Professional Documents
Culture Documents
Fertilizers Industry Ammonia Plant
Uploaded by
nayearCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Fertilizers Industry Ammonia Plant
Uploaded by
nayearCopyright:
Available Formats
Inspection Manual for Fertilizers Industry
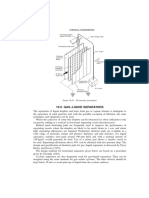
2. Process Description
Fertilizers industry is a form of secondary chemical production. It is
necessary to understand the inputs and processing techniques in order to
identify the pollution sources and abatement measures in this industry.
Fertilizers may be categorized into two groups, natural and synthetic
fertilizers. Synthetic fertilizers include different types according to their
chemical composition, physical status and solubility in water. According
to their chemical composition, fertilizers are categorized into three main
groups as follows:
Phosphatic fertilizers containing phosphorous as a base element,
which is epressed by P
!
"
#
$.
%itrogen fertilizers containing nitrogen as a base element, which
is epressed by %
!
$.
Potassium fertilizers containing potassium as a base element,
which is epressed by &
!
" $.
In addition to the straight fertilizers containing single nutrient '% or P or
&( there are the comple fertilizers containing two or three ma)or plant
nutrient %.P.&. *normous +arieties of %P& according to their contents
of nutrients are a+ailable. ,iquid fertilizers are also produced worldwide
including hundreds of forms containing one or more nutrients together
with trace elements. %P& fertilizers are produced in the *gyptian
Fertilizer -e+elopment .enter Pilot Plant, located in /al0ha, in limited
quantities according to the clients requests. Also in -elta .ompany there
is a plant that produces urea1 ammonium nitrate liquid fertilizer '2! $
%(.
/he liquid fertilizers must be free of solids to a+oid clogging the slurry
nozzles. .oncentrated phosphoric acid is used as the basis for high
analysis liquids. 3hen reacted with ammonia, it gi+es neutral solution
which does not crystallize at low temperature. If ammoniated under
pressure, ammonium polyphosphate forms. /his can be stored and
shipped as a solid and dissol+ed readily when needed. Another liquid
fertilizer is anhydrous ammonia, +aporized to a gas and ploughed
directly into the soil. A combination of solution4 suspension containing
52 $ nitrogen and 62 $ P
!
"
#
has been de+eloped, to which custom
blenders can add potash and trace elements if needed.
Raw Materials, Chemicals and Other Inputs
Main Raw Materials
Inputs for the fertilizers industry +ary according to the fertilizer type.
Phosphate roc0 is considered the main raw material for the production
of phosphate type fertilizers, while in case of nitrogenous fertilizers,
ammonia is considered the main raw material. Ammonia is produced by
synthesis of nitrogen and hydrogen. /he latter is generated either by
steam reforming of natural gas, or electrolysis of water. "n the other
Environics July 2002
4
Inspection Manual for Fertilizers Industry
hand, nitrogen is produced either from air liquification as in &I7A1
Aswan, or combustion of natural gas.
,arge quantities of acids are also used, namely sulphuric acid, nitric acid
and phosphoric acid. In all fertilizers plants those acids are produced on1
site. 8aw sulphur is considered the main raw material for the production
of sulphuric acid, whereas phosphoric acid production depends on
phosphate roc0 as raw material. /he production of nitric acid is based on
the on1site produced ammonia.
/he in+ol+ed catalysts in the fertilizers industry are as follows:
In ammonia production:
.o", 7o"
2
and 9n" for sulphur remo+al.
%i" for primary and secondary reformers.
Iron oide and chromium for ." high shift con+ersion
and copper oide and zinc oide for low shift.
%i" catalyst for methanation.
Iron promoted catalyst for ammonia synthesis.
In nitric acid production: platinum4 rhodium catalyst.
In sulphuric acid production: +anadium pentoide catalyst.
/hese catalysts are usually not considered as inputs, instead they are
considered part of the equipments. /his is related to nature of the
reactors in this industry, which are fied bed reactors. :ence the
catalysts only aid the reaction, without reacting themsel+es. According
to se+eral factors, catalysts loose their acti+ity after long operating hours
which defer from a catalyst to another. .onsequently, they need to be
regenerated, usually on1site ecept for the +ery epensi+e catalysts such
as platinum alloy catalyst which is regenerated in the manufacturing
company.
Sol+ents, carbon dioide, ground dolomite as coating materials and
limestone are also used in fertilizers industry. /able '!( summarizes the
ma)or inputs according to the in+ol+ed operation.
Other Inputs (Water, Fuel and Steam
,arge quantities of water are consumed for se+eral purposes in+ol+ing
cooling, process, steam generating, floor washing and cleaning, ..etc.
Steam is generated in these plants in huge quantities for heating,
reforming, stripping and other purposes. /his steam is generated in
boilers by fuel combustion. /he fuel type differs from one facility to the
other, including fuel oil 'mazot(, gas oil 'solar( or natural gas. Fuel oil
'mazot( is widely used due to its cheap cost. "n burning, it generates on
burning air emissions with high concentration of sulphur oides 'S"
(.
Air is also necessary for some operations such as drying and cooling.
Environics July 2002
5
Inspection Manual for Fertilizers Industry
Environics July 2002
6
Inspection Manual for Fertilizers Industry
!a"le (2 !he Main Inputs in Fertili#ers Industr$
Production Processes
Fertilizers industry is considered one of the comple chemical sector,
which includes se+eral production lines and ser+ice units. /hese are
gi+en in table '2(.
Environics July 2002
Operation Inputs
Single superphosphate roduction
Acidulation - Phosphate roc0
- Strong sulphuric acid
- 3ater
-rying - Air
;agging - Polyethylene bags
!riple Superphosphate roduction
8eaction - <round phosphate roc0
- Phosphoric acid
-rying - :ot air
;agging - Polyethylene bags
hosphoric "cid roduction
3ashing - <round phosphate roc0
- 3ea0 phosphoric acid
8eaction - Sulphuric acid
Sulphuric "cid
7elting - Sulphur
-rying of air - Sulphuric acid '=> $(
Absorption - -iluted sulphuric acid
Synthetic "##onia roduction
-esulphurization - %atural gas
- Adsorbent
Primary reforming - Steam
Secondary reforming - .ompressed hot Air
."
!
separation - Sol+ent mono1ethanol amine or potassium
carbonate and other sol+ents
$itric "cid
Filtration - Air
?aporization - Ammonia
"idation - <aseous %:
2
- Air
%o
absorption - %itric acid
Absorption - Process and cooling water
;leaching - Air
Methanol %nit
7ethanolation - Synthetic gas
- 3ater
-istillation - Steam
"##oniu# $itrate
8eaction 'neutralization( - <aseous ammonia
- %itric acid
.oncentration - Ammonium nitrate solution
7iing - -olomite, &aolin or limestone
- Ammonium nitrate melt
.oating - -iatomaceous earth, limestone or
dolomite
;agging - Polyethylene bags
"##oniu# Sulphate
*+aporation - Ammonia
- Steam
8eaction @ crystallization - Sulphuric acid
-rying - Steam heated air
;agging - Polyethylene bags
"##oniu# hosphate
8eaction - Ammonia
- Phosphoric acid
.oating - .oating materials
;agging - Polyethylene bags
&alciu# $itrate
8eaction 'dissol+ing
tower(
- ,ime stone
- Fla0es
- %itric acid
%eutralization - Ammonia
Pac0aging - Plastic barrels
%rea
Synthesis - .arbon dioide
- ,iquid ammonia
*+aporation - Steam
Prilling - .old air
;agging - Polyethylene bags
'
Inspection Manual for Fertilizers Industry
!a"le (% Production &ines and Ser'ice (nits
Production &ines Ser'ice (nits
5. Phosphatic Fertilizers ;oilers
- Super phosphate
production
3ater treatment unit
- /riple superphosphate
production
3astewater treatment plant
- Phosphoric acid
production
.ompressors
- Sulphuric acid production .ooling towers
!. %itrogenous Fertilizers Storage facilities
- Ammonia production 3or0shops
- %itric acid production <arage
- Ammonium nitrate
production
- -iammonium phosphate
production
- Ammonium sulphate
production
- Area production
- 7ethanol
- .alcium nitrate
Phosphates Fertili#ers
Phosphate fertilizers industry is considered one of the most polluting
industries in *gypt. %o modernization or pollution abatement plans and
technologies were set for this industry, in spite of the implementation of
such technologies world wide. It is worth mentioning that the
production of phosphate fertilizers in *gypt is limited 'installed
capacities 5.! millions tons 5#.# P
!
"
#
( compared with nitrogenous
fertilizers 'installed capacities 5! million tons estimated as 5# $ %
!
(.
/he +arious phosphate fertilizers, depending on their composition, ha+e
different solubility in soil solutions and are, therefore, assimilated by
plants differently. Phosphate fertilizers include single superphosphate
and triple superphosphate. /he single superphosphate is a miture of
monocalcium phosphate and gypsum 'a+ailable P
!
"
#
almost 5B1 !! $(,
while triple1superphosphate is composed mainly of monocalcium
phosphate 'a+ailable P
!
"
#
( almost 6B $(.
a( Single supephosphate Fertilizer
Fig '5( presents the bloc0 flow diagram for manufacturing of
mono superphosphate fertilizers and the related raw materials
and pollution sources.
/he manufacturing process depends on reacting phosphate roc0
with sulfuric acid and the fertilizer contains about '5B1 !C $(
P
!
"
#
. /he net reaction proceeds as follows:
.a F
!
. 2.a
2
'P"
6
(
!
D E:
!
S"
6
D 56:
!
" F 2.a':
!
P"
6
(
!
D E.a S"
6
. !:
!
" D !:F
Environics July 2002
)
Inspection Manual for Fertilizers Industry
/he process can be di+ided into two stages as follows:
/he first stage represents the diffusion of sulfuric acid to
the roc0 particles accompanied by a rapid chemical
reaction on the particle surface, which continues until the
acid is completely consumed, and crystallization of
calcium sulphate.
/he second stage represents the diffusion of the formed
phosphoric acid into the pores of the roc0 particles which
did not decompose. /his stage is accompanied by a
second reaction.
In this process ground phosphate roc0 is transported from the
storage site to automatic weight, by a system of belt and screw
con+eyors and ele+ators, which feed the continuous action
double conical mier. /he sulfuric acid is continuously diluted
with water in a batch mier to a E# $ concentration, then fed to
the mier to react with ground phosphate roc0 where a first
reaction ta0es place. /his reaction ends in the reaction mier in
2C1 BC minutes, during the period of settling and hardening of the
superphosphate slurry, which is caused by the relati+ely rapid
crystallization of the low solubility calcium sulphate. /he net
stage of the process is ageing of the superphosphate, i.e. the
formation and crystallization of monocalcium phosphate in the
den. /he formed slurry is transported to the continuous1action
reaction den which has a +ery low tra+el speed to allow for
solidifying 'see fig !(, where formation of superphosphate ta0es
place 'settling and hardening of the slurry in the first stage of
ageing(. .onsiderable quantities of fluoride compounds are
e+ol+ed from the acidulation, they are sent to the scrubbers
shown in fig '2(.
/he superphosphate powder, from the den, is transferred for
ageing by a belt con+eyor, located below the den, to the pile
storage for curing, or completion of chemical reaction, which
ta0es !1B wee0s to a P
!
"
#
a+ailability acceptable for plant
nutrient. /he raw fertilizer is uniformly distributed by a
scattering de+ice and in order to accelerate the ageing operation,
the superphosphate is agitated during storage by means of a
grab1buc0et crane. /he end product still contains a certain
amount of uncombined phosphoric acid, which ma0es the
fertilizer more hygroscopic. %eutralizing admitures are used to
remo+e the free acid of the superphosphate, or it is treated with
gaseous ammonia. /hese procedures impro+e the physical
properties of the superphosphate. /hey lower the moisture
content, the hygroscopic and the tendency to ca0e. If ammonia
treatment is used, an additional nutritional component '%
!
( is
also introduced into the fertilizer.
Environics July 2002
*
Inspection Manual for Fertilizers Industry
-uring reaction of the phosphate with sulphuric acid in the den,
hydrogen fluoride e+ol+es and reacts with the silica contained in
the phosphates and forms gaseous silicon1tetrafluoride 'SiF
6
( and
fluo slicic acid ':
!
SiF
B
(. /he continuous den is, therefore,
enclosed so that fumes of these compounds do not escape into
the wor0ing place. /he fluorous gases, containing :
!
SiF
B
+apors,
are withdrawn through an opening in the den roof into a
+entilation pipe to an absorption unit and are utilized for ma0ing
sodium fluo silicates.
Superphosphate is granulated in drum granulators to impro+e its
physical properties. In the granulator, the superphosphate powder
'after being cured for !1B wee0s( is wetted with water fed into
the drum through nozzles, and rolled into granules of different
size which are then dried, screened into size fractions cooled and
the product is bagged in plastic 'polyethylene( bags. /he o+er
size granules are ground and recycled, with the undersize
granules, to the den.
Environics July 2002
+0
Inspection Manual for Fertilizers Industry
Fi) (* Process Flow Dia)ram +or Sin)le Superphosphate Manu+acturin)
Inputs Operations Outputs
Phosphate 8oc0
-ust @ particulates
%oise 'wor0 place(
E# $ :
!
S"
6
3ater
:eat
:ydrogen Fluoride ':F(
D acid mist 'to scrubber(
Si"
!
:F, :
!
SiF
B
+apours,
."
!
, SiF
6
and Si"
!
'to scrubber(
-ust, particulates
'wor0 place(
Particulates and gaseous
fluorides 'wor0 place(
Polyethylene ;ags Particulates 'wor0 place(
3ater -ust @ Fumes 'to the
scrubber(
Particulates
.ooling air
Polyethylene bags Particulates
'wor0 place(
Single Superphosphate
Environics July 2002
++
.rushing, <rinding
@ screening
Acidulation 7ier
,a))in) o+ SSP
Powder
-rum <ranulation
Screening
.ooling
;agging of SSP
<ranules
-ilution
8eaction -en
;elt .on+eyor
Storage for curing
'!1B wee0s(
Inspection Manual for Fertilizers Industry
Fi) (2- a Continuous- .ction Sin)le Superphosphate Den
'5( rotating shellG '!( cutterG '2( partitionG '6( stationary discharge pipe
Fi) (2- " Sin)le Superphosphate Manu+acturin) Processin)
'5( phosphate weigh feederG '!, 2( head tan0 for sulphuric acid and waterG '6( acid
feederG '#( mierG 'B( superphosphate denG 'E( superphosphate con+eyorG '>(
supephosphate scatter at the storage site
Environics July 2002
+2
Inspection Manual for Fertilizers Industry
Fi) %
Environics July 2002
+,
Inspection Manual for Fertilizers Industry
-( !riple Superphosphate Fertilizer
Fig '6( shows the bloc0 flow diagram for manufacturing of triple
superphosphate. /his type of fertilizers is much more concentrated than
the ordinary superphosphate, containing 6#1 6B $ of a+ailable P
!
"
#
.
/riple superphosphate is manufactured by the action of phosphoric acid
on phosphate roc0. /he main reaction is:
.aF
!
. 2.a
2
'P"
6
(
!
D 56:
2
P"
6
F 5C.a ':
!
P"
6
(
!
D !:F H
'Phosphate 8oc0( '/riple Superphosphate(
A process similar to single superphosphate production is used, in which
pul+erized phosphate roc0 is mied with phosphoric acid in a two1stage
reactor. /he resultant slurry is sprayed into the granulator. /he slurry is
sprayed into the drum granulation co1current with flue gases of fired
fuel 'natural gas or fuel oil and air(. /he product is screened and off1size
is recycled bac0 to the granulator. /he on1size product is cooled and
stored ready for being bagged. /he ehaust gases from the reactor,
granulator and cooler are scrubbed to remo+e fluoric compounds.
Environics July 2002
+4
Inspection Manual for Fertilizers Industry
Fi) (/ Process Flow Dia)ram +or !riple Superphosphate Manu+acturin)
Inputs Operations Outputs
Phosphate 8oc0
%oise
-ust @ Particulates
Phosphoric Acid
:F, SiF
6
emissions
'to scrubber(
3ater
8ecycled o+er @ under
size
;urners 'direct heat(
3ater ?apor
Particulates
*missions ':F, SiF
6
(
'to scrubber(
.ombustion flue gases
Particulates
.old Air .ooling water 'to cooling
towers(
Polyethylene bags
*missions ':F, SiF
6
(
Particulates
<ranulated /riple
Superphosphate
Environics July 2002
+5
/wo1Stage
8eaction
<ranulation
Screening
.ooling
Storage @
;agging
.rushing, <rinding
@ Screening
Inspection Manual for Fertilizers Industry
c( .et rocess of hosphoric "cid roduction
/he main process for producing phosphoric acid is by the use of sulfuric
acid as shown in fig '#(. /he ma)or reaction is
.a F
!
