You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Tracking Technique of Burden Materials For Blast Furnace With Bell-Less Top by Using RFIDDocument7 pagesTracking Technique of Burden Materials For Blast Furnace With Bell-Less Top by Using RFIDSamanway DasNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Processes 08 00239Document18 pagesProcesses 08 00239Samanway DasNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Ecp57vol7 008Document8 pagesEcp57vol7 008Samanway DasNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- KROSAKI HARIMA - Blast Furnace RefractoriesDocument1 pageKROSAKI HARIMA - Blast Furnace RefractoriesSamanway DasNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Kawasaki Steel's Ironmaking and Steelmaking R&DDocument9 pagesKawasaki Steel's Ironmaking and Steelmaking R&DSamanway DasNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Impact of Activated Nut Coke On Energy Efficiency in The Blast FurnaceDocument10 pagesImpact of Activated Nut Coke On Energy Efficiency in The Blast FurnaceSamanway DasNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Thermal Balance Test Report For Blast Furnace Hot StovesDocument16 pagesThermal Balance Test Report For Blast Furnace Hot StovesSamanway DasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- (Advert) +Pulverised+Coal+Injection EDocument1 page(Advert) +Pulverised+Coal+Injection ESamanway Das100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Steelmaking Technologies for Reducing Slag and Boosting EfficiencyDocument10 pagesSteelmaking Technologies for Reducing Slag and Boosting EfficiencyAvinash KumarNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Ecp57vol7 008Document8 pagesEcp57vol7 008Samanway DasNo ratings yet
- BF Cooling TechnologyDocument8 pagesBF Cooling TechnologySamanway DasNo ratings yet
- Blast Furnace Stove Control SystemDocument6 pagesBlast Furnace Stove Control SystemSamanway DasNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Coke Quality Predictions and Future RequirementsDocument24 pagesCoke Quality Predictions and Future RequirementsSamanway DasNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 2010 Blast Furnace Coke Properties and The Influence On Off-Gas Dust - Licentiate ThesisDocument67 pages2010 Blast Furnace Coke Properties and The Influence On Off-Gas Dust - Licentiate ThesisSamanway DasNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 02 Basic Carbon Refractories IDocument3 pages02 Basic Carbon Refractories ISamanway DasNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Blast Furnace Hearth Refractory and Coke Ash Mineral InteractionsDocument8 pagesBlast Furnace Hearth Refractory and Coke Ash Mineral InteractionsSamanway DasNo ratings yet
- 090 MalDocument6 pages090 MalSamanway DasNo ratings yet
- Refractories BookletDocument13 pagesRefractories BookletSamanway DasNo ratings yet
- Minimize Wall Surface Heat LossesDocument22 pagesMinimize Wall Surface Heat LossesSamanway DasNo ratings yet
- Blast Furnace Iron Making IIT KGP Oct 26 2010Document85 pagesBlast Furnace Iron Making IIT KGP Oct 26 2010Samanway DasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Process Engineering in Iron ProductionDocument14 pagesProcess Engineering in Iron ProductionSamanway DasNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Analysis of The Characteristics of The Blast Furnace Peripheral Zone.Document4 pagesAnalysis of The Characteristics of The Blast Furnace Peripheral Zone.Samanway DasNo ratings yet
- Honeyands 2011 Calculating The Value of Iron Ores in Ironmaking and SteelmakingDocument6 pagesHoneyands 2011 Calculating The Value of Iron Ores in Ironmaking and SteelmakingSamanway DasNo ratings yet
