You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Agung Siswahyu Summary ProfileDocument1 pageAgung Siswahyu Summary ProfileAmber ChavezNo ratings yet
- Proper Piping For Vacuum SystemsDocument5 pagesProper Piping For Vacuum SystemsDowni Oader100% (1)
- TSG 021A-15 CSL Plus Series Marketing Brief-LRDocument2 pagesTSG 021A-15 CSL Plus Series Marketing Brief-LRAmber ChavezNo ratings yet
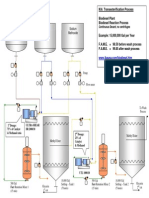
- Skedule Kontruksi Mekanikal Elektrical CPO PlantbetulDocument1 pageSkedule Kontruksi Mekanikal Elektrical CPO PlantbetulAmber ChavezNo ratings yet
- Electric Steam Boiler SussmanDocument2 pagesElectric Steam Boiler SussmanChriss VzzNo ratings yet
- Vacuum Box Bubble Leak TestingDocument4 pagesVacuum Box Bubble Leak TestingashrafhitlerNo ratings yet
- SVW 12 1000kW 41000 To 3412000 BtuhDocument2 pagesSVW 12 1000kW 41000 To 3412000 BtuhAmber ChavezNo ratings yet
- Upload Tentative Conference Program PV Hybrid and BioenergyDocument2 pagesUpload Tentative Conference Program PV Hybrid and BioenergyAmber ChavezNo ratings yet
- Shell For Tee JointDocument1 pageShell For Tee JointAmber ChavezNo ratings yet
- Seminar Islamic Medical Fair 2007Document46 pagesSeminar Islamic Medical Fair 2007Amber ChavezNo ratings yet
- CDM Project Design Document for Fuel Switching in Glass ManufacturingDocument30 pagesCDM Project Design Document for Fuel Switching in Glass ManufacturingAmber ChavezNo ratings yet
- Bmri2017 2370927Document19 pagesBmri2017 2370927Amber ChavezNo ratings yet
- Tool For Measuring Piking: R Nominal Radius of The TankDocument4 pagesTool For Measuring Piking: R Nominal Radius of The TankAmber ChavezNo ratings yet
- 50 M3/jam 960 Liter/menit 9,6 JT MCS, 8,7 JTGLP, Elektrik 18,5 KW, 25 HP 7,6 Jt. Couple 1,5 JTDocument1 page50 M3/jam 960 Liter/menit 9,6 JT MCS, 8,7 JTGLP, Elektrik 18,5 KW, 25 HP 7,6 Jt. Couple 1,5 JTAmber ChavezNo ratings yet
- Pricelist KitazawaDocument10 pagesPricelist Kitazawariff100% (1)
- Calgary Legends Ammonia Separation Process SimulationDocument1 pageCalgary Legends Ammonia Separation Process SimulationAmber ChavezNo ratings yet
- Investasi Industri Bangunan Tumbuh Tiga PersenDocument9 pagesInvestasi Industri Bangunan Tumbuh Tiga PersenAmber ChavezNo ratings yet
- IJEETC 510fefb81c0a6Document22 pagesIJEETC 510fefb81c0a6Amber ChavezNo ratings yet
- Biofuel Industri in Indonesia Some Critical IssuesDocument26 pagesBiofuel Industri in Indonesia Some Critical IssuesarianzNo ratings yet
- Return Calculations Subordinated Loan With EBITDA ParticipationDocument2 pagesReturn Calculations Subordinated Loan With EBITDA ParticipationAmber ChavezNo ratings yet
- KaiyoDocument35 pagesKaiyoAmber ChavezNo ratings yet
- Methanol: Sodium MethoxideDocument3 pagesMethanol: Sodium MethoxideAmber ChavezNo ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- Incbio 1ta (2015 En) 1a1b DGB - ProposalDocument16 pagesIncbio 1ta (2015 En) 1a1b DGB - ProposalAmber ChavezNo ratings yet
- HYSYS Distillation Column Simulation TutorialDocument7 pagesHYSYS Distillation Column Simulation Tutorialcmlim100% (2)
- Oil and Fat Technology Lectures IV RefiningDocument28 pagesOil and Fat Technology Lectures IV RefiningJakaAbuNo ratings yet
- Laboratory 4 Two and Three Phase Separators Oct 2, 2002: Che 365 Chemical Engineering Design IDocument1 pageLaboratory 4 Two and Three Phase Separators Oct 2, 2002: Che 365 Chemical Engineering Design IAmber ChavezNo ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- Reaktor Heat Call ALAT V301-3 HE101 T101 T102 RT102 PANAS UNIT JUMLAH PANASDocument14 pagesReaktor Heat Call ALAT V301-3 HE101 T101 T102 RT102 PANAS UNIT JUMLAH PANASAmber ChavezNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CCE Format For Class 1 To 8Document5 pagesCCE Format For Class 1 To 8Manish KaliaNo ratings yet
