Professional Documents
Culture Documents
Instrukcja Summacut
Uploaded by
darcopoloOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Instrukcja Summacut
Uploaded by
darcopoloCopyright:
Available Formats
Plotery SummaCutTM instrukcja obsugi
INSTRUKCJA OBSUGI PLOTERW TNCYCH SUMMACUTTM
D60, D60 SE
D60 FX, D60 FX SE
D120, D120 SE
D140 SE
D160 SE
oraz najnowszej serii Pharos
d 01.01.2010
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Spis treci
1. Monta
- Wypakowanie podstawy i plotera
- Monta podstawy
- czenie podstawy z ploterem
2. Elementy plotera SummaCut
- Widok plotera z przodu
- Widok plotera z tyu
3. Podczenie plotera
- Uziemienie
- Napicie
- Wczanie zasilania w ploterze
- Poczenie plotera z komputerem
- Komunikacja plotera SummaCut przez port USB z komputerem PC
- Komunikacja plotera SummaCut przez port USB z komputerem MAC
- Komunikacja przez port RS 232
4. Praca z mediami
- Pozycjonowanie rolek dociskowych
- Ustawianie docisku rodkowych rolek dociskowych
- adowanie mediw
- Procedura adowania mediw przez ploter
5. Instalacja narzdzi
- Usunicie noa wleczonego
- Instalacja noa wleczonego
- Ustawienie nacisku noa
- Instalacja pisaka
- Instalacja dziurkacza
6. Panel sterowania
7. Tryb ONLINE i Pauza
8. Ustawienia parametrw narzdzi
- Wybr narzdzia
- Zmiana nacisku narzdzia
- Zmiana przesunicia (offset) noa wleczonego
- Ustawienie prdkoci cicia
- Szybka zmiana konfiguracji
9. Kalibracja dugoci
10. OPOS (Optyczny System Pozycjonowania)
- Podstawowe czynnoci przy wsppracy z systemem OPOS
- Kalibracja OPOS
- Kalibracja folii (OPOS)
- Szczegowe czynnoci przy wsppracy z systemem OPOS
- Przygotowanie grafiki z markerami
- Wydrukowanie grafiki
- Zaadowanie wydrukowanej grafiki do plotera
- Ustawienie waciwych parametrw dla systemu OPOS
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
- Rejestracja markerw
- Wycicie grafiki
- Automatyzowanie zada w pracy z systemem OPOS
- Wycinanie wielu kopii tego samego projektu na mediach z rolki
- Wycinanie wielu kopii tego samego projektu na mediach w arkuszach
11. Parametry plotera
- Prdko
- TurboCut
- Nacisk pisaka
- Nacisk noa
- Offset noa
- Nacisk dziurkacza
- Odstp dziurk.
- Konfig. Uyt.
- Resetowanie
- Cicie ponowne
- adowanie
- adowanie w/g
- Konfig. Systemu
- Test Confidence
- Test DIN
- Narzdzie
- Typ cicia Flex
- Panelowanie
- Nacicie
- Opticut
- Emulacja
- Klasa USB
- Transmisja
- Parzysto
- RTS/DTS
- Test RS232
- Tryb dopasowania
- adowanie automatyczne
- Jzyk
- Domylne menu
- Jednostki
- Wersja ROM
- Czujnik folii
- Ustawienie czujnika
- Kalibracja X/Y
- Kalibracja cewki
- Kalibruj foli
- Kalibruj OPOS
- Ustawienia OPOS
- Czujnik OPOS
12. Konserwacja i czyszczenie
- Czyszczenie elementw systemu prowadzenia mediw
- Czyszczenie czujnikw mediw
- Czyszczenie listwy prowadzcej gowic
- Czyszczenie czujnika systemu OPOS
- Wymiana bezpiecznika
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
13. Zasady pracy z ploterami Summa
14. Specyfikacja
- Wymiary
- Media
- Akcesoria
- Komunikacja
- Jzyk komunikacji
- Parametry pracy z foli
- Certyfikaty
- rodowisko pracy
- Zasilanie
- Rejestracja plotera
15. Kontakt
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Gratulujemy wyboru plotera tncego SummaCut!
Plotery tnce SummaCut zostay zaprojektowane dla klientw, ktrzy wymagaj
maksymalnej jakoci cicia dla rnego rodzaju materiaw przy jednoczesnym maksymalizowaniu
wydajnoci pracy.
Stosujc rnego rodzaju media mona pracowa w trybie cicia lub w trybie cicia Flex. Do
wyboru jest te rodzaj i konfiguracja narzdzi, jakimi uytkownik moe obrabia wybrany materia.
Ploter pozwala na cicie, dziurkowanie i rysowanie. Wbudowany system OPOS pomaga wyci
szybko i precyzyjnie nawet tysice drobnych elementw wydrukowanych wczeniej na ploterze
drukujcym. Dziki temu urzdzenia te znajduj rne zastosowania w codziennych pracach rynku
reklamy, produkcji odziey, projektowania i wielu, wielu innych.
W zawartych poniej materiaach znajdziecie Pastwo informacje jak zainstalowa i
obsugiwa urzdzenia serii SummaCut.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
1. MONTA
Jeeli ploter zosta zakupiony bez podstawy naley ostronie wyj go z pudeka i ustawi na
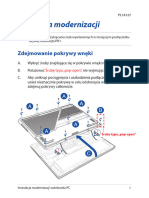
paskiej i stabilnej paszczynie np. na blacie stou lub biurka w pozycji pokazanej na rynku poniej.
Cz oznaczona numerem 1 powinna znajdowa si zawsze poza krawdzi paszczyzny, na
ktrej zosta umieszczony ploter.
UWAGA!!!
Ploter w tylnej czci posiada specjaln prowadnic, za ktr nie wolno apa podczas
przenoszenia czy przemieszczania plotera. Uszkodzenie tej prowadnicy spowoduje wadliw prac
plotera.
UWAGA!!!
Przed wypakowaniem plotera i podstawy z pudeka naley zagwarantowa sobie odpowiedni
ilo miejsca do montau podstawy i pniejszego poczenia jej z ploterem.
UWAGA!!!
W celach bezpieczestwa zaleca si, aby monta plotera z podstaw wykonyway dwie osoby.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
WYPAKOWANIE PODSTAWY I PLOTERA
Usu niebieskie tamy zabezpieczajce pudeko. Ploter jest zapakowany w folii. W zalenoci od
modelu elementy podstawy znajduj si bd w osobnym pudeku bd w pudeku z ploterem1. W
umieszczonym na dnie puda maym, dodatkowym pudeku znajduj si akcesoria do plotera.
Zaleca si, aby po otworzeniu pudeka sprawdzi czy wszystkie te elementy znajduj si w rodku.
MONTA PODSTAWY
W zalenoci od podstawy, jaka zostaa zakupiona z ploterem pudeko, w ktrym znajduj si
czci do podstawy powinno zawiera:
1.
2.
3.
4.
2 wsporniki boczne
2 podstawy do wspornikw bocznych
poziom listw wzmacniajc
torebk z 4 kkami, rubkami i pozostaymi akcesoriami do montau podstawy i plotera
w przypadku podstawy z koszem dodatkowo:
5.
6.
zestaw rurek stanowicych szkielet kosza na media
materia tworzcy z zestawem rurek kosz na media
Podstaw naley skrci w nastpujcy sposb:
1. wsporniki boczne skrci rubami z podstawami do wspornikw
2. uzyskane w ten sposb elementy poczy ze sob poziom listw wzmacniajc
3. obrci skrcon podstaw I przykrcic do niej kka
4. ponownie obrci podstaw i zablokowa kka przygotowujc tym samy podstaw do
poczenia z ploterem
CZENIE PODSTAWY Z PLOTEREM
Naley wyj ploter z pudeka, naoy go na podstaw i z obu stron poczy ploter z
podstaw za pomoc rub. ruby naley dokrci do koca. W przypadku podstawy z
koszem po skrceniu plotera z podstaw mona zaoy szkielet z rurek wraz z
materiaem na podstaw.
Do ploterw SummaCut D60/D60SE/D60FX/D60FXSE podstawa dostarczana jest w osobnym pudeku.
Wysze modele s pakowane wraz podstaw do jednego pudeka.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
2. ELEMENTY PLOTERA SUMMACUT
WIDOK PLOTERA Z PRZODU
1. Dwignia docisku rolek: Dwignia docisku rolek pozwala na opuszczanie lub podnoszenie
rolek dociskowych.
2. Waki pod rolkami dociskowymi: Waki pod rolkami dociskowymi pracuj tylko wtedy, gdy
opuszczone s rolki dociskowe. Ponisza tabela przedstawia ilo wakw dla poszczeglnych
modeli ploterw SummaCutTM.
D60 (SE)
D60 FX (SE)
D120 (SE)
D140 SE
Krtki waek
Dugi waek
Razem
D160 SE
UWAGA!!!
W powyszej tabeli wiersz Razem oznacza ilo wszystkich wakw a tym samym ilo rolek
dociskowych, ktre mog by zamontowane w ploterze. Jeeli bdziecie Pastwo pracowa z
materiaami wymagajcymi wikszej precyzji prowadzenia mona zainstalowa dodatkowe rolki
dociskowe.
3. Gowica: Gowica jest elementem, w ktrym montuje si narzdzia do cicia, rysowania i
dziurkowania. W przypadku modelu z symbolem SE posiada te wbudowany czujnik OPOS.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
4. Panel sterowania: Na panelu sterowania znajduje si 8 przyciskw za pomoc, ktrych
uytkownik moe konfigurowa prac plotera.
5. Wywietlacz: 16-sto znakowy wywietlacz informujcy o aktualnym stanie pracy urzdzenia
bd pokazujcy komunikat o dziaaniu, jakie naley wykona w danym momencie.
6. Czujnik: Wczony czujnik pozwala wykry koniec materiau a tym samym zapobiec
uszkodzeniu noa i tamy ochronnej.
7. Rolki dociskowe: Rolki dociskowe przytrzymuj media zaadowane do plotera gwarantujc tym
samym dokadne prowadzenie mediw podczas pracy. Model D120 posiada 1 dodatkow rolk
rodkow, a model D140 posiada 2 dodatkowe rolki dociskowe rodkowe, ktre pozwalaj na
precyzyjne prowadzenie szerokich mediw zarwno po bokach jak i po rodku. Zewntrzne
rolki dociskowe posiadaj regulacj docisku natomiast rodkowe rolki dociskowe mona
wczy lub wyczy.
UWAGA!!!
Zaleca si, aby rolki dociskowe byy opuszczone tylko podczas pracy urzdzenia. Jeeli ploter nie
pracuje lub jest wyczony rolki dociskowe powinny by podniesione do gry.
8. Tma ochronna cicia: Pomaraczowy element plotera. Chroni kocwk noa przed
uszkodzeniami podczas cicia materiaw np. na wylot.
9. Podziaka przd: Podziaka umieszczona z przodu i z tyu plotera pozwala na atwiejsze
wyrwnanie materiau adowanego do plotera. Wykorzystanie podziaek pozwoli na prawidowe
wycinanie nawet bardzo dugich projektw.
10. Prowadnica materiau: Jest to element plotera zapobiegajcy blokowaniu si le
skrconego materiau podczas cicia. W przypadku montau plotera bez podstawy naley
zwrci szczegln uwag na to, aby prowadnica materiau znajdowaa si poza krawdzi
paszczyzny, na ktrej zosta umieszczony ploter.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
WIDOK PLOTERA Z TYU
1. Port USB
2. Port COM
3. Wcznik zasilania: Pozycja I oznacza wczenie urzdzenia. Pozycja O oznacza
wyczenie urzdzenia.
4. Gniazdo dla kabla zasilajcego
5. Bezpiecznik: Bezpiecznik umieszczony jest z prawej strony zasilania. W dalszej czci
instrukcji podane jest, jakiego rodzaju bezpieczniki powinny by uywane w ploterach
SummaCut.
UWAGA!!!
Zaleca si stosowanie tego samego typu bezpiecznikw. Stosowanie innego rodzaju
bezpiecznikw moe powodowa brak zabezpieczenia a tym samym wystpienie zagroenia np.
poarem.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
6. Prowadnice dla konierzy do rolki: Prowadnice mona przesuwa rcznie w wybrane
miejsce. Po poczeniu rolki z konierzami mona umieci je w prowadnicach, co znacznie
usprawnia prowadzenie rolki podczas pracy plotera.
7. Konierze do rolek z materiaem
8. Prowadnice dla rolek: Mona na nich bezporednio zainstalowa rolk z mediami.
9. Podziaka ty: Podziaka umieszczona z przodu i z tyu plotera pozwala na atwiejsze
wyrwnanie materiau adowanego do plotera. Wykorzystanie podziaek pozwoli na prawidowe
wycinanie nawet bardzo dugich projektw.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
3. PODCZENIE PLOTERA
UZIEMIENIE
UWAGA!!!
Ploter tncy musi by uywany jedynie z gniazdem zasilania, ktre jest poprawnie uziemione.
Upewnij si, e urzdzenie jest podczone do gniazdka z uziemieniem. Uycie gniazdka bez
uziemienia naraa operatora na ryzyko poraenia elektrycznego i moe take prowadzi do zego
funkcjonowania plotera tncego.
NAPICIE
UWAGA!!!
Przed wymian bezpiecznika upewnij si, e ploter jest cakowicie odcity od zasilania.
UWAGA!!!
Zaleca si stosowanie tego samego typu bezpiecznikw. Stosowanie innego rodzaju
bezpiecznikw moe powodowa brak zabezpieczenia a tym samym wystpienie zagroenia np.
poarem.
Bezpiecznik typu: T2.0A, 250V SCHURTER SPT. Modu zasilania urzdzenia automatycznie
rozpoznaje napicie i przecza si w tryb 110V lub 230V.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
WCZANIE ZASILANIA W PLOTERZE
UWAGA!!!
Podczas podczania urzdzenia do gniazdka wcznik zasilania powinien znajdowa si w pozycji
O.
UWAGA!!!
Po wczeniu urzdzenia do zasilania naley zwrci uwag na rodki ostronoci podczas
adowania mediw do plotera szczeglnie w obrbie obszaru cicia.
1. Pocz kablem zasilania ploter z gniazdem zasilania w cianie lub z listw zasilajc.
2. Wcz ploter wciskajc wcznik zasilania w pozycji I.
3. Po wczeniu zasilania panel sterowania jest aktywny i w zalenoci od tego czy media s
zaadowane czy nie na wywietlaczu widoczna jest odpowiednia informacja o aktualnym stanie
plotera.
UWAGA!!!
Przy pierwszym uruchomieniu plotera domylnie ustawionym jzykiem obsugi jest jzyk angielski.
W dalszej czci instrukcji zostanie wyjanione jak zmieni ten parametr, aby ploter by
obsugiwany w jzyku polskim.
