74b
A Focus on Balance A Novel Approach Taking the Phillips Optimized Cascade
LNG Process Into the Future
Wesley R. Qualls
ConocoPhillips, LNG Technology Licensing
Philip Hunter
Bechtel Corporation, Petroleum & Chemicals LNG Group
3000 Post Oak Boulevard Mail Stop 59
Houston, TX 77056
Prepared for Presentation at the AIChE Spring National Meeting 2003, New Orleans,
LNG I - Operation & Reliability
Copyright 2003, ConocoPhillips
April 2003
Unpublished
AIChE Shall Not Be Responsible For Statements or Opinions Contained in Papers or Printed in its
Publications
Abstract
Capital cost, operations and maintenance costs, availability, production efficiency, and thermal efficiency
are all common measurements used to compare technologies or even options within the same technology
area. Within the LNG industry, availability and production efficiency are common measurement tools used
to quantify such concepts as reliability, process stability, on-stream time, or percent of design production.
However, availability and production efficiency are often overlooked or ignored early in the project in
favor of reduced capital cost or improved thermal efficiency. On the other hand, with the growing
importance of reducing emissions and energy consumption, thermal efficiency typically receives quite a bit
of attention. Of course, the successful LNG project balances all project metrics, within project constraints,
to offer the highest return on investment.
This paper will discuss the successful approach taken to date for the Phillips Optimized Cascade LNG
Process. The concepts of the past and the successful adaptation to the present will be presented. A novel
approach focusing on important project variables will then be presented to extend this same balanced and
successful approach into the future.
1
1.0 Introduction
For any project, balancing variables such as capital expenditures, operations expenditures, thermal
efficiency, production efficiency/availability, and schedule is or at least should be a necessary exercise.
While this balancing act is routine, it is certainly not trivial. Some variables such as thermal efficiency,
derived by dividing the higher heating value of the products by the higher heating value of the feed, are
fairly straightforward. Others such as availability and production efficiency are more difficult. These
particular variables are often derived through a detailed Reliability, Availability, and Maintainability
(RAM) analysis considering the entire life cycle of the project. Due to various reasons, such as project
funding requirements or fairness in design competitions, most project sponsors prefer the RAM analysis
performed by an outside company with specialization in this area. Of the two terms production efficiency,
which is predicted production divided by required production, is the most useful since it is a more
appropriate measure of actual LNG produced on a life cycle basis. By contrast availability is more useful
when considering total downtime and mean times to repair critical equipment. When even less definable
variables such as process flexibility or stability are introduced, the exercise becomes even more complex.
Balancing all the variables for several different configurations is a detailed and time-consuming process.
Process Engineers often churn through countless scenarios in order to determine an optimal project
solution. Management, Marketing, Operations, Environmental, Quality Assurance, and other disciplines
further define the project parameters by offering suggestions and perhaps necessary restrictions throughout
the project that further increase the difficulty of balancing the variables. While this balancing act is
sometimes frustrating, it is also necessary. It is a requirement to clearly define the boundaries unique to
each discipline, preferably early in the project. Of course, the ultimate goal is an economical solution that
fits within the defined boundaries. All too often net present value (NPV) is discarded in favor of low
capital expenditures.
It is the task of the technology licensor to monitor and anticipate industry needs in order to develop
competitive solutions that properly balance all considerations. Given the high importance of project
schedule for an LNG project, one can see the importance of flexible and economical solutions that address
typical industry requirements. Flexible solutions of this nature prevent completely reinventing the wheel
on every project. It is also a given that technology improvements and advancements are imperative in
order to remain competitive.
A novel solution utilizing the Phillips Optimized Cascade LNG Process has been developed for LNG
production ranging from approximately 3.5 to 6.5 MTPA. However, as the solution to be presented
capitalizes on a successful historical approach, a brief history is required in order to provide the proper
perspective.