- Veterinary Medicines ReportDocument28 pagesVeterinary Medicines Reportvikram chhabraNo ratings yet
- Report On Baby Food Industry in BangladeshDocument5 pagesReport On Baby Food Industry in BangladeshIffatur RahmanNo ratings yet
- Vodafone Idea Limited: PrintDocument2 pagesVodafone Idea Limited: PrintPrakhar KapoorNo ratings yet
- Respiratory Medicine 1 50Document33 pagesRespiratory Medicine 1 50Ahmed Kh. Abu WardaNo ratings yet
- AMB4519R9v06-3238 12ports (LB 4T, PCS-2.6G 4T Dual Beam) 2.6m Twin BeamDocument3 pagesAMB4519R9v06-3238 12ports (LB 4T, PCS-2.6G 4T Dual Beam) 2.6m Twin BeamMIGUEL PEREDA QUIJANONo ratings yet
- D 2144 - 01 - RdixndqDocument4 pagesD 2144 - 01 - RdixndqjayakumarNo ratings yet
- Safety Toolbox Project ProposalDocument33 pagesSafety Toolbox Project ProposalShaffizi Boboy100% (1)
- Psychological Aspects of Stress and Adaptation - AmolDocument12 pagesPsychological Aspects of Stress and Adaptation - Amoldanimon1984No ratings yet
- Sohail KhanDocument3 pagesSohail KhanRashid Muhammad SarwarNo ratings yet
- HPAD 201 Sat Days 2 and 3Document11 pagesHPAD 201 Sat Days 2 and 3Arianne A ZamoraNo ratings yet
- 10 B Plas List PPR Eng GreenDocument15 pages10 B Plas List PPR Eng GreenZakaria ChouliNo ratings yet
- Plant Nematology: A Briefly IntroductionDocument463 pagesPlant Nematology: A Briefly IntroductionRodrigo CarralNo ratings yet
- Household Chemical Poisoning GuideDocument9 pagesHousehold Chemical Poisoning GuideAshley DayagNo ratings yet
- Cyclopropane, Ethynyl - (Cas 6746-94-7) MSDS: CyclopropylacetyleneDocument5 pagesCyclopropane, Ethynyl - (Cas 6746-94-7) MSDS: CyclopropylacetyleneMiMi JoyNo ratings yet
- Using Dyne Pens and Solutions To Measure Surface EnergyDocument3 pagesUsing Dyne Pens and Solutions To Measure Surface EnergyShouvik MukhopadhyayNo ratings yet
- Konseling Kreatif Dan Jarak JauhDocument66 pagesKonseling Kreatif Dan Jarak JauhNindyani BudiNo ratings yet
- 803 Service ManualDocument196 pages803 Service Manualвася рогов100% (1)
- FW SuperLite Standard Range Catalogue 2012-13Document212 pagesFW SuperLite Standard Range Catalogue 2012-13majortayNo ratings yet
- Proforma For Iphs Facility Survey of SCDocument6 pagesProforma For Iphs Facility Survey of SCSandip PatilNo ratings yet
- ImpetigoDocument31 pagesImpetigoUmmu Insyirah100% (1)
- Grade 8 Science Activity 1 Quarter 4Document8 pagesGrade 8 Science Activity 1 Quarter 4yoshirabul100% (2)
- Ascha_ASJ19_Nonsurgical Management of Facial Masculinization and FeminizationDocument15 pagesAscha_ASJ19_Nonsurgical Management of Facial Masculinization and Feminizationallen.515No ratings yet
- The Evolution of FungiDocument15 pagesThe Evolution of Fungi2010eon2010No ratings yet
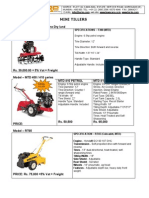
- Optimize soil preparation with a versatile mini tillerDocument2 pagesOptimize soil preparation with a versatile mini tillerRickson Viahul Rayan C100% (1)
- My Study Plan Guide For AmcDocument7 pagesMy Study Plan Guide For Amc0d&H 8No ratings yet
- US Navy Course NAVEDTRA 14274 - Dental Technician Vol 1Document290 pagesUS Navy Course NAVEDTRA 14274 - Dental Technician Vol 1Georges100% (3)
- ESD Control Experts: Electrical Overstress (EOS) and Electrostatic Discharge (ESD) EventDocument39 pagesESD Control Experts: Electrical Overstress (EOS) and Electrostatic Discharge (ESD) EventDaiana SilvaNo ratings yet
- Councillor Danny Thorpe: Leader, Royal Borough of GreenwichDocument2 pagesCouncillor Danny Thorpe: Leader, Royal Borough of GreenwichDr-Syed Ali TarekNo ratings yet
- List of PharmaDocument4 pagesList of PharmaJamielle SanchezNo ratings yet