POCZENIE PLOTERA Z KOMPUTEREM
Plotery SummaCut komunikuj si z komputerem przez dwukierunkowy port USB i RS-232. W
przypadku, gdy ploter poczony jest przez oba porty, w tym samym czasie, komunikacja
nastpuje przez port, przez ktry jako pierwszy zostan wysane dane z komputera. Po
zresetowaniu plotera ponownie nastpuje automatyczne rozpoznanie portu, przez ktry przesyane
s dane.
KOMUNIKACJA PLOTERA SUMMACUT PRZEZ PORT USB Z KOMPUTEREM PC
Kabel USB powinien mie maksymalnie 5 metrw dugoci.
1.
2.
3.
4.
Wycz ploter.
W pyt instalacyjn do odtwarzacza CD/DVD.
Pocz ploter z komputerem za pomoc kabla USB.
Wcz ploter. Komputer automatycznie rozpozna nowe urzdzenie USB i wywietli komunikat z
informacj o nowym urzdzeniu i koniecznoci instalacji do niego sterownika.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
5. Podczas procesu instalacji naley wskaza pyt CD jako nonik zawierajcy plik z informacj o
sterowniku do urzdzenia.
6. Po zakoczeniu instalacji mona wyj pyt CD z odtwarzacza.
KOMUNIKACJA PLOTERA SUMMACUT PRZEZ PORT USB Z KOMPUTEREM MAC
Mac OS 8.5 do OS 9.2
1.
2.
3.
4.
Wycz ploter.
W pyt instalacyjn do odtwarzacza CD/DVD.
Pocz ploter z komputerem za pomoc kabla USB.
Wcz ploter. Komputer automatycznie rozpozna nowe urzdzenie USB i wywietli komunikat z
informacj o nowym urzdzeniu i koniecznoci instalacji do niego sterownika.
5. Podczas procesu instalacji naley wskaza pyt CD jako nonik zawierajcy plik z informacj o
sterowniku do urzdzenia.
6. Po zakoczeniu instalacji mona wyj pyt CD z odtwarzacza.
Mac OSX
Wikszo programw do cicia nie wymaga instalowania sterownika w momencie, gdy nastpi
poczenie komputera z ploterem. Sterowniki s ju wbudowane w oprogramowanie do cicia.
KOMUNIKACJA PRZEZ PORT RS-232
Kabel RS-232 powinien mie maksymalnie 5 metrw dugoci. Ponisza tabela pokazuje
parametry portu RS-232, ktre mona zmieni rcznie w Menederze urzdze.
Liczba bitw na
sekund
Bity danych
9600
8
Parzysto
none
Bity stopu
Sterowanie
przepywem
Sprztowe lub
XON / XOFF
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
4. PRACA Z MEDIAMI
Ploter pracuje z mediami w arkuszach i w rolkach.
POZYCJONOWANIE ROLEK DOCISKOWYCH
Prawidowe prowadzenie mediw moliwe jest tylko w przypadku, gdy zewntrzne rolki ustawione
s poprawnie nad wakami i z tym samym dociskiem.
Rolki dociskowe s opuszczane i podnoszone za pomoc dwigni docisku rolek. Po zaadowaniu
mediw rolki dociskowe mona przesuwa w lewo lub w prawo dostosowujc ich rozstawienie do
szerokoci zaadowanego materiau.
UWAGA!!!
Podczas przesuwania w lewo lub w prawo rolki dociskowe musz by cakowicie podniesione do
gry. Rolki naley przesuwa z przodu.
Rolka lub rolki nad szerokim wakiem 2 mog znajdowa si w dowolnej pozycji. Natomiast
wszystkie inne rolki musz znajdowa si pod biaymi strzakami. Przesunicie rolki w prawidowe
pooenie jest sygnalizowane zatrzaskiem (nastpuje zblokowanie uchwytu rolki dociskowej).
UWAGA!!!
Zaleca si, aby rolki dociskowe byy opuszczone tylko podczas pracy urzdzenia. Jeeli ploter nie
pracuje lub jest wyczony rolki dociskowe powinny by podniesione do gry.
USTAWIANIE DOCISKU RODKOWYCH ROLEK DOCISKOWYCH
Modele D120, D120 SE oraz D140 SE wyposaone s w dodatkowe rolki dociskowe. Rolki te
mog by opuszczone lub podniesione. Decyduje o tym uytkownik wykonujc regulacj pooenia
rolki pokrtem umieszczonym z tyu rolki dociskowej.
Modele D60 FX i D60 FX SE nie posiadaj szerokiego waka.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
ADOWANIE MEDIW
1. Opu dwigni docisku rolek taka by rolki znajdoway si w grnej pozycji.
2. Poluzuj pokrta na konierzach do prowadzenia rolki. Pozwoli to na umieszczenie konierza w
rolce. Ilustracje poniej pokazuj zblokowany konierz (1) i konierz poluzowany (2).
3. Umie konierze w rolce. Dokr pokrta blokujc konierze w rolce.
4. Umie konierze z rolk w prowadnicach. Pooenie prowadnic moesz skorygowa wzgldem
rozstawu konierzy przesuwajc je rcznie w lewo lub w prawo.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
W przypadku, gdy rolka nie jest zaoona w ploterze z konierzami mog pojawi si problem z
prowadzeniem materiau podczas cicia. Naley wtedy rolk zblokowa samymi prowadnicami.
5. Media naley wkada do plotera od tyu tak, aby znalazy si midzy rolkami dociskowymi i
wakami. Pozycjonowanie powinno odbywa si wzgldem lewego brzegu umieszczajc media
nad krtkim wakiem. Prawy brzeg mediw powinien by umieszczony nad szerokim wakiem.
Pozwoli to na prawidowe zaadowanie i prowadzenie mediw. Nastpnie naley w
odpowiednich miejscach nad zaadowanym materiaem umieci rolki dociskowe. Rolki
dociskowe powinny by umieszczone w odlegoci 3-15 mm (0,1-0,6) od brzegu folii. Materia
powinien zakrywa czujnik mediw3.
UWAGA!!!
W przypadku, gdy uytkownik chce wykorzysta wskie kawaki materiau (okoo 11 cm) w modelu D60 FX
i D60 FX SE moe je umieci midzy dwoma ostatnimi wakami wyczajc czujnik w menu plotera lub
zasaniajc go tymczasowo kawakiem folii.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
W przypadku modelu D60 FX i D60 FX SE pozycjonowanie mediw odbywa si jednoczenie
wzgldem lewei i prawej strony. W modelach tych nie ma moliwoci pynnej regulacji szerokoci
pracy plotera ze wzgldu na brak szerokiego waka.
6. Naley upewni si, e materia jest podawany z rolki bez adnych przeszkd.
UWAGA!!!
Po wczeniu urzdzenia do zasilania naley zwrci uwag na rodki ostronoci podczas
adowania mediw do plotera szczeglnie w obrbie obszaru cicia. Naley rce, wosy, ubranie i
biuteri i trzyma z dala od czci ruchomych.
7. adujc media do plotera mona je dodatkowo wypozycjonowa wzgldem przedniej i tylnej
podziaki. Ma to szczeglnie due znaczenie w przypadku pracy z dugimi projektami.
8. Podnie dwigni docisku do gry. Rolki dociskowe zostan opuszczone. Gowica sprawdzi
wtedy pooenie rolek i szeroko zaadowanego materiau.
UWAGA!!!
Nie zaleca si rcznego odwijania materiau z rolki. Ploter automatycznie rozwija materia z rolki.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
9. Procedura adowania materiaw w rolce i arkuszy jest taka sama.
10. Po prawidowym zaadowaniu mediw ploter jest gotowy do dalszej pracy. Na wywietlaczu
pojawi si poniszy komunikat.
PROCEDURA ADOWANIA MEDIW PRZEZ PLOTER
UWAGA!!!
Nie wolno umieszcza z przodu i z tyu plotera rzeczy, ktre uniemoliwiayby prac urzdzenia.
Naley upewni si, e media s pynnie przesuwane do przodu i do tyu. Podczas adowania
mediw i pracy plotera naley uwaa na rce, wosy, ubranie i biuteri i trzyma je z dala od
czci ruchomych.
W momencie, gdy ploter jest wczony, media s zaadowane a rolki dociskowe opuszczone
rozpoczyna si automatyczna procedura adowania mediw przez ploter.
Minimalna procedura adowania obejmuje:
1. zmierzenie przez gowic szerokoci zaadowanego materiau
2. przewinicie materiau na dugoci odpowiadajcej zmierzonej szerokoci midzy zewntrznymi
rolkami
3. przejechanie gowicy pod ktem 45o przez zmierzony wczeniej kwadrat.
Po wykonaniu tej procedury ploter jest gotowy do wsppracy z komputerem. Po odebraniu
projektu do cicia z komputera ploter automatycznie rozwija wymagan dugo mediw z rolki.
Odbywa si to w kilku przejciach a dugo pojedynczych krokw odwijania jest rwna szerokoci
zmierzonego materiau4.
UWAGA!!!
Prawidowe prowadzenie mediw w przypadku dugich projektw jest gwarantowane tylko w
przypadku wykonania penej procedury adowania.
W przypadku ploterw SummaCut z wersj firmware o numerze 9985xxx mona wczy automatyczne
panelowanie, ktre okrela, w jaki sposb ma by przewijana folia podczas wycinania danego projektu.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
5. INSTALACJA NARZDZI
UWAGA!!!
W ploterach SummaCut instalowane s bardzo ostre noe. Ostrze noa moe spowodowa
powane obraenia, jeeli jest obsugiwane bez odpowiedniej ostronoci. Przy instalacji lub
zmianie noa naley pamita o rodkach bezpieczestwa. Trzyma rce, wosy, ubranie i
biuteri z dala od czci ruchomych plotera.
Kupujc ploter uytkownik otrzymuje maszyn z zamontowan obsadk z noem. Ze wzgldw
bezpieczestwa n nie jest wysunity z obsadki. Aby mc wycina naley rcznie ustawi wysuw
noa z obsadki.
Usunicie noa wleczonego
1. Odkr rubk (2), odchyl uchwyt i wyjmij obsadk z noem (1).
2. Wkr do koca srebrne pokrto (3) zwracajc uwag na wysuwajcy si n (4) z
obsadki (5).
3. Wycignij ostronie n z obsadki.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Instalacja noa wleczonego
1. Wykr srebrn kocwk z obsadki.
2. W n nienaostrzon stron do obsadki z jej wszej strony uywajc psety.
3. Nastpnie delikatnie wepchnij n do rodka tak, aby si cay schowa.
4. Przy palec do uchwytu noa i wkrcajc pokrto stopniowo zwikszaj wysuw ostrza a
bdzie mona wyczu koniec noa palcem. N powinien wysun si pod wpywem
wkrcania srebrnego pokrta tak, aby kompletnie przeci warstw powierzchniow unikajc
przenikania przez podkad.
5. W obsadk z noem (1) do uchwytu.
6. Zamknij uchwyt i dokr rubk (2).
Ustawienie nacisku noa
UWAGA!!!
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Przed rozpoczciem ustawiania parametrw noa naley zaadowa media w ploterze.
1. Wcinij dwukrotnie przycisk
.
2. Wcinij ENTER.
3. Wywietlona warto odpowiada aktualnemu naciskowi noa. Warto nacisku noa mona
ustawia w zakresie od 0 do 400 g.
1. Wcinij
, aby sprawdzi poprawno ustawie.
2. Wcinij ENTER, aby potwierdzi parametry ustawienia nacisku noa.
3. Wcinij EXIT, aby opuci t opcj bez zatwierdzania zmian.
Po wciniciu TEST ploter automatycznie wytnie wzr z ustawionym naciskiem noa.
Po wyciciu wzoru ploter wysunie foli do przodu. Naley wtedy sprawdzi czy wszystkie linie
zostay prawidowo wycite zdejmujc foli z podkadu oraz czy sam podkad nie jest uszkodzony.
W przypadku, gdy wzr nie daje si pynnie zdj z podkadu lub cay materia jest przecity na
wylot naley wykona korekt parametrw nacisku noa i sprawdzi wysuw noa z obsadki.
UWAGA!!!
Przy foliach ekonomicznych kocwka noa bdzie ledwo widoczna na dole obsadki. Wysunicie
noa tak, e bdzie on wyranie wystawa z obsadki doprowadzi do jego szybkiego zniszczenia.
Przy wycinaniu w mediach o rnej gruboci naley pamita, aby dla kadego materiau wykona
test nacisku noa i sprawdzi wysuw noa z obsadki. Parametry dla poszczeglnych mediw
mona zapisa bezporednio w ploterze jako oddzieln konfiguracj. Ploter umoliwia zapisanie 4
rnych konfiguracji.
UWAGA!!!
Jeeli n przecina materia na wylot naley skorygowa ustawienia parametrw noa.
W przeciwnym razie zniszczeniu ulegnie tama ochronna i n.
Zmian wartoci nacisku noa mona wykona wybierajc przycisk
nacisku lub przycisk
w celu zmniejszenia nacisku noa.
Instalacja pisaka
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
w celu zwikszenia
Plotery SummaCutTM instrukcja obsugi
Plotery SummaCut posiadaj opcj rysowania kresk na papierze. Umoliwia im to pisak
montowany w miejsce obsadki z noem.
1. Odkr rubk, odchyl uchwyt i wyjmij obsadk z noem.
2. W pisak do uchwytu, zamknij uchwyt i dokr rubk.
3. Na panelu sterowania lub w programie Summa Cutter Control (tylko komputery PC) zmie
narzdzie na pisak.
UWAGA!!!
Zmiana narzdzia wycza wszystkie parametry ustawie noa i zmienia aktualn konfiguracj na
parametry ustawie pisaka.
UWAGA!!!
Na ekranie plotera wywietlane jest aktualnie zainstalowane narzdzie. Naley zwrci uwag czy
przystpujc do pracy w ploterze jest zainstalowane narzdzie zgodne z wywietlanym
narzdziem i materiaem, z ktrym ma pracowa ploter.
Instalacja dziurkacza
Plotery SummaCut posiadaj take moliwo pracy z dziurkaczem.
1. Odkr rubk, odchyl uchwyt i wyjmij obsadk z noem lub pisak.
2. W dziurkacz do uchwytu, zamknij uchwyt i dokr rubk.
3. Na panelu sterowania lub w programie Summa Cutter Control (tylko komputery PC) zmie
narzdzie na dziurkacz.
UWAGA!!!
Zmiana narzdzia wycza wszystkie parametry ustawie noa lub pisaka i zmienia aktualn
konfiguracj na parametry ustawie dziurkacza.
UWAGA!!!