. 2.a
2
'P"
6
(
!
D 5C:
!
S"
6
D !C:
!
" F 5C.aS"
6
. !:
!
" D !:F D
B:
2
P"
6
'Phosphate 8oc0( '<ypsum(
8aw phosphate roc0, ground to less than !CC mesh size, is fed to a chute
where a recycled stream of wea0 :
2
P"
6
washes it into a reaction tan0
and digested with strong sulfuric acid. /he retention time ranges from
5.# to 5! hr, and conditions are controlled to produce gypsum crystals
that are readily filterable. .onsiderable heat is generated in the reactor
when the sulphuric acid and phosphate roc0 react. In older plants, this
heat was remo+ed by blowing air o+er the hot slurry surface. In modern
plants, a portion of the slurry is cooled by +acuum flash, and then
recycled bac0 into the reactor. /he reaction miture is filtered using a
tilting1pan filter. /he feed to the filter continuously enters the pans,
which are connected to the +acuum source. /he circular frame
supporting the pans rotates so that each pan is mo+ed successi+ely under
the desired number of washes. After the final wash liquor has
completely drained off, the +acuum is released and the pan is in+erted a
full 5>C
degree. /he ca0e drops off, its remo+al is being ensured by a
re+erse blast of air through the filter medium, which is then scoured
fresh and cleaned by a high1pressure shower while the pan is still
in+erted. /he filter medium and drainage area are then purged by
+acuum, and the pan returned to the feed position.
/his process produces !> to 2! $ acid which must be concentrated in an
e+aporator, to meet phosphate feed material specifications for fertilizer
production. /he crude acid is often blac0 and contains dissol+ed metals
and fluorine, and dissol+ed and colloidal organic compounds.
Suspended solid impurities are usually remo+ed by settling. Sol+ent
etraction or sol+ent precipitation is used to remo+e the dissol+ed
impurities. Sol+ent etraction uses a partially miscible sol+ent, such as
n1butanol, iso1butanol, or n1heptanol. /he phosphoric acid is etracted
and the impurities are left behind. ;ac01etraction with water reco+ers
the purified phosphoric acid. Sol+ent precipitation uses a completely
miscible sol+ent plus al0alis or ammonia to precipitate the impurities as
phosphate salts. After filtration, the sol+ent is separated by distillation
and recycled.
Ma/or 0azards
/he chance of an acid spill from storage tan0s is +ery small, with the
highest ris0 being a lea0 from the tan0 because of corrosion. .orrosion
with Phosphoric acid is a relati+ely slow process and starts with a small
hole in the tan0. %ormally the lea0 will be seen and the tan0 emptied
before a significant spillage can ta0e place. /here is also a ris0 of the
loading pipe crac0ing during acid loading and this could lead to a
Environics July 2002
+6
Inspection Manual for Fertilizers Industry
significant uncontrolled spillage. Pumping equipment should be
a+ailable for emptying the pipes.
/he more important considerations in the design and construction of
phosphogypsum disposal areas are: site selection, cooling ponds and
percolation control. /he height of the stac0 depends on the engineering
properties of the underlying soil and its load bearing strength, if there
are no legal restrictions. /he cooling pond surfaces will ha+e to be
adapted to local climatic conditions and the water balance in the plant.
/he process water associated with phosphogypsum is highly acidic and
contains high le+els of contaminants. some of the following options may
be necessary to pre+ent this water reaching the surrounding ground
water system: seepage collection ditches, intercept wells, natural
barriers, lining systems 'natural or synthetic( and fiing of soluble P
!
"
#
and trace elements by neutralization.
Environics July 2002
+'
Inspection Manual for Fertilizers Industry
Fi) (0 Process Flow Dia)ram +or Phosphoric .cid Manu+acturin)
(Wet Process
Inputs Operations Outputs
Phosphate 8oc0
-usts @ Particulates
%oise 'wor0 place(
-iluted Phosphoric Acid
Strong Sulphuric Acid
Fluorides ':F, SiF
6
( and
acid mist 'to the scrubber(
Process 3ater
Acid fumes
emissions
3astewater recycled to
reactor 'rich in sulphuric
acid(
Process 3ater 3ash water 'recycled to
the reactor(
Fluoride emissions to air
1$psum
3ash water 'recycled to
the reactor(
Fluoride emissions to air
Phosphoric .cid (0/ 2
.ondensates
*missions 'SiF
6
(
Solid wastes
Sol+ent 'n1butanol4 iso1
butanol(, ammonia and al0ali
Solid waste impurities
'metals, fluorine colloidal
organic compounds(
3ater
Phosphoric .cid
Environics July 2002
+)
8eaction
Filtration
'?acuum Pan
filter(
<rinding
3ashing
<ypsum
3ash
Settling
Pond
?acuum
*+aporation
Settling
*traction
Separation
;ac0 *traction
Sol+ent 8eco+ery
Inspection Manual for Fertilizers Industry
d( Sulphuric "cid Manufacturing rocess1
/he process used is the contact process. Fig 'B( presents the raw
materials, products and epected pollutants. *lemental sulphur is
usually used as raw material and is oidized to sulphur dioide. /he
sulphur dioide is then oidized to sulphur trioide using +anadium
pentoide catalyst. /he chemical reactions ta0ing place can be
epressed by the following equations:
S D "
!
F S"
!
S"
!
D I "
!
S"
2
S"
2
D :
!
" F :
!
S"
6
Sulphur is first melted using steam and then filtered to remo+e
contaminants that might poison the catalyst. /he liquid sulphur is
burned in a sulphur burner using filtered dry air. /he air has been dried
using concentrated sulphuric acid. /he result of burning is a gas
containing >155$ S"
!
and >152$ oygen, which is cooled in a waste1
heat boiler to about 6!CJ .. /he specific inlet temperature of the gas
entering the con+erter is dependent upon the quantity and quality of the
catalyst and the composition and flow rate of the sulphur dioide gas,
but it is usually in ecess of 6!BJ.. /he con+erter contains layers of
catalyst, usually +anadium pentoide, placed in horizontal trays or beds
arranged so that the gas containing S"
!
and an ecess of oygen passes
through two, three, or four stages of catalyst. As the gas passes through
the con+erter, approimately =# to =>$ of S"
!
is con+erted to sulphur
trioide, with the e+olution of considerable heat. 7aimum con+ersion
cannot be obtained if the temperature in any stage becomes too high.
/herefore, gas coolers are employed between con+erter stages. /he
concentration of sulphur trioide lea+ing the con+erter at 6!B 1 6#6J. is
approimately the same as that of the entering sulphur dioide.
/he con+erter gas is cooled to !2! to !BCJ . in an economizer or tubular
heat echanger. /he cooled gas enters the absorption tower where the
sulphur trioide is absorbed with high efficiency in circulating stream of
=> to == $ sulphuric acid. /he sulphur trioide combines with the
ecess water in the acid to form more concentrated sulphuric acid. /o
reduce the emission of sulphur trioide in the eit gases, a second
absorption stage is added where eit gases from the absorption tower are
introduced into a second absorption tower. /he gases lea+ing the
absorbing tower may pass through a heat echanger, in which they are
reheated to about 6!BJ . before reentering the con+erter. /hey are then
passed through the catalyst, cooled, and flow through the absorption
towers and then to the atmosphere. A great source of pollution in this
process is due to the emission of S"
!
, S"
2
gas with acid mist from the
absorption tower and lea0s from heat echangers.
Ma3or 4a#ards
Environics July 2002
+*
?
!
"
#
Inspection Manual for Fertilizers Industry
the highest ris0 hazard for accidental pollution eists during the storage
and transportation of the sulphuric acid. Plants ha+e different systems to
collect lea0s and spillages. <as lea0s are not normally a problem as
they are handled by +arious monitoring and control systems, which
measure the S"
!
content in air.
Environics July 2002
20
Inspection Manual for Fertilizers Industry
Fi) (5 Process Flow Dia)ram +or Sulphuric .cid Manu+acturin)
Inputs Operations Outputs
Sulphur
Steam
Sulphur odour
'wor0 place(
Air
Filter cloth
Sulphur odour
'wor0 place(
:
!
S"
6
:
!
S"
6
'recycled to the
absorber(
S"
!
emissions 'wor0 place(
:eat stress
Process water :eat stress
Steam
.atalyst ?
!
"
#
:eat stress
*missions 'S"
!
, S"
2
(
Spent catalyst
S"
!
, S"
2
emissions
:eat stress
.atalyst ?
!
"
#
:eat stress
S"
!
, S"
2
Spent ?
!
"
#
catalyst
Process water :eat stress
-il. :
!
S"
6
*missions 'S"
!
, S"
2
(,
acid mist
/ail gas
"leum
"r .onc. :
!
S"
6
Environics July 2002
2+
7elting and
Filtration
Filtrations
-rying
Sulfur ;urning
3:;
First Stage
.on+erter
.on+erter
.ooling in an
economizer
;oiler
Absorption
"leum /ower
"leum =>$
Sulphuric acid
Inspection Manual for Fertilizers Industry
6itro)enous Fertili#ers
%itrogenous fertilizers are considered the ma)or type widely produced
and used in *gypt. It includes many fertilizers such as ammonium
nitrate '%:
6
%"
2
(, ammonium sulphate '%:
6
(
!
S"
6
, calcium nitrate .a
'%"
2
(
!
and urea ."'%:
!
(
!
. Ammonia, which is the essential raw
material for nitrogen base fertilizers, is produced inside the facility
itself. Ammonia is produced by catalytic reaction of :
!
and %
!
.
:ydrogen can be produced by electrolysis of water '+ery limited(, from
steam reforming of natural gas and partial oidation of naphtha and fuel
oil. %itrogen is obtained from air.
a( Synthetic "##onia 2$0
,
(
As illustrated in fig 'E(, synthetic ammonia, from natural gas, is
produced by reacting hydrogen with nitrogen. Si processing
steps are required to produce synthetic ammonia using the
catalytic steam reforming method as follows:
+3 $atural gas desulfurization
In this operation, the sulfur content 'mainly as :
!
S( is
reduced to below !>C micrograms4 m
2
to pre+ent
poisoning of the catalyst used in steam reforming step.
-esulfurization ta0es place by adsorption of :
!
S gas on
the surface of zinc oide or acti+e carbon. /he adsorbent
is reacti+ated by stripping with super heated steam. /he
feed gas is preheated to 2#C16CC
o
. and then treated in a
desulphurisation +essel where the sulphur compounds are
hydrogenated to :!S using cobalt molybdenum catalyst
'.o" and 7g"
2
( and then adsorbed on palletized zinc
oide.
23 &atalytic stea# refor#ing
/he desulfurized natural gas is preheated by miing with
superheated steam 'to #CC1 BCC
o
.( then enters the
primary reformer and passes o+er the %i catalyst where it
is con+erted to hydrogen, ." and ."
!
according to the
following equation:
.:
6
D :
!
" ." D 2:
!
." D :
!
" ."
!
D :
!
/he reaction is highly endothermic and additional heat is
required to raise the temperature to E>C1 >2C
o
. at the
reformer outlet. "nly 2C1 6C $ of the methane feed is
reformed in the primary reformer. /he gas from the
primary reformer is then sent to the secondary reformer,
where it is mied with compressed hot air at around BCC
o
. and passed o+er nic0el catalyst. Sufficient air is added
to produce a final synthesis gas ha+ing a hydrogen to
Environics July 2002
22
%i
E=C1 >!C
o
.
Inspection Manual for Fertilizers Industry
nitrogen mole ratio of three to one. /he gas lea+ing the
secondary reformer ':
!
, %
!
, .", ."
!
and :
!
"( is cooled
to 2BCJ. in a waste heat boiler before being sent to
carbon monoide shift.
.:
6
D I "
!
D !%
!
." D !:
!
D !%
!
,3 &ar-on #ono4ide shift
After cooling, the gas, which contains 5!1 5# $ ." dry
gas base, enters high temperature ." shift con+erter
'2#C16CCJ.( where ." con+erts to ."
!
using iron oide
catalyst and chromium oide initiator. /he following
reaction ta0es place:
." D :
!
" F ."
!
D :
!
/he eit gas is then cooled in a heat echanger before
being sent to a low temperature shift con+erter, where ."
is con+erted to ."
!
by a copper oide4 zinc oide
catalyst. /he residual ." content in the con+erter gas is
about C.!1C.6 $ 'dry gas base( ." content is important
for the efficiency of the process.
43 &ar-on dio4ide re#oval
/he gas from the shift is cooled from !5C to 55CJ . and
steam is condensed and separated from the gas. /he shift
gas is purified from ."
!
in a chemical or a physical
absorption process. /he sol+ents used in chemical
absorption are mainly aqueous amine solutions '7ono
*thanolamine '7*A(, -i *thanolamine 'a7-*A( or hot
potassium carbonate solutions. Physical sol+ents are
glycol dimethylethers, propylene carbonate and others.
?
!
"
#
is used as a corrosion inhibitor. /he 7*A process
has a high regeneration energy consumption and is not
regarded as a ;A/ process. /he condensed steam
contains ammonia and methanol, and small amount of
amines, formic acid, acetic acid, sodium, iron, copper,
zinc, aluminum and calcium. /his condensate is sent to
the stripper. /race metals remaining in the process
condensate can be remo+ed in waste water treatment
plant by ion echange. /he sol+ent is regenerated by
preheating and steam stripping. In the ;A/ processes the
stripped condensate is recycled.
53 Methanation
8esidual ."
!
and .", in the synthesis gas, must be
remo+ed by catalytic methanation by using %i catalyst at
6CC1BCCJ. according to the following reaction:
Environics July 2002
2,
%i .atalyst
=CC K 5!CC
o
.
Inspection Manual for Fertilizers Industry
."
!
D :
!
F ." D :
!
"
." D 2:
!
F .:
6
D :
!
"
7ethane is an inert gas with respect to ammonia catalyst,
while ."
!
and ." can poison the catalyst.
63 "##onia Synthesis
*it gas from the methanator is almost a pure. /hree to
one mole ratio of hydrogen to nitrogen is con+erted to
ammonia according to the following reaction
%
!
D 2:
!
F !%:
2
First the gas is compressed from 2C atm to a pressure !CC
atm, heated against eit gas from con+erter and entered
the con+erter containing iron promoted catalyst. /his
results in a portion of the gas being con+erted to
ammonia '5# $(, which is condensed and separated in a
liquid +apor separator and sent to a let1down separator.
/he uncon+erted synthesis gas is further compressed and
heated to 5>CJ. before entering the con+erter containing
an iron oide catalyst. A newly de+eloped ammonia
synthesis catalyst containing ruthenium on a graphite
support has a much higher acti+ity per unit of +olume and
has a potential to increase con+ersion and lower
operating pressures. Ammonia gas from the con+erter is
condensed and separated then sent to the let1down
separator where a small portion of the o+erhead gas is
purged to pre+ent buildup of inert gases such as argon in
the circulating gas system. Ammonia is flashed to get rid
of dissol+ed gas. /hese gases are scrubbed to remo+e the
traces of %:
2
in the form of ammonium hydroide and
the gases are used as part of the primary reformer fuel.
/he liquid ammonia can be either stored in pressure
storage or in atmospheric double insulated refrigerated
tan0.
Ma/or 0azards
/he ma)or accidents in ammonia plants are eplosions
and fires. In addition, there is also the potential for toic
hazard due to the handling and storage of liquid
ammonia. /he credible ma)or hazards identified in an
ammonia production plant are:
fire4eplosion hazard due to lea0s from the
hydrocarbon feed system,
fire4eplosion hazard due to lea0s of synthesis gas
in the ." remo+al4synthesis gas compression areas
'E# $ hydrogen(
Environics July 2002
24
Inspection Manual for Fertilizers Industry
toic hazard from the release of liquid ammonia
from the synthesis loop.
In ammonia storage the release of liquid ammonia 'by
sabotage( is a credible ma)or hazard e+ent. Fires and
eplosions are usually not a hazard or only a minor
hazard to the local population although potentially most
se+ere for the plant operators. Appropriate precautions to
protect both the operators and the local population are
considered in the design and operation of the plants. /he
toic hazard of a potential large release of liquid
ammonia 'i.e. from a storage tan0( may be much more
serious for the local population. An emergency plan for
this e+ent, co+ering the operators and the local
population must be maintained.
Environics July 2002
25
Inspection Manual for Fertilizers Industry
Fi) (7 Process Flow Dia)ram +or .mmonia Manu+acturin)
Inputs Operations Outputs
%atural <as
Adsorbent '9n"4 acti+ated
carbon(
.atalyst '.o", 7o"
2
and4or
9n"(
:
!
