You might also like
- Cuestionario CSSSSDocument1 pageCuestionario CSSSSSebas Diaz100% (1)
- Banco de Preguntas ParetoDocument2 pagesBanco de Preguntas ParetoJoel SantosNo ratings yet
- Actividad 6 - Lectura Del CasoDocument4 pagesActividad 6 - Lectura Del CasoJuan Pablo OrtizNo ratings yet
- Problemas Capitulo 2 Control Estadístico de La Calidad y Six Sigma (Minitab)Document31 pagesProblemas Capitulo 2 Control Estadístico de La Calidad y Six Sigma (Minitab)Melissa Juárez100% (3)
- Diagrama de Pareto: Principios, aplicaciones y pasos para su elaboraciónDocument2 pagesDiagrama de Pareto: Principios, aplicaciones y pasos para su elaboraciónErika DaquilemaNo ratings yet
- Cuestionario Calidad Total IshikawaDocument2 pagesCuestionario Calidad Total IshikawaAlejandro Mateos Moreno61% (18)
- 7 Herramientas CalidadDocument9 pages7 Herramientas CalidadGabriel83% (6)
- Normalizacion de EmpresaDocument38 pagesNormalizacion de Empresahatushka86% (7)
- Problemas SPCDocument5 pagesProblemas SPCLina Marcela CorreaNo ratings yet
- Diagrama EspaguettiDocument4 pagesDiagrama EspaguettiArmando Torres100% (2)
- Tecnica de Interrogatorio SistematicoDocument3 pagesTecnica de Interrogatorio Sistematicolesly40% (5)
- Diagrama de RecorridoDocument4 pagesDiagrama de RecorridoLorena SalazarNo ratings yet
- Capitulo 7 Control Estadistico de La Calidad y Seis Sigma PDFDocument40 pagesCapitulo 7 Control Estadistico de La Calidad y Seis Sigma PDFJuan Felipe MartinezNo ratings yet
- Amef 5.14Document1 pageAmef 5.14Javis AyalaNo ratings yet
- Diagrama bimanual para elaboración de habanosDocument2 pagesDiagrama bimanual para elaboración de habanosRuben CamachoNo ratings yet
- Mantenimiento de Registros y Localización de MaterialesDocument30 pagesMantenimiento de Registros y Localización de MaterialesMaribel GonzálezNo ratings yet
- Diagrama BimanualDocument1 pageDiagrama BimanualGiovanny BahenaNo ratings yet
- Que Son Las Hojas de VerificaciónDocument3 pagesQue Son Las Hojas de VerificaciónCarlos R AndinoNo ratings yet
- Practica - de - Costos - de - CalidadDocument2 pagesPractica - de - Costos - de - CalidadMónica Coral Bolívar0% (4)
- Diagrama de CuadrillasDocument7 pagesDiagrama de CuadrillasKarla Tesisteco50% (2)
- Unidad 3 Metrologia Optica e Instrumentacion Basica-Cuestionario (Ing. IndDocument4 pagesUnidad 3 Metrologia Optica e Instrumentacion Basica-Cuestionario (Ing. IndJocelyne ZamoraNo ratings yet
- Preguntas Análisis Caso IntegradorDocument3 pagesPreguntas Análisis Caso Integradorvskyller0% (1)
- Desperdicio Por Tiempo de EsperaDocument3 pagesDesperdicio Por Tiempo de EsperaJerson MaloNo ratings yet
- Cuestionario Sobre AMEFDocument9 pagesCuestionario Sobre AMEFMariely Echeverria50% (2)
- CONTROLDocument5 pagesCONTROLliliNo ratings yet
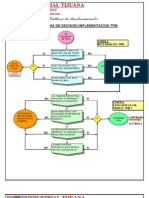
- DIAGDECISION TPMDocument2 pagesDIAGDECISION TPMAdrianNo ratings yet
- Toma de Decisiones y Capacidad Planta: Seleccionar Mejor AlternativaDocument29 pagesToma de Decisiones y Capacidad Planta: Seleccionar Mejor AlternativaCarlos Júnior BendezuNo ratings yet
- Resumen Del Libro Niebel 2.2Document6 pagesResumen Del Libro Niebel 2.2Luis Miguel CENo ratings yet
- Aplicacion de Herramientas de Control de CalidadDocument4 pagesAplicacion de Herramientas de Control de CalidadJOHNMOR41No ratings yet
- Preguntas QFDDocument2 pagesPreguntas QFDAndres Torres Cepeda100% (1)
- Herramientas Calidad-EjerciciosDocument7 pagesHerramientas Calidad-EjerciciosAnonymous oYLKpr100% (1)
