You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Centrifugal Compressor Settle Out Conditions TutorialDocument5 pagesCentrifugal Compressor Settle Out Conditions TutorialJHOEARGNo ratings yet
- Effects On The Human Body: Extremely Low Frequency RFDocument1 pageEffects On The Human Body: Extremely Low Frequency RFGokul KrishNo ratings yet
- 6MW Wind Turbine Control Design AnalysisDocument8 pages6MW Wind Turbine Control Design Analysisoat_sohoNo ratings yet
- BetonDocument2 pagesBetonEmily StaffordNo ratings yet
- 10W Single Output Industrial DIN Rail Power Supply: SeriesDocument2 pages10W Single Output Industrial DIN Rail Power Supply: SeriesCiprian BalcanNo ratings yet
- Catalogo PNRDocument115 pagesCatalogo PNRKaren Isabel Ambiado RivasNo ratings yet
- Experiment 12: Alternator PowerDocument7 pagesExperiment 12: Alternator Powerxjqpl0% (1)
- Siemens Test ManualDocument61 pagesSiemens Test ManualknsbNo ratings yet
- Compressor FinalDocument20 pagesCompressor FinalshihabNo ratings yet
- 3 Term Worksheet (2018 - 19) : Subject - Science Class - V Name: Sec.Document10 pages3 Term Worksheet (2018 - 19) : Subject - Science Class - V Name: Sec.Paulo C. CruzNo ratings yet
- Design and Construction of Control System For Automatic Voltage StabilizerDocument6 pagesDesign and Construction of Control System For Automatic Voltage StabilizerEditor IJTSRDNo ratings yet
- Sheet 5Document5 pagesSheet 5Mohamed AbdulazimNo ratings yet
- Ideal Gas Law LabDocument12 pagesIdeal Gas Law LabAudric Zuriel CruzNo ratings yet
- CSE Engineering Course DetailsDocument233 pagesCSE Engineering Course DetailsVenkatesh Kumar0% (1)
- National Resilience - 2016Document2 pagesNational Resilience - 2016my oneNo ratings yet
- DC Testing Solar InverterDocument5 pagesDC Testing Solar Inverterzeljkoc21No ratings yet
- Ficha Técnica - Titan 1000 AE (Inglés)Document2 pagesFicha Técnica - Titan 1000 AE (Inglés)Pedro Ramos PAchecoNo ratings yet
- BACKYARD BRAKE CALCDocument5 pagesBACKYARD BRAKE CALCabhijit.ghotaneNo ratings yet
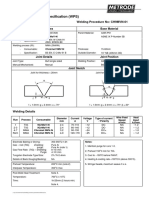
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)Mohamad Marwan HamwiNo ratings yet
- Standard Radiographic Technique ChartDocument12 pagesStandard Radiographic Technique ChartAlthea Amor CambarijanNo ratings yet
- General Purpose US FusesDocument69 pagesGeneral Purpose US FusesEliasNo ratings yet
- Irfpc50, Sihfpc50: Vishay SiliconixDocument9 pagesIrfpc50, Sihfpc50: Vishay Siliconixxor_45No ratings yet
- Summary Sheets Complete Version F2013Document58 pagesSummary Sheets Complete Version F2013Minjae LeeNo ratings yet
- Implementation of The Behavior of A Particle in A Double-Well Potential Using The Fourth-Order Runge-Kutta MethodDocument3 pagesImplementation of The Behavior of A Particle in A Double-Well Potential Using The Fourth-Order Runge-Kutta MethodCindy Liza EsporlasNo ratings yet
- Ex250 SDL1 X142 - Ex9 Oet1 X9Document68 pagesEx250 SDL1 X142 - Ex9 Oet1 X9BocefaloNo ratings yet
- JVC GR-AX260 ManualDocument48 pagesJVC GR-AX260 ManualTamara EganNo ratings yet
- Supreme Court Rules in Favor of TEC and TPC in Dispute Over Alleged Electric Meter TamperingDocument8 pagesSupreme Court Rules in Favor of TEC and TPC in Dispute Over Alleged Electric Meter TamperingDiosa Mae SarillosaNo ratings yet
- Dynamics of Rigid Bodies ProblemsDocument10 pagesDynamics of Rigid Bodies ProblemsJohn Michael SalasNo ratings yet
- CP Reveal F61e Et L38e DEF. GB F980C371Document14 pagesCP Reveal F61e Et L38e DEF. GB F980C371samabuelsamidNo ratings yet
- Energy Recharge Calculator - Energy Recharge CalculatorDocument12 pagesEnergy Recharge Calculator - Energy Recharge Calculatorsubit timalsinaNo ratings yet