S, ?".s, emissions
Spent catalyst
Steam
%ic0el catalyst
Fuel or purge gas
:eat stress
*missions '.", ."
!
, :
!
,.:
6
(
Fuel emissions
Spent catalyst
.ompressed hot air
%ic0el catalyst
:eat stress
3astewater 'acidic steam
condensate(
Spent %i catalyst
Process water :eat stress
.atalyst 'iron oide4
chromium oide and copper
oide4 zinc oide(
Steam condensate to steam
stripping '.", ."
!
,%a,.a,Al(
Spent catalyst
Sol+ent '&
!
."
2
, 7*A and
7-*A(
Sol+ent regenerated and
recycled
%ic0el .atalyst
:
!
, .:
6
emissions
:eat stress
Spent catalyst
Fe .atalyst
Fugiti+e ammonia
.ooling water to towers
Purge gas to primary reformer
Spent catalyst
3ater
Steam
Fugiti+e ammonia
Environics July 2002
26
-esulphurization
Primary Steam
8eforming
Secondary Steam
8eforming
." shift
.on+erter
."
!
Separation
7ethanation
Ammonia .on+erter
.ooling
8efrigeration
3.:.;
3.:.;
64
%
Inspection Manual for Fertilizers Industry
-( reparation of $itric "cid
All plants for the production of nitric acid are currently based on
the same basic chemical operations: "idation of ammonia with
air to gi+e nitric oide and oidation of the nitric oide to
nitrogen dioide and absorption in water to gi+e a solution of
nitric acid. /he efficiency of the first step is fa+oured by low
pressure whereas that of the second is fa+oured by high pressure.
/hese considerations, combined with economic reasons gi+e rise
to two types of nitric acid plant, single pressure plants and dual
pressure plants. In the single pressure plant, the oidation and
absorption steps ta0e place at essentially the same pressure. In
dual pressure plants absorption ta0es place at a higher pressure
than the oidation stage.
/he oidation and absorption steps can be classified as: low
pressure 'pressure below 5,E bar(, medium pressure '5,E 1 B,#
bar( and high pressure 'B,# 1 52 bar(. *cept for some +ery old
plants, single pressure plants operate at medium or high pressure
and dual pressure plants operate at medium pressure for the
oidation stage and high pressure for the absorption.
/he main unit operation in+ol+ed in the nitric acid process are
the same for all types of plant and in sequential order these are:
air filtration, air compression, air4ammonia miing, air4ammonia
oidation o+er catalytic gauzes, energy reco+ery by steam
generation and4or gas re1heating, gas cooling, gas compression,
energy reco+ery and cooling 'dual pressure plants only(,
absorption with the production of nitric acid, waste gas 'tail gas(
heating and energy reco+ery by epansion of the waste gas to
atmosphere in a gas turbine.
Although there are three main processes in the nitric acid
production 'mono, dual and atmospheric pressure( but the routes
are more or less the same as follows:
+5 ri#ary air filtration
Feed air contains, beside nitrogen and oygen, some inert gases,
carbon monoide and some dust and impurities. -ust and
impurities harmfully affect the platinum catalyst efficiency,
therefore air must be filtered through a series of filters. Air is
suc0ed 'by %o turbo1 compressor set in case of atmospheric or
by an air compressor in case of mono or dual pressure processes(
through a filter 'usually candle felt filter elements in case of
atmospheric or special paper filter elements( and then heated.
25 "ir reheating1
In this step filtered air is introduced through a series of steel
pipes, in which fledges are pro+ided on its outer surface to
increase the heating surface area. Steam, at 2 0gm4cm
!
, 56CJ. is
Environics July 2002
2'
Inspection Manual for Fertilizers Industry
passed through the pipes and air outside. /he steam condensate
is collected by steam traps and recycled to the boilers.
,5 "##onia evaporation and filtration
Anhydrous liquid ammonia is e+aporated, superheated and its
pressure is maintained according to the process 'whether
atmospheric or pressure(. /he ammonia is filtered 'usually
across ceramic candle filters that are cleaned e+ery now and
then(.
45 Mi4ture Filtration
/he purpose of this operation is to increase purification of
'air4ammonia( miture. .ylindrical filters of large diameters are
used, each one contains a porous ceramic candle hanged on a
disc with openings. /hese candles permit the miture to pass
lea+ing the impurities on their surfaces. After a certain le+el of
impurities, the filters needed to be opened and washed with
water then dried by hot air. /he generated wastewater from
washing the filters generate a pollution problem.
55 "##onia 64idation 2converters(
Ammonia is reacted with air on platinum4 rhodium alloy
catalysts in the oidation section of nitric acid plants. %itric
oide and water are formed in this process. /he yield of nitric
oide depend on pressure and temperature:
Pressure below 5,E bar, temperature >5C1>#C
o
. 1L %"
yield =E$
Pressure 5,E1B,# bar, temperature >#C1=CC
o
. 1L %" yield
=B$
Pressure abo+e B,# bar, temperature =CC1=6C
o
. 1L %"
yield =#$
In this operation combustion ta0es place with the aid of platinum
rhodium catalyst. It consists of se+eral wo+en or 0nitted gauzes
formed from wire containing about =C $ platinum alloyed with
rhodium for greater strength and sometimes containing
palladium. :eated ammonia 'BCJ .( is mied with air 'at >CJ .(
in a pipe with a big diameter. /he ammonia4 air miture is
introduced to the con+erter. /he con+erter contains two parts, the
upper part 'of a conical shape( has a pierced disc fitted on its
entrance to distribute the miture on the platinum net equally.
/he lower part of the con+erter is a bottom pierced pot filled
with pottery rings to distribute the hot gases 'e+ol+ing from the
reaction( on to the coils of the bottom boiler. /he ammonia air
ratio should be strictly maintained at 5! $ in case of
atmospheric process or 52 $ in case of dual pressure process.
Ammonia goes through oidation according to the following
reaction
Environics July 2002
2)
Pt D 8h
cat
Inspection Manual for Fertilizers Industry
6%:
2
D #"
!
6%" D B:
!
" D M
!%" D "
!
F !%"
!
D M
/emperature is ad)usted in a range >CCJ1=CCJ., because abo+e
=CC nitrogen oide will decompose to %
!
and "
!
, and below >CCJ
. nitrogen oide will be formed which does not produce nitric
acid when dissol+ed in water. /he heat released from those
highly eothermic reactions is mostly reco+ered by the waste
heat boiler '3:;( fitted in the ammonia reaction 'burners( in
the form of superheated steam for running the %"
and air
compressors.
Air pollution and contamination from the ammonia can poison
the catalyst. /his effect, as well as poor ammonia1air miing and
poor gas distribution across the catalyst, may reduce the yield by
5C $. 7aintenance of the catalyst operating temperature is +ery
important for the %" yield. /his is achie+ed by ad)usting the
air4ammonia ratio and ensuring that the lower eplosi+e limit for
ammonia in air is not eceeded. /he preheated ammonia is
thoroughly mied with preheated air and sub)ected to further
filtration to a+oid contaminants from entering to the catalyst.
/he ratio of ammonia air miture is controlled by a high
precision ratio controller which is considered as the safeguard
for protecting arising from:
.atalyst temperature eceeds >#C
o
.
Ammonia4 air ratio eceeds 5!.# $ 'in atmospheric
oidation( or 5C $ 'in case of pressure oidation(
Failure of air compressor or %o
compressor Netc
/he water produced in oidation is then condensed in a cooler1
condenser and transferred to the absorption column. %itric oide
is oidized to nitrogen dioide as the combustion gases are
cooled. For this purpose secondary air is added to the gas
miture obtained from the ammonia oidation to increase the
oygen content to such a le+el that the waste gas lea+ing the
plant has a normal oygen content of between ! 1 6 $.
65 Energy 7ecovery
/he hot reaction gases are used to produce steam and4or to
preheat the waste gas 'tail gas(. /he heated waste gas is
discharged to the atmosphere through a gas turbine for energy
reco+ery. /he combustion gas after this heat transfer for energy
reco+ery, has a temperature of 5CC to !CC
o
., depending on the
process and it is then further cooled with water.
'5 &ooling
*it gases '%", ecess air and water +apour( are cooled
through a water cooler in two stages, where nitrogen oides are
then dissol+ed in the water condensate to form a +ery diluted
nitric acid 'about !$ conc.( which is collected in a tan0. /he
Environics July 2002
2*
Inspection Manual for Fertilizers Industry
collected diluted acid is withdrawn by pumps and discharged to
the bottom of the absorption tower. /he remaining gases are
withdrawn, together with ecess air, by compressing turbines to
the absorption towers.
)5 "-sorption1
/he absorber is operated with a counter1current flow of
water. the absorption of the nitrogen dioide and its
reaction to nitric acid and nitric oide ta0e place
simultaneously in the gaseous and liquid phases. /he
main reaction ta0ing place is as follows:
!%" D "
!
F !%"
!
2%"
!
D :
!
" F !:%"
2
D %"
!%"
!
F %
!
"
6
/hese reactions depend on pressure and temperature to a
large etent and are fa+ored by higher pressure and lower
temperature.
Series of towers with 2.#m diameter and !6m height are
used in this stage. /he absorber1reactor is a sie+e plate or
bubble cap unit with cooling coils on each of the !C to #C
trays. <as enters at the bottom, dilute nitric acid part way
up the column, with cold water entering at the top. In the
first tower most of the oidation operation ta0es place
where %" is con+erted to nitrogen dioide. -iluted
%itric acid is then formed, collected in a le+el tan0 and
discharged to the bleaching operation. .hlorine
impurities presents a unique problem in the absorber,
they cannot be transferred through the bottom neither can
they lea+e in the top gas. /herefore, they must be
ecluded from entry or pro+ision made for their purging
as the reaction of nitric oide proceeds during gas flow.
.onsequently the gases are cooled 'remo+e heat of
reaction and promote oidation reactions to go to
completion(, against the cold tail gases coming out of the
absorption tower to preheat them before entering the tail
gas turbine. /he preheated tail gas passes through the
epansion turbine 'part of the %"
compressor dri+es( to
reco+er the energy and reduce tail gas temperature. /hen
further cooled before passing through the series of
counter1current pac0ed towers.
*5 8leaching
/he acid lea+ing the bottom of the column contains some
%"
, mostly as %
!
"
6
'colorless( but some as red %"
!
. It
is therefore sent to a bleaching tower to eliminate its
colour. In bleaching operation the acid is sprayed at the
top of the tower 'about #.#m height and =C cm diameter(,
which is filled with a 8aschig rings at the bottom. A
counter current air stream is introduced at the bottom of
Environics July 2002
,0
Inspection Manual for Fertilizers Industry
the tower through a screen, to absorb the gases from the
acid then withdrawn from the top of the tower. /he acid,
free from gases, is collected at the bottom of the tower
and then cooled in cooling plates and sent to storage
tan0s. .ooling plates are essential, especially at the first
tower, where the highest quantity of heat is released
because most of the oidation and absorption reactions
ta0e place in that tower.
Fig '>( illustrates the bloc0 diagram for nitric acid production.
Ma/or 0azards
/he following hazards may arise during nitric acid production:
equipment4piping failure because of corrosion
eplosion hazard due to the air ammonia miture
eplosion of nitrite4nitrate salts.
.orrosion protection is achie+ed by the well pro+en use of
suitable austenitic stainless steel where condensation can occur
and by regular monitoring of conditions. Safety is ensured by the
automatic closure of the ammonia control +al+e and separate
shutdown trip +al+e when too high an air ammonia ratio is
measured, either from each indi+idual flow meter or indirectly
from the catalyst gauze temperature. /he air ammonia ratio
should be continuously controlled and 0ept below the hazardous
range. Any free ammonia present in the nitrous gas will ha+e a
deposit of nitrite4nitrate in a cold spot. ,ocal washing and well
pro+en operating practices will pre+ent the hazard.
Environics July 2002
,+
Inspection Manual for Fertilizers Industry
Fi) (8 Process Flow Dia)ram +or 6itric .cid Manu+acturin)
Inputs Operations Outputs
Air
;ac0wash wastewater
Filter ca0e
Spent lube oil
%oise
,iquid Ammonia
Steam
Fugiti+e ammonia
:eat stress
Pt @ rhodium
catalyst
Fugiti+e ammonia, %
!
"
3ashing water of filters
:eat stress
Process 3ater
Fugiti+e ammonia
;lowdown
Filtered @ .ompressed air
.ooling 3ater
.ooling wastewater
recycled to cooling towers
/o epander '%o emissions(
Process water
.ooling water
.ooling wastewater to towers
Acid mist, %o
emissions
Air
46O
%
(00 2 conc.
Environics July 2002
,2
Filtration
.ompression
?aporization
%:
2
"idation
.ooling in 3:;
Filtration
.ooling
Secondary
"idation of %itric
"ide
Absorption
;leaching
.ooling by /ail <as
Inspection Manual for Fertilizers Industry
c( Methanol roduction
/his unit replaced the copper liquor 'ammoniacal copper formate
or acetate( section which was used for the remo+al of ." from
synthesis. /he liquor pollutes water streams as it contains
copper, ammonia and carbonic acid. /he copper liquor reacts
with ." which later released when the solution is regenerated.
7ethanol is formed by the reaction of ." and ."
!
with
:
!
according to the reaction:
." D !:
!
F .:
2
":
."
!
D 2:
!
F .:
2
": D :
!
"
/his reaction ta0es place at !5C
o
. and !!C atmosphere in presence of
.u " and 9n" catalyst. /he product is raw methanol which is purified
by distillation to == $ concentration.
Fig '=( shows the process flow diagram for methanol production.
Environics July 2002
,,
Inspection Manual for Fertilizers Industry
Fi) (9 Process Flow Dia)ram +or Methanol Production
Inputs Operations Outputs
Synthetic gas
3ater
.atalyst '.u", 9n"(
%:
2
, .", :
!
emissions
:eat stress
Steam
Synthesis gas to
methanator
.", :! emissions
Steam 3astewater '.:
2
":(
Environics July 2002
,4
7ethanolation
Separation
-istillation
7ethanol
Storage
Inspection Manual for Fertilizers Industry
d( "##oniu# $itrate roduction
Ammonium %itrate is in the first place a nitrogenous fertilizer
representing. 5!.6$ of the total nitrogen consumption
worldwide. It is more readily a+ailable to crops than urea. In the
second place, due to its powerful oidizing properties is used
with proper additi+es as commercial eplosi+e.
/he production process comprises three main unit operations:
neutralization, e+aporation, solidification 'prilling and
granulation(. Indi+idual plants +ary widely in process detail.
+3 $eutralization1
Anhydrous liquid ammonia is e+aporated in an
e+aporator using cooling water. /he stoichiometic
quantities of nitric acid '##$ concentration wt4 wt( and
gaseous ammonia are introduced by an automatic ratio
controller to a neutralizer. /he reaction between
Ammonia and nitric acid produces ammonium nitrate
solution according to the following eothermic reaction.
%:
2
D :%"
2
%:
6
%"
2
%eutralization can be performed in a single stage or in
two stages. /he neutralizer can be carried out at
atmospheric 'either normal or low emission neutralizers
where the temperature does not eceed 5C#. and p:
will be B and 2 respecti+ely( or at ele+ated pressure of
almost 6 atmospheres. /he normal neutralizers are
usually followed by flash e+aporation in order to in
crease the out let A.% concentration to EC$. In case of
pressure neutralizers the temperature will be in the range
of 5E>. and the steam generated from the heat of
reaction will be utilized in the subsequent step namely
concentration of A.% solution.
-uring e+aporation some ammonia is lost from the
solution. /he steam which is boiled off is contaminated.
/he control of the neutralizer is important. /he p: and
the temperature must both be strictly controlled to limit
the losses from the neutralizer. All installations must
include p: and temperature controls. At the operating
temperature of the neutralizer, impurity control is of great
importance because a safety incident will also be a
significant en+ironmental incident. /he ammonium
nitrate solution from neutralizer may be fed to storage
without further processing but, if it is used in the
manufacture of solid ammonium nitrate, it is concentrated
by e+aporation.
Environics July 2002
,5
Inspection Manual for Fertilizers Industry
23 Evaporation to &oncentrate the "3$
/he outlet from the neutralizer is recei+ed in an
intermediate tan0. /he solution should be made al0aline
before being pumped 'no need for pumps in case of
pressure neutralizers since the pressure will maintain the
flow( to the e+aporation section 'multi1effect( running
under +acuum. /he solution will be steam heated in the
multi effect e+aporation section. /he solution will be
concentrated up to =E.#1==.#$ 'normally o+er == $(
depending on whether ammonium nitrate will be
granulated or prilled.
,3 Mi4ing the Filling Material1
In order to reduce the nitrogen content of A.% from 2#$
to 22.#$, the proper filling material is added 'about 6$
by weight of powdered limestone or dolomite or e+en
0aolin(
43 rilling or 9ranulation
/he hot concentrated melt is either granulated 'fluidize
bed granulation, drum granulation N etc( or prilled.
