Professional Documents
Culture Documents
650 Estructuras de Acero
Uploaded by
Cesar CortesCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
650 Estructuras de Acero
Uploaded by
Cesar CortesCopyright:
Available Formats
Art.
650
Captulo6ESTRUCTURASYDRENAJES
ESTRUCTURASDEACERO
ARTCULO65013
650.1 DESCRIPCIN
20
12
IN
VI
AS
Este trabajo consiste en el diseo, fabricacin, transporte, montaje y pintura de
estructuras de acero, soldadas y/o pernadas, de acuerdo con los planos, las
especificaciones, la norma NSR10 y las instrucciones del Interventor. Comprende,
adems,elsuministrodetodoslosmaterialesrequeridosparalafabricacindelas
estructuras, tales como lminas, perfiles, platinas, pernos, remaches, elementos
parasoldaduraypiezasometalesespeciales.
IO
N
ES
650.2 MATERIALES
Acero
Elacerosedebersuministrardeacuerdoconlasespecificacionesquese
indican a continuacin. Mientras los documentos del proyecto o las
especificaciones particulares no establezcan lo contrario, deber ser del
tipodeaceroalcarbono.
650.2.1.1 Aceroestructural
El acero estructural al carbono deber cumplir las
especificacionesAASHTOM270ylaNormaNSR10,artculo
F.3.1.4AceroEstructural,Materiales.
En estas especificaciones se acepta el uso de los materiales
quecumplenlassiguientesnormas:
NTC 248. Barras corrugadas laminadas en caliente
(ASTMA615).
AS
ES
PE
C
IF
IC
AC
650.2.1
NTC1920.Aceroestructural.(ASTMA36/A36/M).
NTC 3470. Tubera de acero soldada o sin costura,
negra y recubierta de zinc por inmersin en caliente
(ASTMA53GradoB).
650 1
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
NTC 1950. Acero estructural de alta resistencia y de
bajaaleacin(ASTMA242).
NTC 1986. Tubera estructural de acero al carbono,
formada en fro, soldada o sin costura, de cualquier
configuracin(ASTMA500,GradosBoC).
IN
VI
AS
NTC 2374. Tubera estructural de acero al carbono,
formada en caliente, soldada o sin costura (ASTM
A501).
20
12
NTC 3347. Lminas y platinas de acero al carbono
laminadas en caliente, de calidad estructural (ASTM
A570Grados40,45y50).
IO
N
ES
NTC 1985. Acero de alta resistencia, de baja aleacin
colombiovanadiodecalidadestructural(ASTMA572).
AC
NTC2012.Aceroestructuraldealtaresistenciadebaja
aleacin con punto de fluencia mnimo de 345 MPa,
hasta100mmdeespesor(ASTMA588).
ES
PE
C
IF
IC
NTC4001.Tuberaestructuraldealtaresistenciaybaja
aleacin,formadaencalienteconosincostura(ASTM
A618).
AS
NTC 4005. Acero estructural para puentes (ASTM
A709).
NTC 4007. Especificaciones para el acero al carbono
manganeso de alta resistencia y calidad estructural
(ASTMA529).
NTC4009.Lminasyflejesdeacero,laminadosenfro
y en caliente, de alta resistencia y baja aleacin, con
resistenciamejoradaalacorrosin(ASTMA606).
NTC 4012. Plancha de acero estructural de baja
aleacin, templada y revenida con lmite de fluencia
mnimo de 485 MPa (70ksi) y espesores hasta de 100
mm(4pulgadas)(ASTMA852).
6502
Art.650
Captulo6ESTRUCTURASYDRENAJES
NTC 4014. Planchas de acero aleado, templadas y
revenidas,dealtaresistenciaalafluenciayaptaspara
sersoldadas(ASTMA514).
VI
AS
NTC4016.Lminasyflejesdeacerodealtaresistencia
y baja aleacin, al columbio o vanadio, o ambos,
laminadosencalienteyenfro(ASTMA607).
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
Se puede considerar como prueba suficiente del
cumplimiento de las anteriores normas, el informe
certificadoqueentalsentidoextiendalaacera,deacuerdo
consusensayos,odelosensayosquerealiceelfabricanteo
unlaboratorioreconocido,deacuerdoconlos requisitosde
las normas ASTM A6 o NTC 7 (ASTM A568), segn sea
aplicable. Si se le solicita, el fabricante deber proporcionar
una certificacin en que conste que el acero estructural del
suministrocumplelosrequisitosdelgradoespecificado.
Se puede utilizar acero sin identificar, si su aspecto
superficialesaceptablesegnloscriteriosdelanormaASTM
A6, en la fabricacin de partes o detalles de menor
importancia,siempreycuandoquelaspropiedadesfsicasy
la soldabilidad del acero no afecten la resistencia de la
estructura.
En caso de utilizar el acero conocido como de "calidad
comercial",la resistencia, en trminos del lmite de fluencia
no se debe suponer mayor de 225 MPa y, a su vez, la
resistencia ltima no mayor de 360 MPa, a menos que
mediante ensayos se pueda demostrar una resistencia
mayor.
Barrasdeojo
Elaceroparabarrasdeojodeberserdeltiposoldableque
cumpla con la especificacin AASHTO M270, grados 36 o
50W.
650.2.1.2
650 3
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
Pernos,arandelasytuercas
Lospernosdeacerodeberncumpliralgunadelassiguientes
normas:
NTC858.Tornillos,pernosypartessimilaresroscadas.
Requisitosgenerales(ASTMA449).
VI
AS
650.2.1.3
IN
NTC 4028. Pernos de acero de alta resistencia, clase
10.9 y 10.9.3 para juntas de acero estructural (ASTM
A490).
IO
N
ES
20
12
NTC 4034. Elementos de fijacin. Especificacin para
tornillos y pernos de acero al carbono con 410 MPa
(60000psi)deresistenciaalatensin(ASTMA307).
ASTMA194.Tuercasdeaceroalcarbonoyaleadopara
pernosquetrabajenencondicionesdeservicioconalta
presinyaltatemperatura.
ES
PE
C
IF
IC
AC
ASTM A325. Pernos estructurales de acero, tratados
trmicamente, con resistencia mnima a la tensin de
825o725MPa.
ASTMA563.Tuercasdeaceroalcarbonoydealeacin.
Lasdimensionesdelospernosytuercassedebernajustara
las dimensiones de la Tabla 6501 y a los requisitos para
pernos y tuercas hexagonales pesadas dados en las normas
ANSIB18.2.1yB18.2.2,respectivamente.
Se usarn pernos NTC 858 (ASTM A449) solamente en
conexionesquerequieranpernosdedimetrossuperioresa
38mm;nosedebernusarenconexionesdedeslizamiento
crtico.
Se aceptar la certificacin del fabricante como prueba del
cumplimientoconestasnormas.
Los pernos galvanizados de alta resistencia debern ser
pernos AASHTO M 164 (ASTM A325) tipo 1 o tipo 2,
Y
AS
M
R
O
N
6504
ASTMF436.Arandelasdeacerotemplado.
Art.650
Captulo6ESTRUCTURASYDRENAJES
20
12
DIMENSIONESDETUERCAS
(ENPULGADAS)
TUERCAHEXAGONALPESADA
ANCHOENTRE
CARASPLANAS
W
ALTURA
H
7/8
11/16
11/4
17/16
15/8
113/16
2
23/16
23/8
31/64
39/64
47/64
55/64
63/64
17/64
17/32
111/32
115/32
AS
ES
PE
C
IF
IC
AC
IO
N
ES
DIMENSIONESDEPERNOS
(ENPULGADAS)
PERNOHEXAGONALPESADO
ANCHO
TAMAO
ALTURA
ENTRE
LONGITUD
NOMINAL
DE
CARAS
DEROSCA
PERNO
CABEZA
PLANAS
T
D
H
F
1/2
7/8
5/16
1
5/8
11/16
25/64
11/4
3/4
11/4
15/32
13/8
7/8
17/16
35/64
11/2
1
15/8
39/64
13/4
11/8
113/16
11/16
2
11/4
2
25/32
2
13/8
23/16
27/32
21/4
11/2
23/8
15/16
21/4
IN
Tabla6501.Dimensionesdepernosytuercas
VI
AS
galvanizadosporelprocesodeinmersinencalienteoporel
proceso mecnico de galvanizacin. Si los pernos tipo 2 se
galvanizan por el proceso de inmersin en caliente, se
debern probar a traccin despus de galvanizado de
acuerdo con la norma AASHTO M 164 (ASTM A325). Las
tuercas y pernos del mismo ensamble debern ser
galvanizados por el mismo proceso. Los pernos de calidad
AASHTOM253(ASTMA490)nosedeberngalvanizarporel
procesodeinmersinencaliente.
Las arandelas circulares debern ser planas y lisas y sus
dimensiones nominales debern cumplir los requisitos de la
normaASTMF436ylasdimensionesdelaTabla6502.No
se debern utilizar arandelas planas para pernos de
seguridadsujetadoresdecollar,amenosqueseespecifiquen
agujerosranuradososobredimensionados.
Las arandelas ahusadas para vigas y canales, fabricadas
segnlasnormasamericanasuotrascarasahusadasquese
requieran cuadradas o rectangulares, debern cumplir los
requisitosdelanormaASTMF436ylasdimensionesdadas
enlaTabla6502.
650 5
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
ES
PE
C
IF
IC
AC
650.2.1.4
IO
N
ES
20
12
IN
VI
AS
Siserequiere,sepodrrecortarunladodelaarandelahasta
unadistancianoinferiorasieteoctavos(7/8)eldimetrodel
perno,tomadadesdeelcentrodelaarandela.
SiempreycuandosetengalaaprobacindelInterventor,se
podrn utilizar otros sujetadores o sistemas de fijacin que
cumplan con los materiales, fabricacin y los requisitos de
composicin qumica de los pernos ASTM A325 o ASTM
A490 y que cumplan, adems, los requisitos de las
propiedades mecnicas de la misma especificacin en
pruebas a escala natural. As mismo, debern tener el
dimetro del cuerpo y las reas de apoyo bajo la cabeza y
tuerca,osuequivalente,noinferioresalosprovistosporun
perno y tuerca de las mismas dimensiones nominales
prescritas en el pargrafo anterior. Dichos sujetadores
alternospuedendiferirenotrasdimensionesdeaquellasde
lospernosytuercasespecificados.
Pernosdeanclajeyvarillasroscadas
Lospernosdeanclajeylasvarillasroscadasdeberncumplir
alguna de las siguientes normas establecidas en el artculo
F.2.1.5.4delanormaNSR10:
NTC1920.Aceroestructural(ASTMA36).
AS
NCT 1985. Aceros de calidad estructural y alta
resistencia con baja aleacin de colombio y vanadio
(ASTMA572).
NTC 2012. Acero estructural de alta resistencia y de
baja aleacin con punto de fluencia mnimo de 345
MPahasta100mmdeespesor.(ASTMA588).
ASTM A193. Materiales de acero aleado y de acero
inoxidable para pernos en condiciones de servicio de
altatemperatura.
ASTM A354. Pernos, espigos y otros sujetadores
roscados externamente, de acero aleado, templado y
revenido.
6506
Art.650
Captulo6ESTRUCTURASYDRENAJES
ASTMA687.Pernosyespigos,sincabeza,deacerode
altaresistencia.
IO
N
ES
20
12
IN
VI
AS
Las roscas de los pernos y varillas debern cumplir las
especificaciones detalladas en las "Series Estndares
Unificadas"delaltimaedicindelanormaANSIB18.1.Las
toleranciasserndeclase2A.
Se pueden utilizar como pernos de anclaje los pernos de
acero que cumplan otras disposiciones del aparte F.2.1.5.3
de la norma NSR10. El material NTC 858 (ASTM A449) es
aceptable para pernos de anclaje y varillas roscadas de alta
resistenciadecualquierdimetro.
Se aceptar la certificacin del fabricante como prueba del
cumplimientoconlasnormas.
AC
Tabla6502.Dimensionesdearandelas(Nota1)
AS
DIMETRO
NOMINAL
AGUJERO
Min
Mx
17/32
21/32
13/16
15/16
11/16
11/4
13/8
11/2
15/8
17/8
21/8
D+1/8
.097
.122
.122
.136
.136
.136
.136
.136
.136
.178
.178
.24
.177
.177
.177
.177
.177
.177
.177
.177
.177
.28
.28
.34
ES
PE
C
IF
1/2
5/8
3/4
7/8
1
11/8
11/4
13/8
11/2
13/4
2
De2a4
DIMETRO
NOMINAL
EXTERNO
(Nota2)
11/16
15/16
115/32
13/4
2
21/4
21/2
23/4
3
33/8
33/4
2D1/2
DIMETRO
DEL
PERNO
IC
ARANDELASCIRCULARES
ESPESOR
ARANDELASAHUSADAS
CUADRADASRECTANGULARES
PARAVIGASYCANALES
ESTNDAR
DIMENSIN
MNIMA
LADO
ESPESOR
PROMEDIO
AHUSADO
EN
ESPESOR
13/4
13/4
13/4
13/4
13/4
21/4
21/4
21/4
21/4
5/16
5/16
5/16
5/16
5/16
5/16
5/16
5/16
5/16
1:6
1:6
1:6
1:6
1:6
1:6
1:6
1:6
1:6
Nota1:Todaslasdimensionesestnenpulgadas
Nota2:Sepuedeexcederen1/4depulgada
650 7
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
Transmisoresdecortantesoldados
Los transmisores de cortante debern cumplirlos requisitos
parabarrasdeaceroalcarbonoformadoenfro,AASHTOM
169barrasestiradasenfro,grados1015,1018o1020,semi
o completamente apagadas. Si se utilizan casquetes para
retencin del fundente, el acero de stos deber ser de un
grado de bajo contenido de carbono apropiado para
soldadurayquecumplalaespecificacinASTMA109,Tiras
deAceroalCarbonolaminadoenfro.