2.0 Early Phillips Optimized Cascade LNG Process
The first version of the Phillips Optimized Cascade LNG Process was successfully utilized for the Kenai
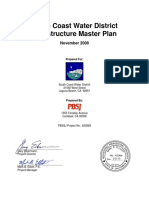
LNG facility in Alaska. Figure 1 is a simplified graphical depiction of the process. The facility has been
highly successful over the past 33 years of operation. In this configuration, feed is routed first through
propane refrigerant followed by ethylene and finally methane. Each refrigerant is in a closed loop cycle
with two or more refrigeration stages containing relatively pure single component refrigerants. The feed is
simply chilled in successive refrigerant stages until LNG is produced. Of course, the JT effect from
dropping feed pressure is also utilized in combination with the refrigeration cycles. Air or cooling water is
utilized to condense propane, propane is utilized to condense ethylene, and ethylene is utilized to condense
methane. Cooling water is utilized at Kenai. Boil off gas and ship vapors are simply compressed and used
to supplement fuel gas requirements.
2
Plant
Fuel
Feed
Fuel Gas
Compressor
Marine
Facilities
LIQUEFACTION
LNG
Storage
Methane
Refrigerant
Ethylene
Refrigerant
Propane
Refrigerant
Gas
Conditioning
LNG Shipping
Figure 1: Simplified Schematic of Early Phillips Optimized Cascade LNG Process Kenai Facility
The success of this earlier cascade process is largely centered in process flexibility and reliability [1]. For
the Kenai facility design, an emphasis was placed on reliability. This is understandable for a stand-alone
facility for a remote location in the 1960s. The driver and compressor configuration as related to inherent
process reliability has proven a key factor in this success. Figure 2 represents a simplified graphical
representation of this configuration as related to the remainder of the process. This arrangement is typically
referred to as two-trains-in-one. The idea is quite simple in that equipment with lower reliability such as
turbines and compressors are duplicated, while more reliable equipment is not. In retrospect, the original
design intent was achieved, as equipment employed in the main process area has proven quite reliable. For
instance, brazed aluminum exchangers were used extensively in the liquefaction section. After more than
33 years of operation, Kenai has not experienced a single brazed aluminum exchanger leak nor missed a
shipment of LNG. It is easy to understand that with duplicated turbine/compressor sets, the entire process
will not shut down if one turbine/compressor set shuts down. A total shutdown occurs only if both
turbine/compressor sets for a common service are down at the same time. The production efficiency
advantages are obvious. The historical production efficiency for the Kenai facility is greater than 95%.
T/C
50%
T/C
50%
T/C
50%
T/C
50%
T/C
50%
Storage &
Loading
100%
Methane
Cycle
100%
Ethylene
Cycle
100%
Propane
Cycle
100%
Gas
Condition ng i
100%
T/C
50%
Overall Plant Production Efficiency >95%
Kenai 33 Years Operation
Operational Flexibility 0 105%
Full Rate 80 - 105%
One T/C Down 60 80%
Half Rates 30 60%
Idle 0 30%
Figure 2: Simplified Driver Configuration Schematic - Kenai & Atlantic LNG Facilities
3
2.1 Current Phillips Optimized Cascade LNG Process
Modern process simulation and other design tools were used to update original design. However, the key
concepts that proved successful at Kenai, such as high reliability, were held paramount throughout the
design. The key modifications from the earlier design to the current solution are cited below:
Balanced refrigeration loads - Provides better utilization of available horsepower. Methods to
continually adjust and maintain balanced refrigeration loads upon ambient temperature or
feedstock changes were incorporated into the design.
Open methane refrigeration loop Improved thermal efficiency, while helping to balance
refrigeration loads. As fuel gas is taken from one of the methane stages, stand-alone fuel gas
compression requirements are eliminated.
Optimized cold box configuration.
Integration of LPG and condensate recovery. The initial Kenai feedstock was predominantly
methane and ethane.
Improved plant layout to reduce piping, improve hydraulics, and provide for ease of
modularization and construction.
The resulting process provides higher thermal efficiency with even greater process flexibility, while
reducing capital cost [2]. The technology has provided cost competitive solutions that have been
successfully licensed for multiple trains at Atlantic LNG in Trinidad [3,4]. The process has also been
selected for the ongoing Darwin, Australia and Egyptian LNG projects. Several other LNG projects
utilizing versions of the process are at various stages of development. Figures 3 and 4 provide simplified
graphical depictions of the current Phillips Optimized Cascade LNG Process. In order to better illustrate
the core process, LPG and condensate recovery are omitted from Figure 4. Also, the type and physical
location of this equipment will vary as feed composition and product requirements vary. As an example,
for some LNG designs, LPG recovery may not be practical based on feed compositions and/or market
conditions.
