You might also like
- Cuadro Comparativo Patologia PDFDocument3 pagesCuadro Comparativo Patologia PDFAnchayhua flores jhon erickNo ratings yet
- Aditivos para ConcretoDocument52 pagesAditivos para ConcretoMarco Aguilar100% (1)
- Tesis AditivosDocument89 pagesTesis Aditivoschbchachy100% (2)
- Aceros de ConstruccionDocument9 pagesAceros de ConstruccionRovlaNo ratings yet
- Protencion y Restauración Vigas y MaderaDocument91 pagesProtencion y Restauración Vigas y MaderaLuisma Villanueva100% (1)
- PAT Revestimientos CeramicosDocument9 pagesPAT Revestimientos CeramicosALBERTO ALBERT GUARDIOLANo ratings yet
- ASFRI-MEZCLAS ASFÁLTICAS EN FRÍODocument17 pagesASFRI-MEZCLAS ASFÁLTICAS EN FRÍOMiguel Angel Cazorla DomínguezNo ratings yet
- Durabilidad Del Concreto en Ambiente MarinoDocument50 pagesDurabilidad Del Concreto en Ambiente MarinoJuan Carlos De la CruzNo ratings yet
- Arcillas de LondresDocument52 pagesArcillas de LondresMichael De La CruzNo ratings yet
- TejasDocument5 pagesTejasManuel Alejandro PeñafielNo ratings yet
- Clasificación de Los Materiales de ConstrucciónDocument8 pagesClasificación de Los Materiales de ConstrucciónnarbastajoseNo ratings yet
- Diapositiva Mortero FinalDocument45 pagesDiapositiva Mortero FinalRONALD VILCA CACERESNo ratings yet
- Aglomerados y AglomerantesDocument11 pagesAglomerados y AglomerantesPaola Pérez BuendíaNo ratings yet
- Trabajo Escrito Ensayo de Contracción y Expasión LinealDocument18 pagesTrabajo Escrito Ensayo de Contracción y Expasión LinealDaniel GNo ratings yet
- Arcillas y CerámicosDocument39 pagesArcillas y CerámicosJulio Chavarry Koosi100% (1)
- Sesion 11. Materiales CerámicosDocument75 pagesSesion 11. Materiales CerámicosYOSELI ANABEL DIAZ TELLONo ratings yet
- Factores, Mecanismos e Indicadores de Alteración en Los Materiales PétreosDocument40 pagesFactores, Mecanismos e Indicadores de Alteración en Los Materiales PétreosmanuelalcaldemorenoNo ratings yet
- Hidratación Del CementoDocument3 pagesHidratación Del CementoJosue Bernal CalelNo ratings yet
- Calculo para Ladrillos en MurosDocument11 pagesCalculo para Ladrillos en MurosVictor MendozaNo ratings yet
- Los agregados en la construcciónDocument12 pagesLos agregados en la construcciónMely Qui100% (1)
- Tipos de Madera y Usos PDFDocument7 pagesTipos de Madera y Usos PDFJonaThan NevarezNo ratings yet
- 4 Hormigones PDFDocument82 pages4 Hormigones PDFdeodorant de araujo jeronimoNo ratings yet
- Revestimientos y sus tiposDocument61 pagesRevestimientos y sus tiposCarlosValenzuelaHerrera0% (1)
- Fibrocemento SubirDocument20 pagesFibrocemento SubirsaqweNo ratings yet
- Pasta MorteroDocument17 pagesPasta MorteroAlvaro AngelNo ratings yet
- Efectos Del Fuego en Las Estructuras de Hormigon PDFDocument18 pagesEfectos Del Fuego en Las Estructuras de Hormigon PDFAnthony Flores ClarianaNo ratings yet
- Revoques y RevestimientosDocument34 pagesRevoques y RevestimientosJosé AntonioNo ratings yet
