You might also like
- Quality Manual For Hydraulically Bound Mixtures PDFDocument18 pagesQuality Manual For Hydraulically Bound Mixtures PDFfizikerNo ratings yet
- PrEN 14227-05 - Granular Materials Bound With Hydraulic RoadDocument34 pagesPrEN 14227-05 - Granular Materials Bound With Hydraulic RoadPedjaNo ratings yet
- EN 13286-2 - e - STFDocument30 pagesEN 13286-2 - e - STFec02160No ratings yet
- Manual of Petroleum MeasurementDocument7 pagesManual of Petroleum Measurementsreeyuktha50% (2)
- 03-Division 3-Section 03300 Cast in Place Concrete-Version 1.0Document41 pages03-Division 3-Section 03300 Cast in Place Concrete-Version 1.0Emad Hassan Elbanna100% (2)
- PrEN 14227-05 - Hydraulic Road Binder Bound MixturesDocument21 pagesPrEN 14227-05 - Hydraulic Road Binder Bound MixturesPedjaNo ratings yet
- ADSSC Sewer Rehabilitation SpecificationDocument34 pagesADSSC Sewer Rehabilitation SpecificationAvaan IvaanNo ratings yet
- MATC122Document22 pagesMATC122Mohsen GolmohammadiNo ratings yet
- Method of Statement For Hydraulic Jack TestingDocument5 pagesMethod of Statement For Hydraulic Jack TestingAs-Syaff ResourcesNo ratings yet
- API RP 13I Recommended Practice For Laboratory Testing of Drilling FluidsDocument76 pagesAPI RP 13I Recommended Practice For Laboratory Testing of Drilling FluidsSantiago HC100% (2)
- Length Change of Hydraulic-Cement Mortars Exposed To A Sulfate SolutionDocument8 pagesLength Change of Hydraulic-Cement Mortars Exposed To A Sulfate SolutionzhunsheanNo ratings yet
- 11-Division 2-Section 02300 Sewage Works-Version 2.0Document24 pages11-Division 2-Section 02300 Sewage Works-Version 2.0Avaan Ivaan50% (2)
- Readymix Concrete BS EN 206-1Document66 pagesReadymix Concrete BS EN 206-1Ajit Singh Rathore100% (8)
- Standard PDI-G 101 Revised 2017Document28 pagesStandard PDI-G 101 Revised 2017JanNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- Concrete 70TMSS03R1Document38 pagesConcrete 70TMSS03R1azeemmet9924No ratings yet
- Instrumentation Standards ListDocument45 pagesInstrumentation Standards ListRajeevNo ratings yet
- Ioana 0Document48 pagesIoana 0Pataki SandorNo ratings yet
- Materials System Specification: Saudi Aramco Desktop StandardsDocument14 pagesMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- Stack Flow Rate Changes and the ANSI/N13.1-1999 Qualification CriteriaDocument84 pagesStack Flow Rate Changes and the ANSI/N13.1-1999 Qualification CriteriaLaorenciaNo ratings yet
- IPC-J-STD-004B Requirements For Soldering FluxesDocument4 pagesIPC-J-STD-004B Requirements For Soldering FluxesAlejandra G0% (1)
- HDPE Pipe System Design PDFDocument16 pagesHDPE Pipe System Design PDFBill GuNo ratings yet
- Sabp A 015Document58 pagesSabp A 015sethu1091100% (5)
- Ansi Scte 77 2010Document18 pagesAnsi Scte 77 2010Santiago AngelNo ratings yet
- Mini LabDocument6 pagesMini Labsotonye boyleNo ratings yet
- Sabp D 002Document16 pagesSabp D 002engforever AdnanNo ratings yet
- API Purchasing Guide GenericDocument24 pagesAPI Purchasing Guide Genericsajjadn9No ratings yet
- Purchasing Guide For Wellhead & Christmas Tree EquipmentDocument24 pagesPurchasing Guide For Wellhead & Christmas Tree EquipmentAyisha AfthabNo ratings yet
- Highway Material ManualDocument59 pagesHighway Material ManualHany Seif-Aldien NasserNo ratings yet
- Norma Astm d4110Document3 pagesNorma Astm d4110Manuel ContrerasNo ratings yet
- Proposal Based On EN 14742Document19 pagesProposal Based On EN 14742Popescu IoanaNo ratings yet
- API 6A Purchasing Guide 2015-08-29Document20 pagesAPI 6A Purchasing Guide 2015-08-29xaviereduardo100% (1)
- BS 812-3 1975 - Methods For Determination of Mechanical Properties PDFDocument29 pagesBS 812-3 1975 - Methods For Determination of Mechanical Properties PDFamin0% (1)
- ASTM WK5847 - 2009 - Standard Practice For Sampling High Pressure Hydrogen and Related Fuel Cell Feed Gases - DraftDocument13 pagesASTM WK5847 - 2009 - Standard Practice For Sampling High Pressure Hydrogen and Related Fuel Cell Feed Gases - DraftAritraDalalNo ratings yet
