density, chart, 483
tables, 478-482
Punitaqui , 352
Pyrites, flotation of, 146, 150
gold bearing, 219, 238, 240-242
particle size of, 228
roasting of, 158-162
Pyrrhotite, 219, 238-243
roasting of, 159
at St. John del Rey, 348
at Sub-Nigel, 375
Q
Queensland, 415
R
Radioactive tracers, 146
Rand (see Witwatersrand)
Randfontein Estates Gold Mining Co.,
Ltd., 357-362
costs at, 450-451
power at, 452-453
precipitation at, 193
sand leaching at, 91
sorting at, 57
Reprecipitation, testing for, 40
Resende Mines, Ltd., 386
Revaluation of gold, 9
Rhodesia, southern, 385-386
Richards pulsator jig, 142
Rietfontein, calcine treatment at, 173-
174
Riffle, 130
Roasting, 158-176
chloridizing, 272-273
followed by leaching, 171-174
gold losses in, 170
opearting cost of, 449-450
in presence of lead salts, 247
at St. John del Rey, 350
with salt, 168-169
with soda ash, 169-170
Roasting,
sulphate, 269
Roasting furnaces, 159-168
Roasting plants, cost of, 446
Roasting tests, 29
Rosario mill, 438-440
Russia, 425
Rusty gold, 129, 136, 181
S
St. John del ~ (see Morro Velho mill)
Salsigne process, 241-242
Samples, minimum size of, 17
Sampling, ore and solution, 222
at Hollinger, 222-223
at Wright-Hargreaves, 222, 224-226
in ore testing, 16
theory of, 16-17
Sampling mills, 6G-61
Sand-slime separation, 90
Sand treatment, 87-95
at Homestake, 89
Screen opening vs. particle size, logarith-
mic plot, 482-483
Settlement, factors affecting rates of,
101-102
Settling rates for quartz spheres, 23
Settling tests, 43-44
Shafter, Texas, 429
Silver, metallic, 214
native, 428-429, 475
volatilization of, 273-274
world production of, 11, 12
Silver foil, dissolution of, in cyanide, 212
Silver minerals, 214, 219, 444,475
cyanidation and flotation characteris-
tics of, 430-431
roasting of, 158
Silver sulphides, treatment of, 429-442
.Silver-Dorfinan process, 251-252
Sizing analyses, by air, 26
by beaker decantation, 22-25
of crusher house products, 54
by elutriation, 22
for mineral distribution, 226-229
at Pamour Porcupine, 313
plotted, 25
at Randfontein, 360
sieve, 21-22, 226
510
CYANIDATION AND CONCENTRATION OF ORES
Sizing analyses,
at West Rand Consolidated, 364
Slime, density of, chart, 483
tables, 478-482
depression of, 150
primary, removal of, 149-150
treatment of, 96-127
Sluice, 130
Smelter treatment, 153-157
SOo process at Kalgurli plant, 413-414
at Lake Shore, 159
for manganese-silver ores, 444-445
Sodium sulphide; 219
formation of, in solution, 239
leaching with, 265
precipitation by, 198-199
Solution, alkalinity control of, 231-233
barren, in carbon cynnidntion, 263-264
color test for, 495-496
operating data in, 235
problem of, 234
sampling of, 225-226
change of, 39
clarification of, 184-186
cyanicides in, 233
cyclic use of, 40
de-aeration of, 186
grinding in, 39-40
pregnant, sampling of, 224-225
precipitation, inhibitors in, 223
testing of, 223
(See also Cyanide solution)
Sorting,
economics of, 58-59
in flow sheet, 57
at McKenzie Red Lake, 58
on the Rand, 57-58
by sink-float, 59-61
South Africa (see Witwatersrand)
Standard mill, costs at, 450
Starch solutions, 44, 149-150
Steffensen machine, 144, 151
Stibnite ores,
roasting of, 158, 249
treatment of, 249-250
Sub-Nigel Gold Mining Co., Ltd., 373-
376
Sulphides, concentration of, 128-130, 139
cyanide attack on, 242
flotation of, 143,151-152
SuI phi des,
gold-bearing, 128-130
roasting of, 158-170
in presence of lead, 247
treatment of, 153-157
