Separation magnetism
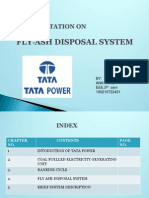
Figure 1. Suspended electromagnet. The magnet is suspended over the conveyor belt to
remove ferrous tramp from the coal prior to crushing.
Daniel Norrgran and Jaisen N.
Kohmuench, Eriez, US, examine
new developments in coal
preparation equipment
Increasing energy demands and
the generation of new power plant
capacity worldwide have escalated
the demand for coal. New levels of
coal production have been reached in
recent years. Accordingly, there have
been new developments in process
equipment focused on increasing the
recovery of coal as well as providing and
maintaining a high level of productivity.
Eriez has made several advances in
equipment specifc for coal preparation
plants. The following are some of the
major developments in coal processing
equipment.
Suspended electromagnets to
remove tramp iron and protect
downstream equipment from
damage and unscheduled
maintenance.
Wet drum magnetic separators
for the continuous recovery of
magnetite in the heavy media
circuit.
Hydraulic separators for the
upgrading of fine coal in the -2 mm
l
l
l
(-10 mesh) range.
Column flotation cells for the
recovery of fine coal -0.150 mm
(-100 mesh).
Suspended magnetic
separators for tramp
metal removal
The practice of using magnetic separators
to collect ferrous metal from process
streams has had a long history in the
mining industry. The frst application
and the most prevalent application today
l
I
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
is the removal of ferrous tramp from
conveyor belts. This is a straightforward
application suspending an electromagnet
over the conveyor belt. A typical example
is illustrated in Figure 1. The magnet
removes tramp metal that represents
a potential hazard to downstream
crushers, mills, pulverisers and grinders.
The magnet can also be mounted over
feeders or chutes.
There have been signifcant
developments in the design
and manufacture of suspended
electromagnets. The 1220 mm to 1520
mm (48 to 60 in.) wide coal conveyor
belts once considered large have evolved
to between 1830 mm and 2440 mm (72 to
96 in.) wide. Suspended magnets have
increased in size and magnetic feld
strength accordingly.
Suspended magnets -
components
The electromagnet consists of an
electromagnetic coil with a cylindrical
steel core positioned in a steel housing.
The coil magnetically induces the steel
core, which in turn projects a magnetic
feld for the collection of tramp metal.
The coil and core are submerged in
transformer oil to dissipate heat. The
components are shown in Figure 2.
A power supply is used to energise
the magnet. The power supply converts
the alternating current input to direct
current output to energise the coils.
Suspended magnets -
magnetic circuit design
The coil design and the subsequent
power draw are the two frst order
variables in the design of the
electromagnet and the projected
magnetic feld. The coil must be
suffciently large in combination
with minimised power to allow for
convection cooling. Furthermore, this
design extends the life of the conductor
insulation and subsequently the life of
the electromagnet.
Magnetic circuit modelling and
optimisation of the electromagnet
is now carried out using multi-
dimensional fnite element analysis.
This methodology provides an
accurate depiction of the magnetic feld
confguration. The modelling provides
analytical assessment of the power input,
the magnetic feld strength and the
thermodynamic properties.
Suspended magnets -
magnetic feld strength
The suspended electromagnet is typically
confgured with a cylindrical steel core
that is induced to project a magnetic
feld downwards onto the surface of
the conveyor belt. The magnetic feld
extends from the core out to the edges
of the magnet box. This magnetic feld
confguration approximates the cross-
section profle of a conveyor belt running
on idlers as shown in Figure 3.
Suspended
electromagnet selection
The foremost factor in electromagnet
selection is the burden depth of the
material on the conveyor belt. Note
that the belt speed, belt width, capacity,
and bulk density all are factors in the
material burden depth on the conveyor
belt. The burden depth and subsequent
idler height determines the suspension
height of the magnet and consequently
the effective magnetic feld strength
required at the conveyor belt surface.
Figure 4. Positioning of suspended electromagnets. In-line position is over the trajectory
discharging the head pulley. Cross-belt is over the conveyor belt prior to the head pulley.
Manual clean or self-cleaning magnets may be utilised. Pictured are self-cleaning magnets.
These magnets utilise a cross belt to discharge collected ferrous tramp.