LPG
Product(s)
LNG
Shipping
Ship
Vapors
Plant
Fuel
Feed
Fuel Gas
Distribution
Condensate
LPG
FRACTIONATION
Marine
Facilities
LIQUEFACTION & LPG
RECOVERY
LNG
Storage
Vapor
Recovery
Methane
Refrigerant
Ethylene
Refrigerant
Propane
Refrigerant
Gas
Conditioning
Figure 3: Simplified Block Schematic of Current Phillips Optimized Cascade LNG Process
4
Figure 4: Simplified Process Schematic of Current Phillips Optimized Cascade LNG Process
2.2 Driver/Compressor Configurations
For many LNG projects, driver configuration remains one of the largest areas for study. This is to be
expected, as the driver and compressor configuration represents a large percentage of capital cost for an
LNG project. It is also the area that typically represents the bulk of fuel gas consumption and emissions.
Although the two-train-in-one option as shown in Figure 2 is not a requirement for the Phillips
Optimized Cascade LNG Process, it remains highly recommended for many LNG projects. This is
especially true of stand-alone or grass root facilities or where a single train is envisaged, such as offshore
floating options. This solution also tends to provide an excellent balance of project variables for many
other project conditions. Designs utilizing this particular approach to balance project variables have
provided successful solutions for multiple LNG projects in the 2.9 to 5.2 MTPA range. Since LNG
production for any given compressor configuration is highly dependent on ambient temperature and
feedstock conditions such as composition and pressure, it is difficult to provide a definitive range.
Conversely, designs utilizing single turbine drivers have been provided for various projects as applicable,
including one at 3.5 MTPA.
Within a given LNG technology, driver/compressor configuration also represents one of the largest areas
for client preference. For instance, some clients insist on two-piece impeller designs or perhaps limit
choices specifically to those previously employed in LNG refrigeration service. Others may require full
string testing in the exact configuration to be installed, which is often difficult for larger compressors.
While seemingly harmless, stipulations such as those mentioned not only dictate the maximum compressor
size but may also impact schedule. Less obvious design details such as whether the nozzles are top or
bottom entry may also be impacted. As another common example, some clients prefer aeroderivative
drives without reservation, while others accept only aeroderivative drives proven in mechanical drive
service, while still others absolutely refuse to entertain the idea at all.
It would be impractical to list all driver/compressor design considerations, industry concerns and client
preferences. However, it is clear that a licensor of LNG technology cannot rely on only one solution.
Additionally, for licensed technologies, continued advancement is expected. At the same time, the LNG
industry as compared to other technology areas remains quite conservative with regard to new innovations.
Given the relatively large capital cost investment of an LNG facility, this conservatism is also to be
expected. Consider that as the industry searches for the optimal economy of scale, the general trend is for
5
larger and larger LNG trains. Larger train designs are requested, but the desire is to maintain within proven
areas of experience. This sometimes results in a difficult balancing act.
It is with these concepts in mind that the following solution for larger capacity trains was developed. As
before, the focus remained on proper balancing of typical project variables. A large train solution was
sought that maintained or improved upon the historical high process reliability (production efficiency),
improved thermal efficiency, and reduced capital costs. Other factors such as typical or common client
preferences or stipulations were also considered throughout the development. It is obviously advantageous
to develop responsible and flexible solutions that can be utilized in a wide variety of projects. It does little
good to develop solutions that are technically viable but perhaps not technically acceptable to LNG clients.
3.0 An Alternate Approach
Given the relative cost of drivers and compressors to overall LNG equipment, the obvious method of
reducing capital is to reduce the number of drivers and compressors. Eliminating the two-trains-in-one
concept and installing larger turbines and compressors is one method of accomplishing this goal. One can
easily see that for the same LNG production, larger turbines are required for the remaining drivers. In
addition to reducing capital, larger turbines tend to have higher efficiencies. Exploring other methods of
further improving thermal efficiency led back to the idea of waste heat recovery, which has been studied in
various configurations on several occasions.
