You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Cell Phone Lock RemovalDocument32 pagesCell Phone Lock RemovalThulasi Ram100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Aircraft ToolsDocument98 pagesAircraft ToolsAdrian Aquino100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Heat Treatment of Low Carbon SteelDocument39 pagesHeat Treatment of Low Carbon SteelHEMANTKHERANo ratings yet
- Asme Ix Welder Qualification InterpretationDocument95 pagesAsme Ix Welder Qualification Interpretationvangie3339515100% (3)
- Boilers PDFDocument28 pagesBoilers PDFThulasi RamNo ratings yet
- Iso 21670 2003 PDFDocument9 pagesIso 21670 2003 PDFGiuseppeNo ratings yet
- Carraro 1 PDFDocument851 pagesCarraro 1 PDFneossj750% (2)
- Drill and Tap Chart: Screw Size Tap Drills Clearance Hole DrillsDocument7 pagesDrill and Tap Chart: Screw Size Tap Drills Clearance Hole DrillsSasan AbbasiNo ratings yet
- Molding Recommendations and Defect PreventionDocument3 pagesMolding Recommendations and Defect PreventionFaez Feakry100% (2)
- Metal Forming-Cold WorkingDocument79 pagesMetal Forming-Cold Workinganjaiah_19945No ratings yet
- Me6604 QBDocument204 pagesMe6604 QBThulasi RamNo ratings yet
- ME6502 Part A B C PDFDocument12 pagesME6502 Part A B C PDFThulasi RamNo ratings yet
- Advanced IC EngineDocument6 pagesAdvanced IC EngineThulasi RamNo ratings yet
- HMT Unit 1Document4 pagesHMT Unit 1Thulasi RamNo ratings yet
- HMT Unit 01Document33 pagesHMT Unit 01Thulasi RamNo ratings yet
- Engineering Graphics NotesDocument115 pagesEngineering Graphics NotesThulasi Ram100% (1)
- Syllabus PDFDocument2 pagesSyllabus PDFThulasi RamNo ratings yet
- 3 RD UNIT2 Marks AnswersDocument57 pages3 RD UNIT2 Marks AnswersThulasi RamNo ratings yet
- 4C 4SDiesel Engine (HBD)Document12 pages4C 4SDiesel Engine (HBD)Thulasi RamNo ratings yet
- Unit 2 CompletedDocument19 pagesUnit 2 CompletedThulasi RamNo ratings yet
- MechDocument3 pagesMechHarihara SakthisudhanNo ratings yet
- 3.strength of Materials Lab PDFDocument33 pages3.strength of Materials Lab PDFThulasi RamNo ratings yet
- 3 - Heat Transfer PDFDocument122 pages3 - Heat Transfer PDFThulasi RamNo ratings yet
- HMT Lab 2Document36 pagesHMT Lab 2Rahul TripathiNo ratings yet
- Power Plant EngineeringDocument91 pagesPower Plant EngineeringknikhileshNo ratings yet
- Unit3 HT Phase ChangeDocument21 pagesUnit3 HT Phase ChangeShivamKumarNo ratings yet
- Formulae&TipsforCAT PDFDocument26 pagesFormulae&TipsforCAT PDFThulasi RamNo ratings yet
- Teachers Recruitment Board: 1. Important DatesDocument13 pagesTeachers Recruitment Board: 1. Important Datesbiotech_vidhyaNo ratings yet
- Thermal Power PlantDocument13 pagesThermal Power PlantThulasi RamNo ratings yet
- FIn ProblemsDocument8 pagesFIn ProblemsThulasi RamNo ratings yet
- Heat and Mass Transfer Lecture Notes for Mechanical EngineeringDocument11 pagesHeat and Mass Transfer Lecture Notes for Mechanical EngineeringShivamKumarNo ratings yet
- (WWW - Entrance-Exam - Net) - State Bank of India Clerical Exam Paper 2Document12 pages(WWW - Entrance-Exam - Net) - State Bank of India Clerical Exam Paper 2SpUnky RohitNo ratings yet