- Propiedades Mecanicas Materiales de ConstruccionDocument29 pagesPropiedades Mecanicas Materiales de ConstruccionEver CóndorNo ratings yet
- 04 Aglomerante El CementoDocument27 pages04 Aglomerante El CementoLuis Salazar CentenoNo ratings yet
- Hormigón - IntroducciónDocument7 pagesHormigón - IntroducciónDanny F. Toledo AriasNo ratings yet
- Eflorescencia Del ConcretoDocument2 pagesEflorescencia Del ConcretoLuis OrtaNo ratings yet
- Materiales pétreos: propiedades y usosDocument24 pagesMateriales pétreos: propiedades y usosDennis QFNo ratings yet
- Acabados en construcción: clasificación y tiposDocument43 pagesAcabados en construcción: clasificación y tiposxcristian92No ratings yet
- Consistencia Del Cemento PDFDocument11 pagesConsistencia Del Cemento PDFRosa Victoria Lopez AntorianoNo ratings yet
- Materiales y Procesos ConstructivosDocument27 pagesMateriales y Procesos ConstructivosJesus Ricardo Balam HauNo ratings yet
- HormigonesDocument9 pagesHormigonesPaulaNo ratings yet
- Proceso de Acabados Con Mortero en Cielo Raso PDFDocument1 pageProceso de Acabados Con Mortero en Cielo Raso PDFAntony Leonard Cardenas Q. DkwNo ratings yet
- Presentación1 FundacionesDocument27 pagesPresentación1 FundacionesMaEs Escobar Aedo100% (1)
- Los principales aglomerantes: cal, yeso, cemento y puzolanaDocument22 pagesLos principales aglomerantes: cal, yeso, cemento y puzolanacarlos velazNo ratings yet
- TECNOLOGIA DEL CONCRETO Unidad 1Document12 pagesTECNOLOGIA DEL CONCRETO Unidad 1Dante GuerecaNo ratings yet
- Escayola - YesoDocument18 pagesEscayola - YesoHimanKamusBrañez100% (1)
- Normas Tecnicas Del Acero en El PeruDocument4 pagesNormas Tecnicas Del Acero en El PeruMartin Suarez AlcedoNo ratings yet
- LadrilloDocument5 pagesLadrilloIván José Campos MadridNo ratings yet
- Arcillas, Ladrillos y Tejas Finalizado 4Document34 pagesArcillas, Ladrillos y Tejas Finalizado 4Zousa Arroyo Fernandez BacaNo ratings yet
- Refuerzo Horizontal de MurosDocument20 pagesRefuerzo Horizontal de MurosSeba FerrariNo ratings yet
- Auditorio HelsinkiDocument5 pagesAuditorio HelsinkiMariela villarroelNo ratings yet
- Tecnologia de La MaderaDocument6 pagesTecnologia de La MaderaMarvinMartinezNo ratings yet
- Pétreos Artificiales Por CocciónDocument60 pagesPétreos Artificiales Por CocciónjackfroxNo ratings yet
- Concreto Bajo El AguaDocument39 pagesConcreto Bajo El AguaSaul CaroNo ratings yet
- Materiales CeramicosDocument14 pagesMateriales CeramicosVictor Miranda PfengNo ratings yet
- Tipos de Aditivos para ConcretoDocument8 pagesTipos de Aditivos para ConcretoJuan Perez LopezNo ratings yet
- Fabricacion Del CementoDocument11 pagesFabricacion Del CementoBto AleGaNo ratings yet
- Plantas de Filtracion RapidaDocument56 pagesPlantas de Filtracion RapidaManuel CasapinoNo ratings yet
- Entre el acceso y la circulación: Agua y gestión de obras hidráulicas en la ciudad de Santafé (1757-1810)From EverandEntre el acceso y la circulación: Agua y gestión de obras hidráulicas en la ciudad de Santafé (1757-1810)No ratings yet
