You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Reference and Calibration Standards - NDT TechnicianDocument1 pageReference and Calibration Standards - NDT TechnicianrhinemineNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Steel Suppliers in Doha - Qatar Business and Directory Listings PDFDocument3 pagesSteel Suppliers in Doha - Qatar Business and Directory Listings PDFuzairmetallurgistNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Ultrasonic Testing: Level I Training Course Outline ScopeDocument4 pagesUltrasonic Testing: Level I Training Course Outline ScopeuzairmetallurgistNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- TOEFL Speaking RubricsDocument2 pagesTOEFL Speaking RubricssteroumNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Steel Suppliers in Doha - Qatar Business and Directory Listings PDFDocument3 pagesSteel Suppliers in Doha - Qatar Business and Directory Listings PDFuzairmetallurgistNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ashr DataDocument24 pagesAshr DatauzairmetallurgistNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- GRE - Equation Solving RefresherDocument2 pagesGRE - Equation Solving Refreshernoman_sheeraz7455No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Maliks Muwatta English PDFDocument417 pagesMaliks Muwatta English PDFnur00700No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- GRE Math Word Problem Set 8-1Document48 pagesGRE Math Word Problem Set 8-1uzairmetallurgistNo ratings yet
- Crystallisationo 030025 MBPDocument2 pagesCrystallisationo 030025 MBPuzairmetallurgistNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- IMM0008DEPENUDocument1 pageIMM0008DEPENUAlina Emanuela KrausNo ratings yet
- Do List PDFDocument83 pagesDo List PDFNathan Daniels100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Advanced GRE Math QuestionsDocument22 pagesAdvanced GRE Math Questionsmulasravanialekhya84% (19)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- MoDocument8 pagesMouzairmetallurgistNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- DescriptionDocument1 pageDescriptionuzairmetallurgistNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Open POs 2017-2018Document12 pagesOpen POs 2017-2018uzairmetallurgistNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 08 CastingDocument6 pages08 CastinguzairmetallurgistNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Structural Metal Products PDFDocument180 pagesStructural Metal Products PDFuzairmetallurgistNo ratings yet
- HighScore Plus GuideDocument19 pagesHighScore Plus Guidejompa21No ratings yet
- Cast Products 2Document72 pagesCast Products 2uzairmetallurgistNo ratings yet
- Valves Lesson GuideDocument33 pagesValves Lesson GuideuzairmetallurgistNo ratings yet
- Fazail e Amal Virtues of Deeds - Muhammad Zakariya KandahlawiDocument452 pagesFazail e Amal Virtues of Deeds - Muhammad Zakariya Kandahlawisylove76No ratings yet
- 7 140513110125 Phpapp01Document43 pages7 140513110125 Phpapp01masoodNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Effect of Copper Content On The Mechanical and Sliding Wear Properties of Monotectoid-Based Zinc-Aluminium-copper AlloysDocument6 pagesEffect of Copper Content On The Mechanical and Sliding Wear Properties of Monotectoid-Based Zinc-Aluminium-copper AlloysuzairmetallurgistNo ratings yet
- International Student Fa App 1415Document5 pagesInternational Student Fa App 1415uzairmetallurgistNo ratings yet
- ChangesDocument2 pagesChangesuzairmetallurgistNo ratings yet
- Chem Plus NanotechnologyDocument6 pagesChem Plus NanotechnologyuzairmetallurgistNo ratings yet