- Tutorialquestions Reheatrankinecycle 130225131731 Phpapp02Document8 pagesTutorialquestions Reheatrankinecycle 130225131731 Phpapp02Thulasi RamNo ratings yet
- Unit III Assignment 1Document1 pageUnit III Assignment 1Thulasi RamNo ratings yet
- ThermalDocument31 pagesThermalThulasi RamNo ratings yet
- Laboratory ManualDocument27 pagesLaboratory ManualfotickNo ratings yet
- Mpi TestDocument7 pagesMpi TestThulasi RamNo ratings yet
- Revised Cleaning and Painting Piece Rate Data 02-07-2021Document5 pagesRevised Cleaning and Painting Piece Rate Data 02-07-2021Corrosion FactoryNo ratings yet
- Catalogue Black&Decker - 2014Document102 pagesCatalogue Black&Decker - 2014ZorbanfrNo ratings yet
- 03-09092021-DPR-003-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliDocument5 pages03-09092021-DPR-003-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliQA QCNo ratings yet
- Ch11 CastingProcessesDocument102 pagesCh11 CastingProcessesFahmi PrayogiNo ratings yet
- Experimental Set Up On Metal Spinning PDFDocument7 pagesExperimental Set Up On Metal Spinning PDFAnonymous VRspXsmNo ratings yet
- Wilmar Group Pile Driving RecordsDocument5 pagesWilmar Group Pile Driving RecordsDheed AriyantoNo ratings yet
- Welding Joints ReportDocument19 pagesWelding Joints ReportPratik JadhavNo ratings yet
- Conveyor Parts ListDocument5 pagesConveyor Parts ListERA SUKARNONo ratings yet
- Introduction As FoundryDocument10 pagesIntroduction As FoundrySunil BajpaiNo ratings yet
- Ss 400 61 0038Document1 pageSs 400 61 0038Brian AplinNo ratings yet
- AWS A5.4 Specification for Stainless Steel Welding ElectrodesDocument5 pagesAWS A5.4 Specification for Stainless Steel Welding ElectrodesLuis RR OficialNo ratings yet
- Morbidelli CX100 - Rev00 - Mag17 - Ing - 00L0367229ADocument12 pagesMorbidelli CX100 - Rev00 - Mag17 - Ing - 00L0367229AnewprintmNo ratings yet
- Upform Burring: Two Operation Type M2.6 M6 For Forming Taps & Cutting TapsDocument2 pagesUpform Burring: Two Operation Type M2.6 M6 For Forming Taps & Cutting TapsAleksandar JerinicNo ratings yet
- Inventario Consumibles LaboratorioDocument8 pagesInventario Consumibles Laboratoriocamilo molanoNo ratings yet
- Tray CatalogDocument12 pagesTray CatalogChandra PribadiNo ratings yet
- METAFRAM Datasheet Assembly Instructions en 2015Document2 pagesMETAFRAM Datasheet Assembly Instructions en 2015wmi indiaNo ratings yet
- Forg 1Document20 pagesForg 1danaandrei74No ratings yet
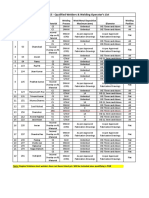
- 1255 - Qualified Welder ListDocument1 page1255 - Qualified Welder ListattaullaNo ratings yet
- Maintenance Supplies & SolutionsDocument1,987 pagesMaintenance Supplies & SolutionsErnesto Alonzo Avater AvaterNo ratings yet
- Explosive Forming Process PDFDocument2 pagesExplosive Forming Process PDFStevenNo ratings yet
- Detail - A Typical Plan For Module Mounting Structure: Section 1-1Document1 pageDetail - A Typical Plan For Module Mounting Structure: Section 1-1Spandan MurthyNo ratings yet
- GB Catalog Update 2013-1 Inlay LRDocument296 pagesGB Catalog Update 2013-1 Inlay LRsaotinhyeu307783No ratings yet