Las propiedades mecnicas, determinadas por ensayos del
acero en barras luego de su estiramiento o de conectores
terminados,deberncumplirlossiguientesrequisitos:
Resistenciaalatraccin(mnima):420MPa
IO
N
ES
20
12
IN
VI
AS
650.2.1.5
Lmitedefluencia(mnimo):350MPa
AC
Elongacinen2pulgadas(mnimo):20%
IC
Reduccinderea(mnima):50%
AS
ES
PE
C
IF
Laspropiedadesmecnicassedeterminarndeacuerdocon
las secciones aplicables de la norma ASTM A370, Ensayos
mecnicos de productos de acero. Las pruebas de tensin
de los pernos terminados se harn en pernos soldados a
platinas de prueba que utilizan una plantilla tal como lo
indica la norma AWS D1.1. Si ocurre fractura fuera de la
mitadcentraldelalongitudenlaescala,sedeberrepetirla
prueba.
Los pernos terminados debern ser de calidad y apariencia
uniforme, libres de astillas perjudiciales, rebabas, fisuras,
grietas, torceduras, dobleces u otros defectos. El acabado
deberserelconseguidoporestiramientoenfro,laminado
enfroomaquinado.
Elfabricantedebercertificarquelospernosseajustanalos
requisitos de material del presente numeral. A solicitud del
Interventor, se debern remitir copias certificadas de los
informesdecontroldecalidadhechosenlaplanta.
6508
Art.650
Captulo6ESTRUCTURASYDRENAJES
IO
N
ES
20
12
IN
650.2.2
Pilotestubularesdeacero
Lospilotestubularesdeacerodeberncumplirlosrequisitos
de la norma ASTM A252, grado 2 para pilotes de tubera
metlica soldada sin costura, con requerimientos qumicos
segnlanormaASTMA53,gradoB.
Metaldeaporteyfundenteparasoldadura
Los electrodos y fundentes para soldadura debern cumplir una de las
siguientes normas de la Norma NSR10, artculo F.2.1.5.5,
correspondientedelaSociedadAmericanadeSoldadura(AWS):
NTC 2191. Especificacin para electrodos de acero al carbono para
soldaduradearcometlicoprotegido(AWSA5.1).
VI
AS
650.2.1.6
NTC 2253. Especificaciones para electrodos de acero al carbono de
bajaaleacinparasoldaduradearco(AWSA5.5).
NTC3570.Especificacionesparametalesdeaportedeacerodebaja
aleacinparasoldaduradearcoconproteccindegas.(AWSA5.28).
NTC3623.Especificacionesparaelectrodosdeacerodebajaaleacin
yfundentesparasoldaduradearcosumergido.(AWSA5.23).
IC
NTC 2632. Especificaciones para metales de aporte de acero al
carbonoparasoldaduradearcoconproteccindegas.(AWSA5.18).
NTC 2677. Especificaciones para electrodos de acero al carbono y
fundentesparasoldaduradearcosumergido(AWSA5.17).
ES
PE
C
IF
AC
AWSA5.20.Especificacionesparaelectrodosdeaceroalcarbonopara
soldaduradearcoconfundenteenelncleo.
AWS A5.29. Especificaciones para electrodos de acero de baja
aleacinparasoldaduradearcoconfundenteenelncleo.
AS
Seaceptarlacertificacindelfabricantecomopruebadelcumplimiento
conlasnormas.Loselectrodosymetalesdeaporteseleccionadosdeben
serlosapropiadosparalaaplicacinprevista.
650 9
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
650.2.3
Piezasforjadasyejesdeacero
IN
NTC 1137. Fundiciones de acero de alta resistencia para usos
estructurales(ASTMA148Grado8050)
20
12
VI
AS
650.2.3.1 Piezasforjadasdeacero
El acero fundido deber cumplir una de las siguientes especificaciones
establecidasenlaNormaNSR10,artculoF.2.1.5.2.:
NTC 4003. Fundiciones de acero al carbono para aplicaciones en
general(ASTMA27Grado6535).
650.2.4
AS
ES
PE
C
IF
IC
AC
IO
N
ES
Laspiezasforjadassedebernajustaralanorma:
NTC 4038. Fundiciones ferrosas. Piezas forjadas de acero al
carbono aleado, para usos industriales en general (ASTM
A668).
Se aceptarn los informes certificados de ensayo como
pruebadelcumplimientodelanorma
650.2.3.2 Ejesdeaceroalcarbonoformadoenfro
Losejesdeaceroalcarbonoformadoenfrodeberncumplir
lasespecificacionesparabarrasyejesdeaceroalcarbonoen
fro, AASHTO M169 (ASTM A108). A menos que se
especifique diferente, se debern suministrar los grados
1016a1030,inclusive.
Fundicionesdeacero
650.2.4.1
65010
Fundicionesdeaceroparapuentes
Las fundiciones de acero para componentes de puentes de
vas debern cumplir las especificaciones estndar para
fundicionesdepuentesdecarreteras,normaAASHTOM192
(ASTM A486) o fundiciones de acero al carbono de
resistenciasuaveamediaparaaplicacionesgenerales,norma
AASHTO M103 (ASTM A27). A menos que se especifique
Art.650
Captulo6ESTRUCTURASYDRENAJES
650.2.7
ES
PE
C
IF
IC
AC
650.2.6
IO
N
ES
650.2.5
20
12
IN
VI
AS
algodiferente,sedebernemplearlaclase70ogrados7036
deacero,respectivamente.
650.2.4.2 Fundicionesdeaceroconaleacionesdecromo
Las fundiciones de acero con aleaciones de cromo debern
cumplir las especificaciones para fundiciones de hierro
cromo, de hierrocromonquel, resistentes a la corrosin
para aplicaciones generales, norma AASHTO M163 (ASTM
A743).SedebersuministrarGradoCA15,amenosquese
especifiquedeotramanera.
Fundicionesdehierro
Debern ser fundiciones de hierro gris que cumplan las especificaciones
parafundicionesdehierrogris,normaAASHTOM105(ASTMA48),clase
30,amenosqueseespecifiquealgodiferente.
Fundicionesdehierrodctil
Debern cumplir las especificaciones para fundiciones de hierro dctil,
normaASTMA536grado604018,amenosqueseespecifiquedeotra
manera.
Fundicionesmaleables
Deberncumplirlasespecificacionesparafundicionesdehierromaleable,
norma AASHTO M106 (ASTM A47). Se deber suministrar grado
No.35018,amenosqueseespecifiquedeotramanera.
Fundicionesdebronceychapasdealeacionesdecobre
AS
650.2.8
650.2.8.1
650.2.8.2
Fundicionesdebronce
Debern cumplir las especificaciones estndar para
fundiciones de bronce para puentes y tornavas, norma
AASHTOM107(ASTMB22)aleaciones913o911.
Chapasdealeacionesdecobre
Deberncumplirlasespecificacionesestndarparalminasy
platinas de apoyo y de expansin de aleaciones de cobre
650 11
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
650.2.9
para puentes y otras aplicaciones estructurales, norma
AASHTOM108(ASTMB100).
Materialesparajuntasyapoyos
Lminasdeplomo
Debern cumplir los requisitos para plomo comn
desplatinizado de las especificaciones para plomo en
lingotes,normaAASHTOM112(ASTMB29).
Lminasdezinc
Debern cumplir los requisitos del Tipo II de las
especificaciones para zinc laminado, norma AASHTO M113
(ASTMB69).
Lminasdebronceodealeacindecobre
Las de bronce debern cumplir los requisitos de la norma
AASHTO M107 (ASTM B22), para aleacin 911, y las de
aleacindecobrelosrequisitosdelanormaAASHTOM108
(ASTMB69),aleacin510.
Laslminasdebernserlubricadasyelcompuestolubricante
deber ser grafito y sustancias metlicas con un ligante
lubricanteresistentealaaccindelaintemperie.
Almohadillaselastomricasdesoporte
Debern cumplir lo indicado en la especificacin AASHTO
M251.
Almohadillaspreformadasdecauchoyfibradealgodn
Debernserfabricadasdecauchonovulcanizadoydecapas
de fibras nuevas de algodn, comprimidas y vulcanizadas
paraformaralmohadillasdelgrosorespecificado,deacuerdo
conlaFederalSpecificationMILC882,ydebernteneruna
resistenciaalacompresin,perpendicularalaslaminaciones,
no menor de setecientos kilogramos por centmetro
AS
650.2.9.4
ES
PE
C
IF
IC
AC
650.2.9.3
IO
N
ES
20
12
650.2.9.2
IN
VI
AS
650.2.9.1
650.2.9.5
65012
Art.650
Captulo6ESTRUCTURASYDRENAJES
VI
AS
650.2.9.6
cuadrado (700 kg/cm2), sin reduccin perjudicial de su
espesor.
Lonadealgodnyminiorojoparaapoyosdemampostera
Deberncumplirlasespecificacionessiguientes:
Lona de algodn, de acuerdo con la norma AASHTO
M166.
IN
Elminiorojo,deacuerdoconlanormaAASHTOM72.
20
12
650.2.10 Materialesparacubrimiento
ES
PE
C
IF
IC
AC
IO
N
ES
650.2.10.1 Galvanizado
Cuando se indica en los planos o se especifica en las
disposiciones especiales, los productos de metal ferroso
debernsergalvanizadosdeacuerdoconlasespecificaciones
para revestimientos de zinc (galvanizado en caliente) de
productos fabricados de perfiles de acero laminado,
prensadoyforjado,platinas,barrasyflejes,normaAASHTO
M111.
650.2.10.2 Pintura
650.2.10.2.1 Pinturadetaller
Sedeberealizarenconcordanciaconloestablecido
enlaNormaNSR10,artculoF.2.13.3.
650.2.10.2.1.1 Requisitosgenerales
AS
650.2.10.2.1.2
La preparacin de la superficie y la pintura
de taller se ajustarn a los requisitos del
Cdigo de Prctica Estndar del AISC. No se
requiere pintura de taller si no se especifica
claramenteenlosdocumentosdelcontrato.
Superficiesinaccesibles
Excepto las superficies en contacto, las
superficies inaccesibles despus del
650 13
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
ES
PE
C
IF
IC
AC
650.2.10.2.1.4
IO
N
ES
20
12
IN
VI
AS
650.2.10.2.1.3
ensamble de taller se debern limpiar y
pintar con anterioridad al ensamble, de
acuerdo con los requisitos de los
documentosdediseo.
Superficiesdecontacto
Sepermiteincondicionalmentelapinturaen
conexiones tipo aplastamiento. Para
conexiones por friccin, los requisitos de la
superficie de contacto estarn de acuerdo
con 3(b) de las especificaciones para juntas
estructurales del RCSC que utilizan pernos
grado5ogrado8deASTMA325oNTC4028
(ASTMA490).
Superficiesacabadas
Las superficies terminadas a mquina se
protegerncontralacorrosinpormediode
una pelcula inhibidora de xido que se
pueda remover antes del montaje o que
tenga caractersticas que hagan innecesaria
suremocinantesdeefectuarlo.
Superficies adyacentes a soldaduras de
campo
Amenosqueseespecifiqueotracosaenlos
planosdediseo,lassuperficiesamenosde
50 mm de sitios donde se hayan de aplicar
soldaduras de campo, debern estar libres
de materiales que impidan el soldado
correcto o que produzcan gases txicos u
objetablesmientrasserealizalasoldadura.
Pinturadecampo
Los retoques de pintura, la limpieza de la
estructura, as como la pintura general se
deben realizar de acuerdo con las prcticas
AS
650.2.10.2.1.5
650.2.10.2.1.6
65014
Art.650
Captulo6ESTRUCTURASYDRENAJES
localesaceptadas,lascualesseharnconstar
explcitamenteenlosplanosdediseo.
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
650.2.11 Soldadura
Lasoldaduradeestructurasdeacero,cuandoseautoriza,debercumplir
lanormaAWSD1.180delCdigodeSoldaduraEstructuraldelaAWS.
650.2.12 Abrasivosydisolventes
Los abrasivos utilizados para la limpieza superficial del acero estructural
debern ser arena seca limpia, arenisca mineral o limaduras de acero, a
opcin delConstructor, los cuales tendrn unagradacin aprobada para
producirresultadossatisfactorios.
No se permitir el uso de otros abrasivos, sin la aprobacin previa del
Interventor.
Amenosquelasdisposicionesespecialesloprohban,sepodrnemplear
disolventes para retirar aceite, grasa u otros contaminantes solubles de
acuerdoconlanormaSSPCSP1,Limpiezadedisolventes.
650.3 EQUIPO
AS
El Constructor deber poner a disposicin de los trabajos todos los equipos y
herramientas necesarios para la correcta y oportuna fabricacin de las piezas de
acero estructural, de acuerdo con los planos del proyecto. Adems, deber
proporcionar los vehculos para su transporte a la obra, as como todas las
armazonesprovisionalesytodaslasherramientas,maquinaria,artefactosypernos
ajustadoresnecesariosparalamarchaefectivadeltrabajo.
Elmontajeenelcampodelaspartescomponentesdeunaestructura,implicaeluso
demtodosyartefactosquenoproduzcandaosportorcedura,dobladurauotra
deformacindelmetal.
650 15
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
650.4 EJECUCINDELOSTRABAJOS
650.4.1
Diseo,planoseidentificacindelacerodurantelaetapadefabricacin
Diseoyplanos
Cuando el contrato incluya el diseo definitivo de la
estructura de acero, el Constructor elaborar el proyecto
estructural definitivo a partir del anteproyecto, de la
informacin existente y de los resultados de los estudios
bsicoseinvestigacionesprevias.