- Aplicación de materiales y productos en la construcciónFrom EverandAplicación de materiales y productos en la construcciónNo ratings yet
- Metales y Aleaciones FerrosasDocument9 pagesMetales y Aleaciones FerrosasJuan Diego CruzNo ratings yet
- 15 Respuestas Capitulo 5 ManufacturaDocument4 pages15 Respuestas Capitulo 5 ManufacturaCarolina VallejoNo ratings yet
- Industria Metalurgica y Siderurgica en El PerúDocument9 pagesIndustria Metalurgica y Siderurgica en El Perúteodoro ccamaNo ratings yet
- Fabricación del acero en 40Document18 pagesFabricación del acero en 40dany contrerasNo ratings yet
- Hierro Dulce AceroDocument8 pagesHierro Dulce AceroyjyhhghNo ratings yet
- Diseño de Elementos de Maquina 1111Document158 pagesDiseño de Elementos de Maquina 1111arkana1992No ratings yet
- Norma Astm UltrasonidoDocument9 pagesNorma Astm UltrasonidoDiego ChavezNo ratings yet
- Formulário Técnico A. L. CasillasDocument322 pagesFormulário Técnico A. L. CasillasRonaldo Balbino89% (18)
- Practica #1 Materias Primas (Cotizacion de Los Minerales)Document38 pagesPractica #1 Materias Primas (Cotizacion de Los Minerales)Diego ChavezNo ratings yet
- Procesamiento de litio en salmueras: concentración, purificación y precipitación de Li2CO3Document8 pagesProcesamiento de litio en salmueras: concentración, purificación y precipitación de Li2CO3SimireinaNo ratings yet
- Lab Min 221 (Texto Ultimo) 2009Document47 pagesLab Min 221 (Texto Ultimo) 2009Diego ChavezNo ratings yet
- Tecnologia para Recuperación de Arenas - TadashiDocument67 pagesTecnologia para Recuperación de Arenas - TadashiDiego ChavezNo ratings yet
- Procesos KivcetDocument4 pagesProcesos KivcetDiego ChavezNo ratings yet
- Super Plastic I DadDocument3 pagesSuper Plastic I Daddazaev1No ratings yet
- Fabricacion de Una TurbinaDocument24 pagesFabricacion de Una TurbinaEduardoNo ratings yet
- Phrasal Verbs TranslationDocument28 pagesPhrasal Verbs Translationcarol100% (4)
- Afino 1Document1 pageAfino 1Diego ChavezNo ratings yet
- 51-57 Analisis de La RelacionDocument7 pages51-57 Analisis de La RelacionelimayaralNo ratings yet
- Practica Nº2Document9 pagesPractica Nº2Diego ChavezNo ratings yet
- Horno eléctrico para reducción de estañoDocument17 pagesHorno eléctrico para reducción de estañoDiego ChavezNo ratings yet
- Construya Su Propio HornoDocument9 pagesConstruya Su Propio HornoDiego ChavezNo ratings yet
- PRACTICA #7, 8 y 9 EVALUACION DE UN PRODUCTO TERMINADO (LADRILLO)Document11 pagesPRACTICA #7, 8 y 9 EVALUACION DE UN PRODUCTO TERMINADO (LADRILLO)Diego ChavezNo ratings yet
- Viparita-rati en el TantrismoDocument15 pagesViparita-rati en el TantrismoDiego ChavezNo ratings yet
- Kaizen - Mejora ContinuaDocument17 pagesKaizen - Mejora ContinuaAylin FernandezNo ratings yet
- Desafíos tecno de la metalmecánica argentinaDocument29 pagesDesafíos tecno de la metalmecánica argentinaRuben Cruz S100% (5)
- Actividades Economicas de GuatemalaDocument2 pagesActividades Economicas de GuatemalaAEvaly DeySsiNo ratings yet
