You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MSC - Adams TutorialDocument17 pagesMSC - Adams Tutorialjuandpg0% (1)
- Cylinders of The PharaohDocument18 pagesCylinders of The PharaohiguandiánNo ratings yet
- BelayimDocument1 pageBelayimAhmed Mohamed KhalilNo ratings yet
- BelayimDocument1 pageBelayimAhmed Mohamed KhalilNo ratings yet
- Thực tập Thượng Lý ToànDocument3 pagesThực tập Thượng Lý ToànFaker HighlightsNo ratings yet
- Optimal Process Design With Model Parameter Uncertainty and Process VariabilityDocument12 pagesOptimal Process Design With Model Parameter Uncertainty and Process VariabilityAhmed Mohamed KhalilNo ratings yet
- Arabian HeavyDocument2 pagesArabian HeavyAhmed Mohamed KhalilNo ratings yet
- 2002 A Critical Review and Annotated Bibliography For Heat Exchanger Network Synthesis in The 20th Century (Furman and Sahinidis)Document36 pages2002 A Critical Review and Annotated Bibliography For Heat Exchanger Network Synthesis in The 20th Century (Furman and Sahinidis)Ahmed Mohamed KhalilNo ratings yet
- Azrlt15Z: Exxonmobil Refining and Supply Company 22777 Springwoods Village Parkway, Spring, TX 77389Document28 pagesAzrlt15Z: Exxonmobil Refining and Supply Company 22777 Springwoods Village Parkway, Spring, TX 77389Việt Anhd TrầnNo ratings yet
- Basra Light - Summary Crude Oil Assay ReportDocument3 pagesBasra Light - Summary Crude Oil Assay ReportAhmed Mohamed KhalilNo ratings yet
- WEB Arabian Light PDFDocument7 pagesWEB Arabian Light PDFardhana putraNo ratings yet
- Basra16Y: Exxonmobil Refining and Supply CompanyDocument4 pagesBasra16Y: Exxonmobil Refining and Supply CompanyAhmed Mohamed Khalil100% (1)
- 2005 Multicriteria Synthesis of Flexible Heat-Exchanger Networks With Uncertain Source-Stream TemperaturesDocument12 pages2005 Multicriteria Synthesis of Flexible Heat-Exchanger Networks With Uncertain Source-Stream TemperaturesAhmed Mohamed KhalilNo ratings yet
- 2002, Global Optimization of Heat Exchanger Network Synthesis Problems With and Without The Isothermal Mixing AssumptionDocument13 pages2002, Global Optimization of Heat Exchanger Network Synthesis Problems With and Without The Isothermal Mixing AssumptionAhmed Mohamed KhalilNo ratings yet
- A Conceptual Programming Approach For The Design of Flexible HENsDocument6 pagesA Conceptual Programming Approach For The Design of Flexible HENsHassan HassanpourNo ratings yet
- Floudas2001 Global Optimization in Design Under Uncertainty Feasibility Test and Flexibility Index ProblemsDocument16 pagesFloudas2001 Global Optimization in Design Under Uncertainty Feasibility Test and Flexibility Index ProblemsAhmed Mohamed KhalilNo ratings yet
- Huang2012, Heat Exchanger Network Synthesis Using A Hyperstructure of Stagewise Stream SuperstructuresDocument5 pagesHuang2012, Heat Exchanger Network Synthesis Using A Hyperstructure of Stagewise Stream SuperstructuresAhmed Mohamed KhalilNo ratings yet
- A Hybrid Optimization Strategy For Simultaneous Synthesis of Heat Exchanger NetworkDocument12 pagesA Hybrid Optimization Strategy For Simultaneous Synthesis of Heat Exchanger NetworkAhmed Mohamed KhalilNo ratings yet
- Heat Exchanger Network Design Using Pinch Analysis PDFDocument25 pagesHeat Exchanger Network Design Using Pinch Analysis PDFAhmed Mohamed KhalilNo ratings yet
- 2005 Multicriteria Synthesis of Flexible Heat-Exchanger Networks With Uncertain Source-Stream TemperaturesDocument12 pages2005 Multicriteria Synthesis of Flexible Heat-Exchanger Networks With Uncertain Source-Stream TemperaturesAhmed Mohamed KhalilNo ratings yet
- Sabp A 005 PDFDocument15 pagesSabp A 005 PDFWalid MegahedNo ratings yet
- Steps For Design of Heat ExchangerDocument11 pagesSteps For Design of Heat ExchangerverygoodbrotherNo ratings yet
- Chen MILPTansshipmentDocument43 pagesChen MILPTansshipmentAhmed Mohamed KhalilNo ratings yet
- Transshipment LP Model For Minimizing PDFDocument7 pagesTransshipment LP Model For Minimizing PDFAhmed Mohamed KhalilNo ratings yet
- Automatic Synthesis of Optimum Heat Exchanger Network ConfigurationsDocument15 pagesAutomatic Synthesis of Optimum Heat Exchanger Network ConfigurationsLadsNo ratings yet
- Heat IntegrationDocument19 pagesHeat IntegrationKuldeep BhattNo ratings yet
- 4 Ciric1991 (Ciric, A. R., & Floudas, C. A. (1991) - Heat Exchanger Network Synthesis Without DecompositionDocument12 pages4 Ciric1991 (Ciric, A. R., & Floudas, C. A. (1991) - Heat Exchanger Network Synthesis Without DecompositionAhmed Mohamed KhalilNo ratings yet