El proyecto estructural definitivo comprende la elaboracin
de clculos, planos de detalle, recomendaciones y dems
pormenorescaractersticos,sinomitirpartealgunaporhaber
sidotenidaencuentaenelanteproyecto,detalmaneraque
con dicho proyecto se pueda construir la obra en la forma
ms favorable, desde los puntos de vista ambiental y
econmico, garantizndose que sea resistente, funcional,
duraderayesttica.
El Constructor deber someter copias de los planos
detalladosdetalleralaaprobacindelInterventor.Cualquier
trabajo hecho con anterioridad a la aprobacin de dichos
planos ser a riesgo del Constructor. Los planos debern
contener las calidades y los tamaos y dimensiones
detalladas de las partes componentes de la estructura y
detallesdelaspartesmiscelneas,comotuercas,pernos,etc.
La aprobacin de los planos no exime al Constructor de su
responsabilidad por la correcta ejecucin de los trabajos ni
porlaestabilidaddelaobraluegodeconstruida.
Identificacindeacerosdurantelafabricacin
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
650.4.1.1
650.4.1.2
650.4.1.2.1
65016
IdentificacinporelConstructor
El Constructor deber suministrar al Interventor
copiascertificadasdetodoslosinformesdeanlisis
qumicos y pruebas fsicas para cada colada de
acero, para todos los elementos, siempre que ste
los requiera. Cada pieza de acero que se ha de
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
fabricar, se deber identificar convenientemente
paraelInterventor.
Los planos del taller debern identificar
especficamente cada pieza fabricada de acero de
calidaddiferentealaceroASTMA36. Las piezas
hechasdeacerodegradosdiferentesnotendrnla
mismamarcadeensambleomontaje,aunquesean
dedimensionesydetallesidnticos.
El sistema de marcas guas utilizado por el
Constructor para piezas individuales hechas de
acerodecalidaddiferentealaceroASTMA36,ylas
instruccionesdecortedadasaltaller(generalmente
referenciando las marcas guas en los planos de
taller con el tem correspondiente a la orden de
compra)debernsertales,quepermitanidentificar
elnmerodelinformedelaspruebasdefbrica.
El Constructor podr suministrar material en
existencia,siemprequepuedaseridentificadoporel
nmero de colada y el informe de pruebas de
fbrica.
Cualquier material almacenado para uso posterior
deber ser marcado con el nmero del informe de
pruebasdefbricayconelcdigodeidentificacin
por colores (vase Tabla 6503) de la norma
AASHTOM160(ASTMA6).
Identificacindeacerosdurantelafabricacin
650.4.1.2.2
Durantelaetapadefabricacin,cadapiezadeacero
de calidad diferente al acero ASTM A36, deber
llevar en forma clara y legible su cdigo de
identificacin por colores mostrado en la Tabla
6503.
Las piezas de acero marcadas individualmente que
seutilizaneneltamaosuministrado,oquetienen
untamaoreducidoporeldesbastadodeunborde
o extremo que no altera el nmero de colado o
650 17
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
cdigo de color se pueden utilizar sin codificacin
adicional, siempre y cuando permanezca legible el
nmerodecoladoocdigodecolor.
Las piezas de acero de calidad diferente al acero
ASTMA36,quesehandecortarenpiezasdemenor
tamao, antes de ser cortadas se debern marcar
enformalegibleconelcdigodeidentificacinpor
coloresdelanormaAASHTOM160.
Laspiezasindividualesdeacerodecalidaddiferente
al acero ASTM A36, que se han de suministrar en
paquetes rotulados debern ser marcadas con el
cdigo de identificacin por color de la norma
AASHTOM160,asuretirodelpaquete.
Las piezas de acero de calidad diferente al acero
AASHTO M270 grado 36, que previamente al
ensambleestnsujetasaoperacionesdefabricacin
tales como limpieza con aire, galvanizado,
tratamiento trmico o pintura que borre la marca
del cdigo de color, debern ser marcadas con
troquelesdeaceroomedianteunrtuloresistente
bienpegado.
SedeberutilizarelcdigodelaTabla6503para
identificar los aceros, en concordancia con esta
especificacin, durante toda la operacin de
fabricacin.
Otros aceros con excepcin del acero ASTM A36,
excluido de la especificacin AASHTO M160,
debern tener un cdigo de color individual que
deber ser establecido y registrado para el
Interventor.
Tabla6503.Cdigodeidentificacinporcolores
NORMA
AASHTOM270
AASHTOM270
AASHTOM270
AASHTOM270
65018
CDIGO/COLOR
Grado100rojo
Grado100Wrojoynaranja
Grado50verdeyamarillo
Grado50Wazulyamarillo
Art.650
Captulo6ESTRUCTURASYDRENAJES
650.4.2
Fabricacin
Almacenamientodemateriales
El material estructural, corriente o prefabricado, deber ser
almacenado en los talleres sobre plataformas elevadas,
rodillosocualquierotrotipodesoporte.Sedebermantener
libredetierra,grasaocualquiermateriaextraa,yproteger
siemprecontralacorrosin.
Montajeeneltaller
El montaje total de una estructura completa, incluyendo el
sistemadepisooelmontajedecomponentesindividualesde
la misma como armaduras, nervaduras de arcos, vigas
continuas o vigas maestras, castilletes, caballetes y marcos
rgidos, se deber realizar en el taller en la forma que sea
requerida en los planos. En caso contrario, el Constructor
podr optar por el montaje parcial en taller, que ser el
mnimo trabajo de taller requerido antes de iniciar las
operacionesdeescariadoolasdetaladradoenmetalslido,
atamaonormalquedebanserefectuadasenelcampo.
Perforacindeagujerosparapernos
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
650.4.2.2
IN
VI
AS
650.4.2.1
650.4.2.3
AS
650.4.2.3.1
Perforacindelosagujeros
Todos los agujeros para los pernos de alta
resistencia debern ser punzonados, escariados o
taladrados. Los agujeros terminados al tamao
normal debern ser de 1/16 de pulgada (1.6 mm),
mayoresqueeldimetronominaldelperno.
Elmaterialqueformepartedeunapiezacompuesta
de no ms de cinco espesores de metal puede ser
punzonadoa1/16depulgada(1.6mm)msgrande
que el dimetro nominal del perno, siempre que el
grueso del metal no sea mayor de de pulgada
(1.91cm)paraaceroalcarbono,de5/8depulgada
(1.59 cm) para acero de aleacin y de pulgada
(1.27cm)paraacerotempladoyrevenido.
650 19
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
ES
PE
C
IF
IC
AC
650.4.2.3.2
IO
N
ES
20
12
IN
VI
AS
Cuando el material que forme parte de una pieza
compuestaseademsdecincoespesoresdemetal,
o alguno de los principales materiales sea ms
gruesoquedepulgada(1.91cm)paraelaceroal
carbono;de5/8depulgada(1.59cm)paraacerode
aleacin y de pulgada (1.27 cm) para acero
templadoyrevenido,todoslosagujerosdebernser
punzonados o taladrados a un dimetro menor de
3/16 de pulgada (0.476 cm), ms pequeo que el
dimetro nominal del perno y luego, durante el
montaje fresados o escariados 1/16 pulgada (1.6
mm) mayores que el dimetro nominal del perno.
Tambin, pueden ser taladrados en el metal slido
1/16depulgada(1.6mm)mayoresqueeldimetro
nominaldelperno.
Perforaciones para pernos nervados, pernos
torneados u otros pernos aprobados tipo
aplastamiento.
Todas las perforaciones para pernos nervados,
pernostorneadosuotrospernostipoaplastamiento
se deben taladrar 3/16 de pulgada (0.476 cm) ms
pequeos que el dimetro nominal del perno y
ensanchar, montar, o taladrar con la ayuda de una
plantilla metlica o despus de montaje, a opcin
del fabricante. En ningn caso, las perforaciones
terminadasnecesitarnunajusteamartillo.
Agujerosapunzn
Eldimetrodeltroquelomatriznodeberexceder
de1/16depulgada(1.6mm)deldimetronominal
del perno. Si algunos de los agujeros se deben
ampliarparaadmitirlospernos,sedebenescariar.
Los agujeros punzonados debern estar bien
definidossinbordesrasgados,rotosodisparejos.
La deficiente coincidencia de agujeros ser causa
suficienteparasurechazo.
AS
650.4.2.3.3
65020
Art.650
Captulo6ESTRUCTURASYDRENAJES
Agujerostaladradosoescariados
Los agujeros taladrados o fresados debern ser
cilndricos,perpendicularesalapiezaynomayores
de 1/16 de pulgada (1.6 mm) que el dimetro
nominal del perno. Cuando sea factible, los
escariadoressedebendirigirpormediosmecnicos.
Las rebabas en la superficie exterior, deben ser
eliminadas y ser motivo de rechazo la deficiente
coincidenciadelosagujeros.Eltaladroyelescariado
sedebenhacerconbrocashelicoidales.
Las piezas armadas se deben desarmar para
quitarleslasrebabasocasionadasporeltaladrado.
Agujeros para conexiones en obra, de miembros
principales
A menos que se especifique en otra forma en las
especificaciones particulares, los agujeros para
pernosdetodaslasconexionesyempalmesenobra,
de piezas principales de armaduras, vigas y dems
miembros principales, debern ser punzonados o
taladrados a un dimetro menor y posteriormente
escariados al tamao normal con una plantilla de
acero,mientrasseefectasumontaje.
Agujeros para conexiones en obra, de otros
miembrosquenoseanprincipales
Con excepcin de los miembros principales
mencionadosanteriormenteydondenoserequiera
en los planos, perforacin a un dimetro menor y
posteriorescariado,losagujerosenelmaterialde
depulgada(1.91cm)omenosdeespesor,debern
ser perforados al dimetro total. Los agujeros de
material de ms de de pulgada (1.91 cm) de
espesor, debern ser perforados a un dimetro
menor y luego escariados o bien taladrados en
slido,altamaonormal.
ES
PE
C
IF
IC
AC
650.4.2.3.5
IO
N
ES
20
12
IN
VI
AS
650.4.2.3.4
AS
650.4.2.3.6
650 21
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
Precisin de los agujeros punzonados y de los
taladradosadimetromenor
Todos los agujeros punzonados al tamao normal,
punzonadosaundimetromenorotaladradosaun
dimetro menor, se deben hacer con una precisin
tal,quedespusdeensambladaslaspiezas(yantes
de realizar el escariado) se pueda pasar
perpendicularmente a las piezas y sin desalineado,
una varilla cilndrica de 1/8 de pulgada (0.32 cm)
menorqueeldimetronominaldelagujeroen,por
lomenos,unsetentaycincoporciento (75 %) de
cualquier grupo contiguo de agujeros en el mismo
plano. Si este requisito no se cumple, deben ser
rechazadaslaspiezasincorrectamenteperforadas.Si
hay algn agujero que no permita el paso de una
varillade3/16depulgada(0.476cm)menorqueel
dimetro nominal de agujero perforado, esto ser
causasuficientepararechazarlo.
650.4.2.3.8 Precisin de los agujeros escariados y de los
taladradosatamaonormal
Enelcasodelosagujerosescariadosylostaladrados
a tamao normal, el ochenta y cinco por ciento
(85%)deellosencualquiergrupocontiguo,despus
del escariado o taladrado, no deber mostrar una
desviacin mayor de 1/32 de pulgada (0.8 mm)
entreespesoresadyacentesdemetal.
650.4.2.4 Enderezamientodelmaterial
Todo el material estructural deformado deber ser
enderezado por mtodos adecuados, antes de ser armado,
abrirleagujerosotrabajadodeotramaneraeneltaller.
Las torceduras y dobleces speros o filosos sern causa de
rechazo del material. El enderezado de extremos doblados
de lminas, angulares y otros perfiles, se deber hacer por
mtodos que no causen fractura u otros daos al material.
Ningn metal deber ser calentado, a menos que esto sea
estrictamente necesario, en cuyo caso el calentamiento se
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
650.4.2.3.7
65022
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
650.4.2.5
IO
N
ES
20
12
IN
VI
AS
deber hacer a una temperatura no mayor que la que
produceuncolorrojocereza.Despusdelcalentamiento,el
metal se deber enfriar lentamente. A continuacin del
enderezado de una dobladura, la superficie del metal se
debe inspeccionar cuidadosamente, buscando seales de
posiblesfracturas.
Excepto cuando se requiera una contraflecha, el material
deber llenar los siguientes requisitos de rectitud, cuando
haya sido colocado en su lugar en el campo. La desviacin
permisible para una lnea recta no debe exceder de un
milmetropormetro(1mm/m).
Nosedeberusarningnarriostramientotransversaluotros
medios para forzar a un miembro a mantener la rectitud
necesariadurantesuarmado.
Curvaturadevigaslaminadasyensambladas
La operacin de curvado se debe realizar al calor antes de
pintar el elemento; sin embargo, se puede efectuar antes o
despusdecompletarlasoldaduraqueserequieraparalos
atiesadores transversales intermedios. El calentamiento se
deberconducirdetalmanera,quelatemperaturadelacero
no exceda de seiscientos veinte grados Celsius (620 C). La
viga no se podr enfriar artificialmente hasta tanto la
temperatura haya descendido a trescientos quince grados
Celsius(315C).
Los aceros fabricados a un punto mnimo de fluencia en
exceso de cincuenta mil libras por pulgada cuadrada (350
MPa),nopuedensercurvadosalcalor.