Ammonium nitrate is formed into droplets which then fall
down a fall tower 'prill tower( where they cool and
solidify. <ranulation requires more complicated plant
than prilling and +ariety of equipment. /he main
ad+antage of granulation with respect of en+ironment is
that the quantity of air to be treated is much smaller and
abatement equipment is cheaper.
53 :rying; Screening
/he ammonium nitrate 'prills or granules( is dried
'usually in drums( using hot air 'steam heated(, then
screened to separate the correct product size. /he
o+ersize and undersize will be recycled either in the
miing tan0 'in case of prilling( or to the granulator.
63 Final &ooling
/he hot proper size granules, are then cooled 'against
cooled and humid free air( down to 6C. and treated with
anti1ca0ing 'usually amines( and then coated with an inert
material 'usually, 0aolin, limestone or dolomite( and then
con+eyed to the storage.
Fig '5C( illustrates the bloc0 flow diagram for ammonium nitrate
production process.
Ma/or 0azards
Ammonia, nitric acid and ammonium nitrate are the hazardous
chemicals present in ammonium nitrate plants. A.% is an
Environics July 2002
,6
Inspection Manual for Fertilizers Industry
oidizing agent and precautions must be ta0en in manufacturing,
transport and storage.
/he main chemical hazards associated with ammonium nitrate
are fire, decomposition and eplosion. ;urns caused by hot A%
solution should also be considered from a safety point of +iew.
Ammonium nitrate itself does not burn. ;eing an oidizing
agent, it can facilitate the initiation of a fire and intensify fires in
combustible materials. :ot A% solution can initiate a fire in rags,
wooden articles ets., on coming into contact with them.
Similarly, fertilizer products or dust contaminated with oil or
other combustible materials can also start fires when left on hot
surfaces.
Pure solid A.% melts at 5B=
o
.. "n further heating it decomposes
by way of a comple series of reactions. Ap to about !#C
o
. it
decomposes primarily into %
!
" and :
!
". Abo+e 2CC
o
. reactions
producing %!, %", %"
!
etc., become significant. /hese
reactions are eothermic and irre+ersible. /hey are accompanied
by the +apour pressure dependent endothermic dissociation into
:%"
2
and %:
2
+apours which can pro+ide a temperature
limiting mechanism, pro+ided the gases can escape freely. If
they cannot, the endothermic dissociation is suppressed and a
run1away decomposition can de+elop, leading to eplosi+e
beha+ior. A number of materials ha+e a strong catalytic effect on
the thermal decomposition of A.%. /hese include acids,
chlorides, organic materials, chromates, dichromate, salts of
manganese, copper and nic0el and certain metals such as zinc,
copper and lead. /he decomposition of A% is suppressed or
pre+ented by an al0aline condition. /hus the addition of
ammonia offers a ma)or safeguard against the decomposition
hazard. /he release of toic fumes is one of the main hazards
associated with the decomposition of A%.
Strongly acidic conditions and the presence of contaminants
should be a+oided to counter the eplosion hazard in A%
solutions. *plosions can occur when ammonium nitrate is
heated under confinement in pumps. 8easons for pump
eplosions include:
5( %o 'or insufficient( flow through the pump.
!( incorrect design 'design may incorporate low flow and4or high
temperature trips(.
2( poor maintenance practices.
6( contamination.
It is more common for the ma)or storage of these chemicals to be
located within their own manufacturing plants. Possible
requirements for storage
materials of construction used in the building of the store,
other buildings in the locality, storage of other product in
the same building, absence of drains, fire detection and
fire fighting systems, layout and size of stac0s
Environics July 2002
,'
Inspection Manual for Fertilizers Industry
Fi) (*: Process Flow Dia)ram +or .mmonium 6itrate Manu+acturin)
Inputs Operations Outputs
,iquid Ammonia
%itric Acid
Ammonia
emissions
Steam condensate '%:
2
,
ammonium nitrate(
?apours to ammonium
nitrate separator
Ammonia in)ection
Steam
Steam
?apours to ammonia
separator
.ondensate '%:
2
,
ammonium nitrate(
-olomite, &aolin or
,imestone
Particulates of dolomite,
0aolin or lime stone
Particulates
Air Particulates 'ammonium
nitrate( and %:
2
Steam heated air :eat stress
3ater +apour
Particulates
%oise
.old dry air
Particulates
Polyethylene bags
.lay or diatomaceous
earth
Particulates 'ammonium
nitrates(
Environics July 2002
,)
*+aporation
8eaction
%eutralization
Flash
*+aporation
Secondary
*+aporation
7iing
<ranulation
Prilling
-rying
Screening
.ooling
Storage
.oating @ bagging
Inspection Manual for Fertilizers Industry
e( "##oniu# Sulphate
Ammonium sulphate 'A.S( is a nitrogenous fertilizer with an
additional source of soluble sulphur which is a secondary plant
nutrient. /he ma)ority of its production is coming from co0ing of
coal as a byproduct. Ammonium sulphate is produced by the
direct reaction of concentrated sulphuric acid and gaseous
ammonia and proceeds according to the following steps.
+3 7eaction of "##onia and Sulphuric "cid1
,iquid ammonia is e+aporated in an e+aporator using 5B
bar steam and preheated using low pressure steam.
/he stiochiometric quantities of preheated gaseous
ammonia and concentrated sulphuric acid '=>.#$ wt4wt(
are introduced to the e+aporator K crystalliser 'operating
under +acuum(. /hese quantities are maintained by a
flow recorder controller and properly mied by a
circulating pump 'from upper part of the crystalliser to
the e+aporator(
23 &rystallization
/he reaction ta0es place in the crystallizer where the
generated heat of reaction causes e+aporation of water
ma0ing the solution supersaturated. /he supersaturated
solution settles down to the bottom of crystalliser where
it is pumped to +acuum metallic filter where the A. S
crystals are separated, while the mother liquor is recycled
to the crystalliser.
,3 :rying of the <et "##oniu# Sulphate &rystals
/he wet A.S crystals are con+eyed 'by belt con+eyors( to
the rotary dryer to be dried against hot air 'steam heated(
and then con+eyed to the storage area where it naturally
cooled and bagged.
Fig '5!( presents the process bloc0 diagram for ammonium
sulphate production.
f( "##oniu# hosphate
/here are two types of ammonium phosphate, namely: mono1
ammonium phosphate and di1ammonium phosphate. 7ono1
ammonium phosphate is made by reacting ammonia with
phosphoric acid, centrifuging and drying in a rotary dryer. -i1
ammonium phosphate requires a two1stage reactor system in
order to pre+ent loss of ammonia. A granulation process follows
with completion of the reaction in a rotary dryer which is heated
by a furnace using fuel.
/o produce mono1ammonium phosphate, ammonia to phosphoric
acid ratio is C.B in the pre1neutralizer and then 5.C in the
Environics July 2002
,*
Inspection Manual for Fertilizers Industry
granulator. For production of di1ammonium phosphate, the ratios
are 5.6 and 5.C in the pre1neutralizer and granulator respecti+ely.
/he resulting ammonium phosphate is then screened. /he
undersize particles are recycled bac0 to the granulation
operation, while the o+ersized particles are grinded first before
recycling to the granulator. After screening the fertilizer granules
are coated with specific material in order to regulate its
dissol+ing process in the soil when used.
Fig '52( illustrates the process bloc0 diagram for the
manufacturing of ammonium phosphate fertilizer.
Environics July 2002
40
Inspection Manual for Fertilizers Industry
Fi) (*2 Process Flow Dia)ram +or .mmonium Sulphate
Manu+acturin)
Inputs Operations Outputs
,iquid ammonia
Steam
Ammonia emissions
:eat stress
'wor0 place(
Sulphuric acid
Ammonia @ acid mist
3astewater
'ammonium sulphate(
Air Steam :eated 3astewater
Solid waste 'crystals(
Polyethylene bags
Solid wastes
'bags and product
spills(
Environics July 2002
4+
*+aporation
8eactor @
.rystalizer
Filtration
-ehydration @
-rying
;elt .on+eyor
Sump
/an0
;agging
Inspection Manual for Fertilizers Industry
Fi) (*% Process Flow Dia)ram +or .mmonium Phosphate
Manu+acturin)
Inputs Operations Outputs
*+aporated Ammonia
Phosphoric acid
.ooling water
Fumes @ gases to
scrubber
Ammonia lea0s
Fuel for heater @ air
Ammonia
Furnace flue gases
Particulates of
ammonium phosphate
to cyclones
.ooling air Ammonia, particulates
Andersize recycled
Product size
Particulates @ %:
2
'wor0 place(
<rinded o+ersize recycled
Particulates
%oise
.oating materials Particulates to
collectors
Polyethylene bags
Ammonium Phosphate
Environics July 2002
42
8eaction
:ot <ranulation
@ -rying
Screening
<rinding
.oating
Storage
.ooling
;agging
Inspection Manual for Fertilizers Industry
g( &alciu# $itrate
.alcium nitrate is produced by dissol+ing the calcium carbonate
'lime stone( with nitric acid, according to the following reaction:
.a."
2
D !:%"
2
F .a'%"
2
(
!
D ."
!
D :
!
"
/he lime stone is transported to the site as small size stones and
lifted to the dissol+ing tower. /he nitric acid is fed to the bottom
of the dissol+ing tower and the formed calcium nitrate is fed to
the settling tan0. After settling, the ecess acid is neutralized
with ammonia. /he nitrogen content is ad)usted with ammonium
nitrate. /he fertilizer is produced in the liquid state and the
nitrogen content of the final product is ad)usted to the required
specifications using ammonium nitrate.
Fig '56( illustrates the process flow diagram for the production
of calcium nitrate fertilizers.
Environics July 2002
4,
Inspection Manual for Fertilizers Industry
Fi) (*/ Process Flow Dia)ram +or Calcium 6itrate
Inputs Operations Outputs
,imestone
%itric acid
."
!
@ acid mist
Solid wastes 'fla0es
of lime stone(
Solid waste .a."
2
Ammonia Fugiti+e ammonia
and acid mist
Ammonium nitrate
,iquid waste 'spills(
;arrels Spills of liquid
fertilizer
Environics July 2002
44
-issol+ing /ower
Settling
%eutralization
7iing '%
!
content
d)ustment(
Pac0aging
Stora)e o+ &i;uid
+ertili#ers
Inspection Manual for Fertilizers Industry
h( %rea
Area 'carbamide( is a high1concentration nitrogenous fertilizer,
with a 6B $ nitrogen content. It is produced from liquid
ammonia and gaseous carbon dioide at about 5EC1 5=CJ . and
52#1 56# bar, according to the following reactions:
."
!
D !%:
2
F %:
!
.""%:
6
'5(
%:
!
.""%:
6
O %:
!
."%:
!
D :
!
" '!(
/he second reaction is dehydration of the carbamate to produce
liquid phase urea.
/he urea plant consists of high and low pressure sections. /he
high pressure section is composed of:
Area synthesis including the high stripper and condenser.
Area rectifying operation.
3hereas, the low pressure section is composed of:
*+aporation.
8eco+ery.
Prilling.
.arbon dioide is supplied from the ammonia plant and
compressed in the centrifugal ."
!
compressor then introduced
into the bottom of the high pressure stripper, which is a part of
urea synthesis section. ,iquid ammonia is pumped from the
storage tan0 to the urea plant and is preheated to a temperature
around 5CJ .. /he high pressure %:
2
pump raises the pressure to
5B# bars and deli+ers it to the high pressure carbamate
condenser. %:
2
and ."
!
are fed to the synthesis section in the
molar ratio of ! for %:
2
4 ."
!
.
In the urea reactor most of the condensate carbamate is
con+erted to urea and water. /he reaction miture, lea+ing the
reactor from the o+erflow through internal down comer, is
distributed o+er the top of the stripper tubes. ."
!
gas is
introduced in counter flow. /he gases lea+ing the top of the
stripper are led into the high pressure carbamate condenser.
7a)or parts of the stripper off1gases are condensed gases and
non1condensed %:
2
, ."
!
. /hey are introduced into the bottom
of the reactor where the con+ersion of carbamate into urea ta0es
place. %on1con+erted %:
2
and ."
!
lea+e the reactor to the high
pressure scrubber, where ma)or parts of %:
2
and ."
!
are
reco+ered and mied with fresh %:
2
feed through the high
pressure e)ector.
/he urea carbamate solution lea+ing the bottom part of the
stripper is sprayed on a bed of ball rings in a rectifying column.
Environics July 2002
45
Inspection Manual for Fertilizers Industry
/he urea solution lea+ing the bottom part flows to a flash tan0
and then to the urea solution storage tan0 'about EC1 >C $
concentration(. /his solution is further concentrated to a melt '=>
$ urea( by e+aporation under +acuum in two stages. /he urea
melt is pumped to the prilling tower. /he prills are recei+ed on
con+eyors and transported to the bagging section.
/he condensate containing %:
2
, ."
!
and urea is pumped from
the %:
2
1 water tan0 to the upper part of the first desorber, which
is stripped by the o+erhead +apours of the second desorber. /he
bottom effluent of the first desorber is pumped to the hydrolyser
column. In the hydrolyser the urea is decomposed into %:
2
and
."
!
and fed to the first desorber after separation in the second
desorber. /he process condensate is discharged from the bottom
of the second desorber to the sewer system of the plant.
/he desired temperature of the prills ranges from BCJ . to B#J ..
If the temperature is >CJ .1 >#J . then the residual heat in the
prills causes some stretching and bursting for the polyethylene
bags after the bagging operation.
Fig '5#( shows the process flow diagram for the production of
urea.
Environics July 2002
46
Inspection Manual for Fertilizers Industry
Fi) (*0 Process Flow Dia)ram +or (rea Production
Inputs Operations Outputs
:eat stress
Area, ."
!
, %:
2
,iquid ammonia
.arbon dioide
Fugiti+e emissions
'%:
2
, ."
!
(
Fugiti+e emissions
'%:
2
, ."
!
, :
!
"(
Steam Fugiti+e emissions
'%:
2
, ."
!
, :
!
"(
.old air
Particulates, %:
2
,
."
!
, urea
8ecycled ."
!
, %:
2
Steam stripping agent 3astewater 'urea,
%:
2
, ."
!
(
Steam ,ea0s of %:
2
, ."
!
Particulates
%oise
Area formaldehyde
Polyethylene bags
Particulates
Environics July 2002
4'
8eactor
:igh Pressure
.ondenser
Stripping
8ectification
?acuum
*+aporation
Prilling
or granulation
.ondensate
.ollection
Flash /an0 E#$
First -esorption
Second -esorption
:ydrolyser
.oating @ ;agging
.ooling @ Screening
=>$
Inspection Manual for Fertilizers Industry
i( 8agging Section
/he produced fertilizers are sent to the bagging section by belt
con+eyors. Fertilizers are piled in this section and withdrawn by
rail scrapers which mo+es on a rail bars. ;y using for0s the
fertilizers slide down to the feed networ0 then to a sliding car
with small bun0er which ensure constant feeding. /he car slides
along the section to transport the product to an inclined belt
con+eyor or then to buc0et ele+ators and hammer mill. ;y a
screw con+eyor, the product is discharged to the final product
and pac0ed.
In the pac0aging stage a balance eist between the con+eyor and
the pac0aging bun0er at which a le+el meter is fied. /he
bun0ers feed the balance which consequently feed pac0aging
operation in which polyethylene bags are filled and transported
by belt con+eyors to the truc0s.
Environics July 2002
4)
Inspection Manual for Fertilizers Industry
Ser'ice (nits and Related Pollution Sources
7edium and large size plants will ha+e some4all of the following ser+ice
and auiliary units. /hese units can be pollution sources and therefore
should be inspected and monitored. Fig '5B( shows the +arious units
with their corresponding raw materials and potential pollution sources.
2.%.* ,oilers
;oilers are used to produce steam for:
heat supply to the processes, reaction 'steam reforming( and ." shift
con+erter 'in ammonia production and other processes utilizing steam(.
electric power generation.
.on+entional steam1producing thermal power plants generate electricity
through a series of energy con+ersion stages. Fuel is burned in boilers
to con+ert water to high1pressure steam, which is then used to dri+e the
turbine to generate electricity.
/he gaseous emissions generated by boilers are typical of those from
combustion processes. /he ehaust gases from burning fuel oil '7azot(
or diesel oil 'solar( contain primarily particulates 'including hea+y
metals if they are present in significant concentrations in the fuel(, sulfur
and nitrogen oides 'S" and %"( and +olatile organic compounds
'?".s(.
/he concentration of these pollutants in the ehaust gases is a function
of firing configuration 'nozzle design, chimney height(, operating
practices and fuel composition.