Sulphotellurides, roasting of, 159, 165
treatment of, by bromocyanide, 267
(See also Tellurides)
Sunshine mill, 437-439
Superpanner, 229-231
T
Tables, bumping, 140-142
capacity of, 141-142
Tailings, plants for treatment of, in Cal-
ifornia, 331-333
pumps for, control of, 237
retreatrnent of, in Australia, 403-404
Tanganyika Territory, 396
'I'aquah and Abosso, 394-395
Tellurides, cyanidution of, 153
flotation of, 151, 152-153
particle size of, 228
solubility of, 250-251
treatment of, 154
(See also Suplhotellurides)
Tellurides ores, treatment of, 250-251
Temperature-conversion formulas, flame
and color scales, 476-477
Testing series, 38
Testing procedure, 26-45
Tetrahedrite, associated with silver, 437
Thickeners, Dorr, 96-97
traction, 97-99
tray, 97, 100
washing, 99-100
Thickening, general, 96
Thiocyanate, 219, 238-239
in barren solution, 235
determination of, 497-498
'I'hiosulphate, 219
in barren solutions, 235
'I'immons Ochali mill, 343-344
early table practice at, 140
graphitic ore treatment at, 252
Tonapah, Nevada, ore treatment at, 433-
437
Tramp-iron detector, 234
Tramp steel, removal of, 48
Trap, gold, hydraulic, 130-131
INDEX 511
U
Unit flotation cell, 130-132
United States, gold production in, 321-
324
flotation plants in, power consump-
tion of, 452
v
Vacuum, drainage, 91
Vacuum filters, 111-121
Van Dyk, 376-378
Vanners, 142
Vatukoula, Central mill at, 416-421
Venezuela, 350-351
Venterspost Gold Mining Company Lim-
ited, 381-385
Victoria Gold Dredging Co., 414
Volatilization of gold, 175-176
W
Wanderers Consolidated Gold Mines,
Ltd., 385
Washing, crusher feed, 289
flood, 120-121, 234
Washing tests, 29
Wedge furnace, 159, 162-164
Weighing of ore, 222
Wemco classifier, 75
West-Rand Consolidated, 362-366
West Springs mill, 369-370
Wheeler pan, 182
Wilfley table, 141
Witwatersrand, filter practice at, 121
general pract-ice at, 352-357
Wright-Hargreaves, 296-300
concentrate treatment at, 154
costs at, 299
sampling of ore at, 234
sampling of solution at, 222-226
Z
Zinc, determination of, 499-500
Zinc minerals, 475
effect of, in solution, 219, 245-246
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- 500 Important Spoken Tamil Situations Into Spoken English Sentences SampleDocument7 pages500 Important Spoken Tamil Situations Into Spoken English Sentences SamplerameshdurairajNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Earthing Substation Earthing Guide Central NetworksDocument12 pagesEarthing Substation Earthing Guide Central Networksshahkhan552000100% (1)
- Surgical InstrumentsDocument4 pagesSurgical InstrumentsWafa L. AbdulrahmanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Measuring and calculating dimensions for pipes, plates, cylinders and moreDocument100 pagesMeasuring and calculating dimensions for pipes, plates, cylinders and moreGarcia MaybelleNo ratings yet
- Adeptus Evangelion 2.5 - Operations ManualDocument262 pagesAdeptus Evangelion 2.5 - Operations ManualGhostwheel50% (2)
- Astm C27Document2 pagesAstm C27nee2790No ratings yet
- Regenerative Medicine Manual ISSCA 2020 EnglishDocument21 pagesRegenerative Medicine Manual ISSCA 2020 EnglishDana MihutNo ratings yet
- Symbols For Signalling Circuit DiagramsDocument27 pagesSymbols For Signalling Circuit DiagramsrobievNo ratings yet
- Handbook of Extractive Metallurgy IDocument251 pagesHandbook of Extractive Metallurgy IJuan Francisco Baltazar Baltazar100% (1)