As represented in Figure 4, the Phillips Optimized Cascade LNG process employs three relatively pure
refrigerants. The first resulting configuration is a single gas turbine driving propane, a single gas turbine
driving ethylene and a single steam turbine driving methane. Steam for the methane driver is produced
using a combination of waste heat recovery and supplemental exhaust stack firing. For cases where
horsepower is fully utilized, the result is improved thermal efficiency. For the particular case studied in
detail, dual GE Frame 5D turbines were replaced with single GE Frame 7EA turbines for the propane and
ethylene circuits.
The initial expectation was to install larger compressors along with the larger turbines. As always, there
were trade-offs. The detailed study that followed led to multiple compressor cases for both propane and
ethylene. Previous compressor configurations for propane and ethylene contained multiple stages within
single cases. A detailed analysis revealed several reasons to move to multiple cases. Multiple cases
allowed the design to remain well within the proven range of experience, minimized schedule impacts, and
addressed some common client concerns/preferences in manufacturing techniques and testing requirements.
Additionally, in some cases, the slower speed of the GE Frame 7EA turbines made it difficult to maintain
the previous achieved compressor polytropic efficiencies.
The resulting configuration, shown in Figure 5, is a technically viable and acceptable solution with lower
capital costs and higher thermal efficiencies. The main trade-offs are a reduction in process flexibility and
production efficiency. The loss in production efficiency is due to eliminating driver/compressor
redundancy as compared to the two-train-in-one configuration. Multiple compressor cases, longer
startup cycles for the larger gas turbines, and steam system commissioning/warm up times were also
negative impacts in the production efficiency analysis. Features were added to the design to minimize
these negative impacts as much as possible. The completed detailed analysis showed a drop in production
efficiency from over 95% to around 93%, which is more typical of the LNG industry. The loss in
flexibility is mainly due to single large fixed speed gas turbines as compared to multiple dual shaft variable
speed gas turbines. However, when all is considered and balanced, the resulting configuration provides a
technically and cost competitive solution.
6
HR
SG
HR
SG
GE-7EA
M
M
C1 C1 C1
Stm Turb
C2= C2=
GE-7EA
C3 C3
Figure 5: Single Turbines Drives With Waste Heat Recovery
3.2 Furthering the Approach Rebalancing the Variables
While the approach outlined in Figure 5 provides a technically viable, technically acceptable and cost
competitive LNG solution, another option has since been developed that further improves upon the
concept. To assist in the discussion that follows, please refer to Figure 6.
It was noted that the multiple compressor cases selected for the larger gas turbine drives were numerically
and physically similar to previous two-train-in-one configurations. In terms of total compressor cases,
size, and flow characteristics, there is little difference. This led to an inventive solution of combining
propane and ethylene compressor cases on one shaft with 50% compression requirements. Comparing to
the previous configuration, shown in Figure 5, the total number of cases on the respective gas turbine shafts
remains unchanged. A dynamic review of startup and operational requirements provided quite similar
results to that of the previous option in Figure 5. The net effect was a significant improvement in
production efficiency due to redundancy, with very little impact to other considerations, such as equipment
cost and thermal efficiency. Additionally, operational flexibility such as efficient turn down capability
improved greatly. Thus a good balance was accomplished for the propane and ethylene systems.
For methane compression requirements, one concept considered was to remain with a single steam turbine
driving three-100% methane compressor cases. Another option was to provide two smaller (50%) steam
turbines in order to regain redundancy. Reducing the number of cases per shaft was briefly considered and
once again quickly rejected. For methane compression, separate cases for each refrigeration stage have
proven the efficient and practical choice. To maintain efficiency, inter-stage cooling is required for high
compression ratios. A comparative study of the two options revealed that the additional capital cost of dual
turbine/compressor trains was not prohibitive. In addition to improving reliability and process flexibility,
there were several other advantages to utilize smaller 50% steam turbines. When the balance of all
variables was properly considered, it proved advantageous to provide full redundancy in the methane
system. The trade off is increased reliability and flexibility for higher capital cost. The net overall result is
a flexible and reliable two-trains-in-one design effectively incorporating waste heat recovery. Refer to
Figure 6.