Figure 5. Manual cleaning electromagnet 3810 mm (150 in.) wide designed for a 3050 mm
(120 in.) wide conveyor belt. The magnet was installed over the head pulley at a 40 in.
suspension height. This magnet weighs 59 t and operates at 35 kW.
Figure 2. Major components of a
suspended electromagnet.
Figure 3. Typical magnetic feld
confguration of a suspended electromagnet.
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
The suspension height is the distance
between the face of the magnet and the
conveyor belt.
Suspended electromagnets are
mounted in one of two positions over a
conveyor belt as shown in Figure 4. In
position 1, the magnet is mounted just
over the stream of material leaving the
head pulley. This position utilises the
full potential of the magnet as it reacts
with the material in suspended trajectory.
Tramp metal is easily pulled through
the suspended burden. Furthermore,
the fow of material is directed towards
the magnet face. Collection of the tramp
metal from the material fow does not
necessitate a change in direction. At
conveyor belt speeds of less than 350
ft/min., the suspended trajectory of the
material is minimal and becomes near
vertical. In this case the magnet must be
shifted to a position approaching directly
over the head pulley.
In position 2, the magnet is mounted
over the conveyor belt prior to the head
pulley. This position requires higher
magnetic feld strengths to attract the
ferrous component, shift the direction of
momentum, and pull it through the bed
of material.
Suspended electromagnets are
available as a manual cleaning style or
a self-cleaning style. Manual cleaning
magnets are best suited where only small
amounts or occasional pieces of tramp
metal are encountered. The magnet must
be periodically turned off in order to
remove tramp iron accumulation from
the magnet face. Self-cleaning magnets
employ a cross-belt running around
the magnet face to provide continuous
removal of collected tramp iron.
Experience dictates that the operating
magnetic feld strength or the magnetic
feld strength at the belt surface should
generally be in the 500 to 600 gauss range
for adequate ferrous collection. As the
magnet width increases to accommodate
the belt width, the magnetic feld
strength also increases. This is simply
the case that a wider magnet has a larger
core and coil. By design, the larger coil
has more amp-turns and operates at a
higher magnetic feld strength.
Suspended magnets
- high capacity conveyor
belts
Very large electromagnets have been
developed to accommodate increasing
conveyor belt widths and capacities.
Suspended magnets ranging up to
3810 mm (150 in.) wide and appropriate
for conveyor belt widths up to 3050 mm
(120 in.) are in operation. A large
electromagnet is shown in Figure
5. Electromagnets for high capacity
conveyor belts require a thorough
assessment of the specifc application.
These electromagnets are designed and
engineered for continuous operation
taking into account the required
magnetic feld confguration as well as
the thermodynamic properties.
Wet drum magnetic
separators
Over the years, the perception of
wet drum magnetic separators has
transformed. Innovations in both
magnetic circuit design and materials of
construction have been applied to wet
drum magnetic separators to maximise
magnetite recovery and minimise wear
and maintenance. A wet drum magnetic
separator that was once viewed as a
necessary ongoing expense may now
be viewed as an avenue to signifcant
cost savings to the operation. Wet drum
magnetic separators commonly used in
heavy media coal circuits are illustrated
in Figure 6.
Wet drum magnetic
separators - feed
factors affecting drum
performance
In a wet drum separator, the magnetic
force acting on a ferromagnetic
particle is predominately opposed by
hydrodynamic drag force. This feature,
when properly applied, provides the
vehicle of separation washing away
the non-magnetic particles while the
ferromagnetic particles are collected in
the magnetic feld. The hydrodynamic
drag force is also responsible for any
losses of ferromagnetism. The sizing
of the wet drum magnetic separator is
primarily based on the slurry volume
and the magnetic loading.
Wet drum magnetic
separators -
components
Magnetic circuit modelling and
optimisation of permanent magnetic
circuits is now carried out using multi-
dimensional fnite element analysis. The
input is a scale design of the magnetic
circuit; the output is a contour plot of
the generated magnetic feld intensity
and the magnetic feld gradient. This
methodology provides an accurate
Figure 6. Wet drum magnetic separators
for heavy media application. Self-levelling
counter-rotation tank style.
Figure 7. Finite element analysis and
modelling of a wet drum magnetic element.
