You might also like
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichNo ratings yet
- Role of Chemistry in Power PlantDocument42 pagesRole of Chemistry in Power Plantsevero97100% (1)
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganNo ratings yet
- BFW Chemistry ControlDocument61 pagesBFW Chemistry ControlSteve WanNo ratings yet
- Condensate PolisherDocument20 pagesCondensate Polisherdipankar65No ratings yet
- Open Cooling System Guide ALP 25 July 2013 Final VerDocument42 pagesOpen Cooling System Guide ALP 25 July 2013 Final VerivanrhsNo ratings yet
- Formula Development - Cooling Water Treatment - ScrantonDocument12 pagesFormula Development - Cooling Water Treatment - ScrantonΔημήτρης ΝαλμπάντηςNo ratings yet
- 216Document16 pages216Mehdi NasiroleslamiNo ratings yet
- PPChem 2015 17 06 342-353 NewDocument12 pagesPPChem 2015 17 06 342-353 NewyogaNo ratings yet
- A. Banweg - Boiler and Feed Water TreatmentDocument19 pagesA. Banweg - Boiler and Feed Water TreatmentBeey Yolanda Fauza0% (1)
- Carbohydrazide Vs Hydrazine: A Comparative Study: September 2019Document17 pagesCarbohydrazide Vs Hydrazine: A Comparative Study: September 2019MohamedNo ratings yet
- Ppchem Free 9 2004 2Document0 pagesPpchem Free 9 2004 2rikumohanNo ratings yet
- Initial Treatment With Heat LoadDocument15 pagesInitial Treatment With Heat LoadSunny OoiNo ratings yet
- Cooling Water Treatment Introduction PDFDocument28 pagesCooling Water Treatment Introduction PDFHanik RufadaNo ratings yet
- Orthopolyphosphate Corrosion Inhibitors PDFDocument2 pagesOrthopolyphosphate Corrosion Inhibitors PDFmudassarhussainNo ratings yet
- CWT + BWTDocument59 pagesCWT + BWTAfan Miraj100% (1)
- Rodine 213 & 214-EnDocument3 pagesRodine 213 & 214-EnLouis MoralesNo ratings yet
- Chlorination of Cooling Water Systems PDFDocument4 pagesChlorination of Cooling Water Systems PDFhappale2002No ratings yet
- Real Time Boiler TreatmentDocument4 pagesReal Time Boiler TreatmentJustin GentryNo ratings yet
- STD Spec For Boiler Chemical CompoundDocument21 pagesSTD Spec For Boiler Chemical CompoundSunny Ooi100% (1)
- Nitrite Based Corrosion Inhibitor For Chilled WaterDocument2 pagesNitrite Based Corrosion Inhibitor For Chilled WaterChillerCNo ratings yet
- Nalco ACT: Boiler Water Operator Training NotesDocument4 pagesNalco ACT: Boiler Water Operator Training NotesSheikh Sahab100% (1)
- Welcome To: Cooling Water Treatment in Power Plants Recent Trends & Case StudyDocument17 pagesWelcome To: Cooling Water Treatment in Power Plants Recent Trends & Case StudyrpshvjuNo ratings yet
- Coal Additive PresentationDocument15 pagesCoal Additive PresentationNileshNo ratings yet
- Phosphate Hideout PDFDocument4 pagesPhosphate Hideout PDFUsama JawaidNo ratings yet
- RO Training Corrosion MaterialsDocument68 pagesRO Training Corrosion MaterialsCarmelo Pérez GolfNo ratings yet
- Cooling Water Product ListDocument3 pagesCooling Water Product ListBen WigginsNo ratings yet
- Evaluating Polymers and Phosphonates For Use As Inhibitors For Calcium, Phosphate and Iron in Steam BoilersDocument23 pagesEvaluating Polymers and Phosphonates For Use As Inhibitors For Calcium, Phosphate and Iron in Steam Boilersmnasiroleslami100% (3)
- KURITA - Boiler Preservation Methods (Part4) PDFDocument8 pagesKURITA - Boiler Preservation Methods (Part4) PDFIyan MulyanaNo ratings yet
- Feedwater TreatmentDocument5 pagesFeedwater TreatmentthanhhuyenNo ratings yet
- LoSalt Polyamine CustomerDocument21 pagesLoSalt Polyamine CustomerDavid Cruz ZamoraNo ratings yet
- Chloride RemovalDocument12 pagesChloride Removaldilshad kapoor100% (1)
