You might also like
- 170 Motivos para Te Amar PituxinhoooDocument4 pages170 Motivos para Te Amar PituxinhoooSilvia Aros100% (1)
- A Sua Maneira (Simplificada)Document1 pageA Sua Maneira (Simplificada)Giovany Pereira ValleNo ratings yet
- Patologias Do Sistema Cardio Vascular - ResumoDocument21 pagesPatologias Do Sistema Cardio Vascular - ResumoGuilherme Oliveira Bjj100% (1)
- Tabela Cnu Pme Ma-1Document13 pagesTabela Cnu Pme Ma-1Sullivan SuadNo ratings yet
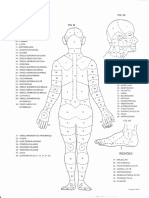
- Topografia Corpo HumanoDocument2 pagesTopografia Corpo Humanoestevaocanan100% (9)
- Suicídio - Do Desalojamento Do Ser Ao Desertor de Si MesmoDocument14 pagesSuicídio - Do Desalojamento Do Ser Ao Desertor de Si MesmoJoão Vitor Moreira MaiaNo ratings yet
- Asma e Rinite Ocupacionais 2010Document6 pagesAsma e Rinite Ocupacionais 2010Li LiuNo ratings yet
- Referencial de Competências-Chave NS STCDocument21 pagesReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- Manual Técnico Aparelho de Anestesia Takaoka Sat 500Document188 pagesManual Técnico Aparelho de Anestesia Takaoka Sat 500CENTRO OESTE100% (1)
- Casos de Loucura LivroDocument124 pagesCasos de Loucura LivroMalu RogenskiNo ratings yet
- Arquitectura de Computadores PDFDocument99 pagesArquitectura de Computadores PDFpggsNo ratings yet
- TORNO CNC CABEÇOTE MÓVEL - Tipo CDocument2 pagesTORNO CNC CABEÇOTE MÓVEL - Tipo CBruno AlmeidaNo ratings yet
- Transmissor Com Ba1404 e 2sc2458Document8 pagesTransmissor Com Ba1404 e 2sc2458carrlosalbertodossantossilvaNo ratings yet
- Líder, Como Motivar e Engajar Seus LideradosDocument19 pagesLíder, Como Motivar e Engajar Seus LideradosFranks Lennon Figueiredo RibeiroNo ratings yet
- Vida Saudável PDFDocument4 pagesVida Saudável PDFKAUÃ GOMES DIASNo ratings yet
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocument6 pagesLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerNo ratings yet
- BAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadeDocument20 pagesBAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadePaulimDNo ratings yet
- Azia, Má Digestão, Esofagite Ou GastriteDocument2 pagesAzia, Má Digestão, Esofagite Ou GastriteGbarielle BarrosNo ratings yet
- A Revolução Industrial: Instituto Estadual de EducaçãoDocument4 pagesA Revolução Industrial: Instituto Estadual de EducaçãoProfessor Jefferson BragaNo ratings yet
- Apostila de Desenho Geométrico 1 - IfALDocument36 pagesApostila de Desenho Geométrico 1 - IfALLuis OmenaNo ratings yet
- Nery & Beck: Encordoando Histórias Do TênisDocument80 pagesNery & Beck: Encordoando Histórias Do TênissilvioNo ratings yet
- To Accessories en - En.ptDocument16 pagesTo Accessories en - En.ptthamirislopesNo ratings yet
- Teorias BehavioristasDocument12 pagesTeorias BehavioristasCornélio Eugénio MarqueleNo ratings yet
- 10 Projeto Aurora CenPRADocument56 pages10 Projeto Aurora CenPRAdamqueirozNo ratings yet
- 6P PDFDocument9 pages6P PDFChristian RafaelNo ratings yet
- A Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasDocument7 pagesA Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasGláucia LunaNo ratings yet
- Henrique Murachco Gramatica Grega TeoriaDocument739 pagesHenrique Murachco Gramatica Grega Teorialatioricap0% (1)
- Astrologia Cristã - William LillyDocument906 pagesAstrologia Cristã - William Lillyfilipi2000100% (11)
- Máquina Envasadora de CremeDocument33 pagesMáquina Envasadora de CremefabriniNo ratings yet
- A Tragédia Grega Na Poética SlidesDocument26 pagesA Tragédia Grega Na Poética SlidesRafael CensonNo ratings yet