Contour plot details magnetic feld intensity
and magnetic feld gradient.
Figure 8. Wet drum magnetic separator
performance. Magnetite loss as a
function of feed rate.
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
depiction of the magnetic feld
confguration as shown in Figure 7. The
North American industry standard is
the Eriez 950 gauss Interpole magnetic
element.
The counter-rotation wet drum
tank style is preferred for heavy media
applications. The drum rotates against
the slurry fow in the counter-rotation
tank style. Any magnetite that is not
immediately collected will pass through
to a magnetic scavenging zone. The short
path that the magnetic material must
be conveyed between the feed entry
point and the magnetics discharge lip,
combined with the magnetic scavenging
zone, results in high magnetite
recoveries.
Essentially all wet drum tanks used in
heavy media applications have levelling
spigots and a full width overfow that
must be maintained during operation.
A deviation in the overfow may result
in ineffciencies in the performance and
the loss of magnetite. A modifcation
of the counter-rotation wet drum tank
represents a recent development in
technology for heavy media wet drum
magnetic separators. The self-levelling
tank has no discharge spigots to adjust or
monitor and maintains a constant slurry
level at any fow rate.
Wet drum magnetic
separators - sizing and
separator parameters
The purpose of the wet drum magnetic
separator is to recover magnetite in the
heavy media circuit. When properly
applied, the magnetic loss to the wet
drum non-magnetic effuent will be
reduced to less than 0.25 g of magnetite/
l of effuent. This generally equates to a
magnetite recovery in the 99.8 to 99.9%
range. In order to meet this performance,
a number of conditions must be satisfed,
including magnetic feld strength,
tank design, and various feed slurry
parameters.
Slurry volume is one primary factor
in sizing wet drums. Magnetite recovery
is directly related to the unit capacity or
fow rate through the separator. As the
fow rate increases, the slurry velocity
and consequently the fuid drag force
increases, which tends to detach or
wash away magnetite particles from
the opposing magnetic feld.
Hydraulic capacity is measured as
m
3
/hr of slurry/m of drum width.
Magnetic loading or the amount
of magnetite in the feed slurry is the
other primary factor in sizing wet
drum magnetic separators. Any given
wet drum magnetic separator has the
characteristic of removing a limited
amount of magnetite based on the
diameter of the drum, peripheral speed,
and the magnetic feld strength. Magnetic
loading is measured as tph of magnetite/
m of drum width.
In heavy media applications, the
magnetic loading is based on a value
which will give the minimum acceptable
loss to the non-magnetic product. Much
higher loadings are possible, but will
result in progressively exceeding the
magnetic tailings concentration goal
of 0.25 g of magnetite/l of effluent. At
high levels of magnetics in the feed
slurry, a reduction in the feed rate
or unit capacity of the separator will
be necessary to achieve acceptable
magnetite recoveries.
The slurry sizing parameters as well
as the magnetic loading parameters for
the
0.9 m and 1.2 m diameter wet drum
magnetic separators are provided in
Table 1.
Wet drum magnetic
separators -
performance
Extensive sampling of wet drum magnetic
separators in heavy media applications
has indicated that the industry standard
for magnetite losses is 0.25 g of
magnetite/l of non-magnetic product.
Figure 8 demonstrates the typical
performance of a wet drum magnetic
separator operating in a coal preparation
plant employing a heavy media circuit.
The wet drum magnetic separator was 0.9
m diameter with a counter-rotation style
tank. This separator was isolated in the
dilute heavy media circuit. The feed rate
was incrementally increased with samples
of the non-magnetic product taken at each
level. The magnetite level was measured
in each non-magnetic product sample.
Figure 11. Results of CrossFlow full-scale
evaluations versus washability data.
Figure 12. 4.6 m (15 ft) diameter CoalPro
column fotation cell with an adjustable
wash water system. The wash water removes
entrained clays from the coal froth.
Figure 10. Pilot-Scale results versus
washability. Comparison of the CrossFlow
separator to spiral concentrators.
Figure 9. Schematic diagram of the
CrossFlow hydraulic separator.