Na ekranie plotera wywietlane jest aktualnie zainstalowane narzdzie. Naley zwrci uwag czy
przystpujc do pracy w ploterze jest zainstalowane narzdzie zgodne z narzdziem i materiaem,
z ktrym ma pracowa ploter.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
6. PANEL STEROWANIA
W nowszych modelach odpowiednikiem przycisku
jest przycisk EXIT a odpowiednikiem
przycisku
jest przycisk ENTER. Panel sterownia wraz w wywietlaczem umoliwiaj
sprawdzanie stanu pracy plotera oraz dostp do wszystkich parametrw urzdzenia.
Pozycje w menu i podmenu s wywietlane zawsze w ptli, co oznacza, e kiedy ostatnia pozycja
menu lub podmenu jest wywietlana nacinicie odpowiedniego przycisku automatycznie przenosi
z powrotem do pierwszej pozycji tego samego menu lub podmenu.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Rnice menu w zalenoci od wybranego narzdzia
(1) Jeli PISAK jest domylnym narzdziem
(2) Jeli N jest domylnym narzdziem
(3) Jeli DZIURKACZ jest domylnym narzdziem
UWAGA!!!
Szybkie zmienianie parametrw moe zainicjowa prac gowicy. W celu zachowania rodkw
bezpieczestwa naley uwaa na rce, wosy, ubranie i biuteri i trzyma je z dala od czci
ruchomych.
1.
Przycisk MENU jest uywany do szybkiego wywoywania podstawowych pozycji menu
plotera. Pozycje w menu daj dostp do poszczeglnych podmenu gdzie mona konfigurowa
parametry pracy plotera.
2. Przycisk TEST podczas konfigurowania pracy plotera dla niektrych parametrw
dostpna jest opcja TEST np. mona wykona test nacisku noa.
3. Przycisk V / ENTER zatwierdza ustawienie danego parametru. Do momentu, gdy
przycisk ten nie zostanie wybrany zamiana konfigurowanego parametru nie zostanie
zatwierdzona. W przypadku, gdy uytkownik opuci menu bez zatwierdzenia zmiany danego
parametru przyciskiem V / ENTER warto tego parametru pozostanie taka sama jak przed
wprowadzanymi zmianami. Po zatwierdzeniu zmiany danego parametru bdzie on domylnie
przyjmowany przez ploter do czasu, gdy uytkownik ponownie go zmieni i zatwierdzi
wprowadzon zmian.
4. Przycisk X / EXIT anuluje aktualn operacj. Pozwala te na wychodzenie z podmenu lub
menu bez zatwierdzania zmian danego parametru.
UWAGA!!!
Wcinicie przycisku X / EXIT podczas wycinania projektu zatrzymuje definitywnie prac
urzdzenia.
5.
Kursory
- w zalenoci od aktualnego stanu pracy urzdzenia peni dwie role:
- w przypadku, gdy zostanie uruchomione menu kursory
przechodzenie midzy poszczeglnymi parametrami menu, natomiast kursory
na zmian wybranego parametru
pozwalaj na
i
pozwalaj
- w przypadku, gdy ploter jest w stanie gotowoci do pracy kursory
i
pozwalaj na
zmian pooenia gowicy z noem tncym, wystarczy wcisn kursor a na wywietlaczu pojawi
si wsprzdne pooenia gowicy, trzymajc wcinity kursor w lewo lub w prawo mona
przesun gowic w wybrane miejsce, po zatwierdzeniu przyciskiem V / ENTER bdzie to
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
pocztek obszaru roboczego, przyciskiem X / EXIT mona anulowa przesunicie gowicy, ale
tylko wtedy, jeeli nie zostao ono wczeniej zatwierdzone przyciskiem V / ENTER, w takim
przypadku naley jeszcze raz rcznie zmieni pooenie gowicy i zatwierdzi je lub podnie i
opuci dwigni docisku rolek
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
7. TRYB ONLINE I PAUZA
Po uruchomieniu plotera i zaadowaniu mediw ploter sprawdza wielko zaadowanej folii i
przechodzi w stan ONLINE. Na panelu wywietlona jest wtedy informacja o aktualnie wybranym
narzdziu a take jego podstawowe parametry: prdko pracy i nacisk.
W momencie, gdy ploter jest w trybie gotowoci do pracy mona nawiza komunikacj midzy
ploterem a komputerem. Oznacza to, e ploter automatycznie zacznie wycina projekty wysane z
komputera, w ktrym zainstalowane jest oprogramowanie do komunikacji z ploterem i do
wycinania.
W trybie ONLINE mona przestawi pocztek obszaru pracy gowicy przesuwajc j za pomoc
przyciskw kursorw i zatwierdzajc przyciskiem V / ENTER. W trybie ONLINE aktywny jest
rwnie przycisk MENU pozwalajcy na zmian wszystkich parametrw pracy urzdzenia.
Natomiast podczas pracy urzdzenia wycinanie prostych projektw / wycinanie z
pozycjonowaniem konturowym z systemem OPOS5 - mona w dowolnym momencie wcisn
przycisk MENU pauzujc tym samym prac plotera i majc jednoczenie dostp do parametrw
pracy urzdzenia. Oznacza to, e w dowolnym momencie mona zatrzyma ploter, sprawdzi czy
jako cicia jest poprawna i jeeli wszystko jest w porzdku zezwoli na dalsze wycinanie
wciskajc 1 raz przycisk X / EXIT lub, jeeli jako cicia nie jest odpowiednia zmieni parametr
nacisku noa czy prdkoci wycinania, zatwierdzi zmian przyciskiem V / ENTER i za pomoc
przycisku X / EXIT opuci MENU zezwalajc tym samym ploterowi na dalsze wycinanie projektu,
ale ju ze zmienionymi parametrami pracy.
UWAGA!!!
Dwukrotne wcinicie przycisku X / EXIT podczas pauzy zatrzymuje definitywnie prac
urzdzenia.
Opcja dostpna jest tylko w modelach oznaczonych symbolem SE.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
8. USTAWIENIA PARAMETRW NARZDZI
Plotery SummaCut mog pracowa z rnego rodzaju narzdziami: noe, pisaki i dziurkacze. W
momencie, gdy zostanie zmienione narzdzie w ploterze naley dostosowa do niego parametry
pracy. Kade narzdzie ma swoje wasne parametry, ktre powinny by dostosowane do specyfiki
tego narzdzia i materiau, ktry jest zaadowany w ploterze.
Parametry narzdzia mog by zmieniane za kadym razem pojedynczo lub mog zosta
zapisane jako okrelona konfiguracja w ploterze i uruchamiane przez wybranie danej konfiguracji
przy zmianie narzdzia i materiau.
UWAGA!!!
W celu uzyskania jakoci gwarantowanej w specyfikacji zaleca si stosowanie oryginalnych
narzdzi (noy, pisakw, dziurkaczy) do ploterw Summa.
UWAGA!!!
Szybkie zmienianie parametrw moe zainicjowa prac gowicy. W celu zachowania rodkw
bezpieczestwa naley uwaa na rce, wosy, ubranie i biuteri i trzyma je z dala od czci
ruchomych.
WYBR NARZDZIA
Wybr narzdzia mona wykona w programie Summa Cutter Control lub bezporednio z poziomu
plotera w nastpujcy sposb:
1.
Wcinij MENU i za pomoc kursora w d lub w gr przejd do KONFIGURACJA
SYSTEMU
2. Wcinij ENTER
3. Za pomoc kursora w d lub w gr przejd do NARZEDZIE
4. Wcinij ENTER
5. Za pomoc kursora w lewo lub w prawo wybierz dane narzdzie
6. W celu zatwierdzenia wyboru wcinij ENTER, w celu anulowania wyboru wcinij EXIT
Po opuszczeniu menu na wywietlaczu plotera pojawi si komunikat z prob o zmian narzdzia
w gowicy. Naley wymieni narzdzie na wybrane w menu i wcisn ENTER. W celu kolejnej
zmiany narzdzia naley wykona ponownie ca powysz procedur. Jeeli uytkownik stworzy
kilka konfiguracji dla rnych narzdzi wybranie ktrej z nich spowoduje wywietlenie od razu
komunikatu o wymianie narzdzia bez koniecznoci wykonywania caej procedury wyboru
narzdzia. Wczytana konfiguracja przyjmie od razu parametry ustawione wczeniej przez
uytkownika dla danego narzdzia.
ZMIANA NACISKU NARZDZIA
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Zmian nacisku narzdzia mona wykona w programie Summa Cutter Control lub bezporednio z
poziomu plotera w nastpujcy sposb:
1. Wcz ploter, zaaduj media i zainstaluj wybrane narzdzie.
2. Wcinij MENU i za pomoc kursora w d lub w gr przejd do NACISK
W zalenoci od zainstalowanego narzdzia mog pokaza si rne parametry do ustawienia.
Zawsze jednak bdzie wywietlany parametr nacisk z nazw wybranego narzdzia.
3. Wcinij ENTER.
4. Za pomoc kursora w d lub w gr zmie warto nacisku.
Nowa warto zostanie wywietlona pogrubion czcionk.
1. Wcinij TEST, aby uruchomi wewntrzny test dla danego parametru.
2. Wcinij ENTER, aby zatwierdzi zmian parametru i opuci to menu..
3. Wcinij EXIT, aby anulowa wprowadzone zmiany danego parametru.
UWAGA!!!
Jeeli nacisk narzdzia na materia jest za duy naley skorygowa ustawienie parametru nacisku.
W przeciwnym razie zniszczeniu ulegnie tama ochronna i narzdzie.
ZMIANA PRZESUNICIA (OFFSET) NOA WLECZONEGO
Bardzo wanym parametrem w przypadku noa wleczonego jest offset. Offset to parametr, ktry
okrela odlego midzy centrum noa i kocwk noa.
UWAGA!!!
Offset noa powinien by zawsze sprawdzany, jeeli n jest wymieniany lub pogarsza si jako
wycinanych wzorw.
Typowe ustawienie offsetu noa to warto od 0,41 do 0,45 dla noy do standardowych folii i od
0,9 do 0,97 dla noy do grubszych folii.
UWAGA!!!
Noe do grubych folii powinny by uywane tylko w przypadku materiaw grubszych ni 0,25 mm.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
1.
2.
3.
4.
Wcz ploter, zaaduj media i zainstaluj wybrane narzdzie.
Wcinij MENU i za pomoc kursora w d lub w gr przejd do OFFSET NOZA
Wcinij ENTER
Za pomoc kursorw zmie warto offsetu.
Nowa warto zostanie wywietlona pogrubion czcionk.
1. Wcinij TEST, aby uruchomi wewntrzny test dla danego parametru.
2. Wcinij ENTER, aby zatwierdzi zmian parametru i opuci to menu.
3. Wcinij EXIT, aby anulowa wprowadzone zmiany danego parametru.
W przypadku, gdy offset noa jest ustawiony poprawnie wycity wzr powinien wyglda tak jak na
rysunku poniej.
Jeli wielko offsetu jest za maa kwadraty maj zaokrglone naroniki (rysunek poniej). Naley
wtedy zwikszy warto offsetu.
Jeli wielko offsetu jest za dua kwadraty maj naroniki wycite na zewntrz (rysunek poniej).
Naley wtedy zmniejszy warto offsetu.
USTAWIENIE PRDKOCI CICIA
Prdko, z jak porusza si narzdzie jest zdeterminowana przez 4 rne parametry: prdko (i
przyspieszenie), podczas ktrego narzdzie jest opuszczane do dou oraz prdko (i
przyspieszenie), podczas ktrego narzdzie jest podnoszone do gry. Te 4 parametry zostay
poczone w jeden parametr tak, aby dostosowanie go nie sprawiao wikszych trudnoci.
Parametr ten to PRDKO, ktra okrela szybko plotera w momencie, gdy narzdzie jest
opuszczone w d. W momencie, gdy prdko jest zwikszana lub zmniejszana pozostae
parametry s rwnie zmniejszane lub zwikszane.
Jest tylko jedna prdko z gry ustalona przez producenta i niepodlegajca zmianom jest to
prdko rozwijania mediw z rolki przez ploter. Prdko ta ma warto 200 mm/s (8ips).
Prdko cicia mona ustawi na dwa sposoby:
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
1. w programie Summa Cutter Control po
wpisaniu nowej wartoci naley wcisn
przycisk Zatwierd, dana warto zostanie ustawiona w ploterze jako domylna warto
tego parametru
2. lub bezporednio z poziomu plotera - w tym celu naley:
- wybra przycisk MENU a nastpnie przycisk ENTER
- domylna warto prdkoci wynosi 700 mm/s - kursorem w lewo i w prawo mona zmienia
warto tego parametru na dan przez uytkownika
- przycisk ENTER zatwierdzi wybr, aktualna prdko pracy plotera zostanie oznaczona
symbolem *.
SZYBKA ZMIANA KONFIGURACJI
Plotery SummaCut umoliwiaj zapis 4 wasnych ustawie parametrw plotera dla rnych
narzdzi i mediw. Pozwala to na szybkie przeczanie si midzy okrelonymi ustawieniami
plotera a aktualnie zaadowanymi mediami. Zmiany nazw poszczeglnych konfiguracji mona
wykona w programie Summa Cutter Control.
Zmian konfiguracji dla danego narzdzia czy materiau mona wykona na dwa sposoby:
1.
z poziomu komputera w programie Summa Cutter Control dwukrotne kliknicie na
wybranej konfiguracji automatycznie j uaktywnia
2.
lub bezporednio z panela plotera w tym celu naley:
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
- wcisn MENU
- kursorem w d lub w gr przej do Konfig. uzytk.
- wcisn ENTER
- kursorem w lewo lub w prawo wybra odpowiedni konfiguracj
- zatwierdzi przyciskiem ENTER
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
9. KALIBRACJA DUGOCI
Plotery SummaCut s urzdzeniami, w ktrych gwarantowana dugo cicia jest zalena od
gruboci i szerokoci materiau.
UWAGA!!!
Dla standardowych zastosowa nie ma potrzeby przeprowadza kalibracji urzdzenia. Dokadno
dla standardowych folii wynosi 0,2 %. Jeeli ploter pracuje poprawnie nie naley wykonywa tej
kalibracji.
Kalibracja X/Y:
1. Wcz ploter, zaaduj media i zainstaluj n.
UWAGA!!!
Im szersze i dusze bd zaadowane media tym dokadniejsza bdzie kalibracja. Zaleca si
wykorzystanie arkusza folii o maksymalnej szerokoci i dugoci w przyblieniu o 1,5 raza wikszej
od dugoci.
2. Wcinij MENU i kursorem w gr lub w d przejd do KONFIGURACJA SYSTEMU
3. Wcinij ENTER i kursorem w gr lub w d przejd do KALIBRACJA X/Y
4. Wcinij ENTER
Ploter zaaduje media i wykona kalibracj. Wyjmij media i zmierz dugo wycitej linii za pomoc
linijki. Odlego naley zmierzy midzy dwiema strzakami tak jak pokazano na poniszym
rysunku.