Cortealallama
El acero estructural, puede ser cortado a la llama, siempre
queseobtengaunasuperficielisa,libredemuescasygrietas
y se obtenga un perfil exacto mediante el empleo de una
perfiladora mecnica. El corte de llama manual (a pulso) se
debe hacer nicamente cuando sea autorizado en las
especificaciones particulares. La llama cortante deber ser
650.4.2.6
650 23
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
650.4.2.8
ES
PE
C
IF
IC
AC
650.4.2.7
IO
N
ES
20
12
IN
VI
AS
ajustadaymanipuladademodoqueseevitecortarmsall
(haciaadentro)delaslneasprescritas.
Las muescas, grietas y asperezas superficiales que no
excedandecincomilmetros(5mm)deprofundidad,pueden
ser eliminadas por cepillado o esmerilado. Los defectos en
bordes cortados con llama, no debern ser reparados
mediante soldadura, excepto cuando as se indique en las
especificaciones particulares. Se pueden reparar con este
mtodomuescasoranurasocasionalesconunaprofundidad
menordediezmilmetros(10mm),enaquellostiposdeacero
estructural considerados como soldables de acuerdo a las
normas ASTM, para el acero de que se trate. La soldadura
terminadasedebeesmerilarparadejarlalisayparejaconla
superficiecontigua.
Ajusteparaelempernado
Lassuperficiesdemetalqueentrenencontacto,sedebern
limpiar antes del montaje. Las partes de un miembro se
debern montar bien aseguradas y firmemente unidas con
pernos antes de empezar el escariado. Las piezas montadas
se deben separar, si es necesario, para la remocin de
rebabas y virutas producidas por el escariado. Todos los
miembros debern estar libres de torceduras, dobladuras y
otrasdeformaciones.
Diagramadecontraflechas
El Constructor deber proporcionar al Interventor un
diagrama de contraflechas mostrando la contraflecha en
todoslosnudosdecadatramoopanelparacadaarmadura,
tomado de las verdaderas medidas obtenidas durante el
montajeeneltaller,cuandosetratedemontajecompleto.
Cuando se use un montaje parcial, el diagrama de
contraflechas se deber basar en los valores calculados en
cadanudodelaarmadura.
Lasarmadurasdebernsercombadasdetalformaquetodos
los miembros queden rectos y alineados normalmente bajo
lacargamuertacompleta.Lafabricacinyelmontajedelas
65024
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
armaduras se debern ejecutar de tal manera que se
reduzcanlosesfuerzossecundarioshastadondeseafactible.
Los empalmes en los cordones rectos y en las columnas se
debern escariar despus de armar los miembros en sus
posiciones geomtricas apropiadas. Se deber ejercer
atencin especial para la eliminacin del efecto que
producen las barras deamarre y los miembros secundarios.
As mismo, se debern tomar las medidas adecuadas para
compensar la prdida de contraflecha, resultante de la
soldadura de conectores de corte a los miembros
estructurales.
650.4.2.9 Marcasdecoincidencia
Las partes componentes armadas en el taller, con el
propsitodeabriragujerosparalasconexionesdecampo,se
debernmarcarparaelmontajeysedeberproporcionara
losconstructoresenelcampoyalInterventor,undiagrama
quemuestretalesmarcas.
650.4.2.10 Terminadodebordesysuperficiesdeapoyo
No se requiere pulir o dar terminado a los bordes de las
piezas cizalladas o cortadas trmicamente, a no ser que
especficamenteseestablezcaenlosplanos,oqueaparezca
incluido en una especificacin de preparado de borde para
soldadura.
Elterminadodelassuperficiesdeapoyo,placasbaseyotras
superficies de apoyo que han de quedar en contacto con
concretooentres,debercumplirlosrequisitosdeaspereza
superficialANSIdefinidosenlanormaANSIB46.1,Aspereza
Superficial,OnduladoyTrenzado,ParteI,as:
Placasdeacero:
ANSI2.000
Placaspesadasencontactoen
zapatasquesehandesoldar:
ANSI1.000
Extremoscepilladosdemiembros
acompresinoextremospulidos
650 25
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
deatiesadoresorellenos
ANSI500
Rodillosybalancinesdepuentes:
ANSI250
Pasadoresyhuecosdepasadores:
ANSI125
Asientosdedeslizamiento:
ANSI125
VI
AS
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
650.4.2.11 Juntascolindantes
Las juntas a tope de los miembros en compresin debern
tener sus caras acabadas adecuadamente y se debern
ajustarexactamenteparaasegurarunapoyouniforme.
Losextremosdelosmiembrosentensinenlosempalmes,
deberntenerunacabadospero,perolosextremosdelos
miembros no debern estar en contacto. La abertura no
deberexcederdeseismilmetros(6mm).
650.4.2.12 Fabricacindeelementos
A menos que se indique en los planos, las placas de acero
paraelementosprincipalesyplacasdeempalmeparaaletas
y los elementos principales sometidos a tensin se debern
cortar y fabricar de tal forma, que la direccin primaria del
laminado quede paralela a la direccin de los esfuerzos
principalesdetensiny/ocompresin.
Loselementosfabricadosdebernquedarbienaplomadosy
estarlibresdetorceduras,doblecesyjuntasabiertas.
650.4.2.13 Platinascurvas
Lasplatinasdeacerolaminado,nosoldadas,curvadasenfro,
quesoportancargadeberncumplirlosiguiente:
Se debern tomar de platinas en existencia, cuya lnea de
doblezestenngulosrectosconladireccindellaminado,
exceptoquelasnervadurasdobladasenfroparapuentesde
tablero ortotrpico se puedan doblar en la direccin del
laminado,sielInterventorlopermite.
65026
Art.650
Captulo6ESTRUCTURASYDRENAJES
20
12
IN
VI
AS
El doblado se deber hacer de tal manera, que no ocurra
ningunaroturaenlaplatina.Losradiosmnimos,medidosen
la cara cncava del metal, estn dados en la Tabla 6504,
dondeteselespesordelaplatina.
La tolerancia para larecuperacin del acero AASHTO M270
(ASTMA709)grados70Wy100/100Wdeberserdelorden
detres(3)vecesladelaceroestructuralalcarbono.Parael
formatoenprensa,laluzinferiordeltroqueldeberser,por
lo menos, diecisis (16) veces el espesor de la platina. Se
recomiendangolpesmltiples.
Tabla6504.Radiosdedoblado
Acero
estructural
todos
los
grados
2.5t
3t
3.5t
De2a4
4t
IC
2t
IO
N
ES
Hasta
ESPESORENPULGADASt
Dea1
De1a1 De1a2
RADIOSDEDOBLADO
AC
AS
ES
PE
C
IF
Si se requiere un radio ms corto, las platinas debern ser
dobladas al calor a una temperatura que no sobrepase de
seiscientoscincuentagradosCelsius(650C), excepto para
aceros AASHTO M270 grados 70W y 100/100W. Si las
platinasdeestosacerostienenqueserdobladasencaliente
a temperaturas superiores a quinientos ochenta grados
Celsius (580 C) o seiscientos diez grados Celsius (610 C),
respectivamente,dichosacerossedeberntemplaryrevenir
denuevodeacuerdoconlaprcticadelasaceras.
Previo al doblado, las esquinas de las platinas se debern
redondear a un radio de un milmetro y seis dcimas (1.6
mm) en todas las partes de la platina que deben ser
dobladas.
650.4.2.14 Ajustedelosangularesderefuerzo
Los angulares de refuerzo para extremos de vigas o de
soporte en puntos de cargas concentradas, debern ser
fresados, esmerilados o rectificados adecuadamente, para
650 27
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
asegurarunasientoparejocontralosangularesqueforman
elalaocontraelaladelasvigas.Sepodrpermitirelusode
soldadura en vez de fresado o esmerilado, cuando as se
especifique en los planos o en las especificaciones
particulares.
Los angulares intermedios (que no soporten carga
concentrada), debern ser suficientemente ajustados para
impedirelpasodelaguadespusdeserpintados.
650.4.2.15 Barrasdeojo
Losagujerosparapasadorespuedensercortadosconllama,
a un dimetro por lo menos de cinco centmetros (5 cm)
menor que el dimetro acabado del pasador. Las barras de
ojoquevayanasercolocadasladoaladoenlaestructura,se
debernafianzarfuertementeunasconotrasenelordenen
que sern colocadas en el pasador y taladradas en ambos
extremos mientras estn sujetadas. Las barras de ojo
debern ser estampadas con letras de acero en las cabezas
de cada pieza al terminar su fabricacin, de modo que
quedenvisiblescuandolasbarrasseancolocadasensulugar
enlaestructura.Lasbarrasdeojodebernserrectasyestar
libres de torceduras, y los agujeros para los pasadores
debernquedarsituadosconexactitudenlalneacentralde
labarra.Lainclinacindelasbarrasconrespectoalplanode
la armadura no deber exceder de cinco milmetros por
metro(0.5cm/m).
Los bordes de las barras de ojo que queden entre la lnea
mediatransversaldesusagujerosparapasadoressedebern
cortar simultneamente con dos (2) sopletes que trabajen
mecnicamenteunofrentealotro,guiadosporunaplantilla
macizaparaevitarladistorsindelasplanchas.
650.4.2.16 Revenidoyaliviodeesfuerzos
Los elementos estructurales que se deban revenir o
normalizar, se debern maquinar, taladrar y enderezar
despus del tratamiento al calor. El normalizado y revenido
(temple total) se harn de acuerdo a lo especificado en la
norma ASTM E44. La temperatura dentro del horno se
65028
Art.650
Captulo6ESTRUCTURASYDRENAJES
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
deber mantener uniforme durante el calentamiento y
enfriamiento,demodoquenosepresenteunadiferenciade
temperatura mayor de treinta y ocho grados Celsius (38 C)
endospuntosdelelemento.
Los elementos de acero de calidad AASHTO M270, grados
70W y 100/100W, no se deben revenir, normalizar o aliviar
deesfuerzos,sinlaaprobacinpreviadelInterventor.
Un registro de cada cargada de horno debe identificar las
piezas e indicar las temperaturas y el programa realmente
utilizados. Se deben proporcionar instrumentos apropiados,
incluyendo pirmetros de registro, para determinar en
cualquiermomentolatemperaturadeloselementosdentro
del horno. Los registros de la operacin deben estar
disponibles al Interventor y tener su aprobacin. Las
temperaturas de retencin para el alivio de esfuerzos de
aceros de calidad AASHTO M270, grados 70W y 100/100W
no debern exceder de quinientos ochenta grados Celsius
(580C) o seiscientos diez grados Celsius (610C),
respectivamente.
Loselementostalescomozapatasdepuentes,pedestales,y
otras partes construidas mediante secciones de platina
soldadas juntas, se debern aliviar de esfuerzos de acuerdo
con el pargrafo 4.4 de la norma AWS D1.1 cuando lo
requieranlosplanos,lasespecificaciones,olasdisposiciones
especialesquecontrolanelcontrato.
650.4.2.17 Pasadoresyrodillos
AS
650.4.2.17.1 Caractersticasgenerales
Los pasadores y rodillos se debern tornear
exactamente a las dimensiones indicadas en los
planos y estar rectos, lisos y libres de
imperfecciones. Los pasadores y rodillos de ms de
veintidscentmetrosynuevedcimas(22.9cm)de
dimetro debern ser de acero forjado y revenido.
Los pasadores y rodillos de veintids centmetros y
nueve dcimas (22.9 cm) o menos de dimetro,
650 29
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
puedenseryaseaforjadosyrevenidosotorneados
deaceroalcarbonoacabadoenfro.
Enlospasadoresdemsdeveintidscentmetrosy
nueve dcimas (22.9 cm) de dimetro, se deber
perforarunagujerodecincocentmetros(5cm)de
dimetro mnimo a todo lo largo del eje despus
que se ha enfriado la forja a una temperatura por
debajo del rango crtico, bajo condiciones
adecuadas, para evitar dao por enfriamiento
demasiadorpido,yconanterioridadaltemple.
650.4.2.17.2 Perforacindelosagujerosparapasadores
Estosagujerosdebernsertaladradoslisosyrectos,
deacuerdoconlasmedidasdelosplanos,enngulo
rectoconlosejesdelmiembroyparalelosentres,a
menosqueserequieranenotraforma.Lasuperficie
finaldelagujero,deberseracabadaconuntaladro
msfino.
650.4.2.17.3 Espaciolibreparapasadores
El dimetro del agujero para pasador no deber
exceder el dimetro de ste en ms de medio
milmetro (0.5 mm) para pasadores de doce
centmetros y siete dcimas (12.7 cm) o menos en
dimetro,nideochodcimasdemilmetro(0.8mm)
parapasadoresmsgrandes.
650.4.2.17.4 Roscasparapasadores
Las roscas para pasadores debern ajustar con
precisinenlastuercasydeberncumplirlaUnified
Standard UNCANSI B1.1 del American National
Standards Institute, para clase 2 A en pasadores y
pernos, y clase 2 B para tuercas; excepto para
pasadores con dimetro de tres y medio
centmetros (3.5 cm) omayor, las roscas deben ser
deseis(6)vueltasporpulgada.
65030
Art.650
Captulo6ESTRUCTURASYDRENAJES
VI
AS
650.4.2.17.5 Tuercasguasydemontaje
Sedebernproporcionardos(2)tuercasguasydos
(2) tuercas de montaje para cada tamao de
pasador,amenosquelosplanosloindiquendeotra
forma.
650.4.2.18 Conexionesconpernosnormales
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
650.4.2.18.1 Generalidades
Los pernos pueden ser no torneados, torneados, o
pernosnervadosquecumplanconlosrequisitosde
los pernos grado A de la norma ASTM A3307 para
sujetadores de acero de bajo contenido de carbn
roscados exterior e interiormente. Las conexiones
pernadasseutilizansolamentecomoseindicaenlos
planos o en disposiciones especiales. Los pernos
debern tener doble tuerca o tuercas sencillas de
cierreautomticoamenosqueseindiquediferente
en los planos o en las disposiciones especiales.