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
CrossFlow hydraulic
separator
Hydraulic separators are frequently used
in the minerals processing industry to
classify fne particles according to size,
shape or density. Although many types
of hydraulic separators exist, a device
that has been gaining popularity in
recent years is the teeter-bed or hindered-
bed separator. The Eriez CrossFlow
separator has been developed as a new
generation of teeter-bed separator. It
incorporates several design features to
improve process performance (separation
effciency and capacity) and reduce
operating costs (power consumption
and water usage). A schematic of the
CrossFlow is provided in Figure 9.
Conventional hydraulic teeter-bed
separators inject feed slurry directly into
the teeter-bed. This causes turbulence
in the separation zone resulting in
a detrimental impact on separator
performance. The CrossFlow design uses
an improved feed delivery system that
gently introduces the feed slurry across
the top of the separator. This transitional
feed system delivers the fow to the full
width of the separator so that the slurry
velocity, and any
associated turbulence,
is minimised. This
feed system also
minimises the effect
of feed variations and
allows for a constant
teeter-water velocity
throughout the
separator.
CrossFlow
separator
- comparison
testing
Central
Appalachia strip
coal
Test work was
conducted using a pilot-scale CrossFlow
separator to treat coal from a US strip
operation. The material treated was
relatively high in rock with a feed grade
of approximately 40% ash. Operating
in parallel with the CrossFlow was a
single re-pulping test spiral. Feed was
supplied to both units from an existing
slurry distributor. Tests were conducted
to create grade/recovery curves. The
resultant data is presented in Figure
10. As shown, the CrossFlow separator
operates very close to the washability
curve. At maximum separation
effciency, a product containing 12%
ash was produced at a mass yield of
78% and combustible recovery of 92%.
In contrast, the spiral operated further
from the washability data, providing a
signifcantly higher ash product for the
same combustible recovery.
While spirals offer many advantages,
including high combustible recovery,
they often suffer from misplacement of
coarse rock to the clean coal product,
as illustrated by the higher spiral
product ash values presented in Figure
10. Additionally, coal spirals typically
operate at a high specifc gravity cut
point.
CrossFlow separator -
production scale
Southeast Appalachian coal
A full-scale CrossFlow was installed
and commissioned at a Kentucky coal
preparation plant. Performance data is
presented in Figure 11. The unit worked
well upon start-up and produced a clean
coal product with an ash content of
approximately 10%. This was achieved
at a combustible recovery of better than
90%.
Three site evaluations were conducted
in an effort to optimise separator
performance. During the initial test
period (set 1), the separator was simply
sampled throughout the test period.
Figure 11 shows that the combustible
recovery regularly exceeded 90% with
product ash values ranging between 8%
and 10%. During a subsequent effort
(set 2), the objective was to improve
recovery while maintaining product
grade. Evaluations were conducted while
running the unit at a high bed pressure
while varying the elutriation water rate.
Test set 2 resulted in an incremental
improvement in combustible recovery
as presented in Figure 11. The average
combustible recovery and yield
improved by nearly 2%. The data set
generated during this follow-up testing
suggested that additional performance
improvement could be realised by
further increasing the bed pressure.
Generally, an increase in teeter-bed level
will increase the effective gravity cut-
point of the separator, thereby increasing
combustible recovery.
This approach was investigated in
a third test (set 3). Again, as seen in
Figure 11, the increase in bed density
improved the combustible recovery
by an additional 2%. In total, this
systematic approach resulted in an
average increase in product mass yield
Table 1. Wet drum magnetic separator sizing parameters for heavy media application.
Counter-rotation style tank. Heavy media sized (Grade E) magnetite. Feed slurry at less than
15% solids as magnetite.
Drum diameter Sizing parameter
Hydraulic Magnetic loading
0.9 m
36 in.
90 m
3
/hr/m drum
120 gpm/ft drum
16 million tph/m drum
5.5 tph/ft drum
1.2 m
48 in.
130 m
3
/hr/m drum
170 gpm/ft drum
28 million tph/m drum
9 tph/ft drum
Figure 14. Traditional column fotation circuit treating by-zero
coal. The feed to the column is typically -0.150 mm (-100 mesh).
Figure 13. Comparison of column fotation
cell results to a conventional mechanical
fotation cell.
