You might also like
- Total Productive MaintenanceDocument6 pagesTotal Productive MaintenanceSuhaib AshrafNo ratings yet
- DFMaint TutorialDocument4 pagesDFMaint Tutorialpravit08No ratings yet
- Design For MaintainabilityDocument7 pagesDesign For MaintainabilityEmilian PopaNo ratings yet
- This Article Is About Plant LayoutDocument6 pagesThis Article Is About Plant Layoutsushant_jhawerNo ratings yet
- Lesson Plan On Advanced Topics in MASDocument9 pagesLesson Plan On Advanced Topics in MASVictor RamirezNo ratings yet
- Payment Billing System Project Report for GORAL TECHNOLOGYDocument71 pagesPayment Billing System Project Report for GORAL TECHNOLOGYParveen KumarNo ratings yet
- Commissioning Start UpDocument22 pagesCommissioning Start Upmostafa_1000No ratings yet
- LeadershipDocument79 pagesLeadershipGaiusNo ratings yet
- The 7 Steps For Rolling Out An Early Equipment Management SystemDocument32 pagesThe 7 Steps For Rolling Out An Early Equipment Management SystemJavier R- Colina M.No ratings yet
- Basic Concepts in Reverse EngineeringDocument15 pagesBasic Concepts in Reverse EngineeringMohannadNo ratings yet
- Aesha Shrestha 469-338-4542 SummaryDocument6 pagesAesha Shrestha 469-338-4542 Summarysri_anji01No ratings yet
- MSE - Unit-4Document33 pagesMSE - Unit-4Joel ChittiproluNo ratings yet
- WSAD Course SummaryDocument16 pagesWSAD Course SummaryAbdulwahab AlmaimaniNo ratings yet
- Jacqueline Nikoliqi PeopleSoft Financials Distribution ExpertDocument9 pagesJacqueline Nikoliqi PeopleSoft Financials Distribution ExpertnatassidogNo ratings yet
- Site Maintenance Leader: DescriptionDocument2 pagesSite Maintenance Leader: DescriptionhibhavuNo ratings yet
- Audit Start Up: Involved, Must Not Be Sent in Any Form To Outsiders) )Document14 pagesAudit Start Up: Involved, Must Not Be Sent in Any Form To Outsiders) )MehakKapoorNo ratings yet
- EngineerDocument8 pagesEngineerapi-77555026No ratings yet
- CE-40 Concurrent Engineering Brings Together Multidisciplinary Teams EarlyDocument3 pagesCE-40 Concurrent Engineering Brings Together Multidisciplinary Teams EarlyThasarathan RavichandranNo ratings yet
- Op PerformanceDocument16 pagesOp PerformanceAndy DolmanNo ratings yet
- Plant Maintenance EngineeringDocument7 pagesPlant Maintenance EngineeringSandeep Singh KharbNo ratings yet
- Pme IntroductionDocument14 pagesPme IntroductionJITUMONI DekaNo ratings yet
- Facility Installation ScheduleDocument22 pagesFacility Installation Schedulemucor100% (1)
- Lecture 1 Introduction To Maintenance EngineeringDocument42 pagesLecture 1 Introduction To Maintenance EngineeringIgombe IsaacNo ratings yet
- Concepts of Industrial ManagementDocument9 pagesConcepts of Industrial ManagementSandeep Shrivastava50% (2)
- 470 - Mce 509 Lecture NoteDocument52 pages470 - Mce 509 Lecture NoteMilion dugumaNo ratings yet
- Sensor Operated Autofeed Punching MachineDocument6 pagesSensor Operated Autofeed Punching MachineChandra SekarNo ratings yet
- Chapter 10. Initial Flow Control ManualDocument10 pagesChapter 10. Initial Flow Control ManualVivek KumarNo ratings yet
- Abacunas PDFDocument9 pagesAbacunas PDFTiu TonNo ratings yet
- Deployment ChecklistDocument13 pagesDeployment ChecklistSoorav MlicNo ratings yet
- Project Manager / Project EngineerDocument3 pagesProject Manager / Project Engineerapi-78259203No ratings yet
- MGT613 Handouts Lecture 1 45Document219 pagesMGT613 Handouts Lecture 1 45Maliha SalmanNo ratings yet
- MaintenenaanceDocument13 pagesMaintenenaanceEhab MohamedNo ratings yet
- Lean Manufacturing Process: KavaliDocument11 pagesLean Manufacturing Process: Kavalijuande69No ratings yet
- Five S program benefits all businessesDocument21 pagesFive S program benefits all businessesNavnath TamhaneNo ratings yet
- Advancing TPS through New JIT PrinciplesDocument23 pagesAdvancing TPS through New JIT PrincipleswalterlloydNo ratings yet
- TPM PresentationDocument38 pagesTPM Presentationkang.inderjit5700No ratings yet
- Subramani M DataCenter 9.2yrs Chennai JISDocument6 pagesSubramani M DataCenter 9.2yrs Chennai JISRajNo ratings yet