<as1fired boilers generally produce negligible quantities of particulates
and pollutants.
3astewater is generated as blowdown purged from boilers to 0eep the
concentration of dissol+ed salts at a le+el that pre+ents salt precipitation
and consequently scale formation. /he blowdown will be high in /-S.
In the case of power plants, water is used for cooling the turbines and is
also generated as steam condensate. /he amount of wastewater
generated depends on whether cooling is performed in open or closed
cycle and on the recycling of steam condensate. .ontamination may
arise from lubricating and fuel oil.
2.%.2 Water !reatment (nits
/here are different types of water used in industry. -epending on the
application and the water source, different treatment processes are
applied.
a3 .ater Softening for #ediu# hardness <ater
.alcium and magnesium ions are remo+ed from hard water by cation
echange for sodium ions. 3hen the echange resin has remo+ed the
ions to the limits of its capacity, it is regenerated to the sodium form
with a salt solution 'sodium chloride( in the p: range of B1>. /his is
performed by ta0ing the softener out of ser+ice, bac0washing with the
salt solution, rinsing to eliminate ecess salt, then returning it to ser+ice.
/he treated water has a hardness le+el of less than 5 ppm epressed as
calcium carbonate.
Environics July 2002
4*
Inspection Manual for Fertilizers Industry
-3 .ater softening for very high -icar-onate hardness
3ater from wells and canals is pre1treated before softening. 3ater is
treated first by the lime process, then by cation echange. /he lime
process reduces dissol+ed solids by precipitating calcium carbonate and
magnesium hydroide from the water. It can reduce calcium hardness to
2# ppm if proper opportunity is gi+en for precipitation. A coagulant such
as aluminum sulfate 'alum( or ferric sulfate is added to aid magnesium
hydroide precipitation. .alcium hypochlorite is added in some cases.
.urrently the use of organic poly1electrolytes is replacing many of the
traditional inorganic coagulant aid. Sludge precipitates and is discharged
to disposal sites whereas the o+erflowing water is fed to a sand filer
followed by an acti+ated carbon filter that remo+es any substances
causing odor and taste. A micro filter can then be used to remo+e
remaining traces. A successful method to accelerate precipitation is
contacting pre+iously precipitated sludge with the raw water and
chemicals. /he sludge particles act as seeds for further precipitation.
/he result is a more rapid and more complete reaction with larger and
more easily settled particles.
c3 .ater :e#ineralization
3ater demineralization units are indispensable units in industrial plants.
/hese units pro+ide the rele+ant water, after remo+ing the soluble salts,
for pressure boilers and dematerialized necessary for process 'as process
water for nitric acid, sulphuric acid .. etc(. /he remo+al of salts in the
raw water is carried out by special resins through ion echange. /he raw
water is pumped to cation, anion 'and mied bed( echangers. /he
resins when ehausted 'saturated with salts( are regenerated using
+arious chemicals such as sodium chloride, hydrochloric acid or
sulphuric acids and sodium hydroide. /he effluents during these
regeneration processes 'twice a day( represent a considerable source of
pollution.
2.%.% Coolin) !owers
.ooling water is used etensi+ely in industry. -uring the cooling
process, water heats up and can only be reused if cooled. .ooling
towers pro+ide the means for recycling water and thus minimizing its
consumption. /he cooling effect is performed through partial
e+aporation. /his causes an increase in the concentration of dissol+ed
salts which is controlled by purifying some water 'blowdown(. /he
blowdown will be high in /-S.
2.%./ Compressors
Se+eral types of compressors are needed in the fertilizers plants,
including the ammonia, steam, gas and air compressors. .ompressors
consume a considerable quantities of lube oils for lubrication and
cooling purposes, in addition to electricity. /he ma)or resulting
pollutants are noise affecting wor0ers and the spent oils.
Environics July 2002
50
Inspection Manual for Fertilizers Industry
,ube oils are essential for se+eral parts of the compressors. It utilizes as
a pillow which facilitate the re+ol+ing motion, in addition to the
absorption of resulted heat due to friction. 3hen the compressor is
started1up a pump drafts the oil from its storage tan0, to a filter and an
oil cooler. /he lube oil, after passes through different parts of the
compressor, is collected bac0 in the oil tan0.
Ammonia compressing is composed of two stages, the first includes two
cylinders and the second four. %o greasing is applied inside the
cylinders, but only the other parts are being greased in order to lower the
friction. /he temperature of a gas arises by compression, hence it needs
to be cooled before any further compression. .ompressing is done by
the piston inside the cylinder, in which the gases in front of the piston
are being pressed until their pressure equalize the repelling pipe
pressure. /his opens the discharging +al+e and compressed gases eit
into their path. /he suction +al+e is consequently opened and gases
introduce the cylinder behind the piston. /hese types are named the
frequency compressors. <aseous lea0s may result from the compressors,
which generate a pollution problem in the wor0 place of the unit. A good
chec0 should be implemented for the equipment in order to a+oid
operating problems, such as clogging in the filter of oil suction pump,
lea0s from the non1return +al+e, bro0en pipelines of any other parts,
temperature increasing than usual, decreasing in cooling efficiency N
etc. /he compressorP motor is cooled by cold air.
2.%.0 &a"oratories
/here are se+eral laboratories in the fertilizers plants which are
responsible for different acti+ities, as follows:
8esearch laboratory, responsible for de+eloping, through research and
analysis, new types of fertilizers as well as studying the different effects
on soil and plant.
Muality control laboratory, responsible for the analysis of the different
products and comparing the findings with the standard specifications. It
also analyze the raw materials inputs to the different units of the plant.
*n+ironmental laboratory, responsible for the collection of periodical
routine and sudden random samples to control air and water pollution. It
is also responsible for the performance of water and wastewater
treatment units, through periodic analysis for the inlet and outlet
streams.
-ifferent types and quantities of hazardous chemicals are used for
different testing and analysis. Proper handling and storage are required
for compliance with en+ironmental law.
2.%.5 Wor<shops and 1ara)e
,arge facilities ha+e electrical and mechanical wor0shops for
maintenance and repair purposes. *n+ironmental +iolations could be
due to:
%oise
Environics July 2002
5+
Inspection Manual for Fertilizers Industry
8inse water contaminated with lube oil
Pollution in the garage area will depend upon the ser+ices offered. /he
presence of a gasoline or diesel station implies fuel storage in
underground or o+er the ground tan0s that require lea0 and spill control
plans.
8eplacing lube oil implies discharge of spent oil to the sewer lines or selling it
to recycling stations. 3ashing agents and sol+ents may be used.
2.%.7 Stora)e Facilities
/he specifications for the storage facilities depend on the stored
material. Fuel is used for the boilers, cars and deli+ery truc0s. It is
stored in underground or o+er ground lined tan0s. Asually, fuel oil
'7azot(, gas oil 'solar( or natural gas are used as fuel. Acids such as
sulphuric or nitric or phosphoric acids are stored in large capacities
tan0s.
2.%.8 Wastewater !reatment Plants
Although a 33/P is a pollution abatement measure, it has to be
inspected and monitored for potential pollution. Pollution may be due
to malfunctioning or improper management. -isregarding treatment of
boilers and cooling towers blowdown, which is by far the largest
wastewater problem in the industry, se+eral treatment schemes ha+e
been used. 7ost approaches ha+e been based on the origin of the
product, that is phosphate or nitrogenous fertilizer.
/he effluent streams can be characterized as either a phosphoric acid
effluent or an ammonia effluent. /he phosphoric acid effluent is high in
fluoride concentration, low in p:, high in phosphate and in suspended
solids. Standard practice has been to contain the water for reuse,
allowing enough time for solids sedimentation. /he problem is that fresh
water addition may result in o+erflow of the retained water. /he
retention ponds should be carefully designed. If o+erflow is e+ident, it
must be treated with lime and clarified.
A slightly more sophisticated method for discharging o+erflow water is
with a two1stage liming process. /he first lime treatment brings the p:
up to 2 or 6 and reduces the fluoride concentration to !C1 !# mg4 l and
the P concentration to #C1 BC mg4 l. /he .aF! precipitate is settled out
and the effluent is treated again with lime to raise the p: to B or E. /he
F and P concentrations are reduced to about 5C mg4 l. the water is
clarified and released to a recei+ing stream. /he two1stage fluoride
remo+al process of lime precipitation followed by alum1polyelectrolytes
flocculation and sedimentation was found to be wor0able. 7aimum
precipitation of fluoride with lime occurs at a p: greater than or equal to
5! and optimum coagulation with the alum1polyelectrolyte occurred at a
p: of about B to E.
/he other effluent type is characteristic of ammonia production and
ammonia containing products. 7ost of the contamination comes from
the production of the ammonia itself. It is characteristically high in
ammonia from effluent gas scrubbing operation and high in ammonia,
Environics July 2002
52
Inspection Manual for Fertilizers Industry
total suspended solids and carbamate. /hese effluents require a p:
ad)ustment and settling.
/he treated effluent is discharged to the recei+ing media and a final
sludge is remained. Safe sludge disposal should be implemented, due its
high content of hazardous constituents such as hea+y metals,
phosphorous, ammonia and silicates.
2.%.9 Restaurants, Washrooms and 4ousin) Comple=
/hese facilities will generate domestic wastewater as well as domestic
solid waste.
Environics July 2002
5,
Inspection Manual for Fertilizers Industry
Fi) (*5 Ser'ice (nits and their Related Pollution Sources
Inputs Ser'ice (nits Pollution
3ater
,ime D chemicals
Fuel
Sludge
;ac04wash
;lowdown '/-S(
Flue <ases
:ot 3ater
.ooling /ower
;lowdown '/-S(
.hemicals
3astewater
:azardous 7aterials
'handling(
,ube "il
Floor and equipment rinse
water
.leaning .hemicals
"ily 8inse 3ater
3aste oils
Solid 3astes
,ube oil
.ooling water
Spent oil
Fuel
"il
8inse 3ater
"ily rinse water
Solid wastes
3aste oils
Fuel
.hemicals
Spills
:azardous material
3astewater /reated water
Sludge
3ater
Solid wastes
Sanitary 3astewater
Environics July 2002
54
.ooling
/owers
8estaurant
and
restrooms
3astewater
/reatment
Anits
Storage
<arage
,aboratory
*lectrical
@
7echanical
3or0shops
Softeni
ng
Anits
;oilers
Stea
m
/reatm
ent
.ompressor
s
Inspection Manual for Fertilizers Industry
>missions, >++luents and Solid Wastes
Fertilizers industry manufacturing processes originate is gas,
contaminated liquid effluents in addition to dust and solid by1products.
/hese wastes pollute air, water as well as impair soil. Pollution
problems arise from low processes efficiency and4or inefficient dust
collecting systems, gas scrubbing 'if it does eist( and most important is
the lac0 of a pro+en recycle of such reco+ered contaminants to the
process streams.
.ir >missions
/he ma)or emission in phosphoric and nitrogenous fertilizers cited here
below includes particulates, sulphur oides, hydrogen fluoride 'and
compounds .a F
!
SiF
6
( phosphogypsum, phosphoric acid, ammonia,
%"
, ammonium nitrate, sulphate, carbon oides N etc. -etailed are as
follows:
a3 hosphate Fertilizers
Fluoride emissions are considered the ma)or air pollutants from
phosphate fertilizers plants.
Single Superphosphate roduction
Sources of emissions at a single superphosphate plant include
roc0 unloading and feeding, miing operations 'in the reactor(,
storage 'in the curing building(, and fertilizer handling
operations. 8oc0 unloading, crushing, screening, handling and
feeding generate particulate emissions of phosphate roc0 dust.
/he mier, den and curing building emit gases in the form of
silicon tetrafluoride 'SiF6(, hydrogen fluoride ':F( and
particulates composed of fluoride and phosphate material.
/he ma)or polluting parameters are total suspended particulates,
fluorides, sulphuric acid mist, dust fall and inhaled dust.
!riple Superphosphate roduction
*missions of fluorine compounds and dust particles occur during
the production of granulated triple superphosphate. Silicon
tetrafluoride 'SiF6( and hydrogen fluoride ':F( are released by
the acidulation reaction and they e+ol+e from the reactors,
granulator, and dryer. *+olution of fluoride is essentially finished
in the dryer and there is little fluoride e+ol+ed from the storage
pile in the curing building.
Sources of particulate emissions include the
reactor, granulator, dryer, screens, mills, and
transfer con+eyors. Additional emissions of
particulate result from the unloading, grinding,
storage, and transfer of ground phosphate roc0.
Facilities may also recei+e limestone in
Environics July 2002
55
Inspection Manual for Fertilizers Industry
granulated form which does not require additional
milling. /he ma)or emissions result from
phosphate roc0 preparation operations, reaction
and granulation.
hosphoric "cid roduction
/he main emissions are gaseous fluorides
and dust. <aseous fluorides such as silicon
tetra1fluoride 'SiF
6
( and hydrogen fluoride
':F( can be ma)or emissions from wet
process acid production. Phosphate roc0
contains 2.# to 6.C percent fluorine.
Fluorine is liberated during acidulation
initially as :F, but later in the presence of
silica as :
!
SiF
B
. A proportion of F is
e+ol+ed as +apour. Part of the fluorine
from the roc0 is precipitated with the
gypsum, another part is leached out with
the phosphoric acid product, and the
remaining portion is +aporized in the
reactor or e+aporator. /he relati+e
quantities of fluorides in the filter acid and
gypsum depend on the type of roc0 and the
operating conditions. Final disposition of
the +olatilized fluoride depends on the
design and operation of the plant. Another
group of impurities are As, .d, .u,Pb,
%i,9n an :g which are present in most
phosphate roc0s and may pass into acid
during acidulation.
/he reactor in which phosphate roc0 is
reacted with sulfuric acid is the main
source of emissions. Fluoride emissions
accompany the air used to cool the reactor
slurry. ?acuum flash cooling has replaced
the air cooling method to a large etent,
since emissions are minimized in the
closed system. Acid concentration by
e+aporation is another source of fluoride
emissions. Approimately !C to 6C percent
of the fluorine originally present in the
roc0 +aporizes in this operation.
Particulate matter containing fluorides can
be emitted directly from process
equipment. About three to si percent of
the particulates can be fluorides, as
measured at one facility. :ence the ma)or
detected parameters in air emissions are
fluorides compounds measured as 'F(.
Environics July 2002
56
Inspection Manual for Fertilizers Industry
Sulphuric "cid roduction
/he ma)or polluting parameters are
sulphur dioide , sulphur trioide and acid
mist. *missions occur during sulphur
burning, in con+erters and absorption.
Sulphuric acid production is one of the few chemical processes
where more energy is produced than is used in the process. In
many cases sulphuric acid plants are used as the energy source
for the production processes for other chemicals.
/ables '6( show some typical air emissions measurements in a
phosphate fertilizers plant.
Environics July 2002
5'
Inspection Manual for Fertilizers Industry
!a"le (/ !$pical .ir >missions Measurements +or
Phosphatic Fertili#ers Plant
&ocation A ; . -
!SP Conc. (?)@ m
%
#!E.E 6#>.> #5!.! 2=B.B
1aseous Fluorides (?)@ m
%
#!E.E 6#>.> #5!.! 2=B.B
Particulate +luorides (?)@ m
%
5C.5> 5!.=> 55C=B 5B.6C
Sulphur Dio=ide (ppm C.C!> C.C!! C.C5> C.C2>
Dust Fall ()@ m
2
@ month #!E.E 6#>.> #5!.! 2=B.B
Sulphuric .cid Mist (?)@ m
%
55CC >CC =BC >>C
A, ;, . and - are locations 5#C m outside the plant in directions *ast, 3est, %orth and
South respecti+ely.
-3 $itrogenous Fertilizers
"##onia roduction
Air pollutants from the manufacture of synthetic ammonia are
emitted primarily from four process steps:
- regeneration of the desulfurization bed,
- heating of the catalytic steam 'flue gases from primary
reformer(,
- flue gases from ."
!
remo+al and regeneration of carbon
dioide scrubbing solution,
- steam stripping of process condensate.
/he ma)or gaseous emissions include sulphur
dioide, carbon monoide, carbon dioide,
hydrogen sulfide 'which is generated from natural
gas(, +olatile organic compounds '?".s(,
methane and the lea0age of ammonia from the
con+erter or liquefaction process.
?ented regeneration steam contains sulfur oides 'S"( and
hydrogen sulfide ':!S(, depending on the amount of oygen in
the steam. 8egeneration may also emit hydrocarbons and carbon
monoide '."(. /he reformer, heated with natural gas or fuel
oil, may emit combustion products such as %", .", S",
hydrocarbons, and particulates. .arbon dioide '."!( is
remo+ed from the synthesis gas by scrubbing with
monoethanolamine '.!:6%:!":( or hot potassium carbonate
solution. 8egeneration of this ."! scrubbing solution with steam
produces emissions of water, %:2, .", ."! and
monoethanolamine. Purge and flash gases from synthesis section
are usually washed to remo+e ammonia and purge gas may be
treated in a reco+ery unit before being returned to primary
reformer.