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
of over 4% or 5.4 short tph (5.9
tph). For this installation, this
process improvement resulted in a
revenue increase of more than US$
2 million per year
(5.4 short tph x 7000 hr/yr x US$
55/t).
CrossFlow separator
- parameters
CrossFlow separators are sized
based on the feed solids rate.
Capacity is generally rated as
tph of feed per m
2
of cross-
sectional area. Material in the 2
mm x 0.150 mm (10 x 100 mesh)
size range provides excellent
separation response. The typical
capacity for coal cleaning is
20 to 30 tph feed/m
2
(2 to 3
tph/ft
2
) of cross-sectional area.
CrossFlow separators have
been manufactured up to 3 m
2
.
Typically a
3 m
2
CrossFlow separator can treat
180 to 270 tph of feed.
Column fotation
Recovering coal fnes has typically
been considered problematic
due to high processing costs and poor
fotation performance. However, the
economical potential for fne coal
recovery circuits continues to grow as the
value of coal continues to climb.
Traditionally fne coal fotation has
been conducted utilising conventional
mechanical cells. These cells typically
have a low profle and are arranged in
series as a bank. While conventional
fotation cells are well-proven and are
used extensively throughout the minerals
industry, their primary drawback for coal
recovery is the appearance of fne clay
in the clean coal product. In contrast to
a conventional mechanical cell, column
cells utilise an effective method of
froth washing. This approach virtually
eliminates the hydraulic entrainment
of clays resulting in high combustible
recovery while maintaining maximum
product grades.
Column fotation -
description
Unlike a conventional mechanical cell,
feed slurry enters a column cell and
is distributed throughout the cross-
section of the cell. In the
column cell, the slurry
moves counter-current
to a rising swarm of fne
bubbles that are generated
by an air sparging device.
Particles that attach to the
bubbles are carried up the
column and are discharged
to the product launder.
Particles that do not attach
settle down through the
column and report to the
underfow tailings stream.
The additional beneft of
column fotation is the
ability to apply wash water
to the froth column and
eliminate clays from the
product stream. An example
of an industrial-scale froth
washing system is presented
in Figure 12.
The primary advantage
of column fotation cells
is the ability to provide
a superior separation
performance compared
to conventional fotation
processes. This capability
can be easily illustrated by
the test data summarised in
Figure 13, which compares
the column fotation technology with
an existing bank of conventional cells.
The data for the column cells tend to
fall just below the separation curve
predicted by release analysis which is
an indication of the ultimate fotation
performance for a given coal. In addition,
the data from both a laboratory (5 cm
diameter) test column and a full scale
(3 m diameter) column fall along nearly
identical recovery-grade curves. This
fnding suggests that the recovery-
grade response obtained using small
test columns can be used to confdently
predict the performance of full-scale
columns.
Column fotation - circuit
types
There are two circuits commonly utilised
for fne coal fotation. This includes 1)
the traditional by-zero circuit treating
minus 0.150 mm (-100 mesh) feed
material and 2) the deslime circuit
treating nominally 0.150 x 0.045 mm
(100 x 325 mesh) feed material.
In the by-zero approach, minus 1 mm
feed is sent to large diameter classifying
Figure 16. Microcel sparging system with essential design features.
Figure 17. Typical plant performance
compared to release analysis (by-zero circuit).
Figure 15. Deslime column fotation circuit with additional
classifcation. The feed to the column is typically -0.150 mm + 0.045
mm (-100 mesh +325 mesh).
Figure 18. Plant performance compared to
release testing (deslime circuit).
REPRINTED FROM WORLD COAL APRIL 2007 www.worldcoal.com
cyclones. Typically, these cyclones
are confgured to make a cut-point of
approximately 0.150 mm (100 mesh).
This circuit is illustrated in Figure 14.
The overfow stream of the cyclone is
sent directly to fotation.
The second type of circuit, which
has been gaining popularity, especially
when producing coal for the steam
market, is the deslime circuit. In this
circuit, a secondary bank of 150 mm (6
in.) cyclones is used to further classify
the fotation feed at approximately 0.045
mm (325 mesh) in an effort to reject
a large portion of the ultra-fne clay
and/or coal particles. This circuit is
illustrated in Figure 15. This approach
can be advantageous when the feed stock
contains little combustible material in the
fnest size classes.
