You might also like
- PR - 22!02!10 Architecture Book LightDocument33 pagesPR - 22!02!10 Architecture Book LightJason Froilan VillarbaNo ratings yet
- Conta Iii Presentación de Estados FinancierosDocument39 pagesConta Iii Presentación de Estados FinancierosAltamirano Rodriguez ClementeNo ratings yet
- Samson ValvesDocument16 pagesSamson ValvesjimmiilongNo ratings yet
- Adsorbent Selection 1DDocument23 pagesAdsorbent Selection 1Dk_knaebelNo ratings yet
- Great Lakes Nitrogen Generator PDFDocument8 pagesGreat Lakes Nitrogen Generator PDFChakravarthy BharathNo ratings yet
- Lighting Design Considerations for Flexible SpacesDocument28 pagesLighting Design Considerations for Flexible SpacesPinky NE OrtegaNo ratings yet
- AdsorptionDocument17 pagesAdsorptionAbi Nash100% (2)
- OG 100 PSA ManualDocument52 pagesOG 100 PSA ManualdiengovNo ratings yet
- CEP - Gabelman - Adsorption Basics Part 1Document6 pagesCEP - Gabelman - Adsorption Basics Part 1Nati MolinaNo ratings yet
- Oxair BrochureDocument12 pagesOxair BrochureVăn Tuấn NguyễnNo ratings yet
- Adsorption EquilibriaDocument29 pagesAdsorption Equilibriamasruri123No ratings yet
- Difference Between PADI and SSIDocument8 pagesDifference Between PADI and SSIDheeraj PNo ratings yet
- A Study of Oxygen Separation From Air by PSA ProcessDocument12 pagesA Study of Oxygen Separation From Air by PSA ProcesspolysourceNo ratings yet
- AdsorptionDocument33 pagesAdsorptionShreya GargNo ratings yet
- Residential Streetlight Engineering PracticesDocument41 pagesResidential Streetlight Engineering PracticesvisitakcNo ratings yet
- Gas Separation by Adsorption ProcessesDocument10 pagesGas Separation by Adsorption ProcessesSanti SanchezNo ratings yet
- Lecture 1 (Introduction) PDFDocument29 pagesLecture 1 (Introduction) PDFAachal PokharelNo ratings yet
- Connecting Systems PhotovoltaicsDocument38 pagesConnecting Systems PhotovoltaicsIkhsanul HakimNo ratings yet
- New Directions in Sorption TechnologyFrom EverandNew Directions in Sorption TechnologyGeorge E. KellerNo ratings yet
- PADI Open Water Diver Course Completion RecordDocument2 pagesPADI Open Water Diver Course Completion RecordsouzachrisNo ratings yet
- AirSep Centrox PSA Concentrator - Technical ManualDocument106 pagesAirSep Centrox PSA Concentrator - Technical Manuallegasu100% (1)
- 13 InventariosDocument48 pages13 InventariosSteffany Villanueva CarpioNo ratings yet
- Henry's LawDocument6 pagesHenry's LawHg RosmeriNo ratings yet
- Separation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesDocument5 pagesSeparation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesJuan Guillermo Restrepo CanoNo ratings yet
- Adsorption - From Theory To PracticeDocument90 pagesAdsorption - From Theory To PracticeCarlos Valdivieso100% (2)
- Adsorption Isotherms: Kazi Monzure KhodaDocument17 pagesAdsorption Isotherms: Kazi Monzure KhodaHarsha Ramakrishna KashyapNo ratings yet
- Targetti 2016Document747 pagesTargetti 2016elektrospecNo ratings yet
- CGA FittngDocument1 pageCGA FittngTuan Do100% (1)
- Streetlight Pole SpecDocument128 pagesStreetlight Pole SpecKhadiga AbdallahNo ratings yet
- Adsorption Column DesignDocument58 pagesAdsorption Column DesignNagwa MansyNo ratings yet
- Unit 3 LightingDocument37 pagesUnit 3 LightingarialoraineNo ratings yet