- Determination of Oleyl Propylenediamine On The Surfaces of Water Steam Cycles PPChem May June 2017Document12 pagesDetermination of Oleyl Propylenediamine On The Surfaces of Water Steam Cycles PPChem May June 2017glenlcyNo ratings yet
- Water Chemistry PDFDocument8 pagesWater Chemistry PDFalamNo ratings yet
- 08 ACC Chemistry and Amines PDFDocument17 pages08 ACC Chemistry and Amines PDFLaszlo HiltNo ratings yet
- HRSG Water ChemistryDocument83 pagesHRSG Water ChemistrynivasssvNo ratings yet
- Cycle Chemistry CommissioningDocument11 pagesCycle Chemistry CommissioningKrishnan Mani100% (1)
- Lesson 3 Component Design, Operation, Materials, Operation Mode and Plant CycleDocument6 pagesLesson 3 Component Design, Operation, Materials, Operation Mode and Plant CyclethanhhuyenNo ratings yet
- Hydrogen DamageDocument6 pagesHydrogen DamageDemian PereiraNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- GE Water & Process Technology GS-11010Document16 pagesGE Water & Process Technology GS-11010tatonyNo ratings yet
- Water Treatment Chemicals ListDocument1 pageWater Treatment Chemicals ListPrashanth JeerNo ratings yet
- VGB-B 030 Desalination Contents FINALDocument11 pagesVGB-B 030 Desalination Contents FINALLydia NgNo ratings yet
- SUEZ WTS - Customer References - 09222019Document8 pagesSUEZ WTS - Customer References - 09222019Cornelius Toni KuswandiNo ratings yet
- Dow Guide Condensate PolishingDocument23 pagesDow Guide Condensate PolishingSayan Duangthong50% (2)
- Cation Conductivity Monitoring: A Reality CheckDocument7 pagesCation Conductivity Monitoring: A Reality CheckPhạm Nhật MinhNo ratings yet
- Journal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFDocument6 pagesJournal of Power Engineering and Power Equipment Ppchem-02-2008-5-Errata PDFmasgrahaNo ratings yet
- Innovative Offerings for Desalination PlantsDocument24 pagesInnovative Offerings for Desalination Plantscvolkan1No ratings yet
- Condensate PolisherDocument20 pagesCondensate PolisherthanhhuyenNo ratings yet
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Document286 pagesInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators (HRSGS) - TR-110051Mario100% (1)
- Best Practices in Boiler Water TreatmentDocument5 pagesBest Practices in Boiler Water Treatmenthiyt4amNo ratings yet
- Corrosion Control for Petrochemical ProcessesDocument78 pagesCorrosion Control for Petrochemical ProcessesShesharam ChouhanNo ratings yet
- Phosphinosuccinic Oligomer (PSO)Document3 pagesPhosphinosuccinic Oligomer (PSO)mirceablaga86No ratings yet
- Dow Industrial Water Treatment Scale Inhibitor and DispersantDocument19 pagesDow Industrial Water Treatment Scale Inhibitor and Dispersantdalton2004100% (2)
- Alkalinity Relationships in Water ChemistryDocument3 pagesAlkalinity Relationships in Water ChemistrytinuvalsapaulNo ratings yet
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDocument42 pagesRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonNo ratings yet
- Artigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Document10 pagesArtigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Mateus PinheiroNo ratings yet
- Cycle Water Chemistry by Sudhanshu DashDocument31 pagesCycle Water Chemistry by Sudhanshu DashSudhanshu Sekhar Dash100% (1)
- TUV Training Water Treatment - 2017Document11 pagesTUV Training Water Treatment - 2017RAJKUMARNo ratings yet
- Oisd STD 244 PDFDocument125 pagesOisd STD 244 PDFRajendran SrnNo ratings yet
- GCV CalculationDocument1 pageGCV CalculationRajendran SrnNo ratings yet
- Standard - Pipe - Supports (GDF SUEZ) PDFDocument63 pagesStandard - Pipe - Supports (GDF SUEZ) PDF이우견No ratings yet