$itric "cid roduction
*missions from nitric acid manufacturing consist primarily of
%" and %"! 'which account for +isible emissions(, and trace
amounts of :%"2 mist and %:2. /he ma)or source of nitrogen
Environics July 2002
5)
Inspection Manual for Fertilizers Industry
oides is the tail gas from the acid absorption tower. In general,
the quantity of nitrogen oides '%"( emissions is directly
related to the 0inetics of the nitric acid formation reaction and
absorption tower design. %" emissions can increase when there
is:
- Insufficient air supply to the oidizer and absorber,
- ,ow pressure, especially in the absorber,
- :igh temperatures in the cooler4condenser and absorber,
- Production of an ecessi+ely high1strength product acid,
- "peration at high throughput rates,
- Faulty equipment such as compressors or pumps which
lead to lower pressures, lea0s, and reduced plant
efficiency.
.omparati+ely small amounts of nitrogen oides are also lost
from acid concentrating plants. /hese losses 'mostly %"!( are
from the condenser system, but the emissions are small enough
to be controlled easily by absorbers.
Acid mist emissions do not occur from the tail gas of a properly
operated plant. /he small amounts that may be present in the
absorber eit gas streams are typically remo+ed by a separator or
collector prior to entering the catalytic reduction unit or
epander. /he acid production system and storage tan0s can be a
significant source of +isible %" emissions at nitric acid plants.
*missions from acid storage tan0s are most li0ely to occur
during tan0 filling. /herefore, the ma)or polluting parameters to
be detected are %o and any +isible emissions.
Air pollution problem are created because it is too epensi+e to
try to absorb more than =E1 => $ of the %" lea+ing the gauze.
/hree methods are currently used to meet the en+ironmental
requirements. First, stac0 gas 'containing %"( is reheated and
reacts with natural gas, the combustion reaction increases the gas
temperature and this increases the power reco+ered in the
epander. Second, reheated stac0 gas can be treated with
ammonia or hydrogen 'if a+ailable( in a catalytic reactor to
reduce the %" to %
!
. /hird, additional absorption capacity
operating at low temperature can increase absorption sufficiently
to meet the requirements.
"##oniu# $itrate roduction
/he primary air emissions from ammonium nitrate production
plants are particulate matter 'ammonium nitrate and coating
materials(, ammonia and nitric acid. Ammonia and nitric acid are
emitted primarily from solution formation and granulators.
Particulate matter 'largely as ammonium nitrate( can be emitted
from most of the process operations.
/he emission sources in solution formation and concentration
processes are neutralizers and e+aporators, emitting droplets of
Environics July 2002
5*
Inspection Manual for Fertilizers Industry
ammonium nitrate and ammonia. /he +apor stream off the top of
the neutralization reactor is primarily steam with some ammonia
and %:
6
%"
2
particulates present. Specific plant operating
characteristics, howe+er, ma0e these emissions +ary depending
upon use of ecess ammonia or acid in the neutralizer.
Particulate emissions from these operations tend to be smaller in
size than those from solids production and handling processes
and generally are recycled bac0 to the process. *missions of +ery
fine particles are +ery difficult to remo+e. A combination of
droplet separators and scrubbers can be used.
.ontaminated steam from e+aporator should be purified before
discharge to the en+ironment.
*missions from solids formation processes are ammonium
nitrate particulate matter and ammonia. /he sources of primary
importance are prill towers 'for high density and low density
prills( and granulators 'rotary drum and pan(. Ammonia is
normally remo+ed by neutralization in a wet scrubber. 7ost
con+entional scrubbers are less efficient for the remo+al of
particles below 5 micron of prill tower fume. .andle filters are
normally required. <ases from granulator and drier may be
cleaned by combination of dry cyclones or bag filters and wet
scrubbers.
*missions from prilling towers result from carryo+er of fine
particles and fume by the prill cooling air flowing through the
tower. /hese fine particles are from microprill formation,
attrition of prills colliding with the tower or one another, and
rapid transition of the ammonia nitrate between crystal states.
7icroprill formation resulting from partially plugged orifices of
melt spray de+ices can increase fine dust loading and emissions.
.ertain designs 'spinning buc0ets( and practices '+ibration of
spray plates( help reduce plugged orifices and thus microprill
formation. :igh ambient air temperatures can cause increased
emissions because of entrainment as a result of higher air flow
required to cool prills and because of increased fume formation
at the higher temperatures.
*missions from screening operations are generated by the
attrition of the ammonium nitrate solids against the screens and
against one another. Almost all screening operations used in the
ammonium nitrate manufacturing industry are enclosed or ha+e a
co+er o+er the uppermost screen. *missions are ducted from the
process for reco+ery or reuse.
;agging and bul0 loading operations are also a source of
particulate emissions. -ust is emitted from each type of bagging
process during final filling when dust laden air is displaced from
the bag by the ammonium nitrate. /he potential for emissions
Environics July 2002
60
Inspection Manual for Fertilizers Industry
during bagging is greater for coated than for uncoated material.
It is epected that emissions from bagging operations are
primarily the 0aolin, talc or diatomaceous earth coating matter.
About =C percent of solid ammonium nitrate produced
domestically is bul0 loaded. 3hile particulate emissions from
bul0 loading are not generally controlled, +isible emissions are
within typical state regulatory requirements 'below !C percent
opacity(.
Methanol roduction
Ammonia, carbon monoide and hydrogen are
considered the ma)or air emissions from this production
line. Asually these emissions are scrubbed through
efficient scrubbers, but in some cases facilities do not
utilize scrubbers.
"##oniu# Sulphate roduction
Se+eral air emissions are generated during the production
of ammonium sulphate fertilizer, they include ammonia
and sulphuric acid mist. Some facilities directs these
emissions to scrubbers. In case of the absence of
scrubbing operation it is epected to find these emissions
in the atmosphere.
:i5"##oniu# hosphate roduction
Phosphoric acid and ammonia are used in the production
of ammonium phosphate fertilizer. *missions of
ammonia, fumes and particulates are also emitted to the
atmosphere if no cyclones or scrubbers eist in these
facilities. Furnace flue gases from drier.
&alciu# $itrate
,imestone is used in this production line, therefore
particulates emissions are generated during preparation,
transportation and handling of the stone. "n the other
hand ammonia, acid mist and particulates are also
generated during the process.
%rea roduction
*missions from urea manufacture are mainly
ammonia particulate matter. Formaldehyde and
methanol, hazardous air pollutants, may be
emitted if additi+es are used. Formalin /7, used
as a formaldehyde additi+e, may contain up to 5#
percent methanol. Ammonia is emitted during the
solution synthesis and solids production
processes. Particulate matter is emitted during all
urea processes. In the synthesis process, some
emission control is inherent in the recycle process
Environics July 2002
6+
Inspection Manual for Fertilizers Industry
where carbamate gases and4or liquids are
reco+ered and recycled. /ypical emission sources
from the solution synthesis process are
noncondensable +ent streams from ammonium
carbamate decomposers and separators. *missions
from synthesis processes are generally combined
with emissions from the solution concentration
process and are +ented through a common stac0.
.ombined particulate emissions from urea
synthesis and concentration operations are small
compared to particulate emissions from a typical
solids1producing urea plant. /he synthesis and
concentration operations are usually uncontrolled
ecept for recycle pro+isions to reco+er ammonia.
Ancontrolled emission rates from prill towers may be
affected by the following factors:
- Product grade being produced
- Air flow rate through the tower
- /ype of tower bed
- Ambient temperature and humidity
/he total of mass emissions per unit is usually lower for
feed grade prill production than for agricultural grade
prills, due to lower airflows. Ancontrolled particulate
emission rates for fluidized bed prill towers are higher
than those for non1fluidized bed prill towers ma0ing
agricultural grade prills, and are approimately equal to
those for non1fluidized bed feed grade prills.
Ambient air conditions can affect prill tower emissions.
A+ailable data indicate that colder temperatures promote
the formation of smaller particles in the prill tower
ehaust. Since smaller particles are more difficult to
remo+e, the efficiency of prill tower control de+ices tends
to decrease with ambient temperatures. /his can lead to
higher emission le+els for prill towers operated during
cold weather. Ambient humidity can also affect prill
tower emissions. Air flow rates must be increased with
high humidity, and higher air flow rates usually cause
higher emissions. In the solids screening process, dust is
generated by abrasion of urea particles and the +ibration
of the screening mechanisms. /herefore, almost all
screening operations used in the urea manufacturing
industry are enclosed or are co+ered o+er the uppermost
screen. *missions attributable to coating include
entrained clay dust from loading, in1plant transfer, and
lea0s from the seals of the coater.
>++luents
3astewater from the fertilizer industry can be classified into four groups:
Environics July 2002
62
Inspection Manual for Fertilizers Industry
Process effluents resulting from contact with gas, liquids, or solids
-edicated effluents which may be separated for use in one process or for
recycling at a controlled rate
*ffluents from general ser+ices such as cleaning or pretreatment
"ccasional effluents such as lea0s or spills
3astewater is generated in any fertilizer production facility by lea0s, spills,
cleaning, maintenance, and laboratory tests. .ooling water may contain
ammonia, sulfate, chloride, phosphate, chromate, and dissol+ed solids which
become concentrated through e+aporation.
a3 hosphate Fertilizers
*ffluents include wastewater from water treatment unit, cooling
towers and boilers blowdown, spills and lea0s, surface run1off.
.ooling water is not significantly contaminated in most cases.
Another contaminated stream may result from condensers, heat
echangers and gas scrubbers. It was found that the main sources
of pollution are attributed to the washing water of the scrubbing
towers.
Primary parameters for wastewater are phosphorous, fluorides,
silicate, suspended solids and p:.
Phosphoric acid production creates large quantities of
pond water for cooling of the process, concentration of
the product and for processing and storage of the gypsum
byproduct. <ypsum slurry water is decanted from the top
of the gypsum stac0s and sent to the cooling pond
through collection ditches
/hrough e+aporation and recycling, contaminant
concentrations in pond water can reach se+eral grams per
liter of phosphates and fluoride. Additional elemental
contaminants in pond water which originate in phosphate
roc0 are arsenic, cadmium, uranium, +anadium, and
radium.
/ables '# and B( gi+e typical characterization of
wastewater from superphosphate fertilizer and
phosphoric acid production units, respecti+ely.
!a"le (0 Characteri#ation o+ wastewater +rom Superphosphate
Production (nit
Environics July 2002
6,
Inspection Manual for Fertilizers Industry
Paramet
ers
(
n
i
t
s
S
o
u
r
c
e
(
*
Source (2 Source (% Source (/
p: 5
.
5
E
!
.
2
E
.
B
E
5
.
5
."- m
g
4
l
1 1 5
#
.
#
B
1
;"- m
g
4
l
1 1 # 1
/otal
nitrogen
mg4 l 1 1 5
6
1
Settleabl
e solids
mg4 l ! 1 1 C
.
#
/otal
residue
at 5C#
o
.
mg4 l 5
5
>
2
6
5
C
!
=
2
2
!
E
>
>
=
/otal
+olatile
residue
at ##C
o
.
mg4 l #
2
B
>
6
6
E
E
5
6
6
!
=
/otal
suspende
d solids
mg4 l !
6
!
!
5
C
>
6
2
C
2
=
>
C
/otal
dissol+e
d solids
mg4 l =
6
5
!
=
!
5
!
>
>
.
E
B
=
C
=
/otal
phosphat
e
mg4 l 2
6
C
!
C
5
.
!
2
C
6
Environics July 2002
64
Inspection Manual for Fertilizers Industry
Paramet
ers
(
n
i
t
s
S
o
u
r
c
e
(
*
Source (2 Source (% Source (/
:ydroge
n sulfide
mg4 l 1 1 1 1
Sulphate mg4 l !
E
C
5
!
C
2
6
!
B
C
/otal
hardness
mg4 l 1 1 5
B
C
2
C
!
.alcium
hardness
mg4 l 1 1 =
>
5
6
=
Fluoride mg4 l 5
B
6
C
C
5
#
#
C
5
.
!
5
6
E
#
C
Soluble
silicate
mg4 l B
C
C
C
!
E
C
C
B
.
#
B
6
C
C
Iron mg4 l B
#
2
.
B
C
.
6
E
.
#
Source '5(: washing water of scrubbing towers in the single superphosphate unit.
Source '!(: 3ashing water from scrubbing tower in the triple superphosphate
unit.
Source '2(: cooling water from the dilution of sulphuric acid unit.
Source '6(: final effluent.
Environics July 2002
65
Inspection Manual for Fertilizers Industry
!a"le (5 Characteri#ation o+ wastewater +rom Phosphoric .cid
Production (nit
Parameters (
n
i
t
s
S
o
u
r
c
e
(
*
Source (2
p: !
.
C
E
5
.
C
5
."- m
g
4
l
!
!
.
2
>
B
.
6
;"- m
g
4
l
5
5
.
2
#
E
/otal nitrogen mg4 l 5 B
.
#
Settleable solids mg4 l 1 C
.
6
/otal residue at 5C#
o
. mg4 l >
E
2
2
6
!
=
5
/otal +olatile residue at ##C
o
.
mg4 l !
6
B
5
C
E
B
B
/otal suspended solids mg4 l 5
#
>
5
B
/otal dissol+ed solids mg4 l >
#
>
2
2
6
E
#
Environics July 2002
66
Inspection Manual for Fertilizers Industry
/otal phosphate mg4 l B
.
>
=
6
C
Sulphate mg4 l #
!
!
#
C
C
/otal hardness mg4 l B
#
1
.alcium hardness mg4 l 2
!
.
#
1
Fluoride mg4 l 5
6
C
C
5
#
!
C
C
Soluble silicate mg4 l !
5
C
5
>
C
Iron mg4 l 5
.
5
5
5
#
Source '5(: cooling water.
Source '!(: process water 'washing water(.
-3 $itrogenous Fertilizers
3astewater is considered the ma)or pollution problem in
such plants. A number of process wastewater streams
from the nitrogenous fertilizer industry ha+e been
identified. 3astewater is analyzed in terms of ammonia,
nitrates, organic nitrogen and hydrogen ions
concentration 'p:(.
"##onia roduction
In ammonia production, wastewater is generated
from process condensate stripping. .ooling the
synthesis gas after low temperature shift
con+ersion forms a condensate containing %:2,
."!, methanol '.:2":(, and trace metals.
.ondensate steam strippers are used to remo+e
%:2 and methanol from the water. Stripped
condensate can be reused as boiler feed water
after treatment of ion echange. In some cases,
the process condensate is used for feed gas
saturation and thus recycled.
Environics July 2002
6'
Inspection Manual for Fertilizers Industry
3astewater is contaminated with traces of
ammonia and oils from compressing gas unit.
*missions to water may also occur due to the
scrubbing of waste gases containing ammonia if
gases are not reco+ered in a closed loop so that no
aqueous ammonia emissions occur.
$itric "cid roduction
%itric acid production generates relati+ely little
wastewater since there is no process wastewater
source. Steam condensate generated in
nitrogenous fertilizer processing is characterized
by dissol+ed and suspended solids, al0alinity, and
hardness. /he ammonia +aporizer blow1down
should ha+e the ammonia +aporized and
reco+ered into the process. /he waste oil should
be reprocessed.
"##oniu# $itrate roduction
3astewater effluent is discharged from cooling
tower blowdown, bac0wash from multi1media
filters and from equipment and floor washing.
,oss of ammonium nitrate to drain from a large
number of sources is a potential problem for all
ammonium nitrate plants. .auses are different
0inds of lea0s and washings.
Ammonium nitrate manufacturing produces
process wastewater in the neutralization process,
the e+aporation unit, and air cooling equipment.
/he +acuum condenser in ammonium nitrate
plants is a source of wastewater. 7ost scrubbing
operations are also a source of wastewater. /he
steam condensate lea+ing the neutralizer can be
purified. Purification can be achie+ed by
stripping, distillation and membrane separation
processes as re+erse osmosis. Ion echange can
also be considered but ther are some safety
concerns which must be addressed. /he steam can
be used in the e+aporator or to preheat and
e+aporate ammonia and to preheat nitric acid. /he
solution from wet scrubbers is normally recycled.
%rea roduction
Steam is used in considerable amounts in this
production line, therefore, steam condensate is the
ma)or effluent. Fugiti+e ammonia, carbamate and
particulates are dissol+ed in the steam condensate
forming a pollution source for this effluent if not
recycled.
