You might also like
- Improvement Based On Standardized Work: An Implementation Case StudyDocument14 pagesImprovement Based On Standardized Work: An Implementation Case StudySandy M. MaddaganNo ratings yet
- VSMDocument6 pagesVSMLGUIMARA12No ratings yet
- Lean manufacturing case study improves process cycle efficiencyDocument13 pagesLean manufacturing case study improves process cycle efficiencyசரவணகுமார் மாரியப்பன்No ratings yet
- Material Handling and Process Improvement Using Lean Manufacturing Principles.1-4Document4 pagesMaterial Handling and Process Improvement Using Lean Manufacturing Principles.1-4SitisaifulNo ratings yet
- Implementation of Lean Manufacturing Principles in FoundriesDocument5 pagesImplementation of Lean Manufacturing Principles in FoundriesIJMERNo ratings yet
- Graficos de ControlDocument7 pagesGraficos de ControlAli BadfaceNo ratings yet
- Cycle Time Reduction in Deck Roller Assembly ProductionDocument10 pagesCycle Time Reduction in Deck Roller Assembly ProductionTeshome DengisoNo ratings yet
- Rad o SMED UDocument9 pagesRad o SMED UAmiljkovicviNo ratings yet
- LEC-2010 Value-Stream Mapping The Chemical ProcessesDocument5 pagesLEC-2010 Value-Stream Mapping The Chemical ProcessesMustafa Mert SAMLINo ratings yet
- Value Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDocument5 pagesValue Stream Mapping Reduces Lead Time and Inventory for Fastener ManufacturerDipankar GhoshNo ratings yet
- SmedDocument4 pagesSmedYurdun OrbakNo ratings yet
- Verma Smita PrecisDocument14 pagesVerma Smita PrecisAshwani Kumar VermaNo ratings yet
- Q1. Explain in Brief The Origins of Just in Time. Explain How JIT Is ImplementedDocument39 pagesQ1. Explain in Brief The Origins of Just in Time. Explain How JIT Is ImplementedPushpam NayanNo ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- JIEMS - Volume 6 - Issue 2 - Pages 147-164Document18 pagesJIEMS - Volume 6 - Issue 2 - Pages 147-164John MendozaNo ratings yet
- Lean Implementation and Its Benefits To Production IndustryDocument13 pagesLean Implementation and Its Benefits To Production IndustryJunando HunterNo ratings yet
- Waste Elimination Using VSM and VALSATDocument9 pagesWaste Elimination Using VSM and VALSATkokoblukNo ratings yet
- Abdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDocument14 pagesAbdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDragan DragičevićNo ratings yet
- Development of A Design - Ime Estimation Model For Complex Engineering ProcessesDocument10 pagesDevelopment of A Design - Ime Estimation Model For Complex Engineering ProcessesJosip StjepandicNo ratings yet
- Value Stream Mapping: A Case Study of Fastener IndustryDocument4 pagesValue Stream Mapping: A Case Study of Fastener IndustryIOSRjournal100% (1)
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- Jurnal Tugas Akhir - Implementasi Lean Manufacturing Dalam Meminimasi Waste Pada Lantai ProduksiDocument16 pagesJurnal Tugas Akhir - Implementasi Lean Manufacturing Dalam Meminimasi Waste Pada Lantai ProduksiRudini Mulya100% (3)
- Value Stream Mapping A Case Study of AutomotiveDocument5 pagesValue Stream Mapping A Case Study of AutomotiveInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Management Accounting and Control Systems: Xxxvi, 3Document29 pagesManagement Accounting and Control Systems: Xxxvi, 3SUHAIRI19084488No ratings yet
- A Framework For Implementing Just in Time in A Valve Manufacturing IndustryDocument5 pagesA Framework For Implementing Just in Time in A Valve Manufacturing IndustryInnovative Research PublicationsNo ratings yet
- Must ReadDocument10 pagesMust ReadJuby JoyNo ratings yet
