You might also like
- Effect of Alkaline Treatment On Water Absorption of Single Cellulosic Abaca FiberDocument10 pagesEffect of Alkaline Treatment On Water Absorption of Single Cellulosic Abaca FiberMatnSambuNo ratings yet
- Completing The Risk Analysis PuzzleDocument32 pagesCompleting The Risk Analysis PuzzleMatnSambuNo ratings yet
- Acoustic Behaviour of Hollow Concrete Blocks Doped With Different Waste Materials - A Review PDFDocument4 pagesAcoustic Behaviour of Hollow Concrete Blocks Doped With Different Waste Materials - A Review PDFMatnSambuNo ratings yet
- Natural Frequencies and Mode ShapesDocument9 pagesNatural Frequencies and Mode ShapesMatnSambuNo ratings yet
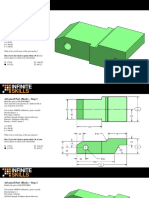
- Advanced PartDocument6 pagesAdvanced PartMatnSambu100% (1)
- Absorption Coefficients of Rockwool SlabDocument2 pagesAbsorption Coefficients of Rockwool SlabRonald DilapadiciousnessastyaciousNo ratings yet
- A Review On The Potential of Natural Fibre For Sound Absorption Application - Yahya2017 PDFDocument10 pagesA Review On The Potential of Natural Fibre For Sound Absorption Application - Yahya2017 PDFMatnSambuNo ratings yet
- Planning Policy Guidance Note 24Document40 pagesPlanning Policy Guidance Note 24Muralidharan ShanmugamNo ratings yet
- Hardness DifferentDocument14 pagesHardness DifferentMatnSambuNo ratings yet
- Mathematical Model of Four-Stroke Combustion Engine Working ProcessDocument10 pagesMathematical Model of Four-Stroke Combustion Engine Working ProcessMatnSambuNo ratings yet
- Source Publication List For Web of Science: Science Citation Index ExpandedDocument143 pagesSource Publication List For Web of Science: Science Citation Index ExpandedGarima GuptaNo ratings yet
- Corrosion Testing of Welds - Review Methods - Pettersson2007Document28 pagesCorrosion Testing of Welds - Review Methods - Pettersson2007MatnSambuNo ratings yet
- 2017 - Redang Pelan2017Document3 pages2017 - Redang Pelan2017MatnSambuNo ratings yet
- Smacna - Duct.1995 BookDocument308 pagesSmacna - Duct.1995 BookJason RogersNo ratings yet
- Chapter5internalcombustionengine 150613191033 Lva1 App6891Document53 pagesChapter5internalcombustionengine 150613191033 Lva1 App6891MatnSambuNo ratings yet
- Diploma Engineering - SEMESTER-IVDocument1 pageDiploma Engineering - SEMESTER-IVMatnSambuNo ratings yet
- Fan Noise Prediction GuideDocument5 pagesFan Noise Prediction Guideiso026No ratings yet
- Fan Noise Prediction GuideDocument5 pagesFan Noise Prediction Guideiso026No ratings yet
- EchoLife HG8240& HG8245& HG8247 GPON Terminal Service Manual - (V100R002C00& C01 - 04)Document358 pagesEchoLife HG8240& HG8245& HG8247 GPON Terminal Service Manual - (V100R002C00& C01 - 04)iggymaxNo ratings yet
- ID-SEO-Engineering-InternshipDocument2 pagesID-SEO-Engineering-InternshipMatnSambuNo ratings yet
- Evaluation of Energy Savings PotentiaDocument9 pagesEvaluation of Energy Savings PotentiaMatnSambuNo ratings yet
- Enginering Technologist BEMDocument5 pagesEnginering Technologist BEMMatnSambuNo ratings yet
- Philosophy of Sport and Physical EducationDocument11 pagesPhilosophy of Sport and Physical EducationMatnSambuNo ratings yet
- Instrumentation and Process Control (ChE 323)Document8 pagesInstrumentation and Process Control (ChE 323)MatnSambuNo ratings yet
- Overview of An Engineering DrawingDocument80 pagesOverview of An Engineering DrawingMatnSambuNo ratings yet
- ScheduleICME2015 V7Document15 pagesScheduleICME2015 V7MatnSambuNo ratings yet
- EchoLife HG8240& HG8245& HG8247 GPON Terminal Service Manual - (V100R002C00& C01 - 04)Document358 pagesEchoLife HG8240& HG8245& HG8247 GPON Terminal Service Manual - (V100R002C00& C01 - 04)iggymaxNo ratings yet
- 2001 WertDocument66 pages2001 WertMatnSambuNo ratings yet
- Tutorial 1 For Material SCDocument2 pagesTutorial 1 For Material SCMatnSambuNo ratings yet