- ASTM Standard G5-87Document7 pagesASTM Standard G5-87asik54No ratings yet
- Al Fatan Books DownloadDocument1 pageAl Fatan Books DownloaduzairmetallurgistNo ratings yet
- ASTM G102 Standard PracticeDocument7 pagesASTM G102 Standard PracticePjanoo2909100% (1)
- Superalloy Brochure PDFDocument16 pagesSuperalloy Brochure PDFDaren NeradNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- dp0 PDFDocument4 pagesdp0 PDFSimonNo ratings yet
- ISCOM HT803 DatasheetDocument2 pagesISCOM HT803 Datasheetnmc79No ratings yet
- Public Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityDocument7 pagesPublic Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityAbrasaxEimi370No ratings yet
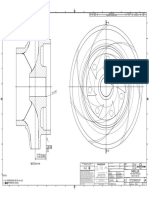
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Spesifikasi Produk SL-500Document2 pagesSpesifikasi Produk SL-500tekmed koesnadiNo ratings yet
- HER107 DatasheetDocument4 pagesHER107 DatasheetPeter Yvan Ramos PeñaNo ratings yet
- Module 4 - What Is The Required Rate of ReturnDocument2 pagesModule 4 - What Is The Required Rate of ReturnEthics BAENo ratings yet
- Dynamic Modeling of GE 1.5 andDocument31 pagesDynamic Modeling of GE 1.5 andErtuğrul ÇamNo ratings yet
- EET422 EMC Intro-Banana Skins 2011-2012 MSWDocument6 pagesEET422 EMC Intro-Banana Skins 2011-2012 MSWVeeradasan PerumalNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Exponential & Logarithmic FunctionsDocument13 pagesExponential & Logarithmic FunctionsRahul SankaranNo ratings yet
- VRV A 12 PDFDocument1 pageVRV A 12 PDFMoe Thiri ZunNo ratings yet
- San Unit-Wise QuestionsDocument6 pagesSan Unit-Wise QuestionsSushmitha KodupakaNo ratings yet
- Data Structures and AlgorithmsDocument45 pagesData Structures and AlgorithmsKeith Tanaka MagakaNo ratings yet
- Nord Factory Restore Instructions Edition CDocument1 pageNord Factory Restore Instructions Edition CTonino CannavacciuoloNo ratings yet
- Create an access point for non-RouterOS laptop clientsDocument8 pagesCreate an access point for non-RouterOS laptop clientsGorgeus WaffleNo ratings yet
- Challenges of Merchandising in Pridebay Holdings: A Garments Buying HouseDocument35 pagesChallenges of Merchandising in Pridebay Holdings: A Garments Buying HouseAli AhmadNo ratings yet
- AutoCAD Mechanical 2015 Overview Brochure - A4Document4 pagesAutoCAD Mechanical 2015 Overview Brochure - A4Raul ReynosoNo ratings yet
- VSD Operacion ControlDocument138 pagesVSD Operacion ControlLeon PerezNo ratings yet
- Pumps - IntroductionDocument31 pagesPumps - IntroductionSuresh Thangarajan100% (1)
- CBSE Class 5 Mathematics Sample Paper Set NDocument4 pagesCBSE Class 5 Mathematics Sample Paper Set NRamanjeet KaurNo ratings yet
- Lab Manual MCSE 101Document35 pagesLab Manual MCSE 101Juan JacksonNo ratings yet
- Abrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SDocument46 pagesAbrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SSamsu SamsNo ratings yet
- Defense Cheat SheetDocument4 pagesDefense Cheat SheetCarl Dhaniel Garcia SalenNo ratings yet
- Time TableDocument7 pagesTime TableChethan .H.GNo ratings yet
- Syllabi M.Tech. WRDMDocument114 pagesSyllabi M.Tech. WRDMMadhab KoiralaNo ratings yet
- Tesla Regen, Brakes and Sudden AccelerationDocument66 pagesTesla Regen, Brakes and Sudden AccelerationmartinvvNo ratings yet
- Color Order SystemsDocument30 pagesColor Order SystemsBeyene DumechaNo ratings yet
- 0001981572-JAR Resources in JNLP File Are Not Signed by Same CertificateDocument13 pages0001981572-JAR Resources in JNLP File Are Not Signed by Same CertificateAnonymous AZGp1KNo ratings yet
- Camshaft Test SheetDocument4 pagesCamshaft Test SheetsughieantoNo ratings yet