You might also like
- Material Selection For Flare TipsDocument200 pagesMaterial Selection For Flare Tipscanakyuz100% (2)
- Welding Carbon Steel in Sour ServiceDocument8 pagesWelding Carbon Steel in Sour ServiceSarah Shibu ThomasNo ratings yet
- Corrosion Under InsulationDocument4 pagesCorrosion Under InsulationChem.EnggNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Positive Material Identification: ScopeDocument15 pagesPositive Material Identification: Scopebenedicto soto mestanzaNo ratings yet
- Guidelines For Determining Severity of Wet h2sDocument4 pagesGuidelines For Determining Severity of Wet h2sse1007No ratings yet
- Flow Assisted CorrosionDocument24 pagesFlow Assisted CorrosionDigvijayNo ratings yet
- GP-06!01!01 TEMA Type Shell-And-Tube HeatDocument23 pagesGP-06!01!01 TEMA Type Shell-And-Tube HeatFrancesco AvogadroNo ratings yet
- Predict The Corrosion RateDocument99 pagesPredict The Corrosion RateDien Bien Nham100% (5)
- 01 SAIP 02 - Retirement Thickness PDFDocument6 pages01 SAIP 02 - Retirement Thickness PDFAbdelrahman HosnyNo ratings yet
- 6.41 Materials Selection and Integrity Protection Report For OffshoreDocument22 pages6.41 Materials Selection and Integrity Protection Report For OffshorePrasanta GhoshNo ratings yet
- Materials For Sour Service Nao SPC D MW 001Document26 pagesMaterials For Sour Service Nao SPC D MW 001Tahir AlzuhdNo ratings yet
- COE10602, Corrosion FailuresDocument73 pagesCOE10602, Corrosion Failuresامين100% (1)
- Manuscript Predicting and Mitigating Corrosion in Amine UnitsDocument13 pagesManuscript Predicting and Mitigating Corrosion in Amine UnitsSatria 'igin' Girindra NugrahaNo ratings yet
- MAT-32 Managing Chlorides PDFDocument24 pagesMAT-32 Managing Chlorides PDFVictor Doan100% (1)
- 29-GS.09.53186-6.1 Material Selection ReportDocument67 pages29-GS.09.53186-6.1 Material Selection Reportfedemochilero100% (4)
- Effects of Hydrogen on Materials Wiki PageDocument7 pagesEffects of Hydrogen on Materials Wiki Pagelaercioudesc_No ratings yet
- GP 60-20 (2016)Document59 pagesGP 60-20 (2016)absahkah100% (1)
- 20557E01Document65 pages20557E01Fabio TemporiniNo ratings yet
- Ep-Gis 46-040Document31 pagesEp-Gis 46-040GorakhNo ratings yet
- Total Requirements PDFDocument7 pagesTotal Requirements PDFsmrndrdasNo ratings yet
- 545Document11 pages545hiyeonNo ratings yet
- Materials Selection Guide for Surface FacilitiesDocument63 pagesMaterials Selection Guide for Surface FacilitiesAnonymous jLVLP4w3m100% (7)
- Quest CCS Project Material Selection ReportDocument23 pagesQuest CCS Project Material Selection ReportRoni Gerald100% (1)
- Mitigate Corrosion in CondensateDocument27 pagesMitigate Corrosion in CondensateGeorge MarkasNo ratings yet
- Petroleum Development Oman L.L.C.: Unrestricted Document ID: SP-1190 November 2004 Filing KeyDocument15 pagesPetroleum Development Oman L.L.C.: Unrestricted Document ID: SP-1190 November 2004 Filing KeySherifMouradNo ratings yet
- Review of The APIRP14 Eerosional Velocity EquationDocument17 pagesReview of The APIRP14 Eerosional Velocity EquationTevriyudha Mardika100% (1)
- API RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceDocument1 pageAPI RP 941 Industry Alert - Carbon Steel Degradation in High Temperature Hydrogen ServiceVinh Do ThanhNo ratings yet
- Ammonium Bi-Sulphide Corrosion in HydrocrackersDocument5 pagesAmmonium Bi-Sulphide Corrosion in HydrocrackersiarzuamNo ratings yet
- Transportation of Hydrogen Gas in Existing Carbon Steel PipelinesDocument26 pagesTransportation of Hydrogen Gas in Existing Carbon Steel Pipelines최승원No ratings yet