- Mathematical Models of BF ProcessDocument9 pagesMathematical Models of BF ProcessSamanway DasNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Pellet Reduction Properties Under Different BF Operating ConditionsDocument124 pagesPellet Reduction Properties Under Different BF Operating ConditionsSamanway DasNo ratings yet
- Blast Furnace Heat, MassDocument5 pagesBlast Furnace Heat, MassSamanway DasNo ratings yet
- Thermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamDocument5 pagesThermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamSamanway DasNo ratings yet
- Basic Oxygen ProcessDocument25 pagesBasic Oxygen ProcessSamanway DasNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Process Engineering in Iron ProductionDocument14 pagesProcess Engineering in Iron ProductionSamanway DasNo ratings yet
- Marco OH Lighting-Business Plan PDFDocument43 pagesMarco OH Lighting-Business Plan PDFsjcoolgeniusNo ratings yet
- Deutz 1013Document3 pagesDeutz 1013Retno Pudji LestariNo ratings yet
- Sitsyll PDFDocument57 pagesSitsyll PDFpreranaNo ratings yet
- P8B WS Memory Qualified Vendors List (QVL)Document3 pagesP8B WS Memory Qualified Vendors List (QVL)bolpensmaierNo ratings yet
- Ite 001aDocument6 pagesIte 001ajoshuaNo ratings yet
- UFED Solutions Brochure WebDocument4 pagesUFED Solutions Brochure Webwilly irawanNo ratings yet
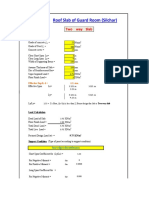
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- Oracle Baseline Security ChecklistDocument15 pagesOracle Baseline Security ChecklistChidi OkerekeNo ratings yet
- Engine Service Tool ReferenceDocument4 pagesEngine Service Tool ReferenceandrzejNo ratings yet
- Basic Computer ConceptsDocument77 pagesBasic Computer ConceptsJerry Mugambi100% (1)
- Search Engine Collocations Frequency PhrasesDocument2 pagesSearch Engine Collocations Frequency PhrasesDinda NoviarmachdaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MyPower S3220&S3320-INSTALLATIONDocument83 pagesMyPower S3220&S3320-INSTALLATIONJorge GonzalesNo ratings yet
- List of Linkages2016Document74 pagesList of Linkages2016engrwho0% (1)
- PDF Saa6d140e 2 Seriespdf CompressDocument8 pagesPDF Saa6d140e 2 Seriespdf CompressNathawatNo ratings yet
- Template Icme 13 PosterDocument1 pageTemplate Icme 13 PosterZulma Xiomara Rueda GarciaNo ratings yet
- Recovering Valuable Metals From Recycled Photovoltaic ModulesDocument12 pagesRecovering Valuable Metals From Recycled Photovoltaic ModulesNguyễn TriếtNo ratings yet
- LNMIIT Course Information Form: A. B. C. D. E. FDocument2 pagesLNMIIT Course Information Form: A. B. C. D. E. FAayush JainNo ratings yet
- Manufacturing Egg Trays from Waste PaperDocument17 pagesManufacturing Egg Trays from Waste Paperravibarora86% (7)
- Primary Mathematics Book 5Document87 pagesPrimary Mathematics Book 5joseph kunikina0% (1)
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- SPW3 Manual Rev 5Document713 pagesSPW3 Manual Rev 5JPYadavNo ratings yet
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Document5 pagesLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNo ratings yet
- Allcargo Corporate BrochureDocument12 pagesAllcargo Corporate BrochureallinonecargologisticsNo ratings yet
- Over View On 5 S TechnicDocument14 pagesOver View On 5 S TechnicSachleen Singh BajwaNo ratings yet
- Geometric Design of Highways for EngineersDocument39 pagesGeometric Design of Highways for EngineersZeleke TaimuNo ratings yet
- Julia Warner 2018Document1 pageJulia Warner 2018Julia WarnerNo ratings yet
- Vijay Kumar Gupta (OILER)Document1 pageVijay Kumar Gupta (OILER)VIJAY GUPTANo ratings yet
- VHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewDocument33 pagesVHF Low Loss Band-Pass Helical Filter For 145 MHZ - English NewSharbel AounNo ratings yet
- Trace MasterDocument29 pagesTrace Masterapi-3858801No ratings yet
- A1.2.3 Method Statement 4a Redacted Version2Document98 pagesA1.2.3 Method Statement 4a Redacted Version2ChanelNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)