Each circuit has certain advantages.
The by-zero circuit will always provide
the maximum product tonnes. On the
other hand, the deslime circuit has
continued to gain popularity due to
its simplicity and ease of operation. In
addition, the removal of the ultra-fne
material results in a higher fotation
capacity, reduces the number and/or
size of columns required, and yields a
product with lower moisture.
The ability to consistently maintain
a high level of performance in a column
fotation cell is a result of a relatively
deep froth and effcient froth washing.
Column systems must also maximise
the rate of bubble surface area moving
through the column in order to provide
suffcient capacity. As such, the air
sparging system is perhaps the most
important component in a column
fotation cell. Details related to the
specifc design features of various air
induction and sparging technologies
have been presented in the literature. The
sparging systems recommended by Eriez
are presented as follows.
SlamJet Sparger
technology
Two different air induction systems
are used in the Eriez CoalPro column
fotation cells. One system is the
Canadian Process Technologies SlamJet.
The other is the Microcel.
The SlamJet sparger system uses a
series of removable air-lances which
include a large, single orifice located
at the end of the sparger. High velocity
air is injected into the column cell to
create and disperse fine bubbles. This
technology incorporates a self-closing
mechanism that eliminates the chances
of back-flow of slurry into the aeration
system. The SlamJet technology is best
applied on deslime applications. This
is due to the high aeration rates and
slightly larger bubble size afforded by
this bubble generation approach.
Microcel technology
Perhaps the most common sparging
technology used in the coal industry is
the Microcel system. This technology
was conceived after research showed
that the rate of fotation could be
enhanced through the use of smaller air
bubbles. The small (<0.8 mm) bubbles
are generated by circulating slurry from
the column through parallel in-line static
mixers into which compressed air is
injected. The design features of a CoalPro
column fotation cell with the Microcel
sparging technology are illustrated in
Figure 16.
The Microcel sparging system
has been best applied on by-zero or
traditional fne coal recovery circuits.
The primary reason is that the Microcel
sparging system has the ability to
effciently generate large amounts of very
small bubbles for a given airfow.
Column fotation cell
parameters
Column fotation cells are sized based
on the carrying capacity of the froth. The
carrying capacity is the amount of coal
product that the froth removes and is
measured as tph of product per m
2
of cell
cross-sectional surface area. The typical
carrying capacity ranges from 1 to
3 tph/m
2
(0.1 to 0.3 tph/ft
2
) and is highly
dependent on the product particle size
distribution. Column fotation cells have
been manufactured up to 4.9 m (16 ft)
in diameter and up to 16.0 m (52 ft) in
height. Typically a 4.6 m (15 ft) diameter
column fotation cell can produce 18 to
50 tph of fotation concentrate.
Column fotation -
typical operating results
Results from a 0.150 mm x 0 (100 mesh x
0) operating fotation circuit are provided
in Figure 17 plotted alongside earlier
laboratory release analysis data. In this
application, a maximum product yield
of approximately 70% - 80% is achieved
at an average ash content of 6% - 7%.
Comparison to the laboratory release
analysis results shows that a properly
designed column circuit can eliminate
non-selective entrainment.
Results from a 0.0150 x 0.045 mm (100 x
325 mesh) deslime operation is provided in
Figure 18. For this operation, a maximum
product yield of 55% is achieved at a
product ash content of approximately 8%.
To date, 65 production scale CoalPro
column fotation cells are in operation.
Column fotation cells 4.9 m (16 ft)
diameter by 12.8 m (42 ft) are shown in
Figure 19.
Summary
Over the years, Eriez process equipment
has evolved under the assessment of
plant operation and performance. There
have been new developments in process
equipment resulting in an increase in coal
recovery as well as providing a high level
of productivity. Major improvements
continue in essentially all areas of
the equipment either focused on the
separation or the ease of operation and
maintenance.________________n
Figure 19. 4.9 m (16 ft) diameter by 12.8 m
(42 ft) tall column fotation cells with froth
product shown (inset).