- Oxygen Separation From Air Using Zeolite Type 5ADocument6 pagesOxygen Separation From Air Using Zeolite Type 5Aalfredo_mqiNo ratings yet
- Presupuesto Puente AsilloDocument104 pagesPresupuesto Puente AsilloJohn Anthony Borja Rueda100% (1)
- NIOSH Manual of Analytical Methods (NMAM'TM) Fourth Edition: First SupplementDocument382 pagesNIOSH Manual of Analytical Methods (NMAM'TM) Fourth Edition: First SupplementMemet ganashpatiNo ratings yet
- PSA PSA Nitrogen Gas Generation Nitrogen Gas Generation Systems Systems Systems SystemsDocument20 pagesPSA PSA Nitrogen Gas Generation Nitrogen Gas Generation Systems Systems Systems Systemssssf-dobojNo ratings yet
- JCE (2007) pH-StatDocument9 pagesJCE (2007) pH-Statmahoutsukai_monika100% (2)
- Adsorption Science and TechnologyDocument675 pagesAdsorption Science and Technologyymailio100% (1)
- How PSA WorksDocument1 pageHow PSA WorksCallidus101No ratings yet
- Introduction To Scuba Diving Unit 5 DecompressionDocument32 pagesIntroduction To Scuba Diving Unit 5 Decompressionderpage46No ratings yet
- The Optimal Design of Pressure Swing Adsorption SystemsDocument27 pagesThe Optimal Design of Pressure Swing Adsorption SystemsBich Lien PhamNo ratings yet
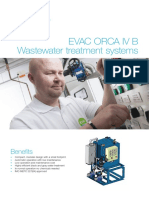
- 9.8 Product Leaflet Evac ORCA IV B 2018 PDFDocument2 pages9.8 Product Leaflet Evac ORCA IV B 2018 PDFFikri Adji Wiranto100% (1)
- Plate Freezer Performance.Document4 pagesPlate Freezer Performance.Behnam AshouriNo ratings yet
- Chapter 05Document39 pagesChapter 05pdaga19691383No ratings yet
- What Is Adsorption IsothermDocument6 pagesWhat Is Adsorption Isothermsimha_86No ratings yet
- AlfaLavaL Comfort Handbook LowresDocument424 pagesAlfaLavaL Comfort Handbook Lowrestfmconsult100% (1)
- Bsac Membership HandbookDocument68 pagesBsac Membership HandbookobkgrayNo ratings yet
- Manual de Precios UnitariosDocument40 pagesManual de Precios Unitariosmelucho100% (2)
- Sustainable Design of Research Laboratories: Planning, Design, and OperationFrom EverandSustainable Design of Research Laboratories: Planning, Design, and OperationRating: 3 out of 5 stars3/5 (1)
- Tank Cleaning & Tumbling TipsDocument12 pagesTank Cleaning & Tumbling TipsDaniel TriffNo ratings yet
- Scientific & Technical ReportDocument15 pagesScientific & Technical ReportMariam AsgharNo ratings yet
- Experience With The Sealed Alcan Compact Degasser Acd PDFDocument10 pagesExperience With The Sealed Alcan Compact Degasser Acd PDFDebashis DashNo ratings yet
- Ulrich Daiminger, Waldemar Lind - Adsorption Processes For Natural Gas Treatment - A Technology Update (2004) (24s)Document24 pagesUlrich Daiminger, Waldemar Lind - Adsorption Processes For Natural Gas Treatment - A Technology Update (2004) (24s)syamsudin2006No ratings yet
- Key Principles Wet-Limestone Scrubbing - PEIDocument4 pagesKey Principles Wet-Limestone Scrubbing - PEIVivek SinghalNo ratings yet
- Adnan Yahia 16109194 - Scrubber SystemDocument11 pagesAdnan Yahia 16109194 - Scrubber Systemadnan yhieNo ratings yet
- Rtaa SB 20Document5 pagesRtaa SB 20kulilin1100% (1)
- How To Choose The Right ScrubberDocument5 pagesHow To Choose The Right ScrubberKamelia CleantechNo ratings yet
- Scarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDocument17 pagesScarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDilipNo ratings yet
- 02 - Completion EquipmentDocument44 pages02 - Completion EquipmentIrfan SiddiqueNo ratings yet
- Best Method For Hydrochloric Acid Gas PDFDocument5 pagesBest Method For Hydrochloric Acid Gas PDFthamtusieuquayNo ratings yet
- Article 123Document14 pagesArticle 123Jumana SharanikNo ratings yet
- Stoichiometry Type 1Document29 pagesStoichiometry Type 1paramarthasom1974No ratings yet
- VW13750 en 2014 05 01Document21 pagesVW13750 en 2014 05 01chinkal miglaniNo ratings yet
- Material ScienceDocument32 pagesMaterial Sciencepaulquerol04No ratings yet
- Ammonia Solubility in SaltsDocument1 pageAmmonia Solubility in Saltsivan estevesNo ratings yet
- Hempel Coating Reference Handbook GBDocument145 pagesHempel Coating Reference Handbook GBGerardo Castillo100% (2)
- API 571 - Exam #1 Flashcards - QuizletDocument11 pagesAPI 571 - Exam #1 Flashcards - Quizletks_irdeNo ratings yet
- Investment Opportunities in Strategic and Critical MineralsDocument34 pagesInvestment Opportunities in Strategic and Critical MineralsCenk GultekinNo ratings yet
- Elements, Compounds, & MixturesDocument72 pagesElements, Compounds, & MixturesEvangelene Esquillo SanaNo ratings yet
- Celina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentDocument126 pagesCelina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentJuan Manuel Rodríguez GonzálezNo ratings yet
- Iso 05002-2013Document20 pagesIso 05002-2013mystar_bkc100% (1)
- Exam 5Document192 pagesExam 5Mohamed Gereza100% (1)
- BoqDocument12 pagesBoqpavlovicrs100% (1)
- Standard (Kuliah 17)Document12 pagesStandard (Kuliah 17)Bowby JoNo ratings yet
- KEMPER Strips Material Specification Guide for Special Alloys and CopperDocument6 pagesKEMPER Strips Material Specification Guide for Special Alloys and CopperOscar SchmüthNo ratings yet
- 2012 June ISA CHEM6TP Question PaperDocument9 pages2012 June ISA CHEM6TP Question PaperjamesNo ratings yet
- The Iron-Carbon Phase DiagramDocument16 pagesThe Iron-Carbon Phase DiagramMeena SivasubramanianNo ratings yet
- 12th Public Exam Question Paper 2014 Chemistry MarchDocument6 pages12th Public Exam Question Paper 2014 Chemistry MarchVelMurugan RamarNo ratings yet
- The Improved Equation of Flotation Kinetics With DelayDocument9 pagesThe Improved Equation of Flotation Kinetics With DelayIgor BobinNo ratings yet
- Section K Horizontal Lifeline SystemsDocument23 pagesSection K Horizontal Lifeline SystemsUsman CheemaNo ratings yet
- Tata Steel - Company ProfileDocument33 pagesTata Steel - Company ProfileRAjan Pratap Singh ChauhanNo ratings yet
- Catalytic Methanol CarbonylationDocument27 pagesCatalytic Methanol CarbonylationMartin Dubois100% (1)
- Ductile Iron PropertiesDocument3 pagesDuctile Iron PropertiesCarlos BustamanteNo ratings yet
- Applicable Standards: ASTM A792 ASTM A792 EN10215Document14 pagesApplicable Standards: ASTM A792 ASTM A792 EN10215ersinNo ratings yet
- Chris JoseDocument183 pagesChris JoseChris Jose ThevermadomNo ratings yet
- NhurhanisaDocument3 pagesNhurhanisaJhemz KulaniNo ratings yet
- Zinc Anode Calculation ReferenceDocument6 pagesZinc Anode Calculation ReferenceRicarte Pillos IIINo ratings yet
- 1 s2.0 0304386X9190055Q MainDocument32 pages1 s2.0 0304386X9190055Q MainJordan Ulloa Bello100% (1)
- Formula Costo SandblastingDocument20 pagesFormula Costo SandblastingSerch VillaNo ratings yet
- Weldability of SteelsDocument5 pagesWeldability of SteelsKhalid El Masry100% (1)