- Natural Fibre Composites and Its Potential As BLDG MaterialDocument6 pagesNatural Fibre Composites and Its Potential As BLDG Materialarunvenkat76No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Research Proposal of SheepDocument37 pagesResearch Proposal of SheepDabalo Garama67% (3)
- BSBCRT511 Project Portfolio - Revised - Answers IncludedDocument26 pagesBSBCRT511 Project Portfolio - Revised - Answers IncludedShivanee JhaumalNo ratings yet
- Harvard Referencing ManualDocument31 pagesHarvard Referencing ManualАлина ЛовицкаяNo ratings yet
- NPPD Sri LankaDocument15 pagesNPPD Sri LankaasdasdNo ratings yet
- WHLP G9 ESolomon Nov 23-27Document4 pagesWHLP G9 ESolomon Nov 23-27Ericha SolomonNo ratings yet
- Regulation of AlternatorDocument6 pagesRegulation of Alternatorkudupudinagesh100% (1)
- Checklist of Bats From Iraq-Mammalian Biology 2020Document14 pagesChecklist of Bats From Iraq-Mammalian Biology 2020Adil DalafNo ratings yet
- Unit 30 WorkDocument2 pagesUnit 30 WorkThanh HàNo ratings yet
- Grade-3-DLL MATHEMATICS-3 Q1 W4Document3 pagesGrade-3-DLL MATHEMATICS-3 Q1 W4Jonathan Corveau IgayaNo ratings yet
- Hybrid Electric Bike ResearchDocument31 pagesHybrid Electric Bike Researchmerlinson1100% (5)
- Murat Kenedy: Bu Içerik Tarafından HazırlanmıştırDocument2 pagesMurat Kenedy: Bu Içerik Tarafından HazırlanmıştırChatorg. orgNo ratings yet
- Chapter 6 THE SECOND LAW OF THERMODYNAMICS5704685Document29 pagesChapter 6 THE SECOND LAW OF THERMODYNAMICS5704685bensonNo ratings yet
- Ausa 300-RH - en Parts ManualDocument93 pagesAusa 300-RH - en Parts ManualandrewhNo ratings yet
- Audit ComplianceDocument1 pageAudit ComplianceAbhijit JanaNo ratings yet
- Elliptical Head Design ToolDocument1 pageElliptical Head Design ToolssierroNo ratings yet
- A. Soriano Corporation 2009 Annual Stockholders Meeting Notice and AgendaDocument47 pagesA. Soriano Corporation 2009 Annual Stockholders Meeting Notice and AgendaGabriel uyNo ratings yet
- Gases and Gas LawDocument5 pagesGases and Gas LawMaria mercedesNo ratings yet
- Speedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalDocument2 pagesSpeedface-V5L (Ti) : Face & Palm Verification and Thermal Imaging Temperature Detection TerminalardiNo ratings yet
- Assumptions of Indifference CurveDocument12 pagesAssumptions of Indifference CurveAbhishek RavalNo ratings yet
- Eco 201Document23 pagesEco 201Tâm TítNo ratings yet
- Evolution of Telecommunications GenerationsDocument45 pagesEvolution of Telecommunications GenerationsSai RamNo ratings yet
- Hydro Cyclone: Centripetal Force Fluid ResistanceDocument10 pagesHydro Cyclone: Centripetal Force Fluid ResistanceMaxwell ToffahNo ratings yet
- Phil of DepressDocument11 pagesPhil of DepressPriyo DjatmikoNo ratings yet
- Plagiarized Bio-Nanoelectronics in "Journal of The American Chemical Society"Document7 pagesPlagiarized Bio-Nanoelectronics in "Journal of The American Chemical Society"Rostyslav SKLYAR, Dr. (Eng)No ratings yet
- Article 680 Swimming Pools, Spas, Hot Tubs, Fountains, and Similar InstallationsDocument13 pagesArticle 680 Swimming Pools, Spas, Hot Tubs, Fountains, and Similar InstallationsDocente 361 UMECITNo ratings yet
- 26th IEEEP All Pakistan Students' SeminarDocument3 pages26th IEEEP All Pakistan Students' Seminarpakipower89No ratings yet
- Muhammad Ajmal: Electrical EngineerDocument1 pageMuhammad Ajmal: Electrical EngineerMuhammad AbrarNo ratings yet
- Embraer ePerf Tablet App Calculates Takeoff & Landing Performance OfflineDocument8 pagesEmbraer ePerf Tablet App Calculates Takeoff & Landing Performance OfflinewilmerNo ratings yet
- Concept MappingDocument8 pagesConcept MappingRashid LatiefNo ratings yet
- VnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíDocument7 pagesVnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíStranger NonameNo ratings yet