- Lean Production Principles for Construction ManagementDocument18 pagesLean Production Principles for Construction ManagementRitesh PrajapatiNo ratings yet
- Implementation of Lean Strategies in A Furniture Manufacturing FactoryDocument6 pagesImplementation of Lean Strategies in A Furniture Manufacturing FactoryInternational Organization of Scientific Research (IOSR)No ratings yet
- Operation Management Lean ManagementDocument7 pagesOperation Management Lean ManagementSakshi SharmaNo ratings yet
- Analyzing The Benefits of Lean Tools: A Consumer Durables Manufacturing Company Case StudyDocument5 pagesAnalyzing The Benefits of Lean Tools: A Consumer Durables Manufacturing Company Case StudyPruthviraj DhinganiNo ratings yet
- Simulacion 2Document8 pagesSimulacion 2Victor Barrios AlvarezNo ratings yet
- An Application of SMED MethodologyDocument4 pagesAn Application of SMED MethodologyIng Raul OrozcoNo ratings yet
- Application of SMED Methodology-A Case Study in Small Scale IndustryDocument4 pagesApplication of SMED Methodology-A Case Study in Small Scale IndustryAkshay PatilNo ratings yet
- Amm PDFDocument13 pagesAmm PDFShruti AirenNo ratings yet
- Accelerating furniture factory productivityDocument7 pagesAccelerating furniture factory productivityIam RodriguesNo ratings yet
- Ans - All SubjectDocument3 pagesAns - All SubjectEmad Al-AmadNo ratings yet
- Implementing Lean Tools in Electrical Panel AssemblyDocument8 pagesImplementing Lean Tools in Electrical Panel AssemblyPankajSinghBhatiNo ratings yet
- Methods For Design, Analysis and Improvement of Logistical ProcessesDocument7 pagesMethods For Design, Analysis and Improvement of Logistical ProcessesGradiella MbemNo ratings yet
- Group TechnologyDocument19 pagesGroup TechnologyCem Savaş AydınNo ratings yet
- Facility Layout and DesignDocument9 pagesFacility Layout and DesignAfia Nazmul 1813081630No ratings yet
- Implementation of Industrial Engineering ConceptsDocument7 pagesImplementation of Industrial Engineering ConceptsMudra SinghNo ratings yet
- Smude Mba Sem2 All AssignmentsDocument168 pagesSmude Mba Sem2 All AssignmentsAshok BabuNo ratings yet
- Application of Lean Approaches and Techniques in An Automotive CompanyDocument8 pagesApplication of Lean Approaches and Techniques in An Automotive CompanyAchraf adenasNo ratings yet
- Smart VSM 2Document16 pagesSmart VSM 2JeromeNo ratings yet
- Articulo de SistemasDocument5 pagesArticulo de SistemasMariana PalenciaNo ratings yet
- Value Stream MappingDocument9 pagesValue Stream MappingIAEME PublicationNo ratings yet
- Journal of Manufacturing Systems: Taho Yang, Yiyo Kuo, Chao-Ton Su, Chia-Lin HouDocument8 pagesJournal of Manufacturing Systems: Taho Yang, Yiyo Kuo, Chao-Ton Su, Chia-Lin HoujanellaNo ratings yet
- Artículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Document8 pagesArtículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Marcos Alonso Castillo QuispeNo ratings yet
- Facility Layout and Design: A Case Study of A Soap Manufacturing Company in NigeriaDocument10 pagesFacility Layout and Design: A Case Study of A Soap Manufacturing Company in Nigeriabiniam meazanehNo ratings yet
- MB0044 Set 1Document12 pagesMB0044 Set 1Bela JadejaNo ratings yet
- Jurnal TA Lean SIx SigmaDocument7 pagesJurnal TA Lean SIx SigmaManuel AllenNo ratings yet
- Lean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing CompanyDocument7 pagesLean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing Companyirfan iruNo ratings yet
- 518-Celotna Knjiga-1167-1-10-20201111Document22 pages518-Celotna Knjiga-1167-1-10-20201111Samuel Getaneh TNo ratings yet