- UOP Merox Process Low Sulfur Transport Fuels Tech PaperDocument11 pagesUOP Merox Process Low Sulfur Transport Fuels Tech PaperGERARDO DELGADONo ratings yet
- Heat Exchanger Network Design Using Pinch Analysis PDFDocument25 pagesHeat Exchanger Network Design Using Pinch Analysis PDFAhmed Mohamed KhalilNo ratings yet
- 3 Papoulias, Grossmann (1983) - A Structural Optimization Approach in Process Synthesis II. Heat Recovery NetworksDocument15 pages3 Papoulias, Grossmann (1983) - A Structural Optimization Approach in Process Synthesis II. Heat Recovery NetworksAhmed Mohamed KhalilNo ratings yet
- 1 Zhang2006 (Design of Flexible Heat Exchanger Network For Multi-Period Operation W. Verheyen, N. Zhang)Document24 pages1 Zhang2006 (Design of Flexible Heat Exchanger Network For Multi-Period Operation W. Verheyen, N. Zhang)Ahmed Mohamed KhalilNo ratings yet
- Muhammad Imran, 2012, Multi-Period Design of Heat Exchanger NetworksDocument13 pagesMuhammad Imran, 2012, Multi-Period Design of Heat Exchanger NetworksAhmed Mohamed KhalilNo ratings yet
- Troskie HJ Chapter 2Document87 pagesTroskie HJ Chapter 2Saran KuttyNo ratings yet
- MQC LabDocument70 pagesMQC LabAjit BandgarNo ratings yet
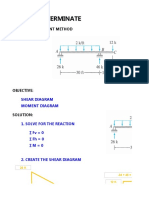
- Beams - Determinate: Using Area Moment MethodDocument16 pagesBeams - Determinate: Using Area Moment MethodOmen JettNo ratings yet
- Column Design Prokon.Document16 pagesColumn Design Prokon.akankwasaNo ratings yet
- SV Is5Document205 pagesSV Is5weiya100% (1)
- Sura Publications: Neet Based QuestionsDocument16 pagesSura Publications: Neet Based QuestionsSubash_SaradhaNo ratings yet
- Application of Tomography Inversion Methods To Determine The Seismic Wave Velocity Structure (VP, VS, VPVS) of The MEQ Data On ALPHA Geothermal FielDocument5 pagesApplication of Tomography Inversion Methods To Determine The Seismic Wave Velocity Structure (VP, VS, VPVS) of The MEQ Data On ALPHA Geothermal FielWegiDwiSaptoNo ratings yet
- Bulk DensityDocument4 pagesBulk DensitydeniNo ratings yet
- Colless, Matthew - The New CosmologyDocument249 pagesColless, Matthew - The New CosmologyShade SemjazaNo ratings yet
- Modern Materials' Atomic StructureDocument47 pagesModern Materials' Atomic StructureAngelica MartinezNo ratings yet
- Assignment 1 (ELE8306 - 21)Document5 pagesAssignment 1 (ELE8306 - 21)umarsaboNo ratings yet
- Lab Act 1 - Energy G8-1Document3 pagesLab Act 1 - Energy G8-1LevitogamingNo ratings yet
- Aliasgar Dedanwala - Gizmo Circuits and ResistanceDocument6 pagesAliasgar Dedanwala - Gizmo Circuits and ResistanceJonan SotoNo ratings yet
- Pysical Organic Chapter OneDocument34 pagesPysical Organic Chapter OneTeferaNo ratings yet
- Line-Scanning Laser Scattering System For Fast Defect Inspection of A Large Aperture SurfaceDocument10 pagesLine-Scanning Laser Scattering System For Fast Defect Inspection of A Large Aperture SurfaceAyman IsmailNo ratings yet
- Quantum Field Theory Notes by JaffeDocument17 pagesQuantum Field Theory Notes by JaffedbranetensionNo ratings yet
- ANSYS FLUENT Population Balance Module ManualDocument80 pagesANSYS FLUENT Population Balance Module ManualGokul PrabuNo ratings yet
- SSP Tut and Ia QaDocument36 pagesSSP Tut and Ia QaHarsh MehtaNo ratings yet
- Energy Balance CalculationDocument2 pagesEnergy Balance CalculationSzelee KuekNo ratings yet
- JEE Advanced 2020 Analysis JEE Advanced 2021 Analysis: WWW - Motion.ac - inDocument16 pagesJEE Advanced 2020 Analysis JEE Advanced 2021 Analysis: WWW - Motion.ac - inSarthak OmarNo ratings yet
- Ec8451 - Emf - Unit 1Document5 pagesEc8451 - Emf - Unit 1krithikgokul selvamNo ratings yet
- Lateral Electromagnetic Waves Theory and Applications To Communications, Geophysical Exploration, and Remote SensingDocument770 pagesLateral Electromagnetic Waves Theory and Applications To Communications, Geophysical Exploration, and Remote SensingBélaid Hocine AnisNo ratings yet
- Course Structure and Detailed Syllabus For 1st Year B.tech Admission Batch 2023-24Document27 pagesCourse Structure and Detailed Syllabus For 1st Year B.tech Admission Batch 2023-24nabajyotimajhi2000No ratings yet
- APEGBC Eng Syllabus MechanicalDocument22 pagesAPEGBC Eng Syllabus MechanicalbaljinderNo ratings yet
- What Are Stiffness Modifiers in EtabsDocument35 pagesWhat Are Stiffness Modifiers in EtabsHiren Desai50% (2)
- Blocked Rotor TestDocument11 pagesBlocked Rotor TestIjabi100% (1)
- ADMmodule - STEM - GP12N-Id-28Document24 pagesADMmodule - STEM - GP12N-Id-28Jersa Mae MaravillaNo ratings yet
- FEA 2 McqsDocument26 pagesFEA 2 Mcqsrak RoyNo ratings yet