7
C1 C1 C1
Stm Turb
C1 C1 C1
Stm Turb
HR
SG
HR
SG
GE-7EA
M
M
C2= C3
GE-7EA
C2= C3
Figure 6: Two Gas Turbines w/ Waste Heat Recovery Two-Train-In-One Design
4.0 Results and Conclusions
A study was performed with the configuration shown in Figure 6 using typical feed compositions,
pressures, and ambient temperatures. For the case considered, the results were quite positive for a nominal
production of 5.5 MTPA. Supplemental power may also be provided via the starter/helper motors.
However, for the purpose of the study, supplemental motor power was held at only that necessary to
overcome starting torque requirements. Depending on the facility electrical distribution and steam balance
requirements, startup/helper steam turbines may be used in place of electrical motors. An analysis of
production efficiency resulted in a value around 95%. Thermal efficiency results were above 93%. A
conservative approach was taken in determining both of these values [5]. It was decided to use a typical
overall LNG facility as the basis including feed pretreating through storage and loading as well as utilities.
For instance, fuel requirements for acid gas incineration, supplemental exhaust stack firing, power
generation, and even flare purge were included. Supplemental firing of the exhaust stacks is one method of
producing the proper steam conditions for the methane circuit steam turbine drivers. Steam could be
supplied or supplemented from other sources if available. In fact, slight improvements in production
efficiency due to faster warm up and commissioning times were possible with an alternate supplemental
steam supply. For comparison purposes, no vapor or liquid expanders were utilized anywhere in the
facility, which is also a conservative approach as there is no power augmentation.
8
A follow up study was then completed substituting Frame 9Es for the Frame 7EAs and utilizing larger
steam turbines. For this case, an LNG production of 6.5 MTPA was achieved, while maintaining similar
thermal and production efficiencies. Again, the helper motor power was held at only that necessary to
overcome starting torque requirements and no power augmentation from vapor or liquid expanders in the
process was considered. Development work in the ConocoPhillips/Bechtel LNG Product Development
Center (PDC) continues for even larger train size configurations that offer a similar balance of variables.
From a broader perspective, the concept is similar to co-generation where electrical power is produced
along with waste heat recovery steam. The concept presented in Figure 6 is essentially co-generation with
direct transmission of power to the compressor shafts. Where the design intent is to fully utilize available
driver horsepower in order to produce a maximum amount of LNG, the advantages are obvious. Consider
for example that the intermediate steps from power generation to electric motor drives is eliminated along
with the associated distribution equipment. Of course, power generation requirements for other facility
usage remains.
Configuring a direct-coupled co-generation concept in a two-train-in-one arrangement effectively
minimizes the number of gas turbines required and provides a novel LNG solution. There are many
advantages to consider. Fewer turbines offer less emissions point sources while the larger gas turbines are
generally more efficient, which also helps reduce emissions. Process turndown, which is always a concern
for large LNG trains utilizing single shaft turbines, becomes much easier with dual 50% equipment.
Consider that half of the turbines and compressors can be taken offline while the others remain fully
loaded. Smaller 50% compressors make it easier for manufacturers to remain within their proven
experience ranges. This offers greater selection where competitive bidding of the equipment becomes more
plausible. The configuration presented offers a flexible, reliable, efficient, and balanced LNG solution
appropriate to a wide range of applications while addressing many industry concerns.