- Histograma Ejercicio 8.2Document6 pagesHistograma Ejercicio 8.2leandro tejedaNo ratings yet
- Preguntas de Maestros de La CalidadDocument2 pagesPreguntas de Maestros de La CalidadmelisNo ratings yet
- Ejercicios Resueltos (Control de Calidad y Seis Sigma)Document29 pagesEjercicios Resueltos (Control de Calidad y Seis Sigma)Ellie Azoños100% (1)
- Isaias VariablesDocument10 pagesIsaias VariablesLuis MartinezNo ratings yet
- ¿Cuáles Son Los Cuatro Posibles Estados de Un Proceso?Document2 pages¿Cuáles Son Los Cuatro Posibles Estados de Un Proceso?Yohel ArnolNo ratings yet
- Guia de Diagrama de Flujo de ProcesoDocument9 pagesGuia de Diagrama de Flujo de ProcesoGerardo Cardona MoralesNo ratings yet
- Tendencias y Estrategias Futuras en LocalizaciónDocument4 pagesTendencias y Estrategias Futuras en LocalizacióneduardoNo ratings yet
- Muestreo de AceptacionDocument7 pagesMuestreo de AceptacionEdeliPokettoMonsutā0% (1)
- Origen y significado de Poka-YokeDocument2 pagesOrigen y significado de Poka-Yokediego lopezNo ratings yet
- Seis Sigma Actividad 3Document7 pagesSeis Sigma Actividad 3Grecia MaldonadoNo ratings yet
- 3.1. Herramientas Reactivas de La CalidadDocument33 pages3.1. Herramientas Reactivas de La CalidadCarlos Cárdenas100% (1)
- Sesión #01 - Introducción A La Dinámica de SistemasDocument9 pagesSesión #01 - Introducción A La Dinámica de SistemasKrisbiat Dominguez GonzalesNo ratings yet
- Tarea Control de La Calidad 2 Del Tercer ParcialDocument12 pagesTarea Control de La Calidad 2 Del Tercer Parcialluis100% (1)
- Proyecto Análisis de Métodos, Operaciones y Movimientos PDFDocument50 pagesProyecto Análisis de Métodos, Operaciones y Movimientos PDFManuel1309100% (2)
- Herramientas de CalidadDocument5 pagesHerramientas de CalidadDiego RkcNo ratings yet
- Ejercicio 3 Control Por Atributos - Calidad en Las Operaciones 2019Document1 pageEjercicio 3 Control Por Atributos - Calidad en Las Operaciones 2019Cesar Flavio Pereira TorcuatoNo ratings yet
- Metodo Westinghouse PDFDocument3 pagesMetodo Westinghouse PDFd-fbuser-3031021660% (5)
- Pregunta 12Document6 pagesPregunta 12Luis RamosNo ratings yet
- Análisis estadístico de procesos productivos con toleranciasDocument7 pagesAnálisis estadístico de procesos productivos con toleranciasAle VillegasNo ratings yet
- Caso - Identificar Elemento de CostosDocument12 pagesCaso - Identificar Elemento de CostosZoila100% (1)
- Capitulo 6 Algunos Ejercicios Resueltos CEPDocument18 pagesCapitulo 6 Algunos Ejercicios Resueltos CEPAlex Lopez Garcia0% (1)
- Plantilla de Diagrama Bimanual 01Document3 pagesPlantilla de Diagrama Bimanual 01adan martinez50% (2)
- Pareto y estratificación para mejora de calidadDocument37 pagesPareto y estratificación para mejora de calidadJosé Juan CHNo ratings yet
- 1° Laboratorio C. CalidadDocument3 pages1° Laboratorio C. CalidadDanitza Lidia0% (1)
- 1° Laboratorio C. CalidadDocument3 pages1° Laboratorio C. CalidadDanitza LidiaNo ratings yet
- Ingenieria de La Calidad II ProblemarioDocument42 pagesIngenieria de La Calidad II ProblemarioMitzi Poala Zuriaga MartínezNo ratings yet
- Ingenieria de La Calidad II ProblemarioDocument41 pagesIngenieria de La Calidad II ProblemarioMitzi Poala Zuriaga MartínezNo ratings yet
- Logística y compras 2022: Análisis de ParetoDocument4 pagesLogística y compras 2022: Análisis de ParetoDiego ContrerasNo ratings yet
- Análisis de Pareto para problemas de calidad en procesos productivosDocument14 pagesAnálisis de Pareto para problemas de calidad en procesos productivosPablo Pereyra100% (3)