Cuandolascarasdeapoyotienenunapendientede
ms de 1:20 con respecto a un plano normal al eje
delperno,sedebernutilizararandelasbiseladas.
650.4.2.18.2 Pernossintornear
Amenosqueseespecifiquenotrostipos,sedebern
suministrarpernossintornear.
650.4.2.18.3 Pernostorneados
La superficie del cuerpo de los pernos torneados
debertenerungradodeasperezade125segnla
norma ANSI. Las cabezas y tuercas debern ser
hexagonales con las dimensiones estndar para
pernos del tamao nominal especificado o el
tamaonominalsiguiente.Eldimetrodelasroscas
deber ser igual al cuerpo del perno o al dimetro
nominal del perno especificado. Los huecos para
pernos torneados debern ser ensanchados
cuidadosamente con los pernos suministrados para
650 31
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
proveer un ligero ajuste de martillo. Las roscas
debern quedar totalmente fuera de los huecos y
unaarandelaseproveerbajolatuerca.
650.4.2.18.4 Pernosnervados
Elcuerpodelospernosnervadosdeberserdeuna
forma aprobada con nervaduras continuas
longitudinales.Eldimetrodelcuerpomedidosobre
un crculo a travs de los puntos de las nervaduras
deber ser dos milmetros (2.0 mm) mayor que el
dimetronominalespecificadoenlospernos.
A menos que se especifique diferente, los pernos
nervados se debern suministrar con cabezas
redondas de acuerdo a la norma ANSI B18.5. Las
tuercas debern ser hexagonales, bien sea
ahuecadasoconunaarandeladeespesoradecuado.
Los pernos nervados harn un ajuste estrecho con
los huecos. La dureza de las nervaduras deber ser
detalmanera,questasnoseaplastendemasiado
para permitir el giro de los pernos dentro de los
huecos durante el apretado. Si el perno se tuerce
porcualquierraznantesdeserapretado,elhueco
sedeberensancharconcuidadoyelpernodeber
serreemplazadoporunodemayortamao.
650.4.2.19 Conexionesconpernosdealtaresistencia
AS
650.4.2.19.1 Generalidades
Lospernosdealtaresistencia,lastuercasyroldanas
delosmismos,debernestardeacuerdoalnumeral
650.2.1.4. Las cabezas y las tuercas debern ser
hexagonales. Las roldanas circulares debern ser
planas y lisas y las roldanas biseladas, cuadradas o
rectangulares. Las medidas de los pernos y tuercas
debernsatisfacerlosrequisitosdeANSIB18.2para
pernos pesados hexagonales y tuercas pesadas
semiacabadas,hexagonales.
65032
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
650.4.2.19.2 Piezasunidasconpernosymontaje
Las superficies de las piezas en contacto con la
cabeza del perno y la tuerca, debern tener una
inclinacin no mayor de 1 a 20, con respecto al
plano perpendicular al eje del perno. Las partes se
debern ajustar slidamente entre s al ser
montadas,ynosedebernsepararconempaquesu
otromaterialcompresible.
Las superficies de contacto de las juntas debern
estar libres de suciedad, aceite, pintura, laca,
galvanizado, escamas de xido sueltas, rebabas,
picaduras y otros defectos que eviten el contacto
ntimodelaspartes.
Los pernos debern ser instalados con una roldana
endurecidadebajodelelemento(tuercaocabezade
perno) que d vuelta al ser apretado. La roldana
deber ser lisa cuando la superficie de contacto de
la pieza a unir con el perno o tuerca, tenga una
inclinacin no mayor de 1 a 20, en relacin con el
planonormalalejedelperno.
Cuando la cara exterior de la pieza en contacto
tenga una inclinacin mayor, se debern usar
roldanas biseladas para compensar la falta de
paralelismo.
Los pernos pueden ser apretados con llaves de
fuerza calibradas, llaves de impacto, llaves de
torsin manuales u otro mtodo aprobado, hasta
alcanzar la tensin requerida en los planos o
disposicionesespeciales.Latensinmnimanodebe
ser menor que la tensin de prueba sealada en la
NormaNSR10,artculoF.2.10.3,segnlomuestrala
Tabla6505.
La tensin deber ser comprobada por el
Interventor, mediante llaves de torsin manuales
calibradas. Las tuercas debern ser colocadas del
ladonovisibledelosmiembrosylosagujerosdelos
650 33
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
pernos debern estar de acuerdo a lo especificado
enelnumeral650.4.2.3.
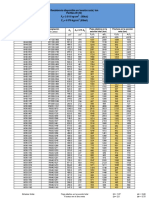
Tabla6505.Tensinmnimaenpernos(kilonewtons)
DIMENSINNORMALDEL
PERNO
mm
12.7
15.9
19.1
22.2
25.4
28.6
31.8
34.9
38.1
Los pernos ASTM A490 y los pernos galvanizados
ASTM A325 no se deben reutilizar. Solamente se
puedenreutilizarlospernosASTMA325,sisetiene
la aprobacin del Interventor. La correccin o
reajuste de pernos previamente apretados que se
puedan haber aflojado por el ajuste de los pernos
contiguos no debe ser considerado como
reutilizacin, siempre y cuando el ajuste contine
desde la posicin inicial y no requiera una rotacin
mayor que la indicada en la Tabla 6506,
incluyendolatolerancia.
650.4.2.20 Soldadura
La soldadura se deber hacer de acuerdo con las prcticas
ms modernas y cumpliendo los requisitos aplicables de
AWS,D1.1,exceptocuandosedispongaenotraformaenlos
planosodisposicionesespeciales.Losplanosdebernindicar
claramente el sitio, tipo, tamao y amplitud de todas las
soldadurasdistinguindose,adems,claramenteentrelasde
tallerylasquesedebenhacerenobra.
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
1/2
5/8
3/4
7/8
1
11/8
11/4
13/8
11/2
GrupoA
GrupoB
PernosASTMA325, PernosASTMA490,
ASTMF1852
ASTMF2280
53
67
84
107
125
156
173
218
227
285
349
356
316
454
378
538
458
658
VI
AS
Pulgadas
TIPODEPERNO
65034
Art.650
Captulo6ESTRUCTURASYDRENAJES
El Constructor, deber someter a la aprobacin del
Interventor, con anterioridad al inicio del trabajo, los
procedimientos propuestos para soldadura que llevar a
cabotantoeneltallercomoenlaobra.
Tabla6506.Rotacindetuercascompletamenteapretadas(a)(b)
AC
IO
N
ES
20
12
IN
VI
AS
DISPOSICINCARASEXTERNASDELASPARTESPERNADAS
UNACARA
AMBASCARAS
LONGITUDDELPERNO
NORMALALEJE
INCLINADAS1:20
(LADO
AMBASCARAS
DELPERNO,LA
MX.DELA
INFERIORDE
NORMALESAL
OTRAINCLINADA
NORMALALEJE
LACABEZAAL
EJE
1:20MXIMO(SIN
DELPERNO
EXTREMODEL
DELPERNO
ARANDELAS
(SINARANDELAS
PERNO)
BISELADAS)
BISELADAS)
Hasta4dasinclusive
1/3devuelta
1/2devuelta
2/3devuelta
De4a8das
1/2devuelta
2/3devuelta
5/6devuelta
inclusive
De8a12das
2/3devuelta
5/6devuelta
1vuelta
inclusive(c)
AS
ES
PE
C
IF
IC
Notas:
(a)Rotacindelatuercarelativaalperno,sintenerencuentaelelemento(tuercaoperno)quegira.Tolerancia
derotacin:hasta1/2pulgadaomenos,msomenos30grados;2/3devueltaoms,msomenos45grados.
(b)Aplicablesloaconexionesenquetodoelmaterialdelagarreesacero.
(c)No se ha establecido un procedimiento de vuelta de tuerca para los pernos con longitudes mayores de 12
dimetros.Porconsiguiente,larotacinsedeterminarporpruebasrealesendispositivosadecuadosparamedir
latensin.
Todoslosequiposdesoldaduraascomolosoperadoresde
los mismos deben ser precalificados previamente por una
organizacinaprobadaporelInstitutoNacionaldeVasyde
acuerdoconlosprocedimientosdeAWSD1.1.Sinembargo,
cuando una empresa fabricante de reconocida capacidad y
experienciaprecalificasusequiposdesoldaryalosoperarios
delosmismos,deacuerdoconlasnormasAWSD1.1,citadas,
ypresentelacertificacincorrespondientedondeconsteque
el equipo de soldar y los operarios han sido calificados
dentro de los doce (12) meses anteriores a la iniciacin del
trabajo en la estructura de que se trate, y que ha estado
llevandoacabosoldadurassatisfactoriasdeltipoexigido,en
elperododetres(3)mesesanterioresaltrabajorequerido,
el Interventor podr considerar idneos tales equipos y
operarios.
650 35
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
IO
N
ES
20
12
IN
VI
AS
CuandolaempresafabricanteoelConstructornohantenido
lasfacilidadesparaprecalificarsusequiposyoperarios,stos
podrn ser precalificados de acuerdo a AWS D1.1, citadas,
porunaorganizacinaprobada.
No obstante lo anterior, el Interventor podr ordenar el
examendelosequiposque,asujuicio,noseansatisfactorios
odelosoperarioscuyahabilidadoexperienciaseadudosa.
Las soldaduras no se debern hacer cuando las superficies
estnmojadasoexpuestasalalluvia,vientofuerteocuando
los soldadores estn expuestos a condiciones inclementes
deltiempo.
Las soldaduras no se deben exceder de las especificadas en
los planos, ni deben ser cambiadas sus localizaciones sin la
aprobacinexpresadelInterventor.
650.4.2.21 Pinturadetaller
AC
AS
ES
PE
C
IF
IC
650.4.2.21.1 Preparacindelasuperficie
Las superficies de metal a ser pintadas, incluyendo
lasgalvanizadas,sedebernlimpiarperfectamente,
quitando el polvo, xido, las escamas sueltas de
laminado,escamasdesoldadura,suciedad,aceiteo
grasa y otras sustancias extraas. A menos que la
limpieza se efecte por medio de chorro de arena,
sedebeneutralizartodaelreadesoldaduraconun
agentequmicoapropiadoysedebelavarbiencon
agua,antesdeprincipiarlalimpieza.
Paraevitarlaoxidacindeunrealimpiada,previaa
su pintura, aquella debe ser suficientemente
pequea.Silassuperficiesqueyasehanlimpiadose
oxidanantesdeaplicarleslapintura,elConstructor
deberlimpiarlasdenuevo,sincargoadicionalpara
elInstitutoNacionaldeVas.
La primera mano de pintura se deber aplicar a
superficiescompletamentelibresdeoxidacin.
65036
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
Lalimpiezasedeberefectuarconabrasivos(chorro
de arena o de limaduras de acero), vapor o
disolventes,segnseindiqueenlosdocumentosdel
proyecto.Seutilizarncepillosdealambremanuales
o mecnicos, herramientas de raspado manual o
papeldelija,pararemovertodoelpolvo,herrumbre
suelta y escamas de laminado o la pintura que no
est firmemente adherida a las superficies
metlicas.
Todas las superficies galvanizadas que se han de
pintar, se debern limpiar primero mediante el
lavado con un disolvente de espritu mineral, para
remover cualquier aceite, grasa o material extrao
alrecubrimientogalvanizado.
650.4.2.21.2 Aplicacindepinturadetaller
La estructura de acero deber ser pintada con dos
(2)manosdepinturadetaller,despusdequehaya
sidoaceptada,yantesdesuenvo.
Las superficies que no vayan a quedar en contacto
entre s, pero que sean inaccesibles despus del
montajefinal,sedebenpintarcontres(3)manosde
pinturadetaller.Lassuperficiesquevayanaquedar
encontactoentresenelcampo,debenrecibiruna
(1) mano de pintura en el taller, excepto los
empalmesprincipalesparacordonesdearmaduray
los empalmes grandes de vigas armadas que
involucren mltiples espesores de metal, en cuyo
caso, la mano de pintura de taller dificultara el
montaje. Las superficies de contacto en el campo
que no hayan sido pintadas con una (1) mano de
pinturadetaller,debenrecibiruna(1)manodelaca
uotrorecubrimientoprotectoraprobado.
Nosedebenpintarlassuperficiesquevayanaestar
encontactoconelconcreto.
El acero estructural que vaya a ser soldado, no se
debe pintar antes de que la soldadura haya sido
650 37
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
completada.Elaceroquesevayaasoldarsolamente
en el taller y seguidamente se haya de unir con
pernosenelcampo,deberrecibirdos(2)manosde
pinturadespusquesehayaterminadolasoldadura
de taller. El acero que vaya a ser soldado en el
campo, deber recibir una (1) mano de aceite de
linaza hervido o de otro recubrimiento protector
aprobado, despus que se haya completado la
soldaduraymontajeeneltaller.
Sedeberdaruna(1)manodepinturaalaspiezas
fundidasdehierroyacero,pulidasoacabadas.
Con excepcin de las juntas a tope y lminas de
base, las superficies acabadas a mquina debern
ser pintadas tan pronto como sea posible, despus
dehabersidoaceptadas,conunamezclacalientede
albayalde y sebo, o con una (1) mano de otro
protector debidamente aprobado, antes de
retirarlasdeltaller.
Las marcas de montaje para identificacin de los
miembrosenelcampoylasmarcasindicadorasdel
peso,sedebenpintarsobresuperficiespreviamente
pintadas con la mano de pintura de taller. El
material no se debe cargar para su envo, a menos
que est completamente seco y, en cualquier caso,
ennomenosdeveinticuatro(24)horasdespusque
lapinturahayasidoaplicada.