UWAGA!!!
Ploter bdzie pracowa tylko z tak dokadnoci, jaka zostanie mu przypisana podczas kalibracji.
Jeli linijka jest niezbyt dokadna wtedy wykonanie kalibracji moe pogorszy dokadno.
Dokadno kalibracji bdzie miaa bezporedni wpyw na cicie. Zaleca si ustawienie jednostek
metrycznych do wykonywania kalibracji, poniewa s znacznie dokadniejsze ni angielskie
jednostki miary.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
5. Za pomoc kursorw zmie warto na odpowiadajc zmierzonej dugoci miedzy dwiema
wycitymi liniami wzdu dugoci folii z rolki.
6. Wcinij ENTER, aby zatwierdzi warto zmierzonej dugoci.
UWAGA!!!
Po wykonaniu tej kalibracji zaleca si zmian nazwy kalibracji na powizan z dan kalibracj.
Pozwoli to w przyszoci na wygodniejsze zarzdzanie zapisanymi kalibracjami.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
10. OPOS (OPTYCZNY SYSTEM POZYCJONOWANIA) 6
Plotery SummaCut posiadaj fabrycznie zamontowany Optyczny System Pozycjonowania
OPOS 2.0. Wbudowany w gowic plotera czujnik OPOS rejestruje pooenie markerw
usytuowanych wok wydrukowanej grafiki. W wyniku tego system OPOS precyzyjnie wykrywa
pooenie wydrukowanej grafiki i pozwala na waciwe jej wycicie.
Bdy, ktre mog by skorygowane przez system OPOS:
- obrcony wzr jeeli drukowany wzr nie jest zaadowany we waciwym kierunku kontur
moe by obrcony tak aby wyrwna si z drukowan grafik
- ukony wzr jeeli osie X i Y drukowanego wzoru nie s prostopade kontur moe by
wyrwnany do drukowanego wzoru
- niewaciwie wyskalowany wzr jeeli rozmiar druku rni si od oryginalnego wzoru z
twojego programu waciwego dla uywanej folii, kontur moe by wyskalowany do drukowanej
grafiki
Dostpny tylko w modelach oznaczonych symbolem SE.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
Wyskalowanie konturu moe by tylko w granicach kilku procent. Moliwe jest stosowanie
kombinacji wyrwnywania znieksztace. Midzy kadym zestawem 4 pisakw mog by
obsugiwane nawet trzy kombinacje znieksztace.
PODSTAWOWE CZYNNOCI PRZY WSPPRACY Z SYSTEMEM OPOS
Wiele programw do wycinania posiada wbudowan opcj obsugi wycinania konturowego. Przed
przystpieniem do pracy naley zapozna si z moliwociami oprogramowania
wykorzystywanego do obsugi plotera tncego.
Generalnie na proces cicia konturowego skadaj si nastpujce kroki:
1.
2.
3.
4.
5.
6.
Przygotowanie grafiki.
Wydrukowanie grafiki (zalaminowanie, jeli jest to konieczne).
Zaadowanie wydrukowanej grafiki do plotera.
Ustawienie waciwych parametrw dla systemu OPOS.
Rejestracja markerw.
Wycicie grafiki.
Aby mie pewno, e system OPOS pracuje z pen dokadnoci naley wykona dwie
kalibracje: KALIBRACJE OPOS i KALIBRACJE FOLII (OPOS). Kalibracja OPOS sprawdza
odlego miedzy kocwk noa a czujnikiem. Kalibracja folii (OPOS) przekazuje ploterowi
rnice midzy kolorem markerw a kolorem mediw.
UWAGA!!!
Mimo, e czujnik systemu OPOS jest kalibrowany fabrycznie zaleca si wykonanie testu
sprawdzajcego na ile parametry fabrycznej kalibracji odpowiadaj prawidowej wsppracy
czujnika OPOS z danym materiaem. Jeeli dokadno nie jest taka jak powinna by zaleca si
wtedy wykonanie kalibracji OPOS.
KALIBRACJA OPOS
1. Wcz ploter i zaaduj czarn foli z biaym podkadem.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
2. Ustaw pocztek cicia nad czystym kawakiem folii.
3. Wcinij MENU i kursorem w gr lub w d przejd do KONFIGURACJA SYSTEMU
4. Na KONFIGURACJI SYSTEMU wcinij ENTER
5. Kursorem w d lub w gr przejd do KALIBRACJA SYSTEMU OPOS
6. Wcinij ENTER
Ploter wytnie w folii kwadrat o wymiarach 9,5 x 9,5 mm.
7. Opu czujnik OPOS
8. Naley delikatnie wyj z folii wycity kwadrat tak, aby nie uszkodzi krawdzi wok wycitego
miejsca, a nastpnie wcisn ENTER.
System OPOS sprawdzi krawdzie w miejscu gdzie zosta wycity kwadrat i automatycznie
wykona wasn kalibracj.
UWAGA!!!
W celu zachowania dokadnoci systemu OPOS na najwyszym poziomie zaleca si wykonywanie
tego typu kalibracji za kadym razem, gdy zostanie zmieniony n w ploterze.
KALIBRACJA FOLII (OPOS)
Kalibracja folii gwarantuje, e czujnik jest w stanie poprawnie rozpozna markery. System OPOS
jest fabrycznie kalibrowany do pracy z szerokim wachlarzem mediw. Jednake niektre z mediw
(szczeglnie materiay byszczce) mog wymaga dodatkowej kalibracji. Pozwoli to, na
zwikszenie czuoci czujnika i odczytanie pooenia markerw nawet na nietypowych mediach.
Wydrukuj kwadrat o rozmiarach 4 x 4cm na mediach, ktre maj by wykorzystywane w pracy z
ploterem. Upewnij si, e tym samym rodzajem tuszu bd drukowane markery rejestrowane
pniej przez czujnik OPOS.
Kalibracja mediw:
1.
2.
3.
4.
5.
Wcz ploter i zaaduj foli z wydrukowanym czarnym kwadratem.
Wcinij MENU i kursorem w gr lub w d przejd do KONFIGURACJA SYSTEMU
Na KONFIGURACJI SYSTEMU wcinij ENTER
Kursorem w d lub w gr przejd do KALIBRACJA FOLII
Wcinij ENTER
Ploter informuje o moliwoci wykonania pomiaru lub rcznego wprowadzenia wartoci w
przypadku, gdy ju wczeniej wykonywana bya taka kalibracja dla danego materiau.
6. Wcinij MIERZ
7. Opu czujnik
Na wywietlaczu pojawi si komunikat Wska biae miejsce.
8. Za pomoc kursorw nakieruj kocwk noa na grn cz biaej powierzchni (biaa
powierzchnia (powinna mie rozmiar 3 x 3 cm lub 1 x 1).
9. Wcinij ENTER, aby zatwierdzi wskazanie.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Gowica z czujnikiem wykona teraz ruch okrny, podczas ktrego zbada odbicia od folii. Na
ekranie zostanie wywietlona zmierzona warto a nastpnie kolejny komunikat Wska czarne
miejsce.
10. Za pomoc kursorw nakieruj czujnik na grn cz czarnej powierzchni (mniej wicej na
rodku i bardziej z prawej strony).
11. Wcinij ENTER, aby zatwierdzi wskazanie.
Gowica z czujnikiem wykona teraz ruch okrny, podczas ktrego zbada odbicia od koloru
markera. Na ekranie zostanie wywietlona zmierzona warto a nastpnie kolejna warto
okrelajca charakterystyk kombinacji koloru materiau i markera na nim nadrukowanego. Naley
zapisa t warto.
UWAGA!!!
Po wykonaniu kalibracji moe pokaza si komunikat informujcy o bdzie TA FOLIA NIE JEST
ROZPOZNAWANA PRZEZ CZUJNIK OPOS. Naley upewni si, e kalibracja zostaa
wykonana prawidowo. Jeeli system OPOS nie jest w stanie poprawnie rozpozna markerw
naley zastosowa jedn z rcznych metod wyrwnywania.
PRZYGOTOWANIE GRAFIKI Z MARKERAMI
UWAGA!!!
Jeeli posiadasz program Corel w wersji 10 lub wyszej i korzystasz z programu WinPlot do
wycinania moesz pomin ten rozdzia. Dla programu Corel w wersji 10 lub wyszej dostpne s
pluginy suce do:
- automatycznego nakadania na projekt znacznikw systemu OPOS
- automatycznego przenoszenia projektw z programu Corel do programu WinPlot
Program WinPlot ma wbudowan automatyczn obsug systemu OPOS.
Przygotuj grafik i kontury do cicia. Dla uatwienia grafik i kontury mona umieci na rnych
warstwach.
UWAGA!!!
Nie naley umieszcza linii konturowych na brzegach grafiki. Moe to prowadzi do niedokadnoci
podczas cicia.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Zaleca si zastosowanie 3 nastpujcych technik:
1. Umieszczenie linii konturowych wewntrz grafiki (zalecane) (1).
2. Umieszczenie linii konturowych na zewntrz grafiki (2).
3. Stworzenie grubszych konturw dookoa grafiki i umieszczenie w ich rodku linii
konturowych do wycinania (3).
(1) linie konturowe
wewntrz grafiki
(zalecane)
(2) linie konturowe na
zewntrz grafiki
(3) linie konturowe do
wycinania w rodku
grubszego konturu
Linie konturowe na
brzegach grafiki
Grafik i przypisane do niej linie konturowe do wycinania mona wielokrotnie skopiowa.
Wstaw marker wskazujcy pocztek cicia. Marker musi by czarnym kwadratem o rozmiarze
boku zawartym w przedziale od 1,5 mm do 10 mm (1=X-size 2=Y-size).
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
1
Marker powinien by umieszczony w lewej, dolnej czci projektu w odlegoci wzgldem obiektw
okoo 3-4 razy wikszej od rozmiaru jego boku (szare pole wok markera na rysunku powyej).
Zastosowanie si do tego zalecenia pozwoli na uniknicie ewentualnych problemw z odczytem
pooenia markera przez czujnik OPOS, ktry sprawdza jego pooenie na wikszym obszarze ni
nadrukowany jest marker.
Wstaw poziomo kolejne markery w rwnych odlegociach i w tej samej osi (Odlego X).
Wszystkie markery bd tworzyy o X.
Odlego X (1) jest to odlego midzy dolnym, lewym rogiem jednego markera a dolnym,
lewym rogiem nastpnego markera. Odlego ta jest zalena od kilku czynnikw. Warto tego
parametru powinna by znana w przypadku, gdy system OPOS konfigurowany jest rcznie.
UWAGA!!!
Im wiksza Odlego X tym szybsza jest praca systemu OPOS. Im mniejsza Odlego X tym
dokadniejsza jest praca systemu OPOS. Rekomendowana odlego midzy markerami wynosi
400 mm.
Skopiuj rzd markerw z osi X. Umie je nad grafik w Odlegoci Y.
Odlego Y (2) jest to odlego midzy doln krawdzi jednego markera a doln krawdzi
nastpnego markera w osi Y. Warto tego parametru powinna by znana w przypadku, gdy
system OPOS konfigurowany jest rcznie.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
Naley upewni si, e oba rzdy markerw nie s przesunite wzgldem osi X lub Y.
UWAGA!!!
Zaleca si, aby grafika, markery i kontur byy na oddzielnych warstwach. Marker pocztkowy
powinien znajdowa si na warstwie z konturami.
UWAGA!!!
Warstwa z grafik i warstwa z markerami musz zosta wydrukowane razem. Warstwa z liniami
konturowymi do wycinania i markerem pocztkowym musi by wycita.
UWAGA!!!
Optymalny rozmiar markerw zaley od typu urzdzenia drukujcego i zastosowanych odlegoci
X i Y midzy markerami. W przypadku, gdy urzdzenie drukujce produkuje kolory bardziej
matowe zaleca si stosowanie wikszych markerw. Wielko markera mona dostosowa
poprzez wykonanie testw wydrukw z systemem OPOS w ploterze tncym. Zastosowanie
duych markerw jest zalecane w przypadku, gdy odlego X jest w miar dua (> 800 mm).
WYDRUKOWANIE GRAFIKI
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Wydrukuj projekt wraz z markerami w skali 100 %. W przypadku drukowania na materiale z rolki
naley upewni si, e pooenie pocztkowego markera pokrywa si z pocztkiem materiau tak
jak na rysunku poniej (1).
Upewnij si, e z po bokach jest, co najmniej 1 cm (0.4 in) margines tak jak pokazano na rysunku
poniej (2). Zalecane jest, aby margines mia 2 cm (0.8 in). Przedni margines powinien mie
warto 2.8 cm (3).
Warto tylnego marginesu powinna wynosi, co najmniej 8cm (3.15 in) zarwno dla grafiki
drukowanej na arkuszu jak i grafiki drukowanej na materiale z rolki (4).
4
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
ZAADOWANIE WYDRUKOWANEJ GRAFIKI DO PLOTERA
Zaaduj media z wydrukiem do plotera pamitajc, e pocztkowy marker musi znale si w
prawym, dolnym rogu plotera.
USTAWIENIE WACIWYCH PARAMETRW DLA SYSTEMU OPOS
Parametry OPOS okrelaj odlegoci midzy markerami, rozmiary i ilo markerw. Wikszo
programw do wycinania automatycznie pobiera te parametry z projektu i rozpoczyna proces
pozycjonowania i wycinania konturowego. Parametry te wraz z wyborem metody i sposobu
wyrwnywania konturowego mog te by ustawione za pomoc programu Summa Cutter
Control lub bezporednio z poziomu panela na ploterze.
Po uruchomieniu programu Summa Cutter Control naley wybra w Specjalnym adowaniu
system OPOS i kolejno wpisa parametry waciwe dla danego projektu.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Odlego markerw w osi X odlego midzy znacznikami w osi X (X-Axis), naley tu wpisa
tylko odlego midzy dwoma kolejnymi znacznikami, nie naley wpisywa odlegoci midzy
wszystkimi znacznikami.
Odlego markerw w osi Y odlego midzy znacznikami w osi Y (Y-Axis), naley tu wpisa
tylko odlego midzy dwoma kolejnymi znacznikami, nie naley wpisywa odlegoci midzy
wszystkimi znacznikami.
Rozmiar markera w osi X szeroko znacznika.
Rozmiar markera w osi Y wysoko znacznika.
Liczba markerw w osi X naley tu wpisa ilo znacznikw rwn iloci znacznikw w jednym
rzdzie po jednej ze stron (w adnym wypadku nie naley wpisywa iloci znacznikw z obu
rzdw).
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Zakres
Odlego X
30 mm do 1200 mm
Odlego Y
30 mm do 1300 mm
Rozmiar X
1.2 mm do 10 mm
Rozmiar Y
1.2 mm do 10 mm
Ilo markerw
2 do 54
Opisane powyej parametry mona ustawi te bezporednio w ploterze korzystajc z panela
kontrolnego.