- Tarea Eje 2 ArancelDocument5 pagesTarea Eje 2 ArancelJesús Eusse Pérez50% (2)
- Informe de TerminacionDocument5 pagesInforme de TerminacionMatthew DavidNo ratings yet
- MATRIZ DE PERFIL ESTRATÉGICO INTERNO DE LA IMPORTADORA TOMEBAMBADocument27 pagesMATRIZ DE PERFIL ESTRATÉGICO INTERNO DE LA IMPORTADORA TOMEBAMBAJose Luis Zambrano GilcesNo ratings yet
- TRABAJO GRUPAL S9.avancedepracticaDocument1 pageTRABAJO GRUPAL S9.avancedepracticaErick AlarcónNo ratings yet
- Marcial Acharan y SmithDocument1 pageMarcial Acharan y SmithMario StephensonNo ratings yet
- Diagrama de IshikawaDocument1 pageDiagrama de Ishikawajose jhampierr banda castañeda75% (4)
- ListadoDocument68 pagesListadoAri NarvaezNo ratings yet
- Evidencia Estados Financieros (Balance Horizontal y Vertical (Autoguardado)Document158 pagesEvidencia Estados Financieros (Balance Horizontal y Vertical (Autoguardado)NatalyNo ratings yet
- El dictamen financiero: tipos de opiniones del auditorDocument13 pagesEl dictamen financiero: tipos de opiniones del auditorIsai Maas NuñezNo ratings yet
- Practica 0Document9 pagesPractica 0Gustavo BautistaNo ratings yet
- Unidad I Introduccion Auditoria TributariaDocument40 pagesUnidad I Introduccion Auditoria TributariaFrancisco Fuentes GalvezNo ratings yet
- SENATI-CalidadDocument9 pagesSENATI-Calidadyody Madueño VillanuevaNo ratings yet
- Auditoria del efectivoDocument10 pagesAuditoria del efectivoNelly MejiaNo ratings yet
- Actualidad Empresarial PDFDocument3 pagesActualidad Empresarial PDFKaren Gonzales Ramirez100% (1)
- Apuntes Costos y PresupuestosDocument22 pagesApuntes Costos y PresupuestosRodrigo Andres Mendez Salgado100% (1)
- Lenovo IBM caso estudio estrategia genérica concentraciónDocument4 pagesLenovo IBM caso estudio estrategia genérica concentraciónRodiBekerMartelSantiagoNo ratings yet
- Preguntas para Verificación y Análisis Cap1Document7 pagesPreguntas para Verificación y Análisis Cap1Alexis SalasNo ratings yet
- Consumo en MexicoDocument17 pagesConsumo en MexicoEdimar VeigaNo ratings yet
- Informe Simulador Simdef Administración FinancieraDocument13 pagesInforme Simulador Simdef Administración FinancieraCristian Campos ArceNo ratings yet
- Costos Predeterminados PDFDocument10 pagesCostos Predeterminados PDFlodmpNo ratings yet
- Memoria Nuevo HorizonteDocument33 pagesMemoria Nuevo Horizonteelsolitario_17_8No ratings yet
- 2018Document321 pages2018Gloria Laura RiosNo ratings yet
- Tarifas IslrDocument1 pageTarifas IslrKarlaPinoNo ratings yet
- D. Romano Unidad 4Document5 pagesD. Romano Unidad 4oswaldo liraNo ratings yet
- Perú: Líder regional en producción minera de plata, zinc, estaño, plomo, oro, mercurio y cobreDocument26 pagesPerú: Líder regional en producción minera de plata, zinc, estaño, plomo, oro, mercurio y cobreMaykohol Enrique Escalante MoralesNo ratings yet
- Guia1 Sesion1 Guia de Estudio y Aprendizaje Cocina ChilenaDocument6 pagesGuia1 Sesion1 Guia de Estudio y Aprendizaje Cocina ChilenaPriscilla Saldias HinojosaNo ratings yet
- Los Elementos Del Mapa de La EmpatíaDocument7 pagesLos Elementos Del Mapa de La EmpatíaDario Eloy Ch.CNo ratings yet
- Area de Logistica (Restaurante)Document29 pagesArea de Logistica (Restaurante)Victor Kevin Av0% (2)
- Tema 2. Ventas PersonalesDocument9 pagesTema 2. Ventas PersonalesLorena OrtizNo ratings yet
- aaa1591d-399c-4e6c-bda2-4dd07091aec3Document1 pageaaa1591d-399c-4e6c-bda2-4dd07091aec3jema4802No ratings yet