- Super HeaterDocument5 pagesSuper HeaterSurya VankayalaNo ratings yet
- FS-C-0001 Site Orientation MapDocument1 pageFS-C-0001 Site Orientation MapRajendran SrnNo ratings yet
- BINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFDocument174 pagesBINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFRajendran SrnNo ratings yet
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Difference Between Impulse Vs ReactionTurbineDocument7 pagesDifference Between Impulse Vs ReactionTurbineRohan RustagiNo ratings yet
- L. Reverse Osmosis - 3DT For MembraneDocument31 pagesL. Reverse Osmosis - 3DT For MembraneRajendran SrnNo ratings yet
- GANZ Hydro Turbines GuideDocument12 pagesGANZ Hydro Turbines GuideRajendran SrnNo ratings yet
- JBC Common Boiler FormulasDocument12 pagesJBC Common Boiler Formulasnesrine10No ratings yet
- Enu - PT TJB Power Services - Cation (New) - Si000452 - 00571820Document4 pagesEnu - PT TJB Power Services - Cation (New) - Si000452 - 00571820Rajendran SrnNo ratings yet
- Indian Power Plants Performance AnalysisDocument4 pagesIndian Power Plants Performance AnalysisLeanmark MayahleNo ratings yet
- TurbinesDocument8 pagesTurbinesShivam MehtaNo ratings yet
- ENU - PT TJB POWER SERVICES - Cation Train #B - SI000451 - 00564100 PDFDocument4 pagesENU - PT TJB POWER SERVICES - Cation Train #B - SI000451 - 00564100 PDFRajendran SrnNo ratings yet
- E2. Boiler Tube Failure Part 2Document77 pagesE2. Boiler Tube Failure Part 2Rajendran Srn100% (5)
- L. Reverse Osmosis - 3DT For MembraneDocument31 pagesL. Reverse Osmosis - 3DT For MembraneRajendran SrnNo ratings yet
- M. Ion ExchangeDocument29 pagesM. Ion ExchangeRajendran SrnNo ratings yet
- Wind Energy: Types, Capacity Factors & Major InstallationsDocument11 pagesWind Energy: Types, Capacity Factors & Major InstallationsRajendran SrnNo ratings yet
- J. Nalco Next Generation Technology - EnVisionDocument52 pagesJ. Nalco Next Generation Technology - EnVisionRajendran SrnNo ratings yet
- H&I. Condenser Performance MonitoringDocument43 pagesH&I. Condenser Performance MonitoringRajendran SrnNo ratings yet
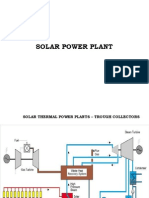
- Solar Power PlantDocument16 pagesSolar Power PlantRajendran Srn100% (2)
- Cogen Appl GeDocument24 pagesCogen Appl GeR Krishna KumarNo ratings yet
- Indonesia Customer Seminar Turbine-Generator FundamentalsDocument41 pagesIndonesia Customer Seminar Turbine-Generator FundamentalsRajendran SrnNo ratings yet
- E1. Boiler Tube Failure Part 1Document54 pagesE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- N. Dust Control PDFDocument27 pagesN. Dust Control PDFRajendran Srn50% (2)
- Refractory Dry Out Procedures SummaryDocument18 pagesRefractory Dry Out Procedures SummaryRajendran Srn100% (6)
- Geothermal Power PlantDocument8 pagesGeothermal Power PlantRajendran SrnNo ratings yet
- 9 BiomassDocument14 pages9 BiomassRajendran SrnNo ratings yet
- 11.electricity ActDocument9 pages11.electricity ActRajendran SrnNo ratings yet
- Resources Use Efficiency in Agriculture: Sandeep Kumar Ram Swaroop Meena Manoj Kumar Jhariya EditorsDocument762 pagesResources Use Efficiency in Agriculture: Sandeep Kumar Ram Swaroop Meena Manoj Kumar Jhariya EditorsMD Abdullah Al AsifNo ratings yet
- Biofertilizer PDFDocument11 pagesBiofertilizer PDFHectorSHNo ratings yet
- Mechanism of The Acid-Catalyzed Si-O Bond Cleavage in Siloxanes and Siloxanols. A Theoretical StudyDocument11 pagesMechanism of The Acid-Catalyzed Si-O Bond Cleavage in Siloxanes and Siloxanols. A Theoretical StudyJesha LibreaNo ratings yet