1.
2.
3.
4.
5.
Wcinij MENU i kursorem w gr lub w d przejd do KONFIGURACJA SYSTEMU
Na KONFIGURACJI SYSTEMU wcinij ENTER
Kursorem w d lub w gr przejd do USTAWIENIA OPOS
Wcinij ENTER
Za pomoc kursorw gra i d mona przechodzi do kolejnych parametrw, za pomoc
kursorw lewy i prawy mona modyfikowa wybrane parametr
REJESTRACJA MARKERW
Wikszo programw do wycinania automatycznie rozpoczyna proces pozycjonowania i
wycinania konturowego po pobraniu odpowiednich parametrw z projektu. Jeli oprogramowanie
nie posiada opcji wsppracy z systemem OPOS naley wykona ponisz procedur.
Rejestracja markerw:
1. Wcinij MENU i kursorem w gr lub w d przejd do ADOWANIE W/G
2. Wcinij ENTER
3. Opu czujnik
Na wywietlaczu pojawi si komunikat Nakieruj czujnik na pierwszy marker.
3. Za pomoc kursorw nakieruj czujnik na pocztkowy marker.
4. Wcinij ENTER, aby zatwierdzi wskazanie.
Ploter przeaduje media w celu sprawdzenia czy dugo zaadowanego materiau jest zgodna z
parametrami OPOS. Nastpnie powrci do pocztkowej pozycji i zarejestruje pooenie markerw.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
W przypadku, gdy pooenie markera nie zostanie odczytane mona rcznie nakierowa
kocwk noa (czujnik) lub anulowa zadanie.
UWAGA!!!
Jeeli pojawi si bd lub ploter nie jest w stanie odczyta pooenia markerw po trzykrotnym
powtrzeniu tej czynnoci na ekranie zostanie wywietlony komunikat Bledny odczyt polozenia
markerow.
WYCICIE GRAFIKI
Ustaw warstw zawierajc linie konturowe do cicia i markery jako widoczn i aktywn. Warstw
z grafik naley ustawi jako nieaktywn. Pozwoli to na uniknicie ewentualnych bdw przy
wysyaniu projektu do wycinania.
UWAGA!!!
W zalenoci od uywanego oprogramowania naley zwrci uwag na pozycjonowanie pocztku
wycinania i pooenie pocztkowego markera (1). Jeeli pozycjonowanie w programie do
wycinania nie jest poziome (2) tylko pionowe naley obrci projekt o 90 0 w kierunku przeciwnym
do kierunku ruchu wskazwek zegara.
Pozycjonowanie pocztku wycinania w
wikszoci programw do cicia
Pozycjonowanie pocztku wycinania w
programie WinPlot
Jeeli instrukcja oprogramowania, ktrego uywasz nie zawiera informacji na temat wycinania
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
konturowego, wykonaj ponisze instrukcje:
-
przesu cay wzr ze znacznikami w programie w lewy, dolny rg powierzchni cicia
zaznacz kontury i wytnij je
UWAGA!!!
Upewnij si, e tylko kontury s wycinane.
- niektre programy bd przesuwa zaznaczone kontury do pocztku podczas cicia,
mona tego unikn dodajc may prostokt w lewym, dolnym rogu z przodu i zaznaczy go
razem
z konturami
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
Wikszo programw posiada prostsze rozwizania umoliwiajce wykonanie tych czynnoci.
Skontaktuj si ze swoim dealerem w celu uzyskania informacji.
OPOS w programie WinPlot
Jeeli uywasz program WinPlot do wycinania na ploterze nie musisz wprowadza rcznie
parametrw dla pooenia znacznikw na folii, ich odlegoci czy iloci.
Otwrz program graficzny i stwrz projekt.
Wstaw znaczniki pamitajc o zachowaniu odpowiednich odlegoci znacznikw wzgldem caego
projektu.
Wydrukuj projekt ze znacznikami.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Utwrz kontur wok projektu.
Wstaw kontur ze znacznikami do programu WinPlot, a wykonany wczeniej wydruk umie w
ploterze.
Nastpnie wybierz opcj
komunikat:
Wylij do plotera (OPOS). Na panelu kontrolnym plotera pokae si
NAKIERUJ CZUJNIK NA PIERWSZY MARKER
Naley wtedy ustawi czujnik dokadnie na pocztkowym znaczniku uywajc kursorw i
zatwierdzi wybr przyciskiem ENTER. Ploter automatycznie sprawdzi pooenie znacznikw, ich
parametry i wytnie dany projekt.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
11. PARAMETRY PLOTERA
Plotery SummaCut posiadaj wiele parametrw pracy. Cz parametrw jest wykorzystywana
w codziennej pracy z ploterem, cz jest przeznaczona generalnie do wykonywania
specjalistycznych testw przeprowadzanych przez serwis.
UWAGA!!!
W przypadku, gdy ploter dziaa poprawnie i spenia wszystkie wymagania uytkownika nie zaleca
si cigego zmieniania parametrw pracy. Moe to doprowadzi do utraty jakoci pracy
urzdzenia i koniecznoci wizyty serwisowej.
Parametry plotera umieszczone s w dwch menu. Pierwsze zawiera podstawowe parametry
niezbdne do prawidowej konfiguracji pracy urzdzenia.
Rnice menu w zalenoci od wybranego narzdzia
(1) Jeli PISAK jest domylnym narzdziem
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
(2) Jeli N jest domylnym narzdziem
(3) Jeli DZIURKACZ jest domylnym narzdziem
UWAGA!!!
W przypadku zmiany wartoci danego parametru wymagane jest zatwierdzenie dokonania zmiany
przyciskiem ENTER. Przy ustalonej wartoci zostanie wywietlony symbol *. W przypadku, gdy
zmiana danego parametru nie zostanie zatwierdzona, po wyjciu z menu ploter bdzie pracowa
ze star wartoci danego parametru.
- Velocity Prdko okrela prdko wycinania, domylna warto tego parametru to 700
mm/s, mona j zmniejsza lub zwikszy w zalenoci od rodzaju materiau, w jakim wycinane s
projekty
- TurboCut TurboCut radykalnie zwiksza prdko cicia na ukach, nawet do 40%, bez
zwikszania prdkoci cicia w samym ploterze. Podczas cicia projektw w momencie
poruszania si noa po uku lub po naroniku nastpuje przyspieszenie jego przesunicia.
Redukcja czasu cicia jest szczeglnie widoczna w przypadku projektw z wieloma maymi
elementami i drobnymi szczegami. Poza tym w przypadku mediw szerszych ni 75 cm kady
ploter nieco zwalnia, natomiast opcja TurboCut sprawia, e prdko cicia redukowana jest
minimalnie przy zachowaniu dotychczasowej jakoci cicia. Parametr ten moe by wczony lub
wyczony. Domylnie jest wyczony. Nie zaleca si wczania tego parametru w przypadku
grubych mediw np. folii do piaskowania.
- Pen Pressure Nacisk pisaka okrela warto nacisku pisaka podczas rysowania. Parametr
ten moe by modyfikowany w zakresie od 0 do 400 gram, co 5 gram.
- Knife Pressure Nacisk noa - okrela warto nacisku noa podczas cicia. Parametr ten
moe by modyfikowany w zakresie od 0 do 400 gram, co 5 gram.
- Knife Offset Offset noa okrela odlego pomidzy ostrzem koca noa a pocztkiem osi
wsprzdnych. Domylna warto tego parametru wynosi 0,45 mm. Parametr ten moe by
modyfikowany w zakresie od 0 do 1 mm, co 0,01mm.
- Punce Pressure Nacisk dziurkacza - okrela warto nacisku noa podczas cicia. Parametr
ten moe by modyfikowany w zakresie od 0 do 400 gram, co 5 gram.
- User Config. Konfiguracja Uytkownika parametr zarzdzajcy 4 konfiguracjami, dla
ktrych mona zapisa rne ustawienia plotera dla wybranych przez uytkownika narzdzi i/lub
materiaw np. konfiguracja 1 do cicia folii ekonomicznej, konfiguracja 2 do cicia folii typu
sandblast, konfiguracja 3 dla pisaka i konfiguracja 4 dla dziurkacza. Z poziomu programu Summa
Cutter Control mona nada wasne nazwy dla konfiguracji. Bd one widoczne tylko z poziomu
programu Summa Cutter Control. W ploterze zawsze bd wywietlane tylko numery konfiguracji.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
- Reset Resetowanie pozwala na zresetowanie aktualnie wykonywanych zada i
wyczyszczenie bufora plotera.
- Recut Cicie ponowne wykonuje ponowne cicie ostatniego, wysanego do plotera,
projektu.
- Load adowanie parametr ten jest uywany do procesu zaadowania materiau z dokadnym
sprawdzeniem jego rozmiarw. Bardzo czsto wykorzystywany jest w przypadku, gdy uytkownik
chce mie pewno, e na rolce znajduje si wystarczajca ilo materiau dla danego projektu.
Aby wykona pomiar materiau naley wybra ten parametr. Jeeli zachodzi taka konieczno
mona zmieni pocztek ukadu wsprzdnych. W tym celu naley nacisn przycisk kursora w
lewo lub w prawo zmieniajc tym samym pooenie pocztku ukadu wsprzdnych w kierunku
osi-Y. Kursorem gra/d zmienia si pooenie pocztku ukadu wsprzdnych w kierunku osi-X.
Przyciskiem ENTER zatwierdza si wybr. Moe zosta rwnie zmieniony rozmiar okna
materiau. W tym celu naley nacisn kursor d lub gra, aby zmieni dugo okna lub nacisn
przycisk ENTER, aby zmieni warto dugoci okna materiau. Kursor lewy/prawy zmienia
wartoci o 100 mm, natomiast kursor d / gra zmienia wartoci o 10 mm. Przyciskiem ENTER
naley zatwierdzi wybr. Ploter przemierzy materia. Jeeli rozmiary materiau nie zgodz si z
wartociami wprowadzonymi przez uytkownika ploter zasygnalizuje to na wywietlaczu LCD.
- Align Load adowanie w/g
parametr ten uruchamia procedur
pozycjonowania
mediw.
W
przypadku urzdzenia z systemem
OPOS wybranie tego parametru
uaktywnia rejestracj markerw
OPOS przed ciciem konturowym.
- System Setup Konfiguracja
Systemu parametr ten daje
dostp do kolejnego menu, w ktrym
znajduj
si
ustawienia
konfiguracyjne i serwisowe
* Opcje dostpne tylko w przypadku,
gdy w ploterze zamontowany jest
n
** Opcje dostpne tylko dla ploterw
z systemem OPOS
- Confidence Test Confidence jest to elektryczny i mechaniczny
test plotera tncego wykonywany,
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
aby upewni si, e ploter tncy jest cakowicie sprawny. Do tego testu powinna by uyta kartka
materiau wielkoci przynajmniej A3/A.
- DIN Cut Test DIN - suy do wykonania elektrycznego i mechanicznego testu plotera tncego,
sprawdzajcego jako cicia. Pozwala take dokadnie sprawdzi ustawienia noa typu nacisk
noa, przesunicie oraz wysuw noa. Test ten jest zawsze wykonywany na ustawieniu
portretowym arkusza wielkoci A4/A, w zalenoci od aktualnej wielkoci zaadowanego materiau.
Jeli rolka materiau jest mniejsza ni wielko DIN A4/A, cz zewntrzna bdzie odcita (nie
pocita). To cicie jest zawsze wykonywane w procesie wyznaczonym przez standard ISO DIN.
- Tool Narzdzie parametr umoliwiajcy wybr domylnego narzdzia dla danej konfiguracji.
UWAGA!!!
Po zmianie narzdzia naley pamita o sprawdzeniu parametrw wybranego narzdzia. Jeeli
parametry byy zapisane w konfiguracji uytkownika naley wybra odpowiedni konfiguracj dla
danego narzdzia. W przypadku zmiany noa naley wykona kalibracj OPOS.
- Flex Cut Typ ciecia Flex tryb ten moe by WYLACZONY lub ustawiony jako szybki (TRYB
1) lub dokadny (TRYB 2). W przypadku, gdy ploter pracuje w trybie FlexCut cz konturu jest
przecinana na wylot natomiast cz jest tylko nacinana, dziki czemu materia do koca cicia
pozostaje w jednym kawaku i nie rozlatuje si, dziki czemu nie ma zagroenia zniszczenia
materiau i urzdzenia. Po zakoczeniu wycinania bardzo szybko i atwo mona wyj wycite
czci z materiau. Tryb ten stosuje si w przypadku mediw, ktre maj by przecite na wylot a
nie tylko nacite jak ma to miejsce np. w przypadku folii z podkadem. Przykadem takiego
materiau mog by grube materiay, np. tektury za pomoc, ktrych tworzy si szablony.
Tryb 1 (szybki) jest trybem szybszym, ale mniej dokadnym, poniewa nacisk noa jest zmieniany
w trakcie cicia. Tryb 2 (dokadny) jest o wiele wolniejszy. Gwarantuje natomiast wiksz
dokadno cicia, poniewa ploter zatrzymuje si przy kadej zmianie nacisku noa.
Wyrniamy 3 charakterystyczne dla trybu FlexCut parametry:
1.
Full Peny nacisk noa: Ten parametr okrela nacisk, z jakim ploter bdzie przecina
materia.
2.
Full - Dugo penego ciecia: Ten parametr okrela dugo, na ktrej ploter bdzie ci z
penym naciskiem, zazwyczaj jest to dugo, na ktrej materia bdzie przecinany na wylot.
3. Flex - Dugo FlexCut: Ten parametr okrela dugo, na ktrej ploter bdzie ci z mniejszym
naciskiem. Warto tego parametru jest zazwyczaj mniejsza od wartoci parametru dugoci
penego cicia.
4. Flex - Niepeny nacisk noa: Ten parametr okrela nacisk, z jakim ploter bdzie ci na dugoci
Flex.
UWAGA!!!
Do zmiany parametrw konfiguracyjnych plotera zaleca si stosowanie programu Summa Cutter
Control, w ktrym wywietlana jest od razu caa konfiguracja. Zmiana wybranego parametru jest w
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
tym przypadku znacznie szybsza i wygodniejsza. Oczywicie wszystkie parametry mona
zmienia te bezporednio z poziomu ploter.
Procedura ustawiania parametrw FlexCut:
1.
2.
3.
4.
5.
Wcinij FlexCut i za pomoc kursorw lewy / prawy wybierz jeden z dwch trybw cicia
FlexCut.
Wcinij ENTER, aby zatwierdzi wybr albo wcinij EXIT, aby opuci menu bez wprowadzania
zmian.
Za pomoc kursorw gra / d przechod midzy parametrami zmieniajc ich wartoci za pomoc
kursorw lewy / prawy. Wcinij ENTER, aby zatwierdzi zmian albo wcinij EXIT, aby opuci
menu bez wprowadzania zmian.
