You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Laptop Power SequenceDocument16 pagesLaptop Power SequenceDelwar Hossain90% (10)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- (K. Abe (Auth.), S. Kobayashi, N. Nishimura (Eds.) PDFDocument422 pages(K. Abe (Auth.), S. Kobayashi, N. Nishimura (Eds.) PDFJulio VergaraNo ratings yet
- (K. Abe (Auth.), S. Kobayashi, N. Nishimura (Eds.) PDFDocument422 pages(K. Abe (Auth.), S. Kobayashi, N. Nishimura (Eds.) PDFJulio VergaraNo ratings yet
- Types and Forms of CommunicationDocument22 pagesTypes and Forms of CommunicationayeshaNo ratings yet
- Axion DatabaseDocument25 pagesAxion Databasemacy williamsNo ratings yet
- 000000000001017894Document54 pages000000000001017894Julio Vergara50% (2)
- HydrodynamicsDocument122 pagesHydrodynamicsIustin Cristian100% (2)
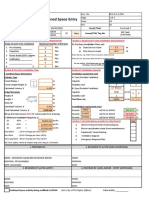
- Ventilation Plan For Confined Space EntryDocument9 pagesVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- Herbert E. Lindberg, Alexander L. Florence Auth. Dynamic Pulse Buckling Theory and ExperimentDocument394 pagesHerbert E. Lindberg, Alexander L. Florence Auth. Dynamic Pulse Buckling Theory and ExperimentJulio VergaraNo ratings yet
- Cigre Study Committee Minutes 2010 100510id31ver108Document233 pagesCigre Study Committee Minutes 2010 100510id31ver108Julio VergaraNo ratings yet
- Electrical Power SystemDocument8 pagesElectrical Power Systemazamcse29No ratings yet
- 000000000001010617Document156 pages000000000001010617Julio VergaraNo ratings yet
- Transmission Line Reference Book - 345 KV and Above Epri 1982Document640 pagesTransmission Line Reference Book - 345 KV and Above Epri 1982adriasiq306885% (13)
- Arrester Tran Quell Polyp Orce in TDocument24 pagesArrester Tran Quell Polyp Orce in TJulio VergaraNo ratings yet
- 000000000001005449Document70 pages000000000001005449Julio VergaraNo ratings yet
- 587433.lightning Critical Flashover Voltage of High Voltage InsulatorsDocument8 pages587433.lightning Critical Flashover Voltage of High Voltage InsulatorsRylai CrestfallNo ratings yet
- Metal Matrix CompositesDocument36 pagesMetal Matrix CompositesKrishnaVkNo ratings yet
- 000000000001010617Document156 pages000000000001010617Julio VergaraNo ratings yet
- 000000000001010617Document156 pages000000000001010617Julio VergaraNo ratings yet
- 000000000001005449Document70 pages000000000001005449Julio VergaraNo ratings yet
- 000000000001005449Document70 pages000000000001005449Julio VergaraNo ratings yet
- Semi-Automated PLS-CADD Model Creation TechniquesDocument13 pagesSemi-Automated PLS-CADD Model Creation TechniquesJulio VergaraNo ratings yet
- Transmission Tower Modeling By: George T. Watson PEDocument11 pagesTransmission Tower Modeling By: George T. Watson PEGeorge MainaNo ratings yet
- Manual de Pararrayos SiemensDocument120 pagesManual de Pararrayos SiemensfvicunaeNo ratings yet
- Albany 03 05 08 - RefDocument2 pagesAlbany 03 05 08 - RefJulio VergaraNo ratings yet
- How many times do clock hands overlap in a dayDocument6 pagesHow many times do clock hands overlap in a dayabhijit2009No ratings yet
- Learn About Steganography TechniquesDocument11 pagesLearn About Steganography TechniquesashaNo ratings yet
- NB-CPR 14-612r7 Issuance of Certificates Under CPRDocument13 pagesNB-CPR 14-612r7 Issuance of Certificates Under CPRÜmit BUCAKNo ratings yet
- Crones Student Teacher Lesson 1 1Document7 pagesCrones Student Teacher Lesson 1 1api-530321748No ratings yet
- T5N 630 PR221DS-LS/I in 630 3p F FDocument3 pagesT5N 630 PR221DS-LS/I in 630 3p F FDkalestNo ratings yet
- Dav Public School, Berhampur, Odisha Summer Holiday HomeworkDocument3 pagesDav Public School, Berhampur, Odisha Summer Holiday HomeworkOmNo ratings yet
- Temp Gradient For Warping Stress in Rigid PavementDocument9 pagesTemp Gradient For Warping Stress in Rigid PavementAmul KotharkarNo ratings yet
- Causal Inference For The Brave and True - Causal Inference For The Brave and TrueDocument2 pagesCausal Inference For The Brave and True - Causal Inference For The Brave and TrueVkook ForeverNo ratings yet
- Ake Products 001 2016Document171 pagesAke Products 001 2016davidNo ratings yet
- 5054 s09 QP 1Document20 pages5054 s09 QP 1Hany ElGezawyNo ratings yet
- SNS Bank XS0382843802Document7 pagesSNS Bank XS0382843802Southey CapitalNo ratings yet
- Ty 9900Document4 pagesTy 9900Samir DarweshNo ratings yet
- 5.2 Flanged Bolt CouplingDocument11 pages5.2 Flanged Bolt CouplingShayneBumatay0% (1)
- New Membership Application GemsDocument5 pagesNew Membership Application Gemslaguila18No ratings yet
- TDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Document3 pagesTDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Muhammad FirdausNo ratings yet
- Electonics Final HandoutsDocument84 pagesElectonics Final HandoutsDiane BasilioNo ratings yet
- PowerFlex 4M LabDocument22 pagesPowerFlex 4M Labmaria laura delgado morenoNo ratings yet
- Customer Satisfaction: Measuring and Ensuring Customer LoyaltyDocument16 pagesCustomer Satisfaction: Measuring and Ensuring Customer Loyaltyomermirza2009No ratings yet
- Ethics UNAM IsakDocument74 pagesEthics UNAM IsakIsak Isak IsakNo ratings yet
- BBK SMP123HDT2 SMP124HDT2 Service ManualDocument25 pagesBBK SMP123HDT2 SMP124HDT2 Service ManualdanielNo ratings yet
- Chapter 2 - Cross-Cultural Management SkillsDocument26 pagesChapter 2 - Cross-Cultural Management Skillsfatematuj johoraNo ratings yet
- Pengaruh Komunikasi DGN KinerjaDocument15 pagesPengaruh Komunikasi DGN KinerjaTitHa AwallunnisaNo ratings yet
- The Housekeeping Department: Learning Activity #1Document4 pagesThe Housekeeping Department: Learning Activity #1Limar Geoff G. RosalesNo ratings yet
- Non-Permanence Risk Report Template (Short Form) : Instructions For Completing TheDocument5 pagesNon-Permanence Risk Report Template (Short Form) : Instructions For Completing Theferrian prabowoNo ratings yet
- Standard OFR NATIONAL L13A BDREF Ed1.1 - 24 - JanvierDocument640 pagesStandard OFR NATIONAL L13A BDREF Ed1.1 - 24 - JanvierosmannaNo ratings yet