You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Project 1 - Isopropanol and Acetone From Propylene PDFDocument8 pagesProject 1 - Isopropanol and Acetone From Propylene PDFAnonymous RJkpep7D0rNo ratings yet
- Friction Stir-Welded Dissimilar AluminumDocument12 pagesFriction Stir-Welded Dissimilar AluminumDany HdzNo ratings yet
- Flame Retardant PP Composites Using Surface Treated Mg(OH)2Document9 pagesFlame Retardant PP Composites Using Surface Treated Mg(OH)2Dany HdzNo ratings yet
- Friction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDocument9 pagesFriction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDany HdzNo ratings yet
- Combinations of Elements: A New Paradigm For Fire RetardancyDocument9 pagesCombinations of Elements: A New Paradigm For Fire RetardancyDany HdzNo ratings yet
- 16.dissimilar Friction Stir Welding Between 5052 Aluminum Alloy andDocument5 pages16.dissimilar Friction Stir Welding Between 5052 Aluminum Alloy andA K SinghNo ratings yet
- Fire Retarded Polymer NanocompositesDocument3 pagesFire Retarded Polymer NanocompositesDany HdzNo ratings yet
- Mühlen Sohn: Airslide FabricsDocument9 pagesMühlen Sohn: Airslide FabricsengfaridmalkNo ratings yet
- Asakawa 1978Document2 pagesAsakawa 1978Omer MukhtarNo ratings yet
- Rubber Properties Chart PDFDocument1 pageRubber Properties Chart PDFArasarethina KumarNo ratings yet
- PC5300NC5330 MetricDocument20 pagesPC5300NC5330 MetricSakthi VelNo ratings yet
- Iron and Steel Manufacturing ProcessDocument28 pagesIron and Steel Manufacturing ProcessMarnel Roy Mayor78% (32)
- GCFGCGCFGFDGDocument15 pagesGCFGCGCFGFDGZabrinaRuizNo ratings yet
- Euxyl K 712: Preservative For Cosmetics & ToiletriesDocument6 pagesEuxyl K 712: Preservative For Cosmetics & ToiletriesnesafarmNo ratings yet
- Preparation of Potash AlumDocument14 pagesPreparation of Potash AlumXI-A Vishal BishnoiNo ratings yet
- OringmatDocument39 pagesOringmatRoby MastreNo ratings yet
- Kanha Plastics Pvt. LTD.: Manufacturer and Exporters of Commercial & Industrial PPR Pipes & FittingsDocument20 pagesKanha Plastics Pvt. LTD.: Manufacturer and Exporters of Commercial & Industrial PPR Pipes & FittingsAshok NagpalNo ratings yet
- Tenax 88s HR (E 50 6 Mn1ni B 32 h5)Document1 pageTenax 88s HR (E 50 6 Mn1ni B 32 h5)brunizzaNo ratings yet
- Reviewer 1 PDFDocument4 pagesReviewer 1 PDFNorjiel BrandinoNo ratings yet
- Lecture No 70, 71 Formulation of Semi Solids and Gels and JelliesDocument34 pagesLecture No 70, 71 Formulation of Semi Solids and Gels and JelliesAdinath ShirsatNo ratings yet
- Powders Cogne MXDocument5 pagesPowders Cogne MXhamidrezachamaniNo ratings yet
- How Oil and Gas Form from Ancient Marine LifeDocument59 pagesHow Oil and Gas Form from Ancient Marine LifeJairo Cortes100% (1)
- Calcium ChlorideDocument2 pagesCalcium Chlorideyehia sayedNo ratings yet
- WWW - Substech.com Dokuwiki Doku - PHP Id Steel Strip ProcesDocument7 pagesWWW - Substech.com Dokuwiki Doku - PHP Id Steel Strip Procesrahul srivastavaNo ratings yet
- CLEANING JET ENGINESDocument3 pagesCLEANING JET ENGINESAbraham GamerosNo ratings yet
- NEW Tablet Manufacturing Process PDFDocument32 pagesNEW Tablet Manufacturing Process PDFShmmon Ahmad0% (1)
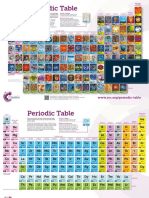
- Periodic Table Chart A4 WebDocument2 pagesPeriodic Table Chart A4 WebvibinNo ratings yet
- Workshop 2 - Material ClassificationDocument7 pagesWorkshop 2 - Material ClassificationH2 MgZNo ratings yet
- Tutorial 3Document8 pagesTutorial 3Azrul RidzuanNo ratings yet
- IGCSE EdExcel 9 1 Chemistry Topic 1 Principles of ChemistryDocument115 pagesIGCSE EdExcel 9 1 Chemistry Topic 1 Principles of ChemistryRobnawaz KhanNo ratings yet
- Design of A Mobile Biodiesel Production PlantDocument137 pagesDesign of A Mobile Biodiesel Production PlantDinhtai NguyenNo ratings yet
- PREOSDocument18 pagesPREOSLija BinuNo ratings yet
- WWW - Crackjee.xyz: Organic ChemistryDocument9 pagesWWW - Crackjee.xyz: Organic ChemistryRau100% (1)
- Liquid Dosage FormsDocument9 pagesLiquid Dosage FormsRama MulyadiNo ratings yet
- Oils and Pigments - 2012 - Jan EsmannDocument37 pagesOils and Pigments - 2012 - Jan Esmannancadors100% (1)
- Data Stok Opname Obat Antisakit TabDocument25 pagesData Stok Opname Obat Antisakit TabSandiNo ratings yet