Wr do TRYB FLEXCUT i wcinij TEST, aby sprawdzi poprawno ustawie.
Jeli jako cicia jest niezadowalajca powtrz krok 3 i 4, a do uzyskania poprawnego wycinania
w danym materiale.
- Panels Panelowanie7 - jest przydatn funkcj szczeglnie w przypadku wycinania
dugich projektw. Pozwala uytkownikowi na skonfigurowanie plotera tak, aby kady projekt
wycinany by w takich samych czciach jedna po drugiej z zachowaniem rozmiarw caoci
projektu. Panelowanie jest cile powizane z opcjonalnym moduem zwijania mediw.
1.
Panelowanie: Ten parametr wcza i wycza opcj panelowania.
2.
Rozmiar panelowania: Ten parametr pozwala na okrelenie
wielkoci pojedynczego panela.
3.
Panel replot: Ten parametr okrela ilo powtrze wycinania tego
samego panela.
4.
Sort vectors: Ten parametr uaktywnia sortowanie obiektw w
projekcie podczas wycinania.
-
Overcut Nadcicie umoliwia zastosowanie nadcicia, ktre uatwia proces
przeniesienia materiau na foli transparentn. Naley nacisn kursor w lewo lub w prawo,
aby zmieni warto. Domyln wartoci jest 1. Funkcja nadcicia moe by nieaktywna
(=0) lub ustawiona na dowoln warto pomidzy 0 (=wyczony) a 10. Jedna jednostka to
okoo 0.1 mm lub 0.004".
Opticut Opticut zwiksza jako cicia niwelujc bdy cicia w miar zuywania si
noa. Domylnie OptiCut jest WYLACZONY.
UWAGA!!!
Opcja dostpna tylko dla ploterw z wersj firmware 9985xxx.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Opcja ta jest dostpna tylko wtedy, gdy w ploterze zainstalowany jest n wleczony.
- Emulate Emulacja parametr uywany jest do wyboru aktywnego jzyka komunikacji dla
plotera tncego. Plotery tnace Summa S CLASS obsuguj DM-PL, HP-GL, HP-GL/2. Dostpna
jest te opcja Auto (jest ona domylnie ustawiona w ploterze).
DM-PL jest zalecanym jzykiem komunikacji dajcym najczciej najlepsz jako cicia.
HP-GL emuluje drukarki HP 7585B, 7580B, 758X.
HP-GL/2 emuluje drukarki HP Draftmaster RX/SX/MX 7595B
UWAGA!!!
Aktywny jzyk pracy MUSI by zgodny z oprogramowaniem. Zawsze naley wybiera jzyk
zgodny z oprogramowaniem komputera. W przypadku, gdy emulacja bdzie ustawiona jako AUTO
ploter automatycznie bdzie rozpoznawa jzyk komunikacji z oprogramowaniem.
- USB CLASS Klasa USB - moe by ustawiona jako Standardowa, Printer Uni
(jednokierunkowa), lub Printer Bidi (dwukierunkowa).
Klasa standardowa wykorzystywana jest przez sterowniki ploterw (take te wbudowane w
programy do cicia lub programy bdce tylko pomostem do przesyania danych z programu
graficznego do plotera tak jak ma to miejsce w przypadku programu WinPlot).
Printer Uni i Printer Bidi maj zastosowanie podczas pracy w sieci. Domylnie klasa USB
ustawiona jest jako Standard.
- Baud rate Transmisja - opcja ta jest uywana do ustawienia lub modyfikacji szybkoci
transmisji uywanej przez port szeregowy RS-232-C przy komunikacji pomidzy ploterem tncym
a komputerem. Dostpne s nastpujce szybkoci: 2400 bps, 4800 bps, 9600 bps, 19200, 38400
i 57600 bps. Domyln szybkoci transmisji jest 9600 bps (jest to domylne ustawienie systemu
Windows).
UWAGA!!!
Ustawienia portu RS232 w ploterze powinny zgadza si z ustawieniami portu RS232 w
komputerze. W przeciwnym razie nie bdzie komunikacji midzy ploterem a komputerem.
- Parity Parzysto - parametr ten jest uywany do ustawiania lub modyfikacji formatu bajtw i
typu parzystoci dla komunikacji szeregowej RS-232-C pomidzy ploterem tncym a komputerem.
Domylnym ustawieniem jest warto 8.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
Ustawienia portu RS232 w ploterze powinny zgadza si z ustawieniami portu RS232 w
komputerze. W przeciwnym razie nie bdzie komunikacji midzy ploterem a komputerem.
- RTS/DTR RTS/DTR - parametr ten kontroluje sygnay dania transmisji (RTS) i gotowoci
nadawania (DTR) plotera tncego dla korekcji sprztowej przez szeregowe zcze komunikacji RS232-C. Domyln wartoci RTS/DTR jest TOGGLE (SPRZETOWE). Oprcz tego dostpne jest
jeszcze ustawienie ALWAYS HIGH (PROGRAMOWE - korekcja programowa).
UWAGA!!!
Ustawienia RTS/DTR w ploterze powinny zgadza si z ustawieniami RTS/DTR w komputerze. W
przeciwnym razie komunikacja midzy ploterem a komputerem bdzie zakcana bdami w
przypadku wysyania z komputera do plotera plikw o duych rozmiarach. Typowym bdem
wywoanym zymi ustawieniami tego parametru jest rozpoczcie wycinania przez ploter bez
adnego problemu i nage przerwanie prawidowego wycinania projektu poczone z wycinaniem
zupenie przypadkowych linii.
- RS-232 TEST Test RS-232 - test przeprowadzany jest w celu weryfikacji poczenia plotera
(transmisji danych, odbierania danych). Wykonanie tego testu nie wymaga obecnoci w ploterze
noa, pisaka ani folii.
Aby wykona test RS-232-C naley:
1. Odaczy kabel RS-232-C od tylnego panela plotera tncego.
2. Uy kabla testowego, aby poczy w porcie pin 2 do pin 3, pin 7 i do pin 8.
3. Wcisn przycisk TEST RS232. Ploter rozpocznie przesyanie danych na rnych
ustawieniach prdkoci przesyania danych i parzystoci. Dugo transmisji bdzie si
zmienia ze wzgldu na uycie rnych prdkoci transmisji. Modu testujcy sprawdzi
nastpnie korekcj sprztow linii. Jeeli zcze RS232 nie dziaa poprawnie, wtedy ploter
poda informacj o bdzie.
4. Po wykonaniu testu odcz kabel testowy od plotera.
5. Podcz normalny kabel RS-232-C.
- Align Mode Tryb dopasowania w przypadku, gdy ploter nie jest wyposaony w system
OPOS s jeszcze 3 dodatkowe metody specjalnego adowania mediw dostpne w ploterach
SummaCut: DOPASUJ X, DOPASUJ XY i POPRAW XY. Metody te mog zosta uyte w
przypadku, gdy kombinacja kolorw markera i mediw, na ktrych nadrukowany jest marker nie
jest rozpoznawana przez czujnik systemu OPOS. Wymagaj one rcznej rejestracji dodatkowych
znakw drukarskich, ktre s drukowane razem z rysunkiem. Znaki drukarskie mog by
dowolnego typu. Wikszo programw do wycinania potrafi automatycznie wstawi takie znaki
wok drukowanej grafiki.
Po wejciu w ten parametr za pomoc kursorw lewy / prawy mona przecza si midzy
poszczeglnymi trybami wyrwnywania. Przycisk ENTER zatwierdza wybr parametru. Przycisk
EXIT anuluje wybr.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
W przypadku, gdy w ploterze zainstalowany jest czujnik OPOS nie ma potrzeby przeczania si
na inne tryby dopasowania. System OPOS bazujcy, na co najmniej 4 znacznikach
umieszczonych w naronikach projektu jest najdokadniejszym trybem pozycjonowania dla cicia
konturowego.
Bdy, ktre mog by skorygowane przez poszczeglne tryby dopasowania:
- obrcony wzr jeeli drukowany wzr nie jest zaadowany we waciwym kierunku kontur
moe by obrcony tak aby wyrwna si z drukowan grafik
- ukony wzr jeeli osie X i Y drukowanego wzoru nie s prostopade kontur moe by
wyrwnany do drukowanego wzoru
- niewaciwie wyskalowany wzr jeeli rozmiar druku rni si od oryginalnego wzoru z
twojego programu waciwego dla uywanej folii, kontur moe by wyskalowany do drukowanej
grafiki
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
UWAGA!!!
Wyskalowanie konturu moe by tylko w granicach kilku procent. Moliwe jest stosowanie
kombinacji wyrwnywania znieksztace. Midzy kadym zestawem 4 pisakw mog by
obsugiwane nawet trzy kombinacje znieksztace.
Tryby dopasowania korygujce wyej wymienione bdy:
UWAGA!!!
Wszystkie opisane poniej tryby konfigurowane s rcznie. Oprogramowanie dostarczane z
ploterem posiada wbudowan obsug tylko trybu dopasowania OPOS. Kady ze znacznikw
musi zosta dokadnie wskazany poprzez rczne najechanie na niego kocwk noa. W
przeciwnym razie cicie bdzie bardzo niedokadne.
DOPASUJ X rozwizuje problem projektu obrconego. Dla tej metody, musi by sprecyzowany
pocztek ukadu wsprzdnych i jeden punkt wzdu osi X. Metoda ta obraca tylko kontur. Nie
wymaga podawania adnych parametrw odlegoci. Jest to najszybsza i najatwiejsza metoda,
zalecana do maych, pojedynczych arkuszy do A3 (11 x 17).
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
punkt osi X
dwa znaki drukarskie
wskazuj pocztek
ukadu wsprzdnych i o X
pocztek ukadu
wsprzdnych
DOPASUJ
musz by
wzdu osi
odlegoci.
odlegoci.
XY rozwizuje problemy projektu obrconego i projektu skonego. Dla tej metody,
podane: pocztek ukadu wsprzdnych, oraz jeden punkt wzdu osi X i jeden punkt
Y. Metoda ta obraca i ustawia skonie rysunek. Nie potrzebuje adnych parametrw
Metoda jest najbardziej dokadn metod bez uywania jakichkolwiek parametrw
punkt osi X
punkt osi Y
pocztek
ukadu
wsprzdnych
trzy znaki drukarskie wskazuj
pocztek ukadu wsprzdnych,
o X i o Y.
POPRAW XY rozwizuje problemy projektu obrconego, projektu skonego i projektu
niepoprawnie skalowanego. Dla tej metody, musz by podane: pocztek ukadu wsprzdnych,
jeden punkt zdefiniowany wzdu osi X i jeden punkt zdefiniowany wzdu osi Y. Ta metoda obraca
i ustawia skonie rysunek. Wymaga dwch parametrw (odlego X i odlego Y). Te odlegoci
definiuj uoenie dwch punktw wzdu osi. Jest to najbardziej dokadna, rczna metoda
wyrwnania.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
punkt osi X
pocztek
ukadu
wsprzdnych
trzy znaki drukarskie wskazuj
pocztek ukadu wsprzdnych,
o X i o Y
punkt osi Y
- Autload adowanie automatyczne - opcja ta determinuje ploter do automatycznego
odwijania materiau z rolki z okrelon prdkoci. W przypadku, gdy opcja ta jest wyczona
uytkownik powinien sam odwin materia z rolki do cicia. adowanie automatyczne
domylnie jest wczone. Wyczenie tej opcji powoduje te brak gwarancji na precyzyjne
prowadzenie folii przez ploter.
- Language Jzyk - opcja ta pozwala na ustawienie jzyka, w ktrym bdzie pracowa
ploter. Do wyboru jest jzyk Angielski, Francuski, Niemiecki, Hiszpaski, Woski i
Holenderski. Domylnie ustawionym jzykiem jest jzyk Angielski. Do plotera mona te
wczyta polskie menu, ktre bdzie w nim na stae. Aby to wykona naley:
1.
2.
Zainstalowa program Custom Menu Language Editor i Summa Cutter Control.
Wczy ploter i uruchomi program Summa Cutter Control.
3.
W programie Summa Cutter Control wybra opcj Podstawowe Informacje i
sprawdzi wersj firmware w ploterze.
4.
Uruchomi program Custom Menu Language Editor.
5.
Wczyta do programu plik z polskiej pyty CD dostarczanej z ploterem oznaczony
jako mdsummacut_md9985.0xx gdzie xx oznacza wersj firmware w ploterze.
6.
Za pomoc opcji Write to cutter przesa plik do plotera.
7.
Po zakoczeniu przesyania pliku na panelu zostanie wywietlony komunikat
DOWNLOAD OK.
8.
Wyczy i wczy ponownie ploter.
9.
Sprawdzi czy dziaa polskie menu.
- Default Menu Domylne menu - opcja ta przywraca w ploterze fabryczne ustawienia
parametrw urzdzenia. Nie s tylko resetowane parametry, ktre wymagaj kalibracji.
- Menu Units Jednostki opcja ta okrela jednostki miary, w jakich ploter komunikuje si
z uytkownikiem.
- ROM Revision Wersja ROM - pokazuje aktualn wersj firmware w ploterze. Jeeli
pojawi si nowa wersja firmware mona j uaktualni w ploterze za pomoc programu
Summa Cutter Control. W tym celu naley:
1. Pobra ze strony internetowej nowsz wersj firmware (pliki z najnowsz wersj firmware
umieszczone s rwnie na polskiej pycie CD dodawanej do plotera podczas sprzeday).
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
2.
3.
4.
5.
6.
7.
8.
9.
Jeeli wystpi problem z pobraniem ze strony internetowej pliku z now wersj firmware
mona w firmie Agraf lub u lokalnego dealera zamwi now pyt z najnowszymi plikami.
Uruchomi program Summa Cutter Control.
Sprawdzi komunikacj midzy ploterem a komputerem za pomoc opcji Podstawowe
Informacje.
Z menu programu Summa Cutter Control wybra opcj Aktualizacja firmware
Otworzy si okno przegldarki systemu, w ktrym naley wskaza pooenie pliku z now
wersj firmware a nastpnie zatwierdzi wybr.
Program porwna wersj firmware w ploterze z wersj w pliku, ktry zosta wskazany przez
uytkownika a nastpnie wywietli komunikat z prob o potwierdzenie wykonania
aktualizacji.
Po zatwierdzeniu naley czeka a nowy plik zostanie wysany do plotera i na wywietlaczu
plotera pokae si komunikat Upgrade OK.
Naley wtedy wyczy i ponownie wczy ploter.
W programie Summa Cutter Control lub bezporednio w ploterze mona sprawdzi czy
nowa wersja firmware zostaa poprawnie wgrana.
UWAGA!!!
