You might also like
- Correias em "V"Document6 pagesCorreias em "V"Laerte SantosNo ratings yet
- BroncodisplasiaDocument15 pagesBroncodisplasiaLaerte SantosNo ratings yet
- Como Confiar em DeusDocument7 pagesComo Confiar em DeusLaerte SantosNo ratings yet
- EpicondiliteDocument15 pagesEpicondiliteLaerte SantosNo ratings yet
- Eu Pedi A DeusDocument2 pagesEu Pedi A DeusAna Paula100% (1)
- Tipos de Aço e Sua ClassificaçãoDocument8 pagesTipos de Aço e Sua ClassificaçãoRenato MantaNo ratings yet
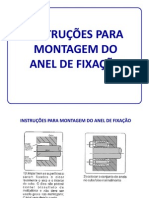
- Anel de FixaçãoDocument5 pagesAnel de FixaçãolaertecorreaNo ratings yet
- A Vida FamiliarDocument2 pagesA Vida FamiliarLaerte SantosNo ratings yet
- EngrenagensDocument6 pagesEngrenagensLaerte SantosNo ratings yet
- Lembrando de DeusDocument32 pagesLembrando de DeuslaertecorreaNo ratings yet
- Plaina LimadoraDocument17 pagesPlaina LimadoraLaerte Santos100% (1)
- RetificadorasDocument27 pagesRetificadorasLaerte SantosNo ratings yet
- FuradeirasDocument38 pagesFuradeirasLaerte SantosNo ratings yet
- FresadorasDocument19 pagesFresadorasLaerte SantosNo ratings yet
- A Oferta Que Deus EsperaDocument3 pagesA Oferta Que Deus EsperaLaerte SantosNo ratings yet
- A Escolha e Seus ResultadosDocument2 pagesA Escolha e Seus ResultadosLaerte SantosNo ratings yet
- O Verdadeiro Amor CristãoDocument3 pagesO Verdadeiro Amor CristãoLaerte SantosNo ratings yet
- Metalografia dos AçosDocument32 pagesMetalografia dos AçosLaerte SantosNo ratings yet
- Quem Somos e para Onde VamosDocument3 pagesQuem Somos e para Onde VamosLaerte SantosNo ratings yet
- Estatistica 1 - Distribuição de FrequênciaDocument11 pagesEstatistica 1 - Distribuição de FrequênciaLaerte SantosNo ratings yet
- Uma Mensagem de DeusDocument3 pagesUma Mensagem de DeusLaerte SantosNo ratings yet
- Tomando Uma DecisãoDocument3 pagesTomando Uma DecisãoLaerte SantosNo ratings yet
- Ressurreição de Cristo prova ressurreição geralDocument4 pagesRessurreição de Cristo prova ressurreição geralLaerte Santos100% (3)
- Aços InoxidáveisDocument21 pagesAços InoxidáveisLaerte SantosNo ratings yet
- A Verdadeira AdoraçãoDocument1 pageA Verdadeira AdoraçãoLaerte SantosNo ratings yet
- O Propósito de Deus para A FamíliaDocument3 pagesO Propósito de Deus para A FamíliaLaerte Santos0% (1)
- PaquimetroDocument2 pagesPaquimetroLaerte SantosNo ratings yet
- Duas MultidõesDocument2 pagesDuas MultidõesLaerte SantosNo ratings yet
- A Graça de Deus na Vida de JoséDocument11 pagesA Graça de Deus na Vida de JoséLaerte SantosNo ratings yet
- Resumo Dos Resultados Da Argamassa Thermo XDocument6 pagesResumo Dos Resultados Da Argamassa Thermo XRaul BrandãoNo ratings yet
- Estruturas Algébricas - Aula 3 - Relações e Aplicações IIDocument18 pagesEstruturas Algébricas - Aula 3 - Relações e Aplicações IICarlos Emilio Saraiva SaraivaNo ratings yet
- Medidas de Tendência CentralDocument49 pagesMedidas de Tendência CentralGustavo HenriqueNo ratings yet
- Procedimento de Determinação Da Condutividade ElétricaDocument10 pagesProcedimento de Determinação Da Condutividade ElétricaJarbas Rodrigues ChavesNo ratings yet