- 2707 Chemistry Paper With Solutions MorningDocument7 pages2707 Chemistry Paper With Solutions MorningSubham roushanNo ratings yet
- CBSE Test Paper - 9 (Chemistry)Document7 pagesCBSE Test Paper - 9 (Chemistry)Suva lalNo ratings yet
- 3G Metric A4 Overview PDFDocument8 pages3G Metric A4 Overview PDFDiadam SharmaNo ratings yet
- General Methods For Extraction Isolation and Identification of Herbal DrugsDocument48 pagesGeneral Methods For Extraction Isolation and Identification of Herbal DrugsKris Aimae MorgadoNo ratings yet
- Green Chemistry Letters and Reviews: A A A A A B ADocument8 pagesGreen Chemistry Letters and Reviews: A A A A A B Anuzhat ihsanNo ratings yet
- Levo Tablets USPDocument2 pagesLevo Tablets USPNikhil Sindhav100% (3)
- Ogene IntroDocument5 pagesOgene IntroogenesystemsNo ratings yet
- Process Analysis For Emission Control Withinthe Small Scale Coffee Roasting Industries in KenyaDocument9 pagesProcess Analysis For Emission Control Withinthe Small Scale Coffee Roasting Industries in KenyaAnonymous 6N7hofVNo ratings yet
- Broccoli or Sulforaphane Is It The Source or DoseDocument38 pagesBroccoli or Sulforaphane Is It The Source or DoseGiovanni Aleksey GuersonNo ratings yet
- Vaishali Randive, Et AlDocument8 pagesVaishali Randive, Et AlOENDRIL DASNo ratings yet
- Acetic Acid Analar 64-19-7 MsdsDocument8 pagesAcetic Acid Analar 64-19-7 MsdsAnonymous S3wsIptcONo ratings yet
- Enzyme and High Pressure Assisted Extraction of Carotenoids From Tomato Waste PDFDocument7 pagesEnzyme and High Pressure Assisted Extraction of Carotenoids From Tomato Waste PDFvaminosNo ratings yet
- Catalysts: Pyrolysis of Polyethylene Terephthalate Over Carbon-Supported PD CatalystDocument12 pagesCatalysts: Pyrolysis of Polyethylene Terephthalate Over Carbon-Supported PD CatalystAriefNo ratings yet
- Kinetics of Radical PolymerizationDocument75 pagesKinetics of Radical Polymerizationania20011No ratings yet
- Total Synthesis of the Daphniphyllum Alkaloids MeetingDocument15 pagesTotal Synthesis of the Daphniphyllum Alkaloids MeetingSơn Nguyễn KimNo ratings yet
- Polymer: Hewa Othman Ghareeb, Wolfgang RadkeDocument7 pagesPolymer: Hewa Othman Ghareeb, Wolfgang RadkeUjak KimiaNo ratings yet
- Alsan Trafik HP 500 Zero: Parking DeckDocument3 pagesAlsan Trafik HP 500 Zero: Parking DeckFatima PrezaNo ratings yet
- AOCS Ca 5a-40Document2 pagesAOCS Ca 5a-40Bimmo Dwi Hartono100% (15)
- LANXESS FF Aroma Ingredients - Update 2023-10SDocument2 pagesLANXESS FF Aroma Ingredients - Update 2023-10ScNo ratings yet
- O'Level Organic Chemistry Brief NotesDocument5 pagesO'Level Organic Chemistry Brief NotesHassan Daud Khalid100% (2)
- Non-Asbestos Gasketing Material: Compressed Fibre Jointing SheetsDocument4 pagesNon-Asbestos Gasketing Material: Compressed Fibre Jointing SheetsdangomezvNo ratings yet
- Thermoplastic Materials Properties Manufacturing Methods and Applications by Christopher C. IbehDocument4 pagesThermoplastic Materials Properties Manufacturing Methods and Applications by Christopher C. IbehnebouyNo ratings yet
- JEFFAMINE® M-2070 PolyetheramineDocument2 pagesJEFFAMINE® M-2070 Polyetheraminentr_mnNo ratings yet
- Clay Water SystemDocument6 pagesClay Water SystemAnil RawatNo ratings yet
- Membrane PhysiologyDocument223 pagesMembrane PhysiologyteklayNo ratings yet
- 2020-Eco Efficient Separation of Mono and Dichloroacetic Acid by Thermally Coupled Extractive DistillationDocument16 pages2020-Eco Efficient Separation of Mono and Dichloroacetic Acid by Thermally Coupled Extractive DistillationChantelleNo ratings yet
- Compendium MA Complet en 0Document1,679 pagesCompendium MA Complet en 0Carolina Torres C.No ratings yet