Zaleca si wykonanie aktualizacji wersji firmware przez osoby do tego uprawnione lub pod
kontrol pracownikw autoryzowanego serwisu. Niepoprawne wykonanie aktualizacji wersji
firmware w ploterze moe doprowadzi do uszkodzenia urzdzenia i koniecznoci odpatnej
ingerencji serwisowej.
- Media Sensor Czujnik folii - automatycznie sprawdza czy s w ploterze zaadowane media a
take kontroluje brzegi folii nie dopuszczajc do cicia mimo zakoczenia lub braku materiau w
ploterze. Czujnik moe by wczony lub wyczony. Domylnie czujnik jest wczony. W takim
przypadku ploter szuka brzegw folii podczas procesu adowania mediw w ploterze. Podczas
procesu cicia aktywny czujnik zatrzymuje prac plotera w momencie, gdy czujnik wykryje tylny
brzeg zaadowanej w ploterze folii. Jeeli czujnik jest wyczony ploter nie kontroluje zaadowanej
folii.
UWAGA!!!
Zaleca si, aby czujnik folii by aktywny. Pozwoli to na kontrol zaadowanej w ploterze folii a tym
samym uniknicie zniszczenia noa i tamy ochronnej w przypadku, gdy wielko projektu
przekroczy rozmiar zaadowanej w ploterze folii.
- Sensor Setup Ustawienie czujnika - opcja ta pomaga w sprawdzeniu czy czujnik mediw
dziaa poprawnie i jaki jest jego stopie czuoci rozpoznawania brzegw mediw.
1. Umie kawaek folii w poowie wybranego czujnika jednoczenie pod zewntrznymi
rolkami dociskowymi.
2. Wcinij ENTER.
3. Za pomoc kursora w lewo / prawo zmie suwakiem poziom, jeeli to konieczne.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
-
Calibrate X/Y Kalibracja X/Y - kalibracja dugoci pozwala na wycicie dugoci linii
wedug specyfikacji. Ploter bdzie pracowa tylko z tak dokadnoci, jaka zostanie mu
przypisana podczas kalibracji. Jeli wycita linia powinna mie dokadnie 100 mm ploter
moe by ustawiony tak, aby nie byo adnych rozbienoci.
- Coil Setup Konfiguracja cewki - test ten jest uywany do kalibrowania nacisku noa i pisaka
oraz do ustawiania punktu postoju noa i pisaka. Po ustawieniu, warto jest zapisywana w
systemie do staej pamici RAM. Po uruchomieniu tej opcji za pomoc kursorw gra i d
przeczaj si midzy parametrami za pomoc kursorw lewy i prawy zmieniajc wartoci
wybranych parametrw. Wcinij ENTER, aby zatwierdzi zmian albo wcinij EXIT, aby opuci
menu bez wprowadzania zmian.
UWAGA!!!
Nie naley wykonywa kalibracji cewki, jeeli maszyna pracuje poprawnie. Zmiana parametrw na
nieprawidowe wartoci moe powanie wpywa na jako cicia a nawet uszkodzi ploter tncy.
Ustawianie nacisku 40g i nacisku 600g (400g)
Do wykonania tego testu potrzebny jest miernik 100 gr i 600 gr. Zmierz nacisk noa miernikiem
(odczytaj warto z miernika w momencie, gdy n zaczyna podnosi si nad foli). Za pomoc
kursorw lewy i prawy zmie warto tego parametru tak, aby odczytana z miernika warto bya
taka sama jak na wywietlaczu (40g, 400g lub 600g w zalenoci od parametru, ktry jest
kalibrowany).
Ustawianie ldowania
Ldowanie okrela si, z jak narzdzie uderza w foli. Podczas wykonywania tej kalibracji
obsadka z noem musi znajdowa si w gowicy. Upewnij si, e n nie wystaje. Za pomoc
kursora d zmniejsz warto do momentu a narzdzie bdzie w grze. Nastpnie za pomoc
kursora gra zwiksz warto tego parametru. Przy kadej zmianie kontroluj czy narzdzie jest ju
cakowicie w dole. W momencie, gdy narzdzie jest cakowicie w dole zwiksz warto o 3
jednostki I w ten sposb otrzymasz poprawne ustawienie.
-
Cal. Media Kalibruj foli kalibracja wykonywana w celu ustawienia czuoci czujnika
systemu OPOS. Standardowo wykonywana jest fabrycznie, natomiast uytkownik powinien
j wykona w momencie, gdy ploter nie moe odczyta znacznikw wydrukowanych na
folii8.
- OPOS Settings Ustawienia OPOS opcja ta pozwala bezporednio z plotera okreli
parametry systemu OPOS dla danego projektu9.
8
9
Peny opis w rozdziale 10.
Peny opis w rozdziale 10.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
12. KONSERWACJA I CZYSZCZENIE
Plotery tnce SummaCut maj du liczb powierzchni lizgowych zrobionych z gadkiego metalu i
plastiku. Powierzchnie te s praktycznie bez tarcia i nie wymagaj smarowania. Bd one jednak
podczas codziennej pracy gromadzi kurz i kawaki papieru, ktre mog oddziaywa na
wydajno plotera tncego. Naley utrzymywa ploter tncy w czystoci stosujc do tego np.
oson przeciw kurzowi.
UWAGA!!!
Zaleca si okresowe sprawdzenie i przeczyszczenie zewntrznych czci plotera. Mona je
przeczyci szmatk nasczon alkoholem izopropylowym lub sabym detergentem. Nie uywa
rodkw ciernych.
CZYSZCZENIE ELEMENTW SYSTEMU PROWADZENIA MEDIW
Od czasu do czasu naley przeczyci elementy systemu prowadzenia mediw z kurzu i
pozostaoci po citych materiaach. Pozwoli to na utrzymanie precyzyjnego prowadzenia mediw
przez rolki dociskowe i waki. W tym celu naley wykona nastpujc procedur:
1.
2.
3.
4.
Upewnij si, e w ploterze nie s zaadowane adne media.
Wycz czujnik mediw lub zakryj go.
Ustaw rolk dociskow nad wakiem, ktry ma by wyczyszczony.
Usu podkad z folii i umie kawaek folii bez podkadu midzy rolk dociskow a wakiem.
5. Opu dwigni docisku rolek.
6. Wcinij
i trzymaj dopki waki nie wykonaj przynajmniej jednego, penego obrotu.
7. Za pomoc
i
naley przesun kilkakrotnie pasek folii do przodu i do tyu w celu
zebrania wszystkich osadw, jakie zebray si na rolkach I wakach dociskowych. Czynno t
naley wykona dla wszystkich rolek i wakw.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
CZYSZCZENIE CZUJNIKA MEDIW
Podczas pracy plotera czujnik mediw stopniowo ulega zanieczyszczeniu. Naley od czasu do
czasu przetrze go bawenian szmatk lub wacikiem w celu zapewnienia prawidowej pracy
czujnika i plotera.
CZYSZCZENIE CZUJNIKA SYSTEMU OPOS
System optyczny podczas codziennej pracy ulega zakurzeniu. Dlatego te systematycznie
powinno czyci si go bawenian szmatk lub wacikiem w celu utrzymania czystoci czujnika, co
pozwoli na dokadn prac czujnika.
WYMIANA BEZPIECZNIKA
UWAGA!!!
Przed wymian bezpiecznika upewnij si, e ploter jest cakowicie odcity od zasilania.
UWAGA!!!
Zaleca si stosowanie tego samego typu bezpiecznikw: T2.0A, 250V SCHURTER SPT.
Stosowanie innego rodzaju bezpiecznikw moe powodowa brak zabezpieczenia a tym samym
wystpienie zagroenia np. poarem.
W celu wymiany bezpiecznika naley
wysun modu bezpiecznika z plotera
usun stary bezpiecznik, woy nowy
bezpiecznik do obsadki i umieci j w
ploterze delikatnie wciskajc.
1. Modu z bezpiecznikiem
2. Obsadka na bezpiecznik
3. Bezpiecznik
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
13. ZASADY PRACY Z PLOTERAMI SUMMA
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Urzdzenie naley ustawi w pomieszczeniu pozwalajcym na swobodne poruszanie si
dookoa urzdzenia. Jest to szczeglnie wane dla bezpiecznego wykonania adowania
materiaw do urzdzenia.
Nie wolno umieszcza z przodu i z tyu urzdzenia rzeczy, ktre uniemoliwiayby prac
urzdzenia.
W przypadku koniecznoci przemieszczania urzdzenia powinno ono zosta umieszczone w
kartonowych pudach z wypenieniem tak jak zostao dostarczone podczas zakupu.
Ze wzgldu na wag i konstrukcj urzdzenia zalecane jest, aby monta plotera z podstaw
wykonyway dwie osoby.
Przed przystpieniem do pracy z urzdzeniem naley upewni si, e urzdzenie jest
podczone do gniazdka z uziemieniem. Uycie gniazdka bez uziemienia naraa operatora
na ryzyko poraenia elektrycznego. Moe take prowadzi do zego funkcjonowania
urzdzenia stwarzajc tym samym zagroenie dla operatora urzdzenia.
Przed wczeniem urzdzenia naley sprawdzi kabel zasilajcy. W przypadku, gdy kabel
jest uszkodzony naley go wymieni. Uruchomienie urzdzenia z uszkodzonym kablem
zasilajcym powoduje ryzyko poraenia elektrycznego operatora urzdzenia.
Po wczeniu urzdzenia do zasilania naley zwrci uwag na rodki ostronoci podczas
adowania mediw do plotera szczeglnie w obrbie obszaru cicia. Rce, wosy, ubranie i
biuteri naley trzyma z dala od czci ruchomych. Szczegln uwag naley zwrci w
obrbie gowicy, w ktrej umieszczony jest n.
Po zaadowaniu mediw naley upewni si, e s one pynnie przesuwane do przodu i do
tyu.
Przed opuszczeniem rolek dociskowych naley sprawdzi czy s one ustawione z takim
samym naciskiem.
Po opuszczeniu rolek dociskowych podczas pracy urzdzenia nie wolno cign za
umieszczone w nim materiay.
Podczas eksploatacji urzdzenia zaleca si stosowanie tego samego typu bezpiecznikw.
Stosowanie innego rodzaju bezpiecznikw moe powodowa brak zabezpieczenia a tym
samym wystpienie zagroenia np. poarem lub poraenie elektryczne.
Prace konserwacyjne polegajce na wymianie bezpiecznika, czyszczeniu czci ruchomych i
staych urzdzenia naley wykonywa tylko wtedy, gdy ploter jest cakowicie odcity od
zasilania.
W przypadku konserwacji urzdzenia polegajcej na czyszczeniu rolek dociskowych
urzdzenie jest podczone do zasilania. Procedur czyszczenia naley wykona zgodnie ze
wskazwkami zawartymi w instrukcji obsugi urzdzenia.
Podczas wymiany noa tncego naley posugiwa si wycznie obsadkami dostarczonymi
z ploterem. Wyjmowanie noa z obsadki palcami moe spowodowa skaleczenie operatora
urzdzenia.
Po zakoczeniu pracy naley upewni si, e ploter zosta odczony od zasilania a rolki
dociskowe s podniesione.
Zaleca si okresowe sprawdzenie i przeczyszczenie zewntrznych czci plotera.
Urzdzenia nie wolno rozkrca w momencie, gdy jest ono wczone do zasilania.
Wszelkie koniecznoci naprawy urzdzenia powinny by zgaszane do autoryzowanego
serwisu.
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
14. SPECYFIKACJA
WYMIARY
D60 (SE)
D120(SE)
D140(SE)
D160(SE)
mm
inch
mm
inch
mm
inch
mm
Inch
Wysoko
300
11,8
1220
44,1
1145
45,1
1145
45,1
Szeroko
1000
39,4
1600
63
1750
68,9
1980
77,9
Gboko
350
13,8
680
26,8
680
26,8
680
26,8
kg
Lbs.
kg
Lbs.
kg
Lbs.
kg
Lbs.
15
33
42
92
48
106
58
127
Waga
MEDIA
Szeroko
Rolka
Arkusz
Rolki
dociskowe
Maks.
obszar
cicia
Minimalny
margines
Przedni
margines
Tylny
margines
Czujnik
wczony
Czujnik
wyczony
Dugo
cicia o
D60
D60 SE
D60 FX
D60 FX SE
D140 SE
D160 SE
115 660
115 775
D120
D120 SE
mm
120 1375
120 1220
70 660
70 - 775
180 1520
180 1430
180-1630
180-1640
600 mm x 8 m
(gwarantowan
a
powtarzalno
)
575 mm x 8 m
(gwarantowan
a
powtarzalno
)
1200 mm x 8
m
(gwarantowan
a
powtarzalno
)
1350 mm x 8
m
(gwarantowan
a
powtarzalno
)
1575 mm x 8
m
(gwarantowan
a
powtarzalno
)
600 mm x 50
m
(powtarzalno
nie
gwarantowana
)
575 mm x 50
m
(powtarzalno
nie
gwarantowana
)
1200 mm x 50
m
(powtarzalno
nie
gwarantowana
)
1350 mm x 50
m
(powtarzalno
nie
gwarantowana
)
1575 mm x 50
m
(powtarzalno
nie
gwarantowana
)
25 mm
18 mm
42 mm
25 mm
8 metrw w granicach gwarantowanych
8 metrw w granicach gwarantowanych
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
specyfikacji10
specyfikacji11 dla folii o szerokoci do
762 mm
gwarantow
anej
jakoci
4 metry w granicach gwarantowanych
specyfikacji12 dla folii o szerokoci
powyej 762 mm
Grubo
mediw
0,05 0,25 z noem wleczonym do cienkich folii
0,8 z noem wleczonym do grubych folii13
Na ploterach SummaCut zosta przetestowany szeroki zakres folii winylowych i folii do
piaskowania. Przy stosowaniu certyfikowanych materiaw gwarantowana jest obsuga zgodna
funkcjonalnymi specyfikacjami modelu.
Do krelenia zalecany jest papier Bond o gramaturze 120 g/m2.
AKCESORIA
Narzdzie
N do cienkich folii
N do grubych folii
Pisak fibrowy - czarny
Narzdzie dziurkujce
Materia
Folie standardowe,
odblaskowe i fluorescencyjne
Folie maskujce i grube folie
do piaskowania
Papier
Papier, Folia
Ilo
2
Opcja
1
Opcja
UWAGA!!!
W celu uzyskania jakoci gwarantowanej w specyfikacji zaleca si stosowanie oryginalnych
narzdzi (noy, pisakw, dziurkaczy) do ploterw Summa.
Aby zamwi zastpcze noe, pisaki lub narzdzia dziurkujce, skontaktuj si z lokalnym
dealerem, podajc nazwy lub numery czci z katalogu (tabela poniej).
Produkt
10
Numer
katalogowy
Materiay dugoci wikszej ni 4 m mog by obsugiwane, ale
gwarantowana (bdzie zalena od typu materiau, wielkoci materiau i
tutaj wymienione).