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mind Your MindDocument37 pagesMind Your MindVilma Zubinaitė100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Martin Engg HandbookDocument574 pagesMartin Engg HandbookRavikanth Aluri100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Evaluation of Truck Dispatch System and Its Application Using GPS in Opencast Mines - A Case Study of Indian MinesDocument68 pagesEvaluation of Truck Dispatch System and Its Application Using GPS in Opencast Mines - A Case Study of Indian MinesRavikanth AluriNo ratings yet
- Magnetic BaseDocument3 pagesMagnetic BaseJim100% (2)
- Permanent Magnet DC Commutator MotorDocument20 pagesPermanent Magnet DC Commutator MotorPavan KumarNo ratings yet
- Compass Error1Document27 pagesCompass Error1Nandy Alforque100% (3)
- Guitar Pickups Magnetic Fields 3 Malcolm MooreDocument8 pagesGuitar Pickups Magnetic Fields 3 Malcolm Mooremarkrichardmurad100% (1)
- Variable Speed Fluid Coupling - SCDocument7 pagesVariable Speed Fluid Coupling - SCRavikanth AluriNo ratings yet
- Boge Screw CompressorDocument16 pagesBoge Screw CompressorarjmandquestNo ratings yet
- Building Utilities 2: Casulla, Cristine T. Bs in Architecture 3 University of LuzonDocument20 pagesBuilding Utilities 2: Casulla, Cristine T. Bs in Architecture 3 University of LuzonEreca NavarroNo ratings yet
- Belt Conveyor Design-DunlopDocument161 pagesBelt Conveyor Design-Dunlopadi_ganteng12100% (36)
- 07 CB Conveyor Belt Design ManualDocument44 pages07 CB Conveyor Belt Design ManualRavikanth AluriNo ratings yet
- Compressed Air System Design ManualDocument26 pagesCompressed Air System Design ManualBadrul HishamNo ratings yet
- Phoenix S-Wall Technical-Manual enDocument44 pagesPhoenix S-Wall Technical-Manual enRavikanth Aluri100% (1)
- Conveyor Belt Hand BookDocument56 pagesConveyor Belt Hand BooksteelageNo ratings yet
- Balance of Plant - Standard Technical SpecificationDocument238 pagesBalance of Plant - Standard Technical SpecificationAmitava Paul100% (2)
- Belt ConveyorsDocument90 pagesBelt Conveyorsbulentbulut100% (3)
- 634466520014442500Document35 pages634466520014442500Ravikanth AluriNo ratings yet
- 08 CB Conveyor Belt Gaurd DesignDocument8 pages08 CB Conveyor Belt Gaurd DesignRavikanth Aluri100% (1)
- Conveyor IdlersDocument10 pagesConveyor IdlersprasenjitsayantanNo ratings yet
- Rotary Oil-Free CompressorsDocument20 pagesRotary Oil-Free CompressorsRavikanth AluriNo ratings yet
- Catalog Gear CouplingsDocument2 pagesCatalog Gear CouplingsDev Misra0% (1)
- Closed-Loop CompressorDocument2 pagesClosed-Loop CompressorRavikanth AluriNo ratings yet
- Portal Scraper by Ameco Portal Scraper by AmecoDocument3 pagesPortal Scraper by Ameco Portal Scraper by AmecoRavikanth AluriNo ratings yet
- Bucket ElevatorDocument9 pagesBucket Elevatorkoripella_prasadNo ratings yet
- 03 CHPby Gawande SirDocument87 pages03 CHPby Gawande SirRavikanth AluriNo ratings yet
- 634952592543465000Document22 pages634952592543465000Ravikanth AluriNo ratings yet
- 634686205764623750Document15 pages634686205764623750Ravikanth AluriNo ratings yet
- Bucket ElevatorDocument9 pagesBucket Elevatorkoripella_prasadNo ratings yet
- 633976665146826250Document24 pages633976665146826250Ravikanth AluriNo ratings yet
- E Thermal Power Plant Auditing - BediDocument62 pagesE Thermal Power Plant Auditing - BediRavikanth AluriNo ratings yet
- Suitability Study of Ripper-Dozer Combination in Indian MinesDocument58 pagesSuitability Study of Ripper-Dozer Combination in Indian MinesRavikanth AluriNo ratings yet