5.0 References
1. Andress, D., The Phillips Optimized Cascade LNG Process A Quarter Century of Improvements,
GASTECH 2000
2. Houser, C. and Krusen, L., The Phillips Optimized Cascade Process, GASTECH 1996
3. Richardson, F., Hunter, P., Diocee, T. and Fisher, J., Passing the Baton Cleanly, GASTECH 2000
4. Hunter, P. and Andress, D., Trinidad LNG The Second Wave, GASTECH 2002
5. Yates, D., Thermal Efficiency Design, Lifecycle, and Environmental Considerations in LNG Plant
Design, GASTECH 2002
9
You might also like
- 2016-07-21 IOC Presentation - ExxonMobil Acquisition of InterOilDocument10 pages2016-07-21 IOC Presentation - ExxonMobil Acquisition of InterOilampatNo ratings yet
- Business Corporations Act - YukonDocument243 pagesBusiness Corporations Act - Yukonstavros7No ratings yet
- Investor Presentation US RoadshowDocument29 pagesInvestor Presentation US Roadshowstavros7No ratings yet
- KBR Phenol ProcessDocument2 pagesKBR Phenol Processstavros7100% (2)
- ASX Announces PRL 15 Certification CommencesDocument1 pageASX Announces PRL 15 Certification Commencesstavros7No ratings yet
- OSH Announcement - No New BidDocument2 pagesOSH Announcement - No New Bidstavros7No ratings yet
- Results of PAC + OSH Certification 15 July 2016Document4 pagesResults of PAC + OSH Certification 15 July 2016stavros7No ratings yet
- Carbon BlackDocument10 pagesCarbon BlackEugene CollinsNo ratings yet
- Malaysia Airlines Timetable Provides Flight Schedules and UpdatesDocument114 pagesMalaysia Airlines Timetable Provides Flight Schedules and Updatesstavros7No ratings yet
- Philippine Airlines Codeshare Winter 27dec2007Document1 pagePhilippine Airlines Codeshare Winter 27dec2007stavros7No ratings yet
- CarbonblackuserguideDocument28 pagesCarbonblackuserguideJose NinNo ratings yet
- Golar FLNG PresentationDocument19 pagesGolar FLNG Presentationstavros7100% (1)
- NJ Nexmtbe and Nexetbe BrochureDocument2 pagesNJ Nexmtbe and Nexetbe Brochurestavros7No ratings yet
- Oil Search Drilling Report For March 2015Document4 pagesOil Search Drilling Report For March 2015stavros7No ratings yet
- 1604 Credit Suisse Asian Investment Conference, HK - OIL SEARCHDocument29 pages1604 Credit Suisse Asian Investment Conference, HK - OIL SEARCHstavros7No ratings yet
- Refinery petrochemical master plan optimizes complexDocument7 pagesRefinery petrochemical master plan optimizes complexstavros7No ratings yet
- Belgian Consulting IndustryDocument18 pagesBelgian Consulting Industrystavros7No ratings yet
- LNG Terminal DesignDocument76 pagesLNG Terminal Designsatishchemeng93% (14)
- Session 5 Keynote Address NNPC David Ige Samue LndukweDocument34 pagesSession 5 Keynote Address NNPC David Ige Samue Lndukwestavros7No ratings yet
- Tankfarm Brochure SiemensDocument10 pagesTankfarm Brochure Siemensstavros7No ratings yet
- Infrastructure: RATE SummaryDocument26 pagesInfrastructure: RATE Summarystavros7No ratings yet
- Final CrudeOil and Petroleum Product TerminalsDocument14 pagesFinal CrudeOil and Petroleum Product Terminalsbalavengu100% (1)
- Ballarat Airport Infrastructure Expansion Project ManagementDocument1 pageBallarat Airport Infrastructure Expansion Project Managementstavros7No ratings yet
- 2014 Infrastructure PlanDocument96 pages2014 Infrastructure Planstavros7No ratings yet
- Air Niugini Schedule Dec - March 2016Document51 pagesAir Niugini Schedule Dec - March 2016stavros7No ratings yet
- Infrastructure Master Plan Section 2Document2,494 pagesInfrastructure Master Plan Section 2stavros7No ratings yet
- ICIS Olefins OutlookDocument3 pagesICIS Olefins Outlookstavros7100% (1)
- YLNG March 2011 WebDocument6 pagesYLNG March 2011 Webstavros7No ratings yet
- NIIMP ICT WTG Contribution to National Infrastructure PlanDocument29 pagesNIIMP ICT WTG Contribution to National Infrastructure Planstavros7No ratings yet
- TP Apac Feb2013 WebDocument20 pagesTP Apac Feb2013 Webstavros7No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)