- Strategic Management Plan analyzing Unilever's macro and micro environmentsDocument17 pagesStrategic Management Plan analyzing Unilever's macro and micro environmentsMd Moshiul HaqueNo ratings yet
- Flotation, Theory, Reagents and Ore Testing-Ronal D. CrozierDocument365 pagesFlotation, Theory, Reagents and Ore Testing-Ronal D. Crozierirvingdirzo95% (21)
- High Risk Medications in AyurvedaDocument3 pagesHigh Risk Medications in AyurvedaRaviraj Pishe100% (1)
- CoalPro Manual (Column Flotation Cell)Document52 pagesCoalPro Manual (Column Flotation Cell)Irving Dirzo CarrilloNo ratings yet
- CoalPro Manual (Column Flotation Cell)Document52 pagesCoalPro Manual (Column Flotation Cell)Irving Dirzo CarrilloNo ratings yet
- Precious Metals-R.O. McGachie and A.G. BradleyDocument327 pagesPrecious Metals-R.O. McGachie and A.G. BradleyirvingdirzoNo ratings yet
- Digestion Unit 1 QDocument15 pagesDigestion Unit 1 QKajana Sivarasa ShenthanNo ratings yet
- Pump Course Material Chapter 2Document16 pagesPump Course Material Chapter 2engr victorNo ratings yet
- How Does Marijuana Affect The BrainDocument3 pagesHow Does Marijuana Affect The BrainWanNurAtikahNo ratings yet
- Abb 60 PVS-TLDocument4 pagesAbb 60 PVS-TLNelson Jesus Calva HernandezNo ratings yet
- Computational Kinematics Assignment 2021Document2 pagesComputational Kinematics Assignment 2021Simple FutureNo ratings yet
- Presentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthDocument16 pagesPresentation For Partial Fulfillment of The Diploma in Occupational Safety and HealthmarinaNo ratings yet
- Schroedindiger Eqn and Applications3Document4 pagesSchroedindiger Eqn and Applications3kanchankonwarNo ratings yet
- Uji Deteksi Biofilm Dari Isolat Klinik Kateter Urin Bakteri Entercoccus Dibandingkan Dengan Tube MethodDocument27 pagesUji Deteksi Biofilm Dari Isolat Klinik Kateter Urin Bakteri Entercoccus Dibandingkan Dengan Tube MethodIyannyanNo ratings yet
- Combustion Cat 2008Document32 pagesCombustion Cat 2008Miguel LinaresNo ratings yet
- 2290 PDFDocument222 pages2290 PDFmittupatel190785No ratings yet
- II Unit - End EffectorsDocument49 pagesII Unit - End EffectorsGnanasekarNo ratings yet
- Arta Fridei Kahlo A Fost Intotdeauna o ReactieDocument13 pagesArta Fridei Kahlo A Fost Intotdeauna o ReactieAlta DaianNo ratings yet
- Advanced Composite Materials Design EngineeringDocument19 pagesAdvanced Composite Materials Design EngineeringpanyamnrNo ratings yet
- The Baptismal Liturgy in The Easter Vigil According To The Sacramentary of Fulda (10th Century)Document7 pagesThe Baptismal Liturgy in The Easter Vigil According To The Sacramentary of Fulda (10th Century)Henry DonascoNo ratings yet
- Electrical EngineerDocument3 pagesElectrical Engineer12343567890No ratings yet
- Instruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsDocument46 pagesInstruction Manual: E2M40 and E2M80 Rotary Vacuum PumpsVicki NugrohoNo ratings yet
- GT ĐỀ 04Document39 pagesGT ĐỀ 04Cao Đức HuyNo ratings yet
- Biomechanics of The Knee During Closed Kinetic Chain and Open KineticDocument17 pagesBiomechanics of The Knee During Closed Kinetic Chain and Open KineticArmando NetoNo ratings yet
- LOGARITHMS, Exponentials & Logarithms From A-Level Maths TutorDocument1 pageLOGARITHMS, Exponentials & Logarithms From A-Level Maths TutorHorizon 99No ratings yet
- L C R Circuit Series and Parallel1Document6 pagesL C R Circuit Series and Parallel1krishcvrNo ratings yet