- RIOOG2018 Vallourec Technical PaperDocument10 pagesRIOOG2018 Vallourec Technical PaperdfgNo ratings yet
- Corrosion Materials Selection Oil Gas IndustryDocument31 pagesCorrosion Materials Selection Oil Gas IndustrygullenariNo ratings yet
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- 2012 Qms Asphalt ManualDocument502 pages2012 Qms Asphalt Manualistiar100% (1)
- Liquid Measurement Station DesignDocument10 pagesLiquid Measurement Station Designsigit.kurniadiNo ratings yet
- Morioka 2014Document6 pagesMorioka 2014AminNo ratings yet
- Determining The Potential Alkali-Silica Reactivity of Combinations of Cementitious Materials and Aggregate (Accelerated Mortar-Bar Method)Document6 pagesDetermining The Potential Alkali-Silica Reactivity of Combinations of Cementitious Materials and Aggregate (Accelerated Mortar-Bar Method)Satya kaliprasad vangaraNo ratings yet
- Sabp A 016Document60 pagesSabp A 016sethu1091100% (6)
- Wimpey Laboratories DUBAI AccreditationDocument49 pagesWimpey Laboratories DUBAI AccreditationomerNo ratings yet
- Construction Standard Specification SECTION 02512 Paving Asphalt BinderDocument7 pagesConstruction Standard Specification SECTION 02512 Paving Asphalt BinderKulatheepNo ratings yet
- 6 F 2Document4 pages6 F 2Jon Lewis-CooperNo ratings yet
- Materials System SpecificationDocument22 pagesMaterials System SpecificationbalajiNo ratings yet
- Fineness of Hydraulic Cement by Air-Permeability Apparatus: Standard Test Methods ForDocument9 pagesFineness of Hydraulic Cement by Air-Permeability Apparatus: Standard Test Methods ForSUNILNo ratings yet
- CD-16-09 Certification of Diesel Engines Equipped With Vanadium-Based SCR CatalystDocument7 pagesCD-16-09 Certification of Diesel Engines Equipped With Vanadium-Based SCR CatalystandrelennonNo ratings yet
- Astm C685 C685M 17Document6 pagesAstm C685 C685M 17Alexis MartinezNo ratings yet
- Casing Material Selection & Corrosion GuidelinesDocument23 pagesCasing Material Selection & Corrosion Guidelinesachmaddach100% (4)
- 70 TMSS 03 R0Document38 pages70 TMSS 03 R0Tori SmallNo ratings yet
- Withdrawn: GRP Pipes and FritingsDocument4 pagesWithdrawn: GRP Pipes and Fritingskhaledaj1977No ratings yet
- Pipeline and Riser System Design Course ManualDocument146 pagesPipeline and Riser System Design Course Manualdiepriye100% (3)
- Columns for Gas Chromatography: Performance and SelectionFrom EverandColumns for Gas Chromatography: Performance and SelectionNo ratings yet
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- How to Measure Angles and Distances with a TheodoliteDocument32 pagesHow to Measure Angles and Distances with a TheodoliteAbheeshekGoelNo ratings yet
- Non-Linear Static Push Over AnalysisDocument12 pagesNon-Linear Static Push Over Analysismrnicus100% (1)
- 01 Keerati Introducton To Etabs20161 2Document75 pages01 Keerati Introducton To Etabs20161 2Anonymous PeFQLw19No ratings yet
- Lesson 08-Chapter 8 Shallow FoundationsDocument105 pagesLesson 08-Chapter 8 Shallow FoundationsTu Tu DarNo ratings yet
- Cantilever WallsDocument12 pagesCantilever WallsAnonymous PeFQLw19No ratings yet
- BridgesDocument18 pagesBridgesAnonymous PeFQLw19No ratings yet
- Lecture - 04 Bolted ConnectionsDocument57 pagesLecture - 04 Bolted ConnectionsAnonymous IwqK1NlNo ratings yet
- Introduction to Surveying Instruments and ConceptsDocument69 pagesIntroduction to Surveying Instruments and ConceptsAnonymous PeFQLw19No ratings yet
- Lecture Notes On Foundation EngineeringDocument60 pagesLecture Notes On Foundation EngineeringAnonymous PeFQLw19No ratings yet
- 40 AutoCAD Tips in 40 MinutesDocument15 pages40 AutoCAD Tips in 40 MinutesAna MolinaNo ratings yet
- CDM Potential in Renewable Energy Sector - FinalDocument25 pagesCDM Potential in Renewable Energy Sector - FinalAnonymous PeFQLw19No ratings yet
- Presentation On TheodoliteDocument32 pagesPresentation On TheodoliteAnonymous PeFQLw19No ratings yet
- 10 - Reinforced Concrete DesignDocument26 pages10 - Reinforced Concrete DesignEssuconNo ratings yet
- Basic Structural DynamicsDocument13 pagesBasic Structural DynamicsAnonymous PeFQLw19No ratings yet