- Equilíbrio químico entre íons cromato e dicromatoDocument6 pagesEquilíbrio químico entre íons cromato e dicromatoCarolina MoreiraNo ratings yet
- Curso Técnico Mecatrónica Corrente AlternadaDocument21 pagesCurso Técnico Mecatrónica Corrente AlternadaJose Luis Jesus JesusNo ratings yet
- Desenhos Tradicionais Na Areia em Angola e Seus Possíveis Usos Na AulaDocument18 pagesDesenhos Tradicionais Na Areia em Angola e Seus Possíveis Usos Na AulaAlan ManoelNo ratings yet
- Propriedades dos radicais e equações de 2o grauDocument5 pagesPropriedades dos radicais e equações de 2o grauDeyze OliveiraNo ratings yet
- MaçaroqueiraDocument20 pagesMaçaroqueiraSamantha AndradeNo ratings yet
- Testes CapDocument21 pagesTestes Capelveliz100% (1)
- A Geometria Sagrada na NaturezaDocument3 pagesA Geometria Sagrada na NaturezaLucianaNo ratings yet
- Instalação mecânica e elétrica do controlador P501Document2 pagesInstalação mecânica e elétrica do controlador P501christian.kojiNo ratings yet
- Regras de acentuação gráficaDocument3 pagesRegras de acentuação gráficaStephanie CardosoNo ratings yet
- Termodinâmica conceitos fundamentaisDocument24 pagesTermodinâmica conceitos fundamentaisMaria Gabriele DareNo ratings yet
- Equações do 1o GrauDocument6 pagesEquações do 1o GrauPaulo Rogério Mancino100% (1)
- Ensaio de PermeabilidadeDocument8 pagesEnsaio de PermeabilidadeIsabella C. Braido Do NascimentoNo ratings yet
- Aula 4Document12 pagesAula 4Aniceto RosarioNo ratings yet
- Simbolismo Junguiano e Os Quatro Elementos Da AstrologiaDocument8 pagesSimbolismo Junguiano e Os Quatro Elementos Da AstrologiaRaQuel QueirozNo ratings yet
- Modulação Digital e AnalógicaDocument35 pagesModulação Digital e AnalógicaAlberto HertzNo ratings yet
- Manutenção roçadeirasDocument1 pageManutenção roçadeirasTiago Cavalcante25% (4)
- O Biômetro de Bovis - RadiestesiaDocument3 pagesO Biômetro de Bovis - Radiestesiacarla100% (1)
- Análise da qualidade do ar em centro cirúrgico hospitalarDocument10 pagesAnálise da qualidade do ar em centro cirúrgico hospitalarfrancinellimfNo ratings yet
- Termos de CarpintariaDocument3 pagesTermos de CarpintariaVitor Olivetti100% (1)
- ENG - 0002 - Informacao - Tecnica - DTE - DTP 1 PDFDocument33 pagesENG - 0002 - Informacao - Tecnica - DTE - DTP 1 PDFAntenógenesNo ratings yet
- Programação Computacional na Metodologia BIMDocument75 pagesProgramação Computacional na Metodologia BIMLuizNo ratings yet
- Matemática - Trigonometria, Geometria, Sucessões e FunçõesDocument4 pagesMatemática - Trigonometria, Geometria, Sucessões e FunçõesLara SantosNo ratings yet
- Aeronave - BRATI01Document352 pagesAeronave - BRATI01rafaelldalpraNo ratings yet
- LIMA, L. Estatística Aplicada. PECEGEDocument81 pagesLIMA, L. Estatística Aplicada. PECEGEthiduarte14No ratings yet
- Produção de Mudas de ParicáDocument13 pagesProdução de Mudas de ParicáFernanda SoaresNo ratings yet
- List o de Remanejados Ete Integrado 2022 1 Esc P BlicaDocument96 pagesList o de Remanejados Ete Integrado 2022 1 Esc P BlicaSamhain DiasNo ratings yet