650.4.2.21.3 Limitaciones
No se debe aplicar pintura cuando la temperatura
del acero pase de treinta y ocho grados Celsius
(38C),cuandohayaniebla,cuandoestlloviznando
olloviendo,olahumedadrelativadelaireexcedade
ochenta y cinco por ciento (85%), o cuando la
temperatura del aire sea inferior a cinco grados
Celsius(5C).
No se deber aplicar pintura sobre superficies
hmedas o sobre superficies tan calientes que
65038
Art.650
Captulo6ESTRUCTURASYDRENAJES
Embarque
El Constructor deber marcar cada elemento
apropiadamente para facilitar el montaje y deber
suministraralInterventorundiagramademontaje,ascomo
todaslascopiasquestedemandederdenesdemateriales,
diagramas de montaje y relaciones de despachos que
indiquen los pesos de los elementos individuales. Los
elementos que pesen ms de tres toneladas (3 t) debern
llevarlospesosmarcadossobreellos.
Loselementosestructuralessedeberncargarencamiones,
detalformaquepuedansertransportadosydescargadosen
el sitio de destino sin que sufra esfuerzos excesivos, se
deformeosedaedeotramanera.
Los pernos de la misma longitud y dimetro, lo mismo que
las tuercas o arandelas sueltas de cada tamao, se deben
empacar por separado. Los pasadores, partes pequeas y
paquetesdepernos,arandelasytuercassedebendespachar
en cajas, guacales o barriles, pero el peso bruto de cada
paquete no debe exceder de ciento cincuenta kilogramos
AS
ES
PE
C
IF
IC
650.4.3.1
AC
650.4.3
IO
N
ES
20
12
IN
VI
AS
produzcan ampollas en la pintura o una pelcula
porosadelamisma.
Cuando la pintura se deba aplicar forzosamente en
tiempo hmedo o fro, el acero se deber pintar
bajo techo o cubierta y se deber mantener
resguardado hasta que la pintura seque
completamente o hasta que las condiciones del
tiempopermitansuexposicinalairelibre.
650.4.2.21.4 Aplicacindeotrostiposdepintura
En caso de que los documentos del proyecto
indiquen la aplicacin de pinturas diferentes a las
especificadas en el numeral 650.2.10.2, aquellos
debernindicarelprocedimientodeaplicacinenel
talleryenelcampo,ascomosuslimitaciones.
Embarqueyalmacenamientodeloselementos
650 39
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
650.4.4
IO
N
ES
20
12
IN
VI
AS
650.4.3.2
(150 kg). Una lista y una descripcin del material contenido
se deben marcar claramente en el lado exterior de cada
paquetedeembarque.
Almacenamiento
El acero se debe almacenar sobre plataformas o sobre
largueros por encima del suelo y se debe proteger, tanto
como sea posible, de la exposicin a condiciones que
produzcanoxidacinuotrodeteriorosuperficial.Lasvigasde
alma llena y las vigas armadas, se debern colocar con el
alma vertical y debern ser apuntaladas. Los miembros
largos, tales como columnas y cordones, se debern apoyar
sobre largueros colocados lo suficientemente cerca para
evitardaospordeflexin.
Montaje
Generalidades
Si la infraestructura y la superestructura se construyen bajo
contratosdiferentes,sedebernproporcionaralConstructor
todas las obras de infraestructura de acuerdo a las
elevacionesyalineamientoscorrectosysedebenestablecer
laselevacionesyalineamientosparalacolocacindelacero.
El Constructor deber instalar la estructura metlica, retirar
la construccin provisional y ejecutar todos los trabajos
necesarios para la terminacin de la obra. En caso de que
estestipulado,sedebernretirarlasestructurasexistentes,
todoenconcordanciaconlosplanosylasespecificaciones.
Diagramademontaje
Si la fabricacin y el montaje de la superestructura se
realizan bajo contratos diferentes, el Interventor deber
suministrar los planos de detalle de la estructura que se ha
de montar, incluyendo detalles de taller, diagramas de
arqueo,diagramasdemontaje,listadelospernosdecampo,
y copia de la relacin de despachos que muestre la lista de
laspartes,consuspesosrespectivos.
AS
ES
PE
C
IF
IC
AC
650.4.4.1
650.4.4.2
65040
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
VI
AS
ES
PE
C
IF
IC
650.4.4.4
AC
IO
N
ES
20
12
IN
650.4.4.3
Si las dos actividades se ejecutan en el mismo contrato, el
Constructor deber proporcionar diagramas de montaje
preparadosporelfabricante,enloscualessedebernindicar
el mtodo y el procedimiento de montaje por emplear, los
cuales debern ser compatibles con los detalles de
fabricacin.
Obrafalsa
La obra falsa o construccin provisional necesaria para el
montaje de la estructura de metal, deber ser diseada,
slidamente construida, y mantenida en forma adecuada
paraqueresistalascargasaquesersometida.
Si se requiere, el Constructor deber proponer y someter
paralaaprobacindelInterventor,planosdelaobrafalsay
de los cambios necesarios para mantener el trnsito en
estructuras existentes. La aprobacin de los planos del
Constructornoloexoneradecualquierresponsabilidad.
Mtodosdetrabajo
Con anterioridad al inicio de los trabajos de montaje, el
ConstructordeberinformaralInterventorsobreelmtodo
demontajequeseproponeseguir,comotambinlacantidad
y caractersticas del equipo que se propone utilizar, el cual
est sujeto a la aprobacin de ste. La aprobacin del
Interventor no exonera al Constructor de la responsabilidad
porlaseguridaddesumtodooequipoydelaejecucinde
los trabajos en total concordancia con los planos y las
especificaciones. No se deber ejecutar ningn trabajo sin
anteshaberobtenidolaaprobacindelInterventor.
Apoyosyanclajes
650.4.4.5
650.4.4.5.1
Preparacindelasreasdesoporte
ElConstructordelainfraestructuradeberterminar
lasreasdeapoyoparalaszapatasdelaarmadura
de acero, de acuerdo con los planos y niveles
requeridos. Las zapatas y lminas de soporte no
deben
ser
colocadas
sobre
superficies
650 41
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
VI
AS
IN
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
650.4.4.5.2
indebidamenteacabadas,deformadasoirregulares.
ElConstructordelasuperestructuradeberverificar
lalocalizacin,elevacionesyacabadodelasreasde
soporte y notificar al Interventor sobre cualquier
variacindelosrequisitosdelosplanos.
Los apoyos para puentes no se debern colocar
sobre superficies que presenten irregularidades o
estnterminadasincorrectamente.
Mtodosdecolocacindelaszapatasylminasde
soporte
ElConstructordelasuperestructuradebercolocar
laszapatasniveladasensuposicinexactasobrelas
reasdeapoyo.
Las zapatas y lminas de soporte, pueden ser
colocadas sobre capas de lona de algodn y minio
rojo; lminas de plomo; almohadillas preformadas
de caucho y fibra de algodn; o almohadillas
elastomricasdesoportedelascalidadesindicadas
en el numeral 650.2.9, o bien sobre una capa de
morterodecementoPortland,segnlosdetallesde
losplanosolasdisposicionesespeciales.Encasode
usar mortero de cemento, se debe cuidar de no
colocarningunacargasobrelaszapatashastaqueel
mortero haya endurecido por lo menos durante
noventa y seis (96) horas, debiendo conservarse
humedecidoelmismoduranteeseperodo.
Pernosdeanclaje
Laubicacindelospernosdeanclajeenrelacincon
los agujeros de las zapatas o lminas de soporte
deber ser la que corresponda a la temperatura al
efectuar el montaje. Las tuercas en los pernos de
anclaje de los apoyos mviles de puentes se
debernajustarparapermitirellibremovimientode
laestructura.
650.4.4.5.3
65042
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
Si la infraestructura y la superestructura van a ser
construidasbajocontratosseparados,lospernosde
anclajedebensercolocadosporelConstructordela
infraestructura y ser responsabilidad del
Constructor de la superestructura proporcionar al
primerolospernosdeanclajeylosplanoscorrectos
parasucolocacin.
650.4.4.5.4 Lminasdesoporteodeexpansindebronceode
aleacindecobre
Cuando se empleen lminas de soporte o de
expansin de bronce o de aleacin de cobre, de la
calidad especificada en el numeral 650.2.9.3, las
superficies de deslizamiento del acero en contacto
conlaslminasdesoporteodeexpansin,debern
ser recubiertas con un lubricante del tipo
recomendadoporelfabricantedelaslminas.
650.4.4.5.5 Balancinesysoportescolgantes
Amenosqueseindiqueenotraformaenlosplanos
o disposiciones especiales, los soportes especiales,
como los balancines y los soportes colgantes para
tramos suspendidos, debern ser colocados a
plomo,ylosdispositivosdeexpansinajustadosala
temperatura durante el montaje y tomando en
cuentaelcambiodelongituddelaestructuradebido
aladeflexinporcargamuerta.
650.4.4.6 Enderezamientodematerialdobladoycontraflecha
650.4.4.6.1
Enderezamientodematerialdoblado
El enderezamiento de platinas, ngulos, otros
perfilesyelementosarmados,cuandoloautoriceel
Interventor, se deber llevar a cabo por mtodos
que no produzcan roturas u otros tipos de averas.
Los elementos torcidos se deben enderezar por
medios mecnicos, con la aprobacin del
Interventor, por procedimientos planeados
cuidadosamente y aplicacin supervisada de una
650 43
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
cantidad limitada de calor. Los elementos de acero
de calidad NTC 4012 (ASTM A852), solamente se
pueden
enderezar
al
calor,
mediante
procedimientos rgidamente controlados y cada
aplicacin de calor est sujeta a la aprobacin del
Interventor.Enningncaso,latemperaturamxima
delaceroNTC4014(ASTMA514)deberexcederde
quinientosochentaoseiscientosdiezgradosCelsius
(580C o 610C) respectivamente, ni exceder de
cuatrocientos ochenta o quinientos diez grados
Celsius
(480Co510C),respectivamente,enel
metaldeaporteodentrodequincecentmetros(15
cm) de ste. El calor no se puede aplicar
directamentesobreelmetaldeaporte.Entodoslos
demsaceros,latemperaturadelreacalentadano
deber exceder de seiscientos cincuenta grados
Celsius (650 C) (un rojo apagado) segn se puede
controlar con tizas indicadoras de temperatura,
lquidosotermmetrosbimetales.
Las paredes que se han de enderezar al calor
debernestarsustancialmentelibresdeesfuerzosy
de fuerzas externas, salvo los esfuerzos resultantes
de los medios mecnicos utilizados conjuntamente
conlaaplicacindecalor.
Luego del enderezado de una curva o bomba, se
deber inspeccionar cuidadosamente la superficie
delmetal,paradetectarcualquiertipoderotura.
650.4.4.6.2 Contraflecha
La correccin de errores en el bombeo en vigas y
viguetas de material NTC 4014 (ASTM A514) se
deber hacer solamente bajo procedimientos
rgidamentecontrolados.
650.4.4.7 Ensamblaje
Laspartessedebernensamblarconexactitud,siguiendolas
indicacionesdelosplanosylascontramarcasdemontaje.El
material se debe manejar con cuidado, con el fin de evitar
65044
Art.650
Captulo6ESTRUCTURASYDRENAJES
AS
ES
PE
C
IF
IC
AC
650.4.4.9
IO
N
ES
20
12
IN
VI
AS
650.4.4.8
que alguna de las partes sufra dobleces, rupturas y averas.
Se debe evitar el martilleo que cause daos o torceduras a
los elementos. Antes del ensamble de los elementos, se
debernlimpiarlassuperficiesdeapoyoyaquellasqueestn
encontactopermanente.
Conexionesconpasadores
El clavado de pasadores se deber llevar a cabo con la
utilizacindetuercasguasytuercasdegolpeosuministradas
porelConstructorsincostoalgunoparaelInstitutoNacional
de Vas. Los pasadores se debern clavar en forma tal, que
los elementos tengan contacto completo sobre ellos. Las
tuercas de los pasadores se debern atornillar con fuerza y
lasroscassedebernescariarconunaherramientaenellado
delatuerca.
Pinturadecampo
Cuandoeltrabajodemontajeenelcampohayaterminado,
incluyendotodoelempernado,soldadoyelenderezadodel
metal doblado, se deber eliminar todo el xido, escamas,
suciedad, grasa y otro material extrao adherido, segn se
especificaenelnumeral650.4.2.21.1,antesdelaaplicacin
decualquierpintura.
Se deber aplicar una (1) mano de retoque a todos los
pernosysoldadurasdecampo,inspeccionadosyaprobadosy
a cualesquiera superficies cuya pintura de taller se haya
gastadoodeteriorado.
Cuando la mano de retoque de campo haya secado
completamente y la limpieza de campo se haya terminado
satisfactoriamente, se debern aplicar las manos de campo
que sean requeridas en los planos o las disposiciones
especiales,peronomenosdedos(2).
En ningn caso, se deber aplicar una (1) mano de pintura
hasta que la mano anterior haya secado completamente en
todo el espesor de la pelcula de pintura. Todos los
intersticios y cavidades pequeas que no fueron selladas a
prueba de agua al aplicar la primera mano de campo, se
650 45
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
debern llenar con una mezcla pastosa de albayalde rojo y
aceitedelinaza,antesdeaplicarlasegundamano.
Aquellas superficies que sean inaccesibles despus del
montaje, se debern pintar previamente con dos (2) manos
decampo.
La aplicacin de la segunda mano de campo se debe
posponer hasta que se haya colocado y acabado el trabajo
delconcretoadyacente.Silasoperacionesdelconcretohan
daadolapintura,lasuperficieafectadasedeberlimpiary
pintardenuevo.