- Analysis of Rockfall HazardsDocument25 pagesAnalysis of Rockfall Hazardsdaren21No ratings yet
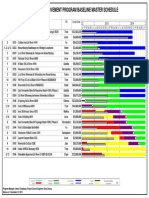
- Bridge Improvement Program Baseline Master ScheduleDocument1 pageBridge Improvement Program Baseline Master ScheduleAnonymous PeFQLw19No ratings yet
- Dsi Suspa Systems Eta 07 0186 Suspa Wire Ex enDocument48 pagesDsi Suspa Systems Eta 07 0186 Suspa Wire Ex enAnonymous TxhyGfNo ratings yet
- Dwg. No. 63170016 - ER-15Document1 pageDwg. No. 63170016 - ER-15GiantcanaNo ratings yet
- Waterfall Model - The Original Software Development Process ModelDocument3 pagesWaterfall Model - The Original Software Development Process ModelmushfiqNo ratings yet
- Gordon M. Pugh Davidg - RasmussenDocument2 pagesGordon M. Pugh Davidg - RasmussenKuroKy KrausserNo ratings yet
- Sparc t8 2 Ds 3864232 PDFDocument6 pagesSparc t8 2 Ds 3864232 PDFanhtuan29No ratings yet
- II B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IDocument7 pagesII B.Tech II Semester Regular Examinations, Apr/May 2007 Chemical Engineering Thermodynamics-IrajaraghuramvarmaNo ratings yet
- Leadership Learnings From Chhatrapati SHDocument5 pagesLeadership Learnings From Chhatrapati SHSagar RautNo ratings yet
- Compressive Strength, Chloride Diffusivity and Pore Structure of High Performance Metakaolin and Silica Fume ConcreteDocument8 pagesCompressive Strength, Chloride Diffusivity and Pore Structure of High Performance Metakaolin and Silica Fume ConcreteAboalmaail AlaminNo ratings yet
- Gfps System Specification PVC C Metric en PDFDocument24 pagesGfps System Specification PVC C Metric en PDFMohammed sabatinNo ratings yet
- VF1 Technicalspecifications 031997 EN PDFDocument43 pagesVF1 Technicalspecifications 031997 EN PDFelectricistNo ratings yet
- Fossa FO 0015 0035 A Technical Data en 9aaDocument2 pagesFossa FO 0015 0035 A Technical Data en 9aaFatih YAŞARNo ratings yet
- Engineering Data (Design Manual) - EDTRAU342315-D - RXYQ-BYMDocument104 pagesEngineering Data (Design Manual) - EDTRAU342315-D - RXYQ-BYMignatiusglenNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- Transportation System, Analysis and Modelling (CE-632) : Carried Out by Group-3Document15 pagesTransportation System, Analysis and Modelling (CE-632) : Carried Out by Group-3Naman Kumar100% (2)
- How to Size a Fire Pump and Understand Performance CurvesDocument12 pagesHow to Size a Fire Pump and Understand Performance CurvesAmar kobitaNo ratings yet
- Mindmup Group-2Document10 pagesMindmup Group-2api-271772521No ratings yet
- Samsung DRAM Module Handling Guide - 1128 - 10090119049407 PDFDocument9 pagesSamsung DRAM Module Handling Guide - 1128 - 10090119049407 PDFreza_azadNo ratings yet
- My Ideal Week PDFDocument1 pageMy Ideal Week PDFAnonymous QE45TVC9e3No ratings yet
- Google Earth y Civil CadDocument3 pagesGoogle Earth y Civil CadRodneyNo ratings yet
- MAIN Electrical Parts List: Parts Code Design LOC DescriptionDocument22 pagesMAIN Electrical Parts List: Parts Code Design LOC DescriptionJerzy DziewiczkiewiczNo ratings yet
- 194 Sample ChapterDocument27 pages194 Sample ChapterVikas TiwariNo ratings yet
- Medical Robot ReportDocument21 pagesMedical Robot Reporta_m_shihaNo ratings yet
- Precast Concrete Septic Tank 5000dsDocument1 pagePrecast Concrete Septic Tank 5000dsMarco Vega TaipeNo ratings yet
- 2008-07-31 074935 04 CelicaDocument10 pages2008-07-31 074935 04 CelicaCesar Alarcón Solis100% (1)
- ResumeDocument2 pagesResumekoduruabhinavNo ratings yet
- 218477these Stufy of An in Vehicule Infotainement SystemDocument79 pages218477these Stufy of An in Vehicule Infotainement SystemKhaled GharbiNo ratings yet
- TARPfinal PDFDocument28 pagesTARPfinal PDFRakesh ReddyNo ratings yet
- Clarion Technologies: at A GlanceDocument7 pagesClarion Technologies: at A GlanceChetan PrasadNo ratings yet
- Unit 8 #10 Doppler - Effect - PPTDocument13 pagesUnit 8 #10 Doppler - Effect - PPTPrasanta NaskarNo ratings yet
- Huffman & ShannonDocument30 pagesHuffman & ShannonDhamodharan SrinivasanNo ratings yet