- 20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFDocument50 pages20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFanghel_florin82No ratings yet
- GP 32-48Document13 pagesGP 32-48Diego100% (1)
- Saes A 010 PDFDocument32 pagesSaes A 010 PDFcywaha100% (1)
- QP Technical Standard for Corrosion Monitoring SystemsDocument36 pagesQP Technical Standard for Corrosion Monitoring Systemssamynathan_bvsNo ratings yet
- Erosion GuidelinesDocument33 pagesErosion Guidelinesachmaddach100% (2)
- Method of Corrosion MappingDocument14 pagesMethod of Corrosion MappingNur Abdillah SiddiqNo ratings yet
- Pipeline Fracture ExperienceDocument21 pagesPipeline Fracture ExperienceLuca100% (1)
- Black Powder Tech AssessmentDocument35 pagesBlack Powder Tech Assessmentscribdjem0% (1)
- Internal Corrosion Monitering Systems in Oil & Gas IndustryDocument26 pagesInternal Corrosion Monitering Systems in Oil & Gas IndustryFelix Julio Céspedes SotoNo ratings yet
- Material Selection For Low-Temperature Applications - HP - July 2004Document12 pagesMaterial Selection For Low-Temperature Applications - HP - July 2004onizuka-t2263No ratings yet
- Corrosion in Amine PlantDocument11 pagesCorrosion in Amine Plantzubair195No ratings yet
- Flow Accelerated CorrosionDocument3 pagesFlow Accelerated CorrosionJose HernandezNo ratings yet
- Sulfidic Corrosion in Refineries - A ReviewDocument13 pagesSulfidic Corrosion in Refineries - A Reviewrogerh44No ratings yet
- UTP Welding Guide 2009 GB PDFDocument487 pagesUTP Welding Guide 2009 GB PDFkamals55No ratings yet
- A Study of The Erosional Corrosional Velocity Criterion For Sizing Multi-Phase Flow LinesDocument45 pagesA Study of The Erosional Corrosional Velocity Criterion For Sizing Multi-Phase Flow Linesbhzimmer100% (1)
- CPM300 MetallurgyDocument70 pagesCPM300 MetallurgyhadiNo ratings yet
- GP-03!12!01 Valve SelectionDocument11 pagesGP-03!12!01 Valve Selectionabenitech100% (1)
- Best Practice: Saudi Aramco Desktop StandardsDocument19 pagesBest Practice: Saudi Aramco Desktop Standardssethu1091100% (4)
- CO2 Corrosion in Oil & Gas SystemsDocument6 pagesCO2 Corrosion in Oil & Gas SystemsChemiboyNo ratings yet
- Fracture ControlDocument12 pagesFracture ControlleonjoanNo ratings yet
- Materials Selection For Petroleum Refineries and GatheringDocument210 pagesMaterials Selection For Petroleum Refineries and GatheringHortencia Noronha0% (1)
- Advanced Reading Guide To The Selection BP Rp44-11Document54 pagesAdvanced Reading Guide To The Selection BP Rp44-11vicopip100% (1)
- Rp32-2 Site Inspection, Testing andDocument76 pagesRp32-2 Site Inspection, Testing andNeo100% (1)
- Rp44-1 - Overpressure Protection SystemDocument107 pagesRp44-1 - Overpressure Protection SystemMahavir Gohil100% (2)
- GS 142-2Document31 pagesGS 142-2Serge RINAUDO0% (1)
- GS 126-5 PDFDocument26 pagesGS 126-5 PDFHardik Acharya100% (1)
- GS118 7Document48 pagesGS118 7JoseEZerpaNo ratings yet
- BP Thermal Insulation - Rp52-1Document79 pagesBP Thermal Insulation - Rp52-1Carlos Sopas100% (1)
- GS112 2 PDFDocument25 pagesGS112 2 PDFGabriel Patruno100% (1)
- GS118-1 Fabrication of Fixed Offshore Steel Structures To Eemua 158Document31 pagesGS118-1 Fabrication of Fixed Offshore Steel Structures To Eemua 158DH BNo ratings yet
- Laboratory Information System 1 PDFDocument96 pagesLaboratory Information System 1 PDFMohd KhairulNo ratings yet
- Laboratory Information System 1 PDFDocument96 pagesLaboratory Information System 1 PDFMohd KhairulNo ratings yet
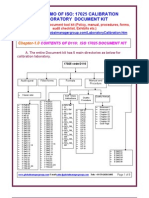
- ISO 17025 Calibration Laboratory Document Kit PDFDocument9 pagesISO 17025 Calibration Laboratory Document Kit PDFjpenjerry100% (1)