- Introduction To Basic Manufacturing ProcessDocument23 pagesIntroduction To Basic Manufacturing ProcessNyan HtetwinNo ratings yet
- Tollgate-Based Project Management TemplateDocument9 pagesTollgate-Based Project Management TemplateKulanthaivelu RamasamyNo ratings yet
- Commissioning NotesDocument17 pagesCommissioning NotesAhmed Elhady100% (1)
- Computer-Integrated Manufacturing (CIM)Document46 pagesComputer-Integrated Manufacturing (CIM)Sukanth KannanNo ratings yet
- Reliability and MaintenanceDocument77 pagesReliability and MaintenanceMitesh SharmaNo ratings yet
- Rajalakshmi Institute of Technology Department of Management Studies Ge2022-Total Quality Management Unit-1 IntroductionDocument40 pagesRajalakshmi Institute of Technology Department of Management Studies Ge2022-Total Quality Management Unit-1 IntroductionThyagu RajanNo ratings yet
- Chemical Engineering Economics: Dr. Ir. Ahmad Rifandi, MSC., Cert IvDocument88 pagesChemical Engineering Economics: Dr. Ir. Ahmad Rifandi, MSC., Cert Iviqbal m farizNo ratings yet
- Ynopsis: Employee Management SystemDocument6 pagesYnopsis: Employee Management SystemWasimAhmedNo ratings yet
- CH 2Document22 pagesCH 2girma workuNo ratings yet
- Commissioning ManualDocument34 pagesCommissioning ManualMostafa Sharaf100% (5)
- Advanced Design EngineeringDocument22 pagesAdvanced Design EngineeringKevin OnyangoNo ratings yet
- The Purpose of Industrial Plant and Equipment MaintenanceDocument11 pagesThe Purpose of Industrial Plant and Equipment MaintenanceJJ MonroyNo ratings yet
- Notes UASDocument1 pageNotes UAShildariakikyoNo ratings yet
- Preventive MaintenanceDocument26 pagesPreventive MaintenanceVijai KaladadNo ratings yet
- Production Management FunctionsDocument39 pagesProduction Management FunctionsKamran Khan KhalilNo ratings yet
- Manufacturing KRADocument1 pageManufacturing KRAchirag bhojakNo ratings yet
- General Overview of Integrated Management SystemDocument38 pagesGeneral Overview of Integrated Management Systemperlan1234No ratings yet
- PDM NotesDocument11 pagesPDM NotesPrasad RaikarNo ratings yet
- Maintainence Notes by Er Parmod BhardwajDocument135 pagesMaintainence Notes by Er Parmod Bhardwajparmod99100% (1)
- Advanced Operations ManagementDocument92 pagesAdvanced Operations ManagementJasleenDianaNo ratings yet
- Possibilities For Increasing EffectivenessDocument7 pagesPossibilities For Increasing EffectivenessAkbar TawaqqalNo ratings yet
- Root Cause AnalysisDocument28 pagesRoot Cause AnalysisRashid Saleem100% (2)
- Open-Closed Loop Water SystemesDocument2 pagesOpen-Closed Loop Water Systemesrecep1No ratings yet
- CE 382 L4 - Support ReactionsDocument35 pagesCE 382 L4 - Support ReactionsAydın GöğüşNo ratings yet
- Closed Return Loop SystemsDocument31 pagesClosed Return Loop Systemsrecep1No ratings yet
- Load paths in braced frame steel buildingsDocument6 pagesLoad paths in braced frame steel buildingsAltayeb YassinNo ratings yet
- Calculating Truss ForcesDocument29 pagesCalculating Truss Forcesrecep1No ratings yet
- Solar Termal Sistem Idronics - 6 - 0 PDFDocument68 pagesSolar Termal Sistem Idronics - 6 - 0 PDFrecep1No ratings yet
- CE 382 L4 - Support ReactionsDocument35 pagesCE 382 L4 - Support ReactionsAydın GöğüşNo ratings yet
- Gear Guide PDFDocument89 pagesGear Guide PDFDicedudeNo ratings yet
- Güneşle Isıtmada Yenilikler Idronics - 3 - 0 PDFDocument56 pagesGüneşle Isıtmada Yenilikler Idronics - 3 - 0 PDFrecep1100% (1)
- Create Visual Workplace 5S-Plus Guide PDFDocument40 pagesCreate Visual Workplace 5S-Plus Guide PDFangelNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Become and Excel Ninja - Ebook Select Chapters OnlyDocument33 pagesBecome and Excel Ninja - Ebook Select Chapters Onlyrecep1No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Fastenersfastening 131211002113 Phpapp02Document53 pagesFastenersfastening 131211002113 Phpapp02recep1No ratings yet
- Civatalar Ve Somunlar Bolt and NutsDocument6 pagesCivatalar Ve Somunlar Bolt and Nutsrecep1No ratings yet
- FastenersDocument33 pagesFastenersShahebaz WandrickNo ratings yet
- CE 382 L4 - Support ReactionsDocument35 pagesCE 382 L4 - Support ReactionsAydın GöğüşNo ratings yet