11
Materiay dugoci wikszej ni 4 m mog by obsugiwane, ale
gwarantowana (bdzie zalena od typu materiau, wielkoci materiau i
tutaj wymienione).
12
Materiay dugoci wikszej ni 4 m mog by obsugiwane, ale
gwarantowana (bdzie zalena od typu materiau, wielkoci materiau i
tutaj wymienione).
13
N ten wraz z obsadk dostpny jest jako opcja.
Zdjcie
zgodno z specyfikacjami nie jest
innych parametrw, ktre nie zostay
zgodno z specyfikacjami nie jest
innych parametrw, ktre nie zostay
zgodno z specyfikacjami nie jest
innych parametrw, ktre nie zostay
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Kabel zasilajcy
Kabel USB
399-111
Kabel Serialowy RS-232
423-183
Konierze do rolki
(zestaw 2 sztuki)
391-510
Obsadka do noa wleczonego do
standardowych folii
391-332
Ostrze odcinajce
(zestaw 10 sztuk)
391-146
N wleczony do standardowych
folii (zestaw 5 sztuk)
391-360
Nz wleczony do grubych folii
(zestaw 5 sztuk)
391-358
Pisak fibrowy
(zestaw 4 sztuk)
MP06BK
Obsadka do noa wlczonego do
grubych folii
391-363
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Obsadka do dziurkacza
395-313
Dziurkacz
391-592
Bezpiecznik
MF9003
KOMUNIKACJA
Komunikacja
Szeregowy:I/O gniazdo
Gniazdo zgodne
Format danych
Szybko transmisji
Rwnolegy:
I/O gniazdo
Gniazdo zgodne
USB
Gniazdo zgodne
D60 / D60 SE / D60 FX / D60 FX SE / D120 / D120 SE / D140 SE /
D160 SE
standardowy asynchroniczny RS-232-C i USB
DB-9p.
DB-9S
8 bitw danych, 2 bity stopu, bez parzystoci
38400, 19200, 9600, 4800, 2400 bps
brak
brak
Typ B odbierajcy
Typ B
JZYK KOMUNIKACJI
Jzyk
Obsugiwany zestaw znakw
Obsugiwany zestaw fontw
Wydruki z pamici ROM
DM/PL, HP-GL (758x emulacja), HP-GL/2
Standard ASCII
SansSerif (pojedynczej gruboci i redniej)
test DIN, Confidence
PARAMETRY PRACY Z FOLI
Specyfikacje cicia 0.05 mm (0.002") na powleczonym woskiem winylu, cakowita grubo
materiau nie wiksza ni 0.25 mm (0.010").
Diagonalna prdko osiowa
rednia prdko
Przyspieszenie
Rozdzielczo adresowa
Do 1120 mm/s
700 mm/s
Do 3 G
0,025 mm, 0,1 mm
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Domylna rozdzielczo
Dokadno
Nacisk noa
Nacisk pisaka
Nacisk dziurkacza
0,025 mm
0,2% przesunicia lub 0,25 mm, ktrakolwiek jest wiksza
Od 0 do 400 g (regulowany elektronicznie co 5 g)
Od 0 do 400 g (regulowany elektronicznie co 5 g)
Od 0 do 400 g (regulowany elektronicznie co 5 g)
CERTYFIKATY
Certyfikat CE
FCC Klasa A
EN50022: 1987
EN50082-2: 1995
IEC 950, EN 60950
RODOWISKO PRACY
(Ploter bez zaadowanej folii)
Temperatura pracy
15 do 35 C
Temperatura magazynowania
-30 do 70 C
-22 do 158 F
35 - 75 %, nieskondensowana
Wilgotno
59 do 95 F
UWAGA!!!
Uycie stabilnego wymiarowo materiau jest istotnym wymogiem do otrzymania wysokiej jakoci
cicia. Dodatkowe rozszerzenie materiau lub jego skurcz moe pojawia si wskutek zmian
temperatury. Aby ulepszy wymiarow stabilno materiau, naley ustabilizowa materia do
aktualnych warunkw rodowiska przed uyciem przez okres minimum 24 godzin.
ZASILANIE
Zakres czstotliwoci: 48-62 Hz, pojedyncza faza
Zakres napicia: 110 230 V
Bezpiecznik typu: T2.0A, 250V SCHURTER SPT
UWAGA!!!
Zaleca si stosowanie tego samego typu bezpiecznikw. Stosowanie innego rodzaju
bezpiecznikw moe powodowa brak zabezpieczenia a tym samym wystpienie zagroenia np.
poarem.
REJESTRACJA PLOTERA
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
Podany poniej link pozwala na rejestracj zakupionego przez Pastwo urzdzenia w bazie
klientw producenta:
http://www.summa.be/registration.html
UWAGA!!!
Summa zastrzega sobie prawo do zmian informacji zawartych w instrukcji w dowolnym momencie.
Nieautoryzowane kopiowanie, modyfikowanie, dystrybuowanie lub wywietlanie jest zabronione.
Wszystkie prawa zastrzeone.
Copyright 2005 Summa bvba
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
Plotery SummaCutTM instrukcja obsugi
KONTAKT
Wszystkie pytania, sugestie, komentarze moecie Pastwo kierowa na ponisze adresy:
Producent
Sprzeda
Serwis
Europe, Africa and
Middle East
Polska
Polska
PJS Studio Grafiki i Techniki
Cyfrowej
PJS Studio Grafiki i Techniki
Cyfrowej
ul. Gdaska
ul. Gdaska
90-536 d
90-536 d
Polska
Polska
Biuro
Biuro
+48 (42) 230 91 66
+48 (42) 230 91 66
Fax
Fax
+48 (42) .....
+48 (42) .....
Pomoc techniczna
Pomoc techniczna
serwis@pjs-studio.net.pl
serwis@pjs-studio.net.pl
Sprzeda
Piotr Stachowicz 660 84 84 84
Summa, bvba
Rochesterlaan 6
B-8470 GISTEL
Belgium
Main Office
+32 (0)59 270011
Fax
+32 (0)59 270063
Support
support@summa.be
Sales
sales@summa.be
biuro@pjs-studio.net.pl.pl
Web Site
www.summa.be
Piotr Stachowicz 660 84 84 84
Krzysztof Lewandowski 604 998
141
Krzysztof Lewandowski 604
998 141
Strona internetowa
www.pjs-studio.net.pl
www.pjs-studio.net.pl ; biuro@pjs-studio.net.pl ; 042 230 91 66
You might also like
- SummaCut PLDocument69 pagesSummaCut PLPiotr JablonskiNo ratings yet
- Instrukcja SummaCut R PLDocument79 pagesInstrukcja SummaCut R PLpylon_403985644No ratings yet
- SummaSClass PL PDFDocument96 pagesSummaSClass PL PDFAdam HanaskoNo ratings yet
- DW733 PLDocument20 pagesDW733 PLKrzysztof Raszewski100% (2)
- Instrukcja Arm 300PDocument25 pagesInstrukcja Arm 300PJanusz SierpniakNo ratings yet
- Instrukcja Coverlock Merrylock 689Document82 pagesInstrukcja Coverlock Merrylock 689agnieszkasamslikowskaNo ratings yet
- Instrukcja-obslugi-AOC-U28P2ADocument29 pagesInstrukcja-obslugi-AOC-U28P2AwprzyjemskiNo ratings yet
- MK 8Document152 pagesMK 8Kamil PsikutasNo ratings yet
- Agregat-Max-Wyd-2-2007-R UniaDocument60 pagesAgregat-Max-Wyd-2-2007-R UniaRelu GherghiceanuNo ratings yet
- Ghost Manual PDFDocument16 pagesGhost Manual PDFJohn SmithNo ratings yet
- Podrecznik Uzytkownika 123900976220000Document227 pagesPodrecznik Uzytkownika 123900976220000tyfan1No ratings yet
- Instrukcja Uzytkowania W Locie Szybowca SZD-51-1 JuniorDocument26 pagesInstrukcja Uzytkowania W Locie Szybowca SZD-51-1 Junioravialogs100% (1)
- CREALITY Ender-5 Pro Najwyższej Jakości Instrukcja Obsługi Drukarki 3DDocument1 pageCREALITY Ender-5 Pro Najwyższej Jakości Instrukcja Obsługi Drukarki 3DkamarunytNo ratings yet
- Język C. Pasja Programowania Mikrokontrolerów 8-BitowychDocument35 pagesJęzyk C. Pasja Programowania Mikrokontrolerów 8-BitowychRemi RemikNo ratings yet
- EasyStart T Mont PL - 0805Document26 pagesEasyStart T Mont PL - 0805Tomasz FlisNo ratings yet
- PRF-LCD-WRL: Manipulator BezprzewodowyDocument11 pagesPRF-LCD-WRL: Manipulator BezprzewodowyMarc MarNo ratings yet
- JVC KD-S1501/KD-G152/KD-G151 CD Receiver ManualDocument68 pagesJVC KD-S1501/KD-G152/KD-G151 CD Receiver Manualmilek27No ratings yet
- PrintoH3 Instrukcja ObslugiDocument26 pagesPrintoH3 Instrukcja Obslugija2ja1No ratings yet
- Arm 300PDocument8 pagesArm 300PJanusz SierpniakNo ratings yet
- Sencor Sle1960 Instrukcja ObslugiDocument38 pagesSencor Sle1960 Instrukcja ObslugiKoleśNo ratings yet
- Niszczarka HSM Securio P44 Instrukcja ObslugiDocument9 pagesNiszczarka HSM Securio P44 Instrukcja Obslugieasy_copyNo ratings yet
- Instrukcja Montażu MonitoringuDocument16 pagesInstrukcja Montażu Monitoringudawid.wisniewski8985No ratings yet
- In H44XX InstrukcjaDocument68 pagesIn H44XX InstrukcjaGrzegorz UrbańskiNo ratings yet
- Apar AR252Document9 pagesApar AR252dasdasdNo ratings yet
- Ik-E353-001 TLD-6000 - 0Document26 pagesIk-E353-001 TLD-6000 - 0Mihai MihaiNo ratings yet
- Rog Strix InstrukcjaDocument8 pagesRog Strix Instrukcjafiliplopatecki008No ratings yet
- Program SignCut Instrukcja ObsługiDocument33 pagesProgram SignCut Instrukcja ObsługiJan Nowak-KowalskiNo ratings yet
- PocketBook InkPad X PLDocument102 pagesPocketBook InkPad X PLPaul WalerNo ratings yet
- 840D Iad 1102 PDFDocument350 pages840D Iad 1102 PDFSam eagle goodNo ratings yet
- Instrukcja PL - Workline - 410-280 DG PDFDocument70 pagesInstrukcja PL - Workline - 410-280 DG PDFCentrala Techniczna EltechNo ratings yet
- Int RX S - PLDocument4 pagesInt RX S - PLPiterKK KosewskiNo ratings yet
- Eco KontrolerDocument27 pagesEco KontrolerDxNo ratings yet
- Niszczarka Securio C16 Instrukcja ObsługiDocument7 pagesNiszczarka Securio C16 Instrukcja Obsługieasy_copyNo ratings yet
- Instr Orllo RX 700 DualDocument36 pagesInstr Orllo RX 700 Dualrozettest6No ratings yet
- Instrukcja 6040Document24 pagesInstrukcja 6040Bartosz SieniekNo ratings yet
- Prasa Rolującaebi - Sipma - NR - 02Document7 pagesPrasa Rolującaebi - Sipma - NR - 02Robert PiotrowskiNo ratings yet
- Instrukcja Obslugi INNOVA DF1Document72 pagesInstrukcja Obslugi INNOVA DF1Mieczysław MichalczewskiNo ratings yet
- Digital ECU Tuner III Manual PDFDocument53 pagesDigital ECU Tuner III Manual PDFmoussadjee reshadNo ratings yet
- Fp512h Fp513h Fp514h Fp517d Fp519g Fp520g Fp521g MLX PL Cs SK SL SR HR Ro BG Hu Ar Ir Et LT LV UaDocument149 pagesFp512h Fp513h Fp514h Fp517d Fp519g Fp520g Fp521g MLX PL Cs SK SL SR HR Ro BG Hu Ar Ir Et LT LV Uadelta107No ratings yet
- PRSUS ProjektDocument11 pagesPRSUS ProjektDariusz GomułaNo ratings yet
- Dyna PocketDocument63 pagesDyna PocketGrzegorzNo ratings yet
- CYBELEC 1200 Instrukcja Obsługi - PLDocument55 pagesCYBELEC 1200 Instrukcja Obsługi - PLmick_gol100% (3)
- MFL67142704 Polish ARNUxxGLxG4Document21 pagesMFL67142704 Polish ARNUxxGLxG4Jakub SledzNo ratings yet
- MAN_A5E01168846K-09_pl_pl-PLDocument128 pagesMAN_A5E01168846K-09_pl_pl-PLylebongoNo ratings yet
- Jack-JK-6380-DU-1181 2Document21 pagesJack-JK-6380-DU-1181 2martaNo ratings yet
- Instrukcja Rapid - WebDocument20 pagesInstrukcja Rapid - Webksawirek123No ratings yet
- IO Organ 1600x850Document9 pagesIO Organ 1600x850marianoooxxlNo ratings yet
- Korg Triton TRDocument132 pagesKorg Triton TRbata976No ratings yet
- Instrukcja Obsługi - STSDocument18 pagesInstrukcja Obsługi - STSMarcin KęckiNo ratings yet
- Int-Tsi II PL 0516 PDFDocument40 pagesInt-Tsi II PL 0516 PDFMaciej100% (1)
- SDX40 CUI Instruction Manual 10054605-A-PolishDocument26 pagesSDX40 CUI Instruction Manual 10054605-A-PolishEdgar HoowerNo ratings yet
- Instrukcja Orllo Goodcam z8Document50 pagesInstrukcja Orllo Goodcam z8mqt3uszNo ratings yet
- Avt 2921Document3 pagesAvt 2921netzehNo ratings yet
- Int-Sz PLDocument11 pagesInt-Sz PLJanusz EloeloNo ratings yet
- DreamFocuser instrukcja obsługi V5.3.0Document32 pagesDreamFocuser instrukcja obsługi V5.3.0Tomasz KamińskiNo ratings yet
- Instrukcja Redstar CR07 PL 2Document50 pagesInstrukcja Redstar CR07 PL 2Ania DrabczykNo ratings yet
- American DJ - Accu Ufo ProDocument24 pagesAmerican DJ - Accu Ufo ProGrzegorz B.No ratings yet
- Slim-Dual PLDocument11 pagesSlim-Dual PLPrzemek AmitieNo ratings yet
- Diagnostyka i naprawa płyt głównych laptopów. Podstawy, metody, przykłady.From EverandDiagnostyka i naprawa płyt głównych laptopów. Podstawy, metody, przykłady.No ratings yet