Environics July 2002
6)
Inspection Manual for Fertilizers Industry
"##oniu# Sulphate roduction
3astewater includes the blowdown from boilers,
water from the wet scrubbers and floor drains is
redirected to the process for recapture of
ammonium sulphate. 3astewater contains traces
of ammonia, sulphate and acidity.
Floor drains collect liquid spills and bleed line
discharges from circulating pumps and directs the
liquids to the sump tan0 from which it is pumped
bac0 to the crystalizer. /he sump tan0 also
collects the bottom drain line discharges from the
crystalizer. "+erflow, if eist, from the sump tan0
could generate another source of pollution. Steam
condensate is another source of pollution to the
wastewater.
:i5"##oniu# hosphate roduction
Spills of acids 'sulphuric and phosphoric acids( and
ammonia lea0s are dissol+ed in floor washing wastewater
and polluting the effluent stream from this unit. Also
contaminated wastewater from scrubbers is generated.
&alciu# $itrate
%itric acid is used in this unit, hence spills of this acid
highly pollute the effluent stream. 7oreo+er, spills of
liquid fertilizer and particulates from the solid fertilizer
and fugiti+e ammonia are dissol+ed in the floor washing
water generating another pollution source.
Methanol roduction
3astewater contaminated with alcohol produced from
distillation of the product is considered the ma)or
polluting source in this unit.
Solid Wastes
For all fertilizers plants, solid materials may be found in storage piles, settled
dust and other similar forms. /he following are the ma)or solid wastes in
different production lines of fertilizers.
a3 hosphate Fertilizers
Single Superphosphate roduction
"ff1specification product, products spills, and dusts
collected in emission control systems are potential
sources of residual wastes. Products are occasionally
suspended or canceled, lea+ing stoc0piles of residual
product.
Environics July 2002
6*
Inspection Manual for Fertilizers Industry
!riple Superphosphate roduction
Sources of solid wastes in this production line are spent
containers, wastewater treatment sludges, and spent
filters. 7any of these wastes are transported offsite for
disposal. :owe+er, with good house0eeping techniques
and dedicated systems, some of these wastes may be
recycled bac0 into the process instead of being wasted.
hosphoric "cid roduction
"ne of the largest solid wastes in this production unit is
phosphogypsum. Approimately 5.# tons of
phosphogypsum is produced per ton of phosphate roc0
fed, or # tons per ton of phosphoric acid produced
'epressed as P
!
"
#
(. <ypsum 'calcium sulphate
dihydrate( is a mineral which also occurs in nature.
Phosphogypsum is produced by the reaction of phosphate
roc0 with sulphuric acid during the process of producing
phosphoric acid.
/he use of waste phosphogypsum for other purposes has
been widely encouraged, but economic and4or quality
problems and4or the demand for the resulting products
frequently inhibit or pre+ent this. /hese problems relate
not only to the impurities in the gypsum, but also to its
relati+ely high moisture content. Plasterboard, plaster,
and cement are the main possibilities. It is also possible
to recycle phosphogypsum in sulphuric acid production.
-umping gypsum on land is not possible e+erywhere
because the material settles and dries slowly and requires
an adequate land area and certain climatic and soil
conditions where the stac0 is situated. <ypsum stac0s are
being increasingly regulated in terms of lining and cap
systems to pre+ent contaminated leaching or runoff .
.admium is a hea+y metal which accumulates in li+ing
systems and can become toic abo+e certain limits. /he
quantity of cadmium contained in a phosphatic fertilizer
depends on the source of the roc0 or waste material from
which it was made. /he cadmium content of phosphate
roc0s +aries from almost zero to o+er 2CC mg40g P!"#.
/he acidulation of phosphate roc0 partitions the cadmium
between the fertilizer product and the by1products,
mainly the phosphogypsum arising from phosphoric acid
production.
Sulphuric "cid roduction
Spent catalyst is generated from this production line and
usually returned to the licensor. /he +anadium content of
the ?
!
"
!
catalysts can be reclaimed for further use. /his
ser+ice is usually pro+ided by the catalyst manufacturer.
Environics July 2002
'0
Inspection Manual for Fertilizers Industry
/he metal can be recycled as +anadium salts or
ferro+anadium for steel production.
-3 $itrogenous Fertilizers
"##onia roduction
Solid wastes are generated due to the usage of many
catalysts types and quantities. /he spent catalysts can not
be purified or recycled, hence, they create a disposal
problem which should be chec0ed. /hese catalysts are
considered hazardous, due to their hea+y metals content
'chromium and nic0el(. Another solid waste problem is
the filling material for absorption tower. /hey are
consumed and disposed off1site.
.atalysts used in the steam reforming process need to be
replaced e+ery two to si years. Spent catalysts contain
oides of hea+alent chromium, zinc, iron, and nic0el.
/hey are typically returned to the manufacturer or other
metal reco+ery companies for recycling and reclamation
of +aluable materials.
$itric "cid roduction
Spent catalyst from the reactor and filter ca0e and cloth
generated from the filter are considered the ma)or solid
wastes generated from this unit. Asually spent catalyst is
sent to the suppliers and it must not be disposed in
dumping sites due to its hazardous nature.
"##oniu# $itrate roduction
-olomite and clay from the miing and coating
operations are the ma)or solid wastes from this unit as
well dump product.
"##oniu# Sulphate roduction
Ammonium sulphate crystals during con+eying and
bagging are collected and recycled.
"##oniu# hosphate roduction
Spills of the fertilizers in the bagging section are
collected and recycled.
%rea roduction
Prills coating material in the bagging section are collected
and recycled.
Wor< >n'ironment
Se+eral pollutants are generated in the wor0 en+ironment within the
fertilizers plants, these include the following:
Environics July 2002
'+
Inspection Manual for Fertilizers Industry
Fugiti+e gases and +apours inside the production units, which
+ary according to the production line. In phosphatic fertilizers
plants, these emissions include fluoride compounds ':F, SiF
6
and :
!
SiF
B
( and %"
ammonium nitrate and sulphur oides.
3hereas, in the nitrogenous fertilizers plants ammonia, ?".s,
carbon dioide and urea are considered the ma)or emissions
concerning wor0place.
-ust and particulates are also emitted inside the wor0
en+ironment from se+eral sources includingG crushing and
grinding of phosphate roc0, granulation and screening operations
for fertilizers and also from bagging section. Also belt and screw
con+eyors are considered another source for particulates
emissions in the wor0place.
:eat is e+ol+ed from se+eral sources inside the fertilizers plant
includingG acidulation, methanation, eothermic reactions, drying
and prilling of fertilizers. :eat is also e+ol+ed in the boilers
house and bagging section.
%oise is another problem of concern inside wor0place. It can
occur in se+eral production and ser+ice units, such asG
compressors pumping units, boilers house, towers pump water
for cooling, granulation and screening of fertilizers. Also
transportation of fertilizers by belt con+eyors generates high
noise.
In general wor0ers in the fertilizers plants are eposed to numerous
hazards includingG sulphur +apours, high temperature from molten
sulphur, burns from the corrosi+e sulphuric acid, noise from turbines,
phosphates as powdered fertilizer, fluorine gases during concentration
operations and eposure to phosphoric acid, fugiti+e ammonia, methane
gas and nitrogen oides.
/able 'E( gi+es some typical measurement for noise in some places in a
fertilizers plant.
Environics July 2002
'2
Inspection Manual for Fertilizers Industry
!a"le (7 !$pical 6oise Measurements in a Fertili#er Plant
Place 6oise Intensit$, d,
3ater inta0e pumps =B
;oilers pumps 5CB
Air liquification =C1 5C#
.ooling towers pumps ==1 5CC
compressors 5C51 5C=
Ammonia production section 5CC1 ==
Area production section >B1 5CC
/able '>( gi+es some typical measurement for emissions in some places
in a fertilizers plant.
!a"le (8 !$pical >missions Measurements in Wor<place
+or a Fertili#ers Plant
Parameters * 2 % / 0 5 7 8
/SP 'Qg4 m
2
( E
#
!
6
>
=
2
.
2
!
5
C
=
B
2
2
B
5
!
B
B
B
=
E
.
2
=
!
6
5
#
!
E
.
E
Fluoride mg4 m
2
#
2
.
!
!
6
.
E
!
2
.
6
E
2
5
6
5
>
1 5
2
.
=
Particulates 'Qg4
m
2
(
>
E
.
B
B
5
.
!
5
#
.
!
!
6
.
E
!
2
.
B
!
!
.
E
1 5
2
.
>
S"
!
C
.
C
6
C
.
C
B
C
.
C
2
C
.
C
#
C
.
C
!
C
.
C
2
C
.
C
6
C
.
C
!
'5(: Superphosphate plant.
'!(: Phosphoric acid plant.
'2(: Phosphoric acid plant.
'6(: polish water station.
'#(: old administrati+e building.
'B(: near the phosphate port.
'E(: 5#C m far from the phosphoric acid gate.
'>(: near the fertilizer concentration plant.
/able '=( gi+es the summary of production lines in the fertilizers
industry and the related inputs and the pollution sources and types.
Environics July 2002
',
Inspection Manual for Fertilizers Industry
!a"le (9 Inputs and Pollution Sources and !$pes in the Fertili#ers Industr$
Operation Inputs .ir >missions &i;uid Wastes Solid Wastes Wor< >n'ironment
Single Super hosphate
.rushing and grinding Phosphate roc0 -ust and particulates to the air 1 1 %oise and particulates
Acidulation Sulphuric acid, phosphate roc0 :ydrogen fluoride, acid mist
and Si"!
1 1 Acid mist, heat stress
8eaction den 1 :ydrogen fluoride and
SiF6 and Si"!
1 1 1
Scrubbing towers <ases from the den and mier
water
3astewater containing
:!SiFB and S.S
1 1
.on+eying and storage
for curing
1 1 1 1 Particulates, :F and SiF6
<ranulation 3ater -ust @ fumes to the scrubber 1 1 Particulates
Screening 1 1 1 1 Particulates
;agging Polyethylene or polypropylene
bags
1 1 Spills of product and
spent bags
Particulates
!riple Superphosphate
.rushing and grinding Phosphate roc0 -ust and particulates to the air 1 1 %oise, dust and
particulates
/wo1stage reaction <round phosphate roc0 and
phosphoric acid
:ydrogen fluoride and SiF6 1 1 1
<ranulation 3ater and recycled o+er @
under sired products
:ydrogen fluoride and SiF6 1 1 1 3ater +apors,
1 Fluoro
compounds
particulates
Screening 1 1 1 1 Particulates
.ooling .old air 1 1 1
Scrubbers 3ater 3astewater containing
:!SiFB and S.S
Storage and bagging Polyethylene bags *missions from stored product
piles containing :F, SiF6
1 Spills of product and
spent bags
Particulates @ emissions
of fluoro compounds
hosphoric "cid roduction
.rushing @ grinding Phosphate roc0 -ust and particulates 1 1 -ust @ particulates
Environics July 2002
'4
Inspection Manual for Fertilizers Industry
Operation Inputs .ir >missions &i;uid Wastes Solid Wastes Wor< >n'ironment
3ashing -iluted phosphoric acid 1 1 1 1
8eaction Strong sulphuric acid :ydrogen fluoride, SiF6 and
acid mist to scrubber
1 1 :F, SiF6 and acid mist
Filtration 3ater 1 3astewater recycled to the
reactor 'rich in :2P"6(
1 Acid fumes
Scrubbers 3ater 1 3aste water containing
fluoride phosphate and
sulphate
1 1
<ypsum washing 3ater Fluoride emissions 3ash wastewater recycled to
the reactor
1 1
Settling pond 1 Fluoride emissions Separated water recycled to
the reactor 'rich in fluorides
and trace metals(
1 1
?acuum *+aporator 1 SiF6 .ondensate 1 1
Sulphuric "cid roduction
7elting Sulphur, steam Fugiti+e sulphur emissions 1 1 1 :eat stress
1 Sulphur odour
Filtration Air 1 1 Filter cloth Sulphur odour
-rying :!S"6 1 :!S"6 spills 1 1
Sulphur burning Air 1 S"! emissions 1 1 :eat stress
3aste heat boiler 3ater 1 Steam condensate 1 :eat stress
First stage con+erter S"!, S"2 emissions 1 1 ,ea0s of S"!S"2 and
heat stress
.ooling boilers 3ater 1 1 1 :eat stress
Absorption -iluted :!S"6 S"!, S"2 and acid mist and tail
gas
1 1 ,ea0s of S"!S"2
"leum tower "leum .onc. :! S"6 1 ,ea0s and spills of :! S"6 1 1
Synthetic "##onia roduction
-esulphurization %atural gas, adsorbent '9n"(,
and catalyst '.o" and 7o"2
:! S, +olatiles and S"
emissions during regeneration
1 Spent adsorbent and
catalyst
?".s, :!S lea0s
Primary steam
reforming
Steam, fuel or purge gas and
catalyst '%i(
:ydrogen and flue gases ."!,
%", S"!, ." and particulates
1 Spent %i catalyst :eat stress
Environics July 2002
'5
Inspection Manual for Fertilizers Industry
Operation Inputs .ir >missions &i;uid Wastes Solid Wastes Wor< >n'ironment
Secondary reforming .ompressed hot air and %i
catalyst
1 Acidic steam condensate Spent %i catalyst :eat stress
." con+erter .atalyst 'iron oide4chromium
oide, copper oide4zinc
oide(
1 .ondensate to steam traps Spent %i .atalyst 1
."! separation Sol+ent '7*A, -7*A or
potassium carbonate(
S"!, :!S, ." from sol+ent
regeneration
Sol+ent recycled after
regeneration
1 1
Steam condensate
stripping
Steam condensate %:2, .", ."! and 7*A 3astewater 'ammonia and
methanol(
1 1
7ethanation %i catalyst .:6 and :ydrogen 1 Spent %i catalyst :eat stress
Ammonia con+erter .ooling water and Fe catalyst Purge and flash gases to
primary con+erter
3aste cooling water to
cooling tower
Spent catalyst Ammonia lea0s
Ammonia
.ondensation
1 1 1 1 Ammonia lea0s
$itric "cid roduction
Air filtration Air 1 ;ac0wash water Filter ca0e 1
Ammonia
+aporization.
,iquid ammonia and steam Fugiti+e ammonia 1 1 :eat stress ammonia
.ooling in 3.:.; 3ater Fugiti+e ammonia 1 :eat stress lea0s
.atalytic oidation 1 %" and fugiti+e ammonia 3ashing water from filters Pt catalyst is +ery
epensi+e and it ne+er
considered a solid waste
Ammonia lea0s and heat
stress
.ooling .ooling water 1 .ooling water to cooling
towers
1 1
Absorptions .ooling water and process
water
%o, acid mist emissions .ooling water to cooling
towers
1 1
;leaching Air 1 1 1 1
/ail gas epander /ail gas from absorption %" emissions 1 1 1
"##oniu# $itrate roduction
Preheating ,iquid ammonia 1 1 1 :eat stress, ammonia
lea0
8eaction %itric acid ?apours of ammonia and 3astewater '%:2 and 1 Ammonia lea0s
Environics July 2002
'6
Inspection Manual for Fertilizers Industry
Operation Inputs .ir >missions &i;uid Wastes Solid Wastes Wor< >n'ironment
'neutralization( ammonium nitrate ammonium nitrate(
Flash e+aporator 1 ?apours of ammonia and
ammonium nitrate
1 1 Ammonia +apours
Secondary e+aporator Steam ?apours of ammonia .ondensate '%:2 and
ammonium nitrate(
1 Ammonia +apours
7iing -olomite, 0aolin or limestone Particulates 1 1 Particulates
Prilling or granulation Ammonium nitrate Particulates 1 1 Particulates
-rying Steam heated air and
ammonium nitrate
3ater +apour 1 1 :eat stress
Screening Ammonium nitrate 1 1 1 Particulates and noise
.ooling Ammonium nitrate and cold
dry air
Particulates 1 1 Particulates
.oating .lay or diatomaceous earth Particulates 1 1 particulates
;agging Polyethylene or polypropylene
bags
1 1 Spills of product and
spent bags
Particulates
"##oniu# Sulphate roduction
*+aporation ,iquid ammonia and steam Ammonia emissions 1 1 :eat stress
8eactor @
crystallization
Sulphuric acid Ammonia and acid mist 1 1 Fugiti+e ammonia and
acid
Filtration Ammonium sulphate 1 3astewater 'ammonium
sulphate(
1 1
-ehydration @ drying Steam heated air and
ammonium sulphate
1 3astewater 'ammonium
sulphate(
1 1
.on+eying Ammonium sulphate 1 1 Spills of ammonium
sulphate crystals
;agging Polyethylene or polypropylene
bags
1 1 Spills of product and
spent bags
Particulates
"##oniu# hosphate roduction
8eaction Phosphoric acid, %:2 and
cooling water
Fumes and gases to scrubber
and ammonia lea0s
1 1 ,ea0s of ammonia
Scrubbers 3ater, fumes and gases from
se+eral operations
1 3astewater containing
ammonia and phosphoric
acid
1 1
Environics July 2002
''
Inspection Manual for Fertilizers Industry
Operation Inputs .ir >missions &i;uid Wastes Solid Wastes Wor< >n'ironment
:ot granulation and
drying
Fuel and air Flue gases from furnace
and particulates to collectors
1 -ust and part from
collectors
Particulates
.ooling Air Ammonia and particulates 1 -ust @ particulates
from collectors
-ust @ particulates
Screening Ammonium phosphate 1 1 1 Particulates and ammonia
<rinding "+ersize ammonium
phosphate
1 1 1 Particulates and noise
.oating .oating material 1 1 1 Particulates
;agging Polyethylene or polypropylene
bags
1 1 Spills of product and
spent bags
Particulates
%rea roduction
Synthesis ,iquid ammonia and carbon
dioide
."!, urea and ammonia 1 -ust @ particulates
from collectors
:eat stress
8ectification Ammonia and ."! 1 1 Ammonia lea0s
?acuum e+aporation Steam and carbamate Ammonia, ."! and water
+apour
1 Ammonia lea0s
Prilling or granulation .old air and urea Area particulates 1 1 Particulates of urea
-esorption of
condensate
Steam stripping agent and
condensate
1 3astewater 'urea, %:2 and
."!