- 10 Types of Fasteners ExplainedDocument16 pages10 Types of Fasteners Explainedrecep1No ratings yet
- Mep201 2005 PipingDocument22 pagesMep201 2005 Pipingrecep1No ratings yet
- Centrifugal Pump System TutorialDocument45 pagesCentrifugal Pump System Tutorialrecep1No ratings yet
- 39 PDFDocument5 pages39 PDFrecep1No ratings yet
- Roisum - Roller Align Mechanics - PresentationDocument16 pagesRoisum - Roller Align Mechanics - PresentationEkene Onyiriuka100% (1)
- Piskometrik DiyagramDocument1 pagePiskometrik Diyagramrecep1No ratings yet
- Steam Boiler Constatnt PressureDocument5 pagesSteam Boiler Constatnt Pressurerecep1No ratings yet
- Piping Drawings Basics: N.P.TodkarDocument37 pagesPiping Drawings Basics: N.P.Todkaredgar_glezav100% (2)
- Autonomous Maintenance Step 3 Audit SheetDocument6 pagesAutonomous Maintenance Step 3 Audit Sheetrecep1No ratings yet
- Guideline Pump SystemDocument19 pagesGuideline Pump Systemrecep1No ratings yet
- Chapter 4Document33 pagesChapter 4whateverpplsNo ratings yet
- Six Sigma Ebook Small SizeDocument23 pagesSix Sigma Ebook Small SizeJangveerSinghNo ratings yet
- Simba s7d Long Hole Drill RigDocument2 pagesSimba s7d Long Hole Drill RigJaime Asis LopezNo ratings yet
- MQC Lab Manual 2021-2022-AutonomyDocument39 pagesMQC Lab Manual 2021-2022-AutonomyAniket YadavNo ratings yet
- 02 Slide Pengenalan Dasar MapinfoDocument24 pages02 Slide Pengenalan Dasar MapinfoRizky 'manda' AmaliaNo ratings yet
- Staffing Process and Job AnalysisDocument8 pagesStaffing Process and Job AnalysisRuben Rosendal De Asis100% (1)
- The Dominant Regime Method - Hinloopen and Nijkamp PDFDocument20 pagesThe Dominant Regime Method - Hinloopen and Nijkamp PDFLuiz Felipe GuaycuruNo ratings yet
- The Service Marketing Plan On " Expert Personalized Chef": Presented byDocument27 pagesThe Service Marketing Plan On " Expert Personalized Chef": Presented byA.S. ShuvoNo ratings yet
- Price List PPM TerbaruDocument7 pagesPrice List PPM TerbaruAvip HidayatNo ratings yet
- ISO 13485-2016 - DR - Pack - Control of Non Conforming ProductsDocument4 pagesISO 13485-2016 - DR - Pack - Control of Non Conforming ProductskmasanNo ratings yet
- BenchmarkDocument4 pagesBenchmarkKiran KumarNo ratings yet
- eHMI tool download and install guideDocument19 pageseHMI tool download and install guideNam Vũ0% (1)
- Masteringphys 14Document20 pagesMasteringphys 14CarlosGomez0% (3)
- Excel Solver Optimization ReportDocument9 pagesExcel Solver Optimization ReportMy Duyen NguyenNo ratings yet
- A Guide To in The: First AidDocument20 pagesA Guide To in The: First AidsanjeevchsNo ratings yet
- THE DOSE, Issue 1 (Tokyo)Document142 pagesTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- Dolni VestoniceDocument34 pagesDolni VestoniceOlha PodufalovaNo ratings yet
- Oxgen Sensor Cat WEBDocument184 pagesOxgen Sensor Cat WEBBuddy Davis100% (2)
- Longman ESOL Skills For Life - ShoppingDocument4 pagesLongman ESOL Skills For Life - ShoppingAstri Natalia Permatasari83% (6)
- Strategies For StartupDocument16 pagesStrategies For StartupRoshankumar BalasubramanianNo ratings yet
- EN 12449 CuNi Pipe-2012Document47 pagesEN 12449 CuNi Pipe-2012DARYONO sudaryonoNo ratings yet
- Desana Texts and ContextsDocument601 pagesDesana Texts and ContextsdavidizanagiNo ratings yet
- Link Ratio MethodDocument18 pagesLink Ratio MethodLuis ChioNo ratings yet
- Done - NSTP 2 SyllabusDocument9 pagesDone - NSTP 2 SyllabusJoseph MazoNo ratings yet
- CALCULUS PHYSICS MIDTERMDocument41 pagesCALCULUS PHYSICS MIDTERMMACARIO QTNo ratings yet
- Problem Set SolutionsDocument16 pagesProblem Set SolutionsKunal SharmaNo ratings yet
- Easa Management System Assessment ToolDocument40 pagesEasa Management System Assessment ToolAdam Tudor-danielNo ratings yet
- Open Far CasesDocument8 pagesOpen Far CasesGDoony8553No ratings yet
- Display PDFDocument6 pagesDisplay PDFoneoceannetwork3No ratings yet
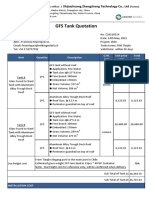
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- CFO TagsDocument95 pagesCFO Tagssatyagodfather0% (1)
- Lab StoryDocument21 pagesLab StoryAbdul QadirNo ratings yet