You might also like
- Normas AstmDocument5 pagesNormas AstmEdwinFigueroaNo ratings yet
- BujiasDocument8 pagesBujiasEdwinFigueroaNo ratings yet
- 3Document10 pages3EdwinFigueroaNo ratings yet
- AcoplamientosDocument1 pageAcoplamientosJ Ferreyra LibanoNo ratings yet
- Funcionamiento Del Motor de Combustión InternaDocument14 pagesFuncionamiento Del Motor de Combustión InternaEdwinFigueroaNo ratings yet
- Interruptor SimpleDocument7 pagesInterruptor SimpleCecilia Pozo GonzalezNo ratings yet
- El Carburador PrincipalDocument7 pagesEl Carburador PrincipalEdwinFigueroaNo ratings yet
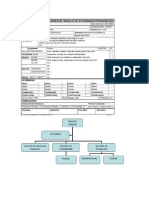
- Ot y OrganigramaDocument1 pageOt y OrganigramaEdwinFigueroaNo ratings yet
- Cómo Funcionan Los Generadores de Corriente ContinuaDocument2 pagesCómo Funcionan Los Generadores de Corriente ContinuaEdwinFigueroa40% (5)
- Los ArmonicosDocument10 pagesLos ArmonicosEdwinFigueroaNo ratings yet
- Manual Instalacion Electrica Domiciliaria Bvci0005043Document100 pagesManual Instalacion Electrica Domiciliaria Bvci0005043Carlos E. Alave Ugarte100% (5)
- Conceptos Básicos de TermodinámicaDocument13 pagesConceptos Básicos de TermodinámicaEdwinFigueroaNo ratings yet
- NeumaticaDocument37 pagesNeumaticaEdwinFigueroaNo ratings yet
- BuggyDocument13 pagesBuggyEdwinFigueroa100% (1)
- Maq Herr3Document3 pagesMaq Herr3pacol123No ratings yet
- Materiales CerámicosDocument7 pagesMateriales CerámicosEdwinFigueroaNo ratings yet
- AiresDocument1 pageAiresEdwinFigueroaNo ratings yet
- Ing ConcurrenteDocument12 pagesIng ConcurrenteAnonymous i3HHYO8No ratings yet
- HyundaiDocument19 pagesHyundaiEdi FerNo ratings yet
- Introducciòn MRPIIDocument34 pagesIntroducciòn MRPIIEsteban Quito Villanueva100% (1)
- Memoria Descriptiva de Muro de ContencionDocument13 pagesMemoria Descriptiva de Muro de ContencionLuis MerinoNo ratings yet
- AjegroupDocument30 pagesAjegroupEstefani Elizabeth Fernandez MontenegroNo ratings yet
- Mecanismos SimplesDocument9 pagesMecanismos SimplesLeo Toledo100% (1)
- Loza en 2 DirecionesDocument25 pagesLoza en 2 DirecionesAdrian HMNo ratings yet
- Fichas Técnicas MOBILIARIODocument114 pagesFichas Técnicas MOBILIARIOgre zegarraNo ratings yet
- Revista Computer Hoy #437 (03!07!2015)Document68 pagesRevista Computer Hoy #437 (03!07!2015)Julio Cesar Menendez ZuñigaNo ratings yet
- Curva de Cargabilidad ArticuloDocument5 pagesCurva de Cargabilidad ArticuloJEARGTO123No ratings yet
- Yeso PrefabricadoDocument5 pagesYeso PrefabricadoJhon Antoni Hurtado HuanacoNo ratings yet
- Karina Bañon-Vinculación Universidad y Sector Productivo A Través de Proyectos de InvestigaciónDocument13 pagesKarina Bañon-Vinculación Universidad y Sector Productivo A Través de Proyectos de InvestigaciónLuis Enrique Rojas FernándezNo ratings yet
- Proyecto EjecutivoDocument46 pagesProyecto EjecutivoCarlos SáenzNo ratings yet
- Politica de SeguridadDocument8 pagesPolitica de SeguridadGabriela OrzNo ratings yet
- Fundamentos de Macros Pt.2Document19 pagesFundamentos de Macros Pt.2Pamela Leslie Asqui HuisaNo ratings yet
- Propuesta Economica de Modernizacion CableadoDocument8 pagesPropuesta Economica de Modernizacion Cableadojaime_cruces_1No ratings yet
- Estudio de Tránsito Versión 0.0 (22!04!2021)Document45 pagesEstudio de Tránsito Versión 0.0 (22!04!2021)Paola Andrea Vega GòmezNo ratings yet
- Calculadora y ContometroDocument3 pagesCalculadora y ContometroMoy GuzmánNo ratings yet
- Notas Parciales CAD CAEDocument3 pagesNotas Parciales CAD CAEGaston EscobarNo ratings yet
- 1 - Lubricacin en Embarcaciones de PescaDocument1 page1 - Lubricacin en Embarcaciones de Pescaedwar castilloNo ratings yet
- EncofradoDocument48 pagesEncofradoMelvin RamosNo ratings yet
- DEMOLICIONESDocument6 pagesDEMOLICIONESRonb Aster DemeskNo ratings yet
- Accesorios de Agua y DesagueDocument10 pagesAccesorios de Agua y DesagueSamuelito AceroNo ratings yet
- Diapositivas (Control Interno)Document23 pagesDiapositivas (Control Interno)africaNo ratings yet
- 06 Diferencial y Corona h14 CatDocument5 pages06 Diferencial y Corona h14 CatJaime Basquez PaccoNo ratings yet
- Investigacion PIB y PNBDocument9 pagesInvestigacion PIB y PNBAdms MendietaNo ratings yet
- Informe de Puente de PapelDocument5 pagesInforme de Puente de PapelPetther Lincoln Torres OrtegaNo ratings yet
- COESCA Ejercicios Sesión 6Document36 pagesCOESCA Ejercicios Sesión 6Cesar VargasNo ratings yet
- Estado Del ArteDocument1 pageEstado Del ArteRicardo Andres Urquijo DoncelNo ratings yet
- Cálculo factor estiba y fletes productos textilesDocument14 pagesCálculo factor estiba y fletes productos textilesGuido ChambillaNo ratings yet