- Operating Procedures for Central Materials LaboratoryDocument147 pagesOperating Procedures for Central Materials LaboratoryNatoya AdamsNo ratings yet
- Eq 03 07 PDFDocument7 pagesEq 03 07 PDFjepri purwantoNo ratings yet
- Documents For ISO 17025 CertificationDocument5 pagesDocuments For ISO 17025 CertificationMichel AdrienNo ratings yet
- Documents For ISO 17025 CertificationDocument5 pagesDocuments For ISO 17025 CertificationMichel AdrienNo ratings yet
- SopDocument60 pagesSopanon-6927682% (11)
- QSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207Document34 pagesQSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207SureshNo ratings yet
- RP32 4InServiceInspection TechDocument201 pagesRP32 4InServiceInspection TechMohd Khairul100% (1)
- Eq 03 07 PDFDocument7 pagesEq 03 07 PDFjepri purwantoNo ratings yet
- QSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207Document34 pagesQSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207SureshNo ratings yet
- SopDocument60 pagesSopanon-6927682% (11)
- ABS Material and Welding PDFDocument366 pagesABS Material and Welding PDFMohd KhairulNo ratings yet
- RP 32-6 Inspection and Testing of In-Service InstrumentationDocument29 pagesRP 32-6 Inspection and Testing of In-Service InstrumentationMohd KhairulNo ratings yet
- Non-Refrigerated Petroleum and Petrochemical Storage: March 1998Document42 pagesNon-Refrigerated Petroleum and Petrochemical Storage: March 1998Mohd KhairulNo ratings yet
- RP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Document41 pagesRP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Mohd KhairulNo ratings yet
- BP - Heat Exchanger Tube End FittingDocument32 pagesBP - Heat Exchanger Tube End Fitting80fiatspider100% (1)
- RP32 3InServiceInspection Manag.Document55 pagesRP32 3InServiceInspection Manag.Mohd KhairulNo ratings yet
- gs158 3EtheleneTanksDocument30 pagesgs158 3EtheleneTanksMohd KhairulNo ratings yet
- Refrigerated Ammonia Storage Tanks For Chemical Processing PlantDocument24 pagesRefrigerated Ammonia Storage Tanks For Chemical Processing Plantkresimir.mikoc9765100% (2)
- Rp32-2 Site Inspection, Testing andDocument76 pagesRp32-2 Site Inspection, Testing andNeo100% (1)
- Gs136-2 Structural Steel MatDocument22 pagesGs136-2 Structural Steel MatMohd KhairulNo ratings yet
- GS 158-1 Internal Floating Decks For Storage Tanks: March 1998Document38 pagesGS 158-1 Internal Floating Decks For Storage Tanks: March 1998Mohd KhairulNo ratings yet
- GS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Document40 pagesGS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Mohd KhairulNo ratings yet
- gs118 7Document48 pagesgs118 7Mohd Khairul100% (2)
- Gs143-1 Pig Launcher and RecieverDocument14 pagesGs143-1 Pig Launcher and RecieverMohd Khairul100% (3)
- Gs118 5WeldingOfcarbonSteelPipework ToB31.3Document36 pagesGs118 5WeldingOfcarbonSteelPipework ToB31.3Mohd Khairul100% (1)
- Gs118-3spec ForWeldedConstructionDocument12 pagesGs118-3spec ForWeldedConstructionMohd KhairulNo ratings yet
- GS 118-4 Storage and Control of Welding Consumables: August 1997Document14 pagesGS 118-4 Storage and Control of Welding Consumables: August 1997Mohd KhairulNo ratings yet
- Circular Concrete Tanks Without PrestressingDocument32 pagesCircular Concrete Tanks Without PrestressingDampierNo ratings yet
- Thermal StressDocument104 pagesThermal Stressmanishtopsecrets100% (1)
- AS0908.2 (2000) Cellulose - Cement Products - Flat SheetsDocument22 pagesAS0908.2 (2000) Cellulose - Cement Products - Flat Sheetsjojo351No ratings yet