Si el trnsito produce una cantidad daina de polvo, el
Constructor deber, antes de aplicar la pintura y sin costo
adicionalparaelInstitutoNacionaldeVas,reprimirelpolvo
a una distancia prudencial y tomar precauciones necesarias
paraevitarquesteylasuciedadentrenencontactoconlas
superficiespintadas.
Las limitaciones climatolgicas indicadas para la pintura en
taller,rigenigualmenteparalapinturadecampo.
650.4.4.10 Ajustesdedefectos
La correccin de defectos menores que comprenden
pequeas cantidades de rimado, cortado y virutas, se
considera como parte normal del montaje. Sin embargo,
cualquier error en la fabricacin de taller o deformacin
resultantedelmanejoytransporte,queimpidaelensamble
correcto y el encaje de las partes por el uso moderado de
pasadores de montaje o por una cantidad apreciable de
rimado y cortado o cincelado, se debe reportar
inmediatamente al Interventor y obtener la aprobacin del
mtodo de correccin, la cual se debe realizar en presencia
deste.Sisetratadeuncontratodemontajenicamente,el
Interventor, con la cooperacin del Constructor, deber
mantener un registro completo de los materiales y la mano
deobrautilizados.
65046
Art.650
Captulo6ESTRUCTURASYDRENAJES
IO
N
ES
20
12
IN
650.4.6
Remocindelaobrafalsaylimpieza
Al terminar el montaje y antes de su aceptacin final, el Constructor
deber retirar toda obra falsa, materiales excavados y no utilizados,
desechos, basura y construcciones temporales, restaurando en forma
aceptable toda la propiedad, tanto pblica como privada, que pudiera
habersidoafectadadurantelaejecucindeestetrabajoydejarellugar
delaestructurayelreaadyacente,limpiosypresentables.
Manejoambiental
Todas las actividades relacionadas con la fabricacin, el embarque, el
almacenamiento y el montaje de las estructuras de acero, as como la
remocin de la obra falsa y la limpieza, se debern ejecutar de
conformidadconlalegislacinambientalvigente.
VI
AS
650.4.5
650.5 CONDICIONESPARAELRECIBODELOSTRABAJOS
AC
Controles
Durante la ejecucin de los trabajos, se adelantarn los siguientes
controlesprincipales:
Verificar que los materiales empleados cumplan los requisitos de
calidadespecificados.
Verificarelestadoyelfuncionamientodelequipodeconstruccin.
AS
ES
PE
C
IF
IC
650.5.1
Vigilar que los trabajos se realicen de acuerdo con los planos del
proyecto,lasdisposicionesespecialesyestaespecificacin.
Verificarquelasconexionesconpernostenganlatensinapropiada.
El Interventor revisar y aprobar, cuando corresponda, los diseos,
planos y diagramas necesarios para la ejecucin de los trabajos; as
mismo,evaluarlosmtodosdetrabajopropuestosporelConstructory
los aprobar cuando los considere adecuados; tambin, exigir las
certificacionesrequeridasparaelequipodesoldaduraysusoperarios.
El Interventor medir, para efectos de pago, las cantidades de obra
ejecutadassatisfactoriamenteporelConstructor.
650 47
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
650.5.2
Condicionesespecficasparaelreciboytolerancias
Recibodemateriales
Siemprequeloconsidereconveniente,elInterventorexigir
al Constructor los informes de anlisis qumicos y pruebas
fsicas efectuadas por el fabricante, que determinen la
calidad del acero empleado. Si no los suministra, el
Interventor, ordenar la ejecucin de las pruebas
pertinentes, a expensas del Constructor. Todo material que
nocumplalasexigenciasdelarespectivaespecificacin,ser
rechazado.
Identificacin
El Interventor se abstendr de autorizar la fabricacin de la
estructura, si las piezas no estn debidamente identificadas
comoseindicaenelnumeral650.4.1.2.
Perforaciones
Slo se aceptar acero en el cual las perforaciones
efectuadas a las piezas, se encuentren dentro de las
toleranciasmencionadasenelnumeral650.4.2.3.
Fabricacinymontaje
El Interventor slo aceptar la obra ejecutada de acuerdo
con los diseos y diagramas de montaje, empleando los
materiales adecuados y cumpliendo los requisitos y
tolerancias establecidos en los diferentes apartes del
numeral650.4.
Todomaterialuobraejecutada,cuyacalidadycaractersticas
noseajustenalosplanos,lasdisposicionesespeciales,esta
especificacinylasinstruccionesdelInterventor,debernser
corregidos por el Constructor, sin costo alguno para el
Instituto Nacional de Vas, empleando procedimientos
aprobados por el Interventor, de manera que el trabajo
corregidoseadelaenterasatisfaccindelInterventor.
AS
650.5.2.4
ES
PE
C
IF
IC
650.5.2.3
AC
IO
N
ES
650.5.2.2
20
12
IN
VI
AS
650.5.2.1
65048
Art.650
Captulo6ESTRUCTURASYDRENAJES
650.6 MEDIDA
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
La unidad de medida del acero estructural ser el kilogramo (kg), aproximado al
entero, de acero incorporado en la estructura, de acuerdo con los planos, las
especificaciones y las instrucciones del Interventor. El resultado de la medida se
deber reportar con la aproximacin establecida, empleando el mtodo de
redondeodelanormaINVE823.
La medida incluye el acero estructural, apoyos especiales y dems materiales
complementarios requeridos en los planos y disposiciones especiales,
satisfactoriamente suministrados y montados, incorporados permanentemente en
laestructuraobjetodeltrabajo.
Los tipos de miembros de acero y otros materiales estructurales que se midan,
debern estar de acuerdo con la clasificacin sealada en los planos o en las
disposicionesespeciales.Lospernosdeanclajesedebernincluirparaelpago,an
cuandolosmismosnoseaninstaladosporelConstructordelasuperestructura.
No se debe hacer medida por separado de los pasadores y pernos de montaje;
pintura de taller y de campo; galvanizado; cajas, jaulas y otros empaques usados
paraembarques;obrafalsa;soleras,puntalesyvarillasempleadasparasostenerlas
piezas durante su transporte y montaje; y dems materiales requeridos para
completar satisfactoriamente el trabajo de acuerdo con los planos, las
especificacionesylasinstruccionesdelInterventor.
Tampoco habr medida separada de almohadillas elastomricas o preformadas,
exceptosiellasestnconsideradasenotrapartidadepago.
650.6.1 Masadelosmetales
Se deber calcular con base en las siguientes masas unitarias, en
kilogramospormetrocbico(kg/m3).
Aluminiofundidooforjado
2770
Broncefundido
8580
Aleacindecobre
8580
Cobreenlminas
8930
Hierrofundido
7120
650 49
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
Hierromaleable
7520
Hierroforjado
7790
Plomoenlminas
11310
Acero,laminado,fundido,cobrizo,alsilicio,
alnqueleinoxidable,todoslosgrados
7840
Zinc
7200
Perfiles,lminas,barrasytuberasdeacero
Como una excepcin de lo estipulado anteriormente, las masas de los
perfilesestructuralesyotraspiezaslaminadasarodillo,barrasylminas,
as como la tubera de acero, se debern calcular con base en los pesos
nominales indicados en los manuales, usando las medidas mostradas en
los planos aprobados de fabricacin. A menos que se indique en otra
forma en dichos planos, se debern deducir todos los recortes, cortes y
agujerosabiertos,conexcepcindelosagujerosparapernos.
No se permiten tolerancias para excesos de peso ni para capas
protectoras. La masa de todas las cuas mostradas en los planos
aprobados de fabricacin, ser incluida en la cantidad de acero
estructuralquesedebapagar.
Masa de las cabezas de pernos, tuercas, roldanas y puntas roscadas
salientesdepernos
La masa de las cabezas de pernos, tuercas, roldanas y puntas roscadas
salientesdepernos,sedeberncalcularconbaseenlosvaloresindicados
enlaTabla6507.
Soldaduras
Lamasasedebercalcularconbaseenelvolumentericodelasmedidas
de las soldaduras, aadindole un cincuenta por ciento (50%) como
compensacinporexcedentes.
Piezasfundidas
Lamasadelaspiezasfundidassedebercalcularconbaseenlasmedidas
mostradas en los planos, descontando los agujeros, y aadindole un
AS
650.6.3
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
650.6.2
IN
VI
AS
650.6.4
650.6.5
65050
Art.650
Captulo6ESTRUCTURASYDRENAJES
cinco por ciento (5%) como compensacin por biseles y excedentes.
Puedensersustituidaslasmasascalculadasporlospesosdelabsculaen
el caso de partes fundidas pequeas y complejas, sobre las cuales
resultarandifcileslosclculosdemasasexactas.
1/2
5/8
3/4
7/8
1
11/8
11/4
13/8
11/2
1.27
1.59
1.90
2.22
2.54
2.86
3.17
3.49
3.81
650.7 FORMADEPAGO
AC
IC
IN
CENTMETROS
IO
N
ES
PULGADAS
MASASPOR
100PERNOS
(KILOGRAMOS)
8.94
14.38
23.77
36.47
52.93
74.89
96.16
127.00
154.22
20
12
DIMETRODELPERNO
VI
AS
Tabla6507.Masadelascabezasdepernos,tuercas,roldanasypuntasroscadassalientesde
pernos
AS
ES
PE
C
IF
El pago se har al precio unitario del contrato, por todo trabajo ejecutado de
acuerdo con los planos y esta especificacin y aceptado a satisfaccin por el
Interventor.
650.7.1 Diseoyfabricacindeestructurametlica
Elpreciounitarioparaeldiseoylafabricacindelaestructurametlica
debercubrirtodosloscostosporconceptodeldiseodelaestructura;
suministro de materia prima, cargues, transportes, descargues,
almacenamiento, corte, ensayos, patentes, desperdicios, fabricacin y
montajeeneltaller,pinturadetaller,equipoymanodeobranecesarios
para ejecutar correctamente el trabajo especificado de acuerdo con los
planos, esta especificacin y las instrucciones del Interventor. Adems,
deber incluir la administracin, los imprevistos y la utilidad del
Constructor.
650 51
Art.650
InstitutoNacionaldeVas
EspecificacionesGeneralesdeConstruccindeCarreteras
AC
AS
ES
PE
C
IF
IC
650.7.4
IO
N
ES
20
12
IN
650.7.3
Fabricacindeestructurametlica
Elpreciounitarioporlafabricacindelaestructurametlicaincluyetodos
los conceptos mencionados en el numeral 650.7.1, excepto el valor del
diseodelaestructura.
Elpreciounitariodeberincluir,tambin,laadministracineimprevistos
ylautilidaddelConstructor.
Transportedeestructurametlica
El precio unitario para el transporte de la estructura metlica deber
cubrirtodosloscostosporconceptodetrasladarlaestructura,aceptada
por el Interventor, del taller al sitio de instalacin de la obra, y su
almacenamientodeacuerdoconlasindicacionesdelInterventor.
Elpreciounitariodeberincluir,tambin,laadministracineimprevistos
ylautilidaddelConstructor.
Montajeypinturadeestructurametlica
El precio unitario para el montaje y la pintura de la estructura metlica
debercubrirtodosloscostosporconceptodeelaboracindediagramas
demontaje,materialesyconstruccindelaobrafalsa;equipos,manode
obra, andamios, instalaciones temporales y cables areos; as como los
costosporconceptodeensamblajeyereccindelaestructuraenelsitio
delaobra;losajustesdedefectos;elsuministroytransportedelapintura
decampo,lapreparacindelassuperficiesmetlicas,laaplicacindelas
manos de pintura especificadas; la sealizacin temporal de la va y el
ordenamiento del trnsito automotor durante la ejecucin de los
trabajos, y en general, todo costo necesario para el correcto montaje y
pinturadecampodelaestructuradeacero.
Elpreciounitariodeberincluir,tambin,laadministracineimprevistos
ylautilidaddelConstructor.