- CaporasoDocument14 pagesCaporasojugar69100% (2)
- Especificaciones Técnicas de La Cobertura AutosoportadaDocument10 pagesEspecificaciones Técnicas de La Cobertura AutosoportadaRaul Amoroto AlvaradoNo ratings yet
- Resumen de Lecturas ComplementariaDocument11 pagesResumen de Lecturas ComplementariacarlosNo ratings yet
- Extractor de Aceites Esenciales Por Arrastre de VaporDocument7 pagesExtractor de Aceites Esenciales Por Arrastre de Vaporbilly jack altamirano alayoNo ratings yet
- Acero 2344 PDFDocument8 pagesAcero 2344 PDFdijank87No ratings yet
- CARTÓNDocument12 pagesCARTÓNGalo Giovanni Miranda Arguello100% (1)
- OPEXDocument8 pagesOPEXFernando Alarcon AbadNo ratings yet
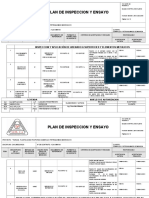
- Modelo Plan de Inspeccion y Ensayo (Pie) QA/QCDocument13 pagesModelo Plan de Inspeccion y Ensayo (Pie) QA/QCgapc21100% (1)
- Alimentador Vibratorio PDFDocument4 pagesAlimentador Vibratorio PDFlandagoNo ratings yet
- Características TécnicasDocument5 pagesCaracterísticas TécnicasDaniel Tamata SolorioNo ratings yet
- Fundición de MetalesDocument15 pagesFundición de MetalesElizabeth MirandaNo ratings yet
- Procedimiento Montaje de Porticos y EstructurasDocument6 pagesProcedimiento Montaje de Porticos y Estructurassignaltracer100% (1)
- LOGÍSTICA de EntradaDocument54 pagesLOGÍSTICA de EntradaZetita LopbauNo ratings yet
- Plan de Educacion AmbientalDocument8 pagesPlan de Educacion AmbientalHectorMarinNo ratings yet
- Tarea S12Document7 pagesTarea S12Cristhian RuizNo ratings yet
- Productividad mineraDocument6 pagesProductividad mineraOber Ollachica SullaNo ratings yet
- Listado Normas UNE Madera 2Document2 pagesListado Normas UNE Madera 2bartolomeperezNo ratings yet
- Estrategias y tácticas de la mezcla de mercadotecniaDocument8 pagesEstrategias y tácticas de la mezcla de mercadotecniaSantiago Herrera100% (1)
- Campaña Recogida Residuos 2Document3 pagesCampaña Recogida Residuos 2Prensa Brunete Prensa BruneteNo ratings yet
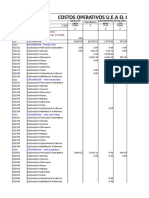
- Costos operativos mina y planta concentradoraDocument1,095 pagesCostos operativos mina y planta concentradoraOdonNo ratings yet
- Repuestos Mantenimiento Compresores MiniplantaDocument11 pagesRepuestos Mantenimiento Compresores MiniplantaJavier BastardoNo ratings yet
- Abrasivos y GranallasDocument6 pagesAbrasivos y GranallasAngel ManuelNo ratings yet
- Balanceo de La Celda de Trabajo, de La Línea de Ensamble y de La PlantaDocument54 pagesBalanceo de La Celda de Trabajo, de La Línea de Ensamble y de La PlantaRaul Gonzalez100% (1)
- Temas Selectos de CalidadDocument164 pagesTemas Selectos de Calidadruny1021No ratings yet
- MANPOWER PARADA CHANCADO PRIMARIO 09 MAYO 2018Document21 pagesMANPOWER PARADA CHANCADO PRIMARIO 09 MAYO 2018Ancca Acrota Carlos ArturoNo ratings yet
- Contabilidad de InmobiliariasDocument117 pagesContabilidad de InmobiliariascarlosleoncuriNo ratings yet
- Potencial Del AluminioDocument127 pagesPotencial Del AluminioeduardsharkNo ratings yet