- ECC Load Deflection FlexureDocument11 pagesECC Load Deflection FlexureYaswanth SinhaNo ratings yet
- Theory of Structures (SOM)Document30 pagesTheory of Structures (SOM)Angkita DebnathNo ratings yet
- Cracking in Fire Tube BoilersDocument8 pagesCracking in Fire Tube BoilersRui AlexandreNo ratings yet
- NT Developments in Eca Methods For PipelinesDocument16 pagesNT Developments in Eca Methods For Pipelineskatfy1No ratings yet
- Stress Corrosion Cracking and Corrosion Fatigue of Steam-Turbine Rotor and Blade Materials'Document4 pagesStress Corrosion Cracking and Corrosion Fatigue of Steam-Turbine Rotor and Blade Materials'danikaoNo ratings yet
- Turbo 3 D Crack PropagationDocument20 pagesTurbo 3 D Crack Propagationdhinesh_prod6230No ratings yet
- UZ Civil Engineering Dept Guide to Reinforced Concrete Design StandardsDocument44 pagesUZ Civil Engineering Dept Guide to Reinforced Concrete Design StandardsEng Clive KabelengaNo ratings yet
- A Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded JointsDocument12 pagesA Structural Stress Definition and Numerical Implementation For Fatigue Analysis of Welded Jointsjoshua6No ratings yet
- API 510 Exam Study GuideDocument6 pagesAPI 510 Exam Study GuidetayyabNo ratings yet
- Station KeepingDocument67 pagesStation Keepingdriller22No ratings yet
- Steels For Bearings - BhadeshiaDocument168 pagesSteels For Bearings - BhadeshiaDouglas RodriguesNo ratings yet
- 1 (Done)Document19 pages1 (Done)Santu PatraNo ratings yet
- Cracks in Immature ConcreteDocument2 pagesCracks in Immature ConcreterasikamalNo ratings yet
- KTA 3203 Safety StandardsDocument15 pagesKTA 3203 Safety StandardsteocciNo ratings yet
- Finite element analysis of thermoplastic probes under tensile load using LS-DYNA and ANSYS WB 14Document10 pagesFinite element analysis of thermoplastic probes under tensile load using LS-DYNA and ANSYS WB 14HectorMaldonadoNo ratings yet
- Structural Safety of Cracked Concrete DamsDocument295 pagesStructural Safety of Cracked Concrete DamsAlex MajorNo ratings yet
- Aluminium Extrusion Die Technical ManualDocument10 pagesAluminium Extrusion Die Technical ManualLUAI BARAKAT100% (3)
- Module 3Document23 pagesModule 3MARYVELLE AIZEN SAMSONNo ratings yet
- 3-D FEM-simulation of Hot Forming Processes For The Production of Connecting RodDocument10 pages3-D FEM-simulation of Hot Forming Processes For The Production of Connecting RodKumar SatyamNo ratings yet
- 01-Section 02 Drilling Fluids Functions PDFDocument11 pages01-Section 02 Drilling Fluids Functions PDFLazharNo ratings yet
- Fillet Weld Research Paper - For UndercuttingDocument7 pagesFillet Weld Research Paper - For UndercuttingHemantNo ratings yet
- Wallaert J J, Fisher J W. Shear Strength of High-Strength Bolts - 1964Document61 pagesWallaert J J, Fisher J W. Shear Strength of High-Strength Bolts - 1964徐蒋张No ratings yet
- Thermal PropertiesDocument36 pagesThermal PropertiesDavidThomasNo ratings yet
- ANALYSIS AND DESIGN OF Elevateted RCC Water Tank PDFDocument64 pagesANALYSIS AND DESIGN OF Elevateted RCC Water Tank PDFbiniam0% (1)
- Stop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehDocument7 pagesStop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehBayu Aji PamungkasNo ratings yet
- Bearing Capacity of Grouted and Ungrouted Recessed Ends in Hollow-Core SlabsDocument8 pagesBearing Capacity of Grouted and Ungrouted Recessed Ends in Hollow-Core SlabsFrancisco GoFlesNo ratings yet
- Paper-Cyclicconstitutivemodelforconcrete v8Document45 pagesPaper-Cyclicconstitutivemodelforconcrete v8Dustin GrimaresNo ratings yet