1 1
Screening Area 1 1 .ollected particulates Particulates and noise
.oating Area formaldehyde 1 1 1 Particulates
;agging Polyethylene or polypropylene
bags
1 1 Spills of product and
spent bags
Particulates
=i>uid &alciu# $itrate roduction
-issol+ing tower ,imestone and :%"2 ."! and acid mist 1 Fla0es of limestone 1
Settling 1 1 1 .alcium carbonate 1
%eutralization Ammonia and calcium nitrate Fugiti+e ammonia and acid
mist
1 1 Fugiti+e ammonia and
acid mist
7iing Ammonium nitrate and
calcium nitrate
1 Spills of liquid fertilizer 1 1
Pac0aging ;arrels and calcium nitrate 1 Spills of calcium nitrate 1 1
Environics July 2002
')
You might also like
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Arabic Notes For CSSDocument73 pagesArabic Notes For CSSMuhammad Faisal Ul Islam89% (9)
- Biofertilizer Question Paper: Q1. Q2. Q3. Q4. Q5. Q6. Q7. Q8. Q9. Q10. Q11. Q12Document2 pagesBiofertilizer Question Paper: Q1. Q2. Q3. Q4. Q5. Q6. Q7. Q8. Q9. Q10. Q11. Q12deepa gujjar100% (1)
- Guidelines For Potato Farming in Zimbabwe: ©ziminvestors 2015 EditionDocument27 pagesGuidelines For Potato Farming in Zimbabwe: ©ziminvestors 2015 EditionAleck Mutiba100% (2)
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- Volume 3-The Origins of ProtreatDocument2 pagesVolume 3-The Origins of ProtreatIbhar Santos MumentheyNo ratings yet
- Pressure Transmitter SPTW-P10R-G14-A-M12: Data SheetDocument2 pagesPressure Transmitter SPTW-P10R-G14-A-M12: Data SheetamineNo ratings yet
- 10d - PSV Sizing Part 4Document53 pages10d - PSV Sizing Part 4Islam SolimanNo ratings yet
- 005 PDFDocument8 pages005 PDFGrootNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Design of Gas Absorber For The Exhaust Gases of Ammonia PlantDocument11 pagesDesign of Gas Absorber For The Exhaust Gases of Ammonia PlantVan LimNo ratings yet
- Industrial GasesDocument20 pagesIndustrial GasesRiazNo ratings yet
- Design of Gas Absorber For The Exhaust Gases of Ammonia PlantDocument11 pagesDesign of Gas Absorber For The Exhaust Gases of Ammonia PlantVan Lim100% (1)
- Specification For Air Compressors and Air Dryer PackagesDocument21 pagesSpecification For Air Compressors and Air Dryer PackagesSudjono BroNo ratings yet
- MdeaDocument2 pagesMdeaVera MarsellaNo ratings yet
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- GPSA - Methanol Inhibition Rate RevisedDocument11 pagesGPSA - Methanol Inhibition Rate RevisedrmaganNo ratings yet
- Inert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringDocument5 pagesInert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringFRANKLIN REVILLANo ratings yet
- Fundamentals of Safety Relief Valves in Ammonia Refrigeration SystemsDocument3 pagesFundamentals of Safety Relief Valves in Ammonia Refrigeration SystemsBehnam AshouriNo ratings yet
- Mixing RuleDocument2 pagesMixing Rulevictor javier nuñezNo ratings yet
- Control Design For Steam Vent Noise in Refineries (HP)Document2 pagesControl Design For Steam Vent Noise in Refineries (HP)jdgh1986No ratings yet
- Condensate Line SizingDocument23 pagesCondensate Line SizingNirnay Patil100% (2)
- Ammonia Synthisis LoopDocument135 pagesAmmonia Synthisis LoopelkhatriNo ratings yet
- Shell K.O.drum SeparatorDocument11 pagesShell K.O.drum SeparatorChitu Ionut LaurentiuNo ratings yet
- 10.9. Gas Liquid Separators: Chemical EngineeringDocument6 pages10.9. Gas Liquid Separators: Chemical EngineeringsterlingNo ratings yet
- Calculation Procedure For Determination of Approach To Equilibrium For The Methane Reforming ReactionDocument11 pagesCalculation Procedure For Determination of Approach To Equilibrium For The Methane Reforming ReactionmadhunaNo ratings yet
- Purifier Ammonia ProcessDocument4 pagesPurifier Ammonia ProcessGajanan PadamwarNo ratings yet
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDocument77 pagesAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (1)
- Equilibria in The Ammonium Carbamate Urea-Water System: K. G. Clark, L. C. DDocument5 pagesEquilibria in The Ammonium Carbamate Urea-Water System: K. G. Clark, L. C. DjcortezcNo ratings yet
- Technical Specification - LT (DP Based)Document4 pagesTechnical Specification - LT (DP Based)ManodipPatilNo ratings yet
- Ammonia Absorber CalculationDocument5 pagesAmmonia Absorber CalculationKvspavan KumarNo ratings yet
- Major Risks in Ammonia PlantsDocument17 pagesMajor Risks in Ammonia PlantsrobertionNo ratings yet
- Control Valve: Instrument Datasheet Tag No. Process ConditionsDocument1 pageControl Valve: Instrument Datasheet Tag No. Process Conditionskrishna kumarNo ratings yet
- Steam Condensate Pot SizingDocument1 pageSteam Condensate Pot SizingmaniazharNo ratings yet
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- Vent Dispersion CalcDocument9 pagesVent Dispersion CalcPeddy Nesa0% (1)
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
- Ammonia Plant Simulation 25.08.2016Document81 pagesAmmonia Plant Simulation 25.08.2016Manish Gautam100% (1)
- Modeling Mineral Size Reduction in The Closed-Circuit Ball Mill at The Pine Point Mines Concentrator (1981)Document18 pagesModeling Mineral Size Reduction in The Closed-Circuit Ball Mill at The Pine Point Mines Concentrator (1981)Ryan Cunningham100% (1)
- Ips M PM 200 Reciprocating Compressors For Process ServicesDocument25 pagesIps M PM 200 Reciprocating Compressors For Process ServicesSeyedAli TabatabaeeNo ratings yet
- Relief SystemDocument24 pagesRelief SystemFarhanSaatNo ratings yet
- P & I Design LTDDocument34 pagesP & I Design LTDYunping Huang100% (1)
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Fire Relief Dynamic StudyDocument2 pagesFire Relief Dynamic StudylguardiaNo ratings yet
- About Jockey PumpsDocument4 pagesAbout Jockey PumpsChemical.AliNo ratings yet
- Pressure Gauge TemplateDocument3 pagesPressure Gauge TemplateUTKARSH GADVENo ratings yet
- Calculate Horizontal Cylinder VolumeDocument10 pagesCalculate Horizontal Cylinder VolumearifcoyNo ratings yet
- NPSH PT 244Document4 pagesNPSH PT 244mazzam75No ratings yet
- AmmoniaDocument33 pagesAmmoniaWilly ChandraNo ratings yet
- Two Phase Flow RegimeDocument8 pagesTwo Phase Flow RegimeNoman Abu-FarhaNo ratings yet
- Thermal PSV Sizing MercerDocument1 pageThermal PSV Sizing MercerapgoslingNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- Storage Vacuum CollapseDocument7 pagesStorage Vacuum CollapsebehnamhfNo ratings yet
- Ammonia Production PDFDocument5 pagesAmmonia Production PDFJustine LagonoyNo ratings yet
- Ammonium Carbamte P, T - BASFDocument4 pagesAmmonium Carbamte P, T - BASFVinh Do ThanhNo ratings yet
- PDQ Process - Process - ThyssenKrupp Industrial SolutionsDocument2 pagesPDQ Process - Process - ThyssenKrupp Industrial SolutionsIhwan LimantoNo ratings yet
- SOP-013-Testing of Acid Gas Loading in MDEADocument9 pagesSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNo ratings yet
- TP Hicap UltlonoxDocument18 pagesTP Hicap Ultlonoxhoangviet20006No ratings yet
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectFrom EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Air Inlet, Exhaust, Ventilation SystemsDocument5 pagesAir Inlet, Exhaust, Ventilation SystemsnayearNo ratings yet
- Unchallengeable Miracles of QuranDocument430 pagesUnchallengeable Miracles of QuranyoursincerefriendNo ratings yet
- Cooling and Sealing Air SystemsDocument2 pagesCooling and Sealing Air SystemsnayearNo ratings yet
- Fire ProtectionDocument3 pagesFire ProtectionnayearNo ratings yet
- BearingsDocument3 pagesBearingsnayearNo ratings yet
- Startup Guidelines For GTGDocument24 pagesStartup Guidelines For GTGnayear100% (1)
- Ukraine IssueDocument19 pagesUkraine IssueFaryal AfzalNo ratings yet
- FFC Trad Test 2006Document2 pagesFFC Trad Test 2006nayearNo ratings yet
- Edp 19.02.2014Document15 pagesEdp 19.02.2014nayearNo ratings yet
- Ibn-Ishaq - Sirat Rasoul Allah (Life of Prophet Muhammad)Document119 pagesIbn-Ishaq - Sirat Rasoul Allah (Life of Prophet Muhammad)maliksaimNo ratings yet
- Engro Test Year 2003Document9 pagesEngro Test Year 2003Aitazaz HassanNo ratings yet
- Hassan Bin ThabitDocument6 pagesHassan Bin Thabitnayear50% (2)
- Interpsersonal SkillsDocument40 pagesInterpsersonal SkillsnayearNo ratings yet
- Research Methods Handbook PDFDocument37 pagesResearch Methods Handbook PDFWilliam Guillermo Galanto CustodioNo ratings yet
- Muslim Scientist & Their Contribution PDFDocument34 pagesMuslim Scientist & Their Contribution PDFinfiniti786No ratings yet
- Guide Book PDFDocument361 pagesGuide Book PDFnayearNo ratings yet
- Revgrm 5Document0 pagesRevgrm 5thangdaotaoNo ratings yet
- 100 MCQS From Al-Qur'anDocument9 pages100 MCQS From Al-Qur'anMehreen Khurshid100% (1)
- Tajdeed o Ahya e DeenDocument87 pagesTajdeed o Ahya e Deensimunaqv100% (2)
- Aao Pehla Qadam Dhartay HainDocument42 pagesAao Pehla Qadam Dhartay Hainphoolking100% (1)
- Everyday Science by Parsons LMDocument293 pagesEveryday Science by Parsons LMnayear50% (2)
- Hassan Bin ThabitDocument6 pagesHassan Bin Thabitnayear50% (2)
- 100 MCQS From Al-Qur'anDocument9 pages100 MCQS From Al-Qur'anMehreen Khurshid100% (1)
- Brief Othoman EmpireDocument2 pagesBrief Othoman EmpireJelly BeenNo ratings yet
- Arabic in SpainDocument5 pagesArabic in SpainnayearNo ratings yet
- Prophet Muhammads Prayers 2Document5 pagesProphet Muhammads Prayers 2ISLAMIC LIBRARYNo ratings yet
- SulfurDocument8 pagesSulfursutanuprojectsNo ratings yet
- Islamic & General KnwldgeDocument81 pagesIslamic & General Knwldgenayear75% (4)
- Chemical EngineeringDocument5 pagesChemical EngineeringErcille Mae Oraiz PacamoNo ratings yet
- 40S Be 1364Document68 pages40S Be 1364matheswaran a sNo ratings yet
- .Ph-Just A Look Visual Symptoms of Nutrient Deficiencies in Plants and How To Treat ThemDocument8 pages.Ph-Just A Look Visual Symptoms of Nutrient Deficiencies in Plants and How To Treat ThemVicente SalanapNo ratings yet
- Viability of Coffee Farming As A Business: Lucy MuriithiDocument11 pagesViability of Coffee Farming As A Business: Lucy MuriithiTrey NgugiNo ratings yet
- Earth Science ResearchDocument38 pagesEarth Science ResearchRalph GutierrezNo ratings yet
- Internship-Report Fahad NewDocument50 pagesInternship-Report Fahad NewAbdullah LiaqatNo ratings yet
- The Effects of Fermented Milkfish (Chanos Chanos) Innards As Liquid Fertilizer in The Growth of CHILI (Capsicum Fructesens) PLANTDocument7 pagesThe Effects of Fermented Milkfish (Chanos Chanos) Innards As Liquid Fertilizer in The Growth of CHILI (Capsicum Fructesens) PLANTJaela PulmanoNo ratings yet
- Growing Sweet Corn in Home GardensDocument4 pagesGrowing Sweet Corn in Home GardensSharad Bhutoria100% (1)
- History of SaltDocument2 pagesHistory of Saltnsjadeja100% (1)
- Kitchen Garden 201406Document108 pagesKitchen Garden 201406Franciscoenrique Ramirez de Arellano100% (1)
- Conceptual Design and Development of Shredding Machine For Agricultural WasteDocument7 pagesConceptual Design and Development of Shredding Machine For Agricultural WasteVJ CarbonellNo ratings yet
- Organic and Inorganic Fertilizers On Growth, Yield and Nutrient Content of Mungbean (BARI Mung 5)Document5 pagesOrganic and Inorganic Fertilizers On Growth, Yield and Nutrient Content of Mungbean (BARI Mung 5)Hasan MehrajNo ratings yet
- Literature ReviewDocument4 pagesLiterature ReviewAmirul HanifNo ratings yet
- (O) Registered Pesticide October 2005-September 2010Document295 pages(O) Registered Pesticide October 2005-September 2010sk8terboyNo ratings yet
- Thesis EggshellDocument6 pagesThesis EggshellRica Abigail DagosNo ratings yet
- (Quantitative Analysis) Linear ProgrammingDocument2 pages(Quantitative Analysis) Linear ProgrammingKiran BasuNo ratings yet
- Compost Tea Brewing ManualDocument61 pagesCompost Tea Brewing ManualGreater Charlotte Harbor Sierra Club75% (4)
- Hoagland SolutionDocument4 pagesHoagland Solutionacpd75100% (2)
- NPK Remital MDocument1 pageNPK Remital MAsistente Presidencia ConcafeNo ratings yet
- Fixed Belt Conveyor PDFDocument25 pagesFixed Belt Conveyor PDFBunkun15No ratings yet
- Amalsad CaseDocument16 pagesAmalsad CaseShobhan MeherNo ratings yet
- NHHS 2012 Chemistry Prelim 1 P2Document21 pagesNHHS 2012 Chemistry Prelim 1 P2jzhong_7No ratings yet
- Direct Seeding and TransplantingDocument3 pagesDirect Seeding and TransplantingDycereel DyrenNo ratings yet
- Study On Manures and FertilizersDocument7 pagesStudy On Manures and Fertilizersgenerlacc21No ratings yet
- Analysis of VarianceDocument13 pagesAnalysis of VarianceSanchit MishraNo ratings yet
- Hydroponics Fodder Production: An Alternative Technology For Sustainable Livestock Production Against Impeding Climate ChangeDocument9 pagesHydroponics Fodder Production: An Alternative Technology For Sustainable Livestock Production Against Impeding Climate ChangePushpamurali2003No ratings yet
- Advantages and Disadvantages of The Village Life and City LifeDocument14 pagesAdvantages and Disadvantages of The Village Life and City LifeRashmikka DeviNo ratings yet
- Avocado Production in The PhilippinesDocument20 pagesAvocado Production in The Philippinescutieaiko100% (1)