- Modeling For The Steady State Production of Large Open Cast Mines - Case StudyDocument52 pagesModeling For The Steady State Production of Large Open Cast Mines - Case StudyRavikanth AluriNo ratings yet
- Extraction of Thick Coal SeamsDocument56 pagesExtraction of Thick Coal SeamsRavikanth AluriNo ratings yet
- Shifting?: Think NG ofDocument14 pagesShifting?: Think NG ofRavikanth AluriNo ratings yet
- Unit 1Document25 pagesUnit 1Artur Feliciano Chimbapo ChimbapoNo ratings yet
- Magnet Made of Rare-Earth MetalsDocument44 pagesMagnet Made of Rare-Earth MetalsbmomeraliNo ratings yet
- Primary 4 Science Chapter 5 Force and Motion JawabanDocument4 pagesPrimary 4 Science Chapter 5 Force and Motion JawabanAngela SuryanaNo ratings yet
- g-10 Activity Unit2Document10 pagesg-10 Activity Unit2marjja millanNo ratings yet
- Electrical Machine Topologies - Hottest Topics in The Electrical Machine Research Community PDFDocument13 pagesElectrical Machine Topologies - Hottest Topics in The Electrical Machine Research Community PDFRaymond ParlindunganNo ratings yet
- Electricity and MagnetismDocument10 pagesElectricity and Magnetismosama100% (1)
- Physics-7 MagnetismDocument58 pagesPhysics-7 MagnetismsamNo ratings yet
- Bangalore Sahodaya School Complex Association Preboard Examination - (Set-2) Subject: PhysicsDocument8 pagesBangalore Sahodaya School Complex Association Preboard Examination - (Set-2) Subject: PhysicsMohd AdilNo ratings yet
- 2013 BSC Junior Paper and AnswersDocument23 pages2013 BSC Junior Paper and AnswersBai LiNo ratings yet
- OpenStax 118 Notes ProbsDocument88 pagesOpenStax 118 Notes ProbsPeter NardiNo ratings yet
- 2013 MMTA-44A S-22013 Review PermanentMagneticMaterialsDocument20 pages2013 MMTA-44A S-22013 Review PermanentMagneticMaterialsrasoolNo ratings yet
- J - MagnatesDocument39 pagesJ - MagnatesSusovan GiriNo ratings yet
- CH 28 PDFDocument44 pagesCH 28 PDFHamza QureshiNo ratings yet
- GE - 1.5T 4CH Flex Coil ManualDocument34 pagesGE - 1.5T 4CH Flex Coil ManualCristian Martinez BocazNo ratings yet
- Em InductionDocument51 pagesEm InductionAmy DavisNo ratings yet
- 2006matsuura - MMM - Recent Development of Nd-Fe-B Sintered Magnets and Their ApplicationsDocument4 pages2006matsuura - MMM - Recent Development of Nd-Fe-B Sintered Magnets and Their ApplicationsPatrícia CanazartNo ratings yet
- What Is A Demagnetization Curve?: More Than Just Your SupplierDocument2 pagesWhat Is A Demagnetization Curve?: More Than Just Your Suppliersurabhi0706No ratings yet
- Science G6 Sri Lanka Teacher's GuideDocument53 pagesScience G6 Sri Lanka Teacher's GuideBeatriz GalánNo ratings yet
- CKSci G3 U1 Investigating-Forces SRDocument48 pagesCKSci G3 U1 Investigating-Forces SRThomasdieter BartelNo ratings yet
- Self-Learning Home Task (SLHT) Week: - MELC: Characterize Magnetic Force ObjectivesDocument7 pagesSelf-Learning Home Task (SLHT) Week: - MELC: Characterize Magnetic Force ObjectivesGOLDIE TRONGCONo ratings yet
- Magnetic Toy Assessment - Aac PDFDocument4 pagesMagnetic Toy Assessment - Aac PDFapi-223862816No ratings yet
- Hardware Design and Implementation of An Electromagnetic Levitation System in An Additive Manufacturing EnvironmentDocument121 pagesHardware Design and Implementation of An Electromagnetic Levitation System in An Additive Manufacturing EnvironmentFeyza KaragözNo ratings yet
- Memory-Motors Ostovic 2002Document8 pagesMemory-Motors Ostovic 2002Jo0251No ratings yet
- Reference MagnetsDocument2 pagesReference MagnetsTrading EPENo ratings yet