- Design Process To Reduce Production Cycle Time in Product DevelopmentDocument5 pagesDesign Process To Reduce Production Cycle Time in Product DevelopmentIAES IJAINo ratings yet
- Productivity enhancement through lean manufacturingDocument5 pagesProductivity enhancement through lean manufacturingDiana Marcela RodriguezNo ratings yet
- Just in Time Approach in Inventory Management: Abdul Talib Bon (Corresponding Author)Document9 pagesJust in Time Approach in Inventory Management: Abdul Talib Bon (Corresponding Author)Chad ParkerNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Us 20020091460 A 1Document22 pagesUs 20020091460 A 1Warren RiveraNo ratings yet
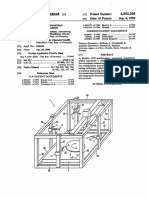
- Us 4953306Document15 pagesUs 4953306Warren RiveraNo ratings yet
- Hyd Manual PDFDocument175 pagesHyd Manual PDFWarren RiveraNo ratings yet
- 16 Vapour Absorption Refrigeration Systems Based On Ammonia-Water PairDocument22 pages16 Vapour Absorption Refrigeration Systems Based On Ammonia-Water PairPRASAD326100% (4)
- Lean VSMDocument27 pagesLean VSMWarren RiveraNo ratings yet
- Lean01 PDFDocument27 pagesLean01 PDFWarren RiveraNo ratings yet
- vsm09 PDFDocument8 pagesvsm09 PDFWarren RiveraNo ratings yet
- Tariff Revision of Student Special & Roam Free Prepaid PlansDocument1 pageTariff Revision of Student Special & Roam Free Prepaid PlansWarren RiveraNo ratings yet
- Hydraulic CircuitDocument18 pagesHydraulic Circuitshrikant_pesitNo ratings yet
- FundamentalsDocument16 pagesFundamentalsBala SubramanianNo ratings yet
- Hydraulic Cylinder - ReferenceDocument95 pagesHydraulic Cylinder - ReferenceWarren RiveraNo ratings yet
- Kanban Kit PDFDocument11 pagesKanban Kit PDFWarren RiveraNo ratings yet
- Toyota Kanban System Case StudyDocument10 pagesToyota Kanban System Case StudyAman SharmaNo ratings yet
- Optimization LiteratureDocument8 pagesOptimization LiteratureWarren RiveraNo ratings yet
- Vapor Absorption Vs CompressionDocument3 pagesVapor Absorption Vs Compression78kbalajiNo ratings yet
- Apply KanbanDocument13 pagesApply KanbanWarren RiveraNo ratings yet
- Re92060 2014-04Document28 pagesRe92060 2014-04Ibrahim GökmenNo ratings yet
- Development of Kanban System at Local Manufacturing Company in Malaysia - Case StudyDocument6 pagesDevelopment of Kanban System at Local Manufacturing Company in Malaysia - Case StudyAarthy ChandranNo ratings yet
- Fluid MechanicsDocument41 pagesFluid MechanicsRian SteveNo ratings yet
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketDocument2 pagesVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraNo ratings yet
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketDocument2 pagesVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraNo ratings yet
- IH01Document5 pagesIH01Warren RiveraNo ratings yet
- Stuck in A Range: Punter's CallDocument4 pagesStuck in A Range: Punter's CallWarren RiveraNo ratings yet
- PremiumTechnicals-Nov26 15 GammonDocument2 pagesPremiumTechnicals-Nov26 15 GammonWarren RiveraNo ratings yet
- Varshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketDocument2 pagesVarshit Doshi: Mobile: +91 8866514555 Address: D-502, Sahaj Sapphire, Opp APMC MarketWarren RiveraNo ratings yet
- InterView PHPDocument8 pagesInterView PHPWarren RiveraNo ratings yet
- SQL Server InterviewDocument3 pagesSQL Server InterviewWarren RiveraNo ratings yet
- JavaScript Code Snippet EvaluationDocument5 pagesJavaScript Code Snippet EvaluationWarren RiveraNo ratings yet
- Pratap Leela Bhai Odedra Sr. 9662596080 SANJAY HADIYA JRDocument1 pagePratap Leela Bhai Odedra Sr. 9662596080 SANJAY HADIYA JRWarren RiveraNo ratings yet
- Innovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Document6 pagesInnovheads Design Studio: DT 09/12/15 Sr. No Size Inch SQ - Ft. Glass Work 1 2 3 4 5Warren RiveraNo ratings yet
- Innovation and Entrepreneurship PresentationDocument11 pagesInnovation and Entrepreneurship PresentationGandhi AnugrahNo ratings yet
- Swot Analysis of DoveDocument9 pagesSwot Analysis of DovePrachi NaikNo ratings yet
- MKC1200 Sem2 2007 ExamDocument3 pagesMKC1200 Sem2 2007 ExamAllan ZhangNo ratings yet
- Competitive Advantage Through Innovation: The Case of NespressoDocument16 pagesCompetitive Advantage Through Innovation: The Case of NespressoAna SiqueiraNo ratings yet
- Online Shopping - Wikipedia, The Free Encyclopedia 1Document18 pagesOnline Shopping - Wikipedia, The Free Encyclopedia 1Arnab DeyNo ratings yet
- Accenture Emerging Market EntryDocument16 pagesAccenture Emerging Market EntryPrateek JainNo ratings yet
- Global Market Segmentation TechniquesDocument84 pagesGlobal Market Segmentation TechniquesRica de los SantosNo ratings yet
- Branding: BY: Manich, Chhayhong & Ratanak ReachDocument5 pagesBranding: BY: Manich, Chhayhong & Ratanak ReachSahil MohammadNo ratings yet
- Data2 Dapimage 1409021911 CreditCardApplication1409021911Document4 pagesData2 Dapimage 1409021911 CreditCardApplication1409021911Michel ThompsonNo ratings yet
- What Is Marketing ManagementDocument28 pagesWhat Is Marketing ManagementBidyut Bhusan PandaNo ratings yet
- PURPLE COWDocument5 pagesPURPLE COWRupinder KaurNo ratings yet
- Visual MerchandisingDocument21 pagesVisual MerchandisingrahulranjanjaiswalNo ratings yet
- Marketing Strategy of ParleDocument9 pagesMarketing Strategy of ParleSiddharth MishraNo ratings yet
- Marketing Concepts 2022Document4 pagesMarketing Concepts 2022veqaevNo ratings yet
- Project 4 FinalDocument2 pagesProject 4 Finalapi-307253935No ratings yet
- Ice Fili Analysis: Presented by Group11-Anuraj Antil Ishan Malik Kanishka Singh Sunny Malik Surya DeswalDocument13 pagesIce Fili Analysis: Presented by Group11-Anuraj Antil Ishan Malik Kanishka Singh Sunny Malik Surya DeswalKanishka SinghNo ratings yet
- MBA MARKETING PROFESSIONALDocument1 pageMBA MARKETING PROFESSIONALArpita PriyadarshiniNo ratings yet
- CRM Strategy Coca Cola Sandeep SinghDocument11 pagesCRM Strategy Coca Cola Sandeep SinghShivangi SharmaNo ratings yet
- A Study On Customer Satisfaction in Ceasefire Industries LTDDocument75 pagesA Study On Customer Satisfaction in Ceasefire Industries LTDAjmal Khan0% (1)
- Microeconomics I Assignment 3 optimal pricing and outputDocument4 pagesMicroeconomics I Assignment 3 optimal pricing and outputanirudhjayNo ratings yet
- Answers To Quiz 4 Summer 2013Document2 pagesAnswers To Quiz 4 Summer 2013Melissa Vásquez TrujilloNo ratings yet
- Chapter 20Document2 pagesChapter 20k2a2m2No ratings yet
- Strategic Marketing Questionnaire With AnswersDocument6 pagesStrategic Marketing Questionnaire With AnswersShubhashish100% (1)
- Chinahub 2Document4 pagesChinahub 2Waseem alhlwNo ratings yet
- Perfection Paints: Instructions For ParticipantDocument9 pagesPerfection Paints: Instructions For ParticipantTehone TeketelewNo ratings yet
- Hindustan Unilever Limited FinalDocument22 pagesHindustan Unilever Limited FinalWasim FerozeNo ratings yet
- Consumer Behaviour-IntroductionDocument245 pagesConsumer Behaviour-IntroductionCharu ModiNo ratings yet
- Media Kit Rulomati̇k 2021Document11 pagesMedia Kit Rulomati̇k 2021enesNo ratings yet
- Annual Report 2020 2021Document127 pagesAnnual Report 2020 2021Abhishek SahaNo ratings yet
- Mirpuri Vs CA - 114508 - November 19, 1999 - JDocument17 pagesMirpuri Vs CA - 114508 - November 19, 1999 - JAlexander Julio ValeraNo ratings yet