VI
AS
650.7.2
650.8 TEMDEPAGO
650.1
Diseoyfabricacindeestructurametlica
Kilogramo (kg)
650.2
Fabricacindelaestructurametlica
Kilogramo (kg)
65052
Art.650
Captulo6ESTRUCTURASYDRENAJES
650.3
Transportedeestructurametlica
Kilogramo (kg)
650.4
Montajeypinturadeestructurametlica
Kilogramo (kg)
AS
ES
PE
C
IF
IC
AC
IO
N
ES
20
12
IN
VI
AS
650 53
You might also like
- Losa Sección EquivalenteDocument1 pageLosa Sección EquivalenteraulicoNo ratings yet
- Reforzamiento Hospital PDFDocument20 pagesReforzamiento Hospital PDFJorge Enrique Diaz DurierNo ratings yet
- SPT y Correlación Con Resistencia Al Corte en Suelos CohesivosEstudios GeotécnicosDocument3 pagesSPT y Correlación Con Resistencia Al Corte en Suelos CohesivosEstudios GeotécnicosJorge MarroquinNo ratings yet
- Modelo Puntal Tensor B&WDocument103 pagesModelo Puntal Tensor B&WCristian SandovalNo ratings yet
- Cálculo Al Aparato Mas Desfavorable Piso NDocument2 pagesCálculo Al Aparato Mas Desfavorable Piso NLyssUturuncoCNo ratings yet
- Limites de Atterberg y Peso Unitario o Densidad NaturalDocument35 pagesLimites de Atterberg y Peso Unitario o Densidad NaturalPOOLNo ratings yet
- PDF Formulario de Vigas Momentos Reacciones DeflexionesDocument16 pagesPDF Formulario de Vigas Momentos Reacciones DeflexionesDaniel Andy Copa SilvestreNo ratings yet
- Edificios Altos de Mampostería en ArcillaDocument18 pagesEdificios Altos de Mampostería en ArcillaCarlos Alberto Pinzón LondoñoNo ratings yet
- TENSION AISC Todos Los Perfiles 2005Document33 pagesTENSION AISC Todos Los Perfiles 2005JuanNo ratings yet
- Flexion Aisc 360-10Document1 pageFlexion Aisc 360-10jguillen20No ratings yet
- Cubicacion Aguas ServidasDocument3 pagesCubicacion Aguas ServidasJose Manuel Fuentes CidNo ratings yet
- Tutorial 1-Despieces Vigas y Columnas. Conceptos.Document36 pagesTutorial 1-Despieces Vigas y Columnas. Conceptos.Mario Alejandre100% (1)
- Hormigon en PilareteDocument1 pageHormigon en PilareteJhonny100% (1)
- Como Hacer en Etabs Losas Nervadas en Dos DireccionesDocument2 pagesComo Hacer en Etabs Losas Nervadas en Dos DireccionesEsther FerchNo ratings yet
- Estudio de MercadoDocument14 pagesEstudio de MercadoARIEL RAMIREZ CALLENo ratings yet
- Normas de ArenadoDocument1 pageNormas de ArenadoJimmy Salvador PalominoNo ratings yet
- Ejemplo de Diseño Vivienda en Mampostería Titulo D NSR 10Document9 pagesEjemplo de Diseño Vivienda en Mampostería Titulo D NSR 10Felipe holguin zapataNo ratings yet
- Diseño Sismico 2-PRM NSR-20Document391 pagesDiseño Sismico 2-PRM NSR-20angiearevalo24No ratings yet
- Reactivos 2P - CimentacionesDocument16 pagesReactivos 2P - CimentacionesKarina Lizbeth AmánNo ratings yet
- Hoja Tecnica Tubo de 36 - Refuerzo ElipticoDocument1 pageHoja Tecnica Tubo de 36 - Refuerzo ElipticoFer QuijanoNo ratings yet
- Planilla de Aceros Casa M.S. CASA (B)Document7 pagesPlanilla de Aceros Casa M.S. CASA (B)Daniel Carapaz JiménezNo ratings yet
- Con Viga de EquilibrioDocument11 pagesCon Viga de EquilibrioLuis Eduardo GonzalezNo ratings yet
- Revision de Nudos SMF ACI 318-14Document3 pagesRevision de Nudos SMF ACI 318-14Matías Bastián Flores VásquezNo ratings yet
- Factor de Carga para Sismo Segun El Aci-318-2012Document12 pagesFactor de Carga para Sismo Segun El Aci-318-2012Leonardo PimentelNo ratings yet
- Jonathan Jose Cala Monroy David Navas Escobar: ProyectoDocument1 pageJonathan Jose Cala Monroy David Navas Escobar: ProyectoDavid VelandiaNo ratings yet
- Ficha Tecnica Acero Galvanizado PDFDocument3 pagesFicha Tecnica Acero Galvanizado PDFAdrian Martin BarrionuevoNo ratings yet
- Dosificacion Metodo ACI 211Document9 pagesDosificacion Metodo ACI 211Miguel Eduardo Mercado BuendiaNo ratings yet
- Polines CDocument4 pagesPolines CalfredomilianNo ratings yet
- Pernos Pasivos Especificacion ParticularDocument4 pagesPernos Pasivos Especificacion ParticularjoselarNo ratings yet
- Lista de Precios Titan 2015Document2 pagesLista de Precios Titan 2015AlexandraNo ratings yet
- Zapatas de Arriostrada - En.esDocument21 pagesZapatas de Arriostrada - En.esTorres TrsNo ratings yet
- Datos VP EtabsDocument1 pageDatos VP EtabsBraiian VencesNo ratings yet
- Certificacion Estructural - ModeloDocument10 pagesCertificacion Estructural - ModeloMauri DCNo ratings yet
- Cálculo Pilotes CompletoDocument3 pagesCálculo Pilotes CompletoRuben MiñoNo ratings yet
- Carga Ortogonal Al Plano Del MuroDocument14 pagesCarga Ortogonal Al Plano Del MuroHumberto AvendañoNo ratings yet
- Combinaciones Basicas de Diseño ASCE-7Document9 pagesCombinaciones Basicas de Diseño ASCE-7KléberJaramilloNo ratings yet
- 5 Planilla de Tensionamiento de CablesDocument2 pages5 Planilla de Tensionamiento de CablesMARIA ALEJANDRA MUNERA ARTEAGA100% (1)
- Pesos EspecificosDocument1 pagePesos EspecificosRoger Julian MenaNo ratings yet
- Cerramiento Cabal Pombo-Planos EstructuralesDocument1 pageCerramiento Cabal Pombo-Planos EstructuralesandreyeriNo ratings yet
- LIBRO McCormack 5TA EDICION-647-653 PDFDocument7 pagesLIBRO McCormack 5TA EDICION-647-653 PDFJessie BarríaNo ratings yet
- EtabsDocument18 pagesEtabsEliana FernandezNo ratings yet
- Catalogo FerretodoDocument1,919 pagesCatalogo FerretodoPedro Leos100% (1)
- Memeria de CargasDocument20 pagesMemeria de CargasPablo Ortega BerriosNo ratings yet
- Comparativo Codigos de Puentes (CCP95 Vs CCP14)Document56 pagesComparativo Codigos de Puentes (CCP95 Vs CCP14)Lobo Leal100% (1)
- 05 Caso TingladosDocument15 pages05 Caso TingladosDCHNo ratings yet
- VIGA de AmarreDocument3 pagesVIGA de AmarreCHRISTIAN PATRICIO PICON MOSQUERANo ratings yet
- Ficha Técnica - Cerramiento PrefabricadoDocument6 pagesFicha Técnica - Cerramiento PrefabricadoOliver FlorezNo ratings yet
- Zapatas Aisladas Flexion UniaxialDocument68 pagesZapatas Aisladas Flexion UniaxialDianitaMalaveraNo ratings yet
- Canaleta 90 Asbesto CementoDocument12 pagesCanaleta 90 Asbesto CementohcastelblancorNo ratings yet
- Relación de Diagrama Momento-Curvatura y Momento-Rotación en Secciones de Acero Estructural.Document27 pagesRelación de Diagrama Momento-Curvatura y Momento-Rotación en Secciones de Acero Estructural.Jorge PalominoNo ratings yet
- Espectro GBDS 2023Document7 pagesEspectro GBDS 2023Latex666No ratings yet
- Traslapos CCP14Document1 pageTraslapos CCP14javbog50% (2)
- Estructuras de AceroDocument34 pagesEstructuras de AceroEduardo Carrillo DiazNo ratings yet
- Art 650Document44 pagesArt 650Oswaldo Enrique AdameNo ratings yet
- EmparrilladoDocument3 pagesEmparrilladoPablo CurruchicheNo ratings yet
- 1091-01 Aceros A Altas TemperaturasDocument24 pages1091-01 Aceros A Altas TemperaturasMARIANGONZALESUGMANo ratings yet
- Et Invias 650 13Document53 pagesEt Invias 650 13ccanalamericasrcNo ratings yet
- AASHTO 167M (Traduccion)Document16 pagesAASHTO 167M (Traduccion)Diego Armando Rodriguez WolffNo ratings yet
- EN 000 3 ET 0001 1 - EscondidaDocument16 pagesEN 000 3 ET 0001 1 - EscondidaCESAR CANEONo ratings yet
- Norma D1.3 Español para CarrocerosDocument63 pagesNorma D1.3 Español para CarrocerosMonica Intriago91% (11)
- Cooperativa RecuperarDocument4 pagesCooperativa RecuperarCesar CortesNo ratings yet
- Ensayo TLCDocument3 pagesEnsayo TLCCesar CortesNo ratings yet
- Actividad 3 - Ficha de Contacto2Document4 pagesActividad 3 - Ficha de Contacto2Cesar CortesNo ratings yet
- Diseã o MetoDocument2 pagesDiseã o MetoCesar CortesNo ratings yet
- Electiva Iso 9000Document6 pagesElectiva Iso 9000Cesar CortesNo ratings yet
- Electiva Iso 9000Document7 pagesElectiva Iso 9000Cesar CortesNo ratings yet
- Análisis Matricial PDFDocument54 pagesAnálisis Matricial PDFMario DiazNo ratings yet
- Estabilidad de Taludes - UnlockedDocument43 pagesEstabilidad de Taludes - UnlockedCesar CortesNo ratings yet
- NORMAS QUE RIGEN EN COLOMBIA PARA SU PROFESIÓN DiegoDocument4 pagesNORMAS QUE RIGEN EN COLOMBIA PARA SU PROFESIÓN DiegoCesar CortesNo ratings yet
- Citación AsambleaDocument3 pagesCitación AsambleaCesar CortesNo ratings yet
- Cómo Deber Ser El Curado de Los Muros de Mampostería de ArcillaDocument1 pageCómo Deber Ser El Curado de Los Muros de Mampostería de ArcillaCesar CortesNo ratings yet
- Normas Que Rigen en Colombia para Su ProfesiónDocument3 pagesNormas Que Rigen en Colombia para Su ProfesiónCesar CortesNo ratings yet
- Clase1 Introduccion 1 2016 Metal y MaderasDocument76 pagesClase1 Introduccion 1 2016 Metal y MaderasOrlando Butron SilisqueNo ratings yet
- Resumen Ejecutivo CPDocument11 pagesResumen Ejecutivo CPHansEvananTacasNo ratings yet
- Víctor Manuel Rivera EstebanDocument87 pagesVíctor Manuel Rivera EstebanKatherine CórdovaNo ratings yet
- Malecón de Villamil PlayasDocument2 pagesMalecón de Villamil PlayasRichard ReinoNo ratings yet
- Cuaderno de Informes 4Document12 pagesCuaderno de Informes 4Alex Maldonado GomezNo ratings yet
- PJ0030-GP-In-FR-001 Registro de Instalación de Piezómetro. PIEZ-07Document1 pagePJ0030-GP-In-FR-001 Registro de Instalación de Piezómetro. PIEZ-07Cesar Vallejos RojasNo ratings yet
- CIP17es - Relleno FluidoDocument2 pagesCIP17es - Relleno FluidoLios FenixNo ratings yet
- Compuerta TaintorDocument10 pagesCompuerta TaintorPaul NovaNo ratings yet
- El Hombre y Su EntornoDocument95 pagesEl Hombre y Su EntornoCARLA MARIA DE FATIMA LUNA VECCONo ratings yet
- Pets - Construccion de BuzonesDocument8 pagesPets - Construccion de Buzonesjunior bravoNo ratings yet
- Presentación-Diseño de EncofradosDocument40 pagesPresentación-Diseño de EncofradosYenner Gamarra AsencioNo ratings yet
- Plantilla Volumen de ObraDocument14 pagesPlantilla Volumen de ObraGuillermo Gallegos AvendañoNo ratings yet
- Eia-Dp - LBDDocument78 pagesEia-Dp - LBDdavidNo ratings yet
- A.P.U. Agua PotableDocument13 pagesA.P.U. Agua PotableIrwin Bazàn BustamanteNo ratings yet
- Catalogo Puentes TermicosDocument3 pagesCatalogo Puentes TermicosPatricio TamayoNo ratings yet
- Mecánica de Suelos - Juarez Badillo (Tomo 2)Document6 pagesMecánica de Suelos - Juarez Badillo (Tomo 2)IovannaNo ratings yet
- Carretera Pasco KM 35+500Document1 pageCarretera Pasco KM 35+500LEONEL EMERSON NAVARRO CHAGUANo ratings yet
- Manual Curso ESCALERAS Y ANDAMIOSDocument15 pagesManual Curso ESCALERAS Y ANDAMIOSDeyler Rivera SeguraNo ratings yet
- Proyecto: Diseño Más Construcción Del Proyecto de Modernización Integral Del Puesto Fronterizo Anguiatú Lote 1: Sede AnguiatuDocument1 pageProyecto: Diseño Más Construcción Del Proyecto de Modernización Integral Del Puesto Fronterizo Anguiatú Lote 1: Sede AnguiatuRaul H CastroNo ratings yet
- Plano CimentacionDocument1 pagePlano CimentacionNicole AlissonNo ratings yet
- Indices Unificados COSTOS Y PRESUPUESTOSDocument13 pagesIndices Unificados COSTOS Y PRESUPUESTOSChristian CaveroNo ratings yet
- AglomerantesDocument1 pageAglomerantesBrandon OlveraNo ratings yet
- PTAP (C. Parshall)Document11 pagesPTAP (C. Parshall)Axel X. Pérez DíazNo ratings yet
- Informe Vigas PostensadasDocument32 pagesInforme Vigas PostensadasMiguel Morgan Diaz100% (7)
- Proceso Del LadrilloDocument10 pagesProceso Del LadrillodeicidiosoNo ratings yet
- Informe #0337-2019-Exp 10861-19 Wilfredo Contreras Patiño - Lic de Edif Mod B - ObservadoDocument2 pagesInforme #0337-2019-Exp 10861-19 Wilfredo Contreras Patiño - Lic de Edif Mod B - ObservadoGianni VilcaNo ratings yet
- Concreto Armadado Tarea 1 Parte IntroductoriaDocument17 pagesConcreto Armadado Tarea 1 Parte IntroductoriaPATRICK KEWIN AMBROCIO BARRENECHEANo ratings yet
- TUBEXADocument3 pagesTUBEXAXtyling HSNo ratings yet
- 10122021presupuesto Interno50milDocument25 pages10122021presupuesto Interno50milingenieriayproyectoszmNo ratings yet
- Juliana Riveros Prueba 4Document4 pagesJuliana Riveros Prueba 4MARIA JULIANA RIVEROS COELLONo ratings yet