You might also like
- Cutting OulineDocument1 pageCutting OulineAnonymous kYcX3YENNo ratings yet
- AssyDocument1 pageAssyAnonymous kYcX3YENNo ratings yet
- CuttingDocument1 pageCuttingAnonymous kYcX3YENNo ratings yet
- Lesson 5 Making Design Changes: SolidworksDocument19 pagesLesson 5 Making Design Changes: Solidworkskijimoshi_777No ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- Pricelist Produk AlamicoidDocument7 pagesPricelist Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Katalog Produk AlamicoidDocument32 pagesKatalog Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Biznet Inspire Edisi July 2014Document29 pagesBiznet Inspire Edisi July 2014silver8700No ratings yet
- Mold SimulationDocument1 pageMold SimulationAnonymous kYcX3YENNo ratings yet
- Pricelist Produk AlamicoidDocument7 pagesPricelist Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Katalog Produk AlamicoidDocument32 pagesKatalog Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- IHT Process Design Sheet RGBDocument2 pagesIHT Process Design Sheet RGBAnonymous kYcX3YENNo ratings yet
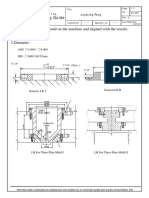
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDocument13 pagesMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.the Fixed Side EjectionDocument5 pagesMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDocument1 pageMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENNo ratings yet
- 29Document6 pages29Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.screw SupplierDocument2 pagesMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENNo ratings yet
- 23Document6 pages23Anonymous kYcX3YENNo ratings yet
- 19Document20 pages19Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- 16Document22 pages16Anonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument2 pagesMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDocument1 pageMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- 01Document12 pages01Anonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- CNC ProgrammingDocument49 pagesCNC Programmingasil_turk100% (6)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Emergency Incidents AssignmentDocument4 pagesEmergency Incidents Assignmentnickoh28No ratings yet
- Breadtalk AR 2011Document158 pagesBreadtalk AR 2011Wong ZieNo ratings yet
- Jaclyn Hanley ResumeDocument2 pagesJaclyn Hanley Resumeapi-267867788No ratings yet
- Presentasi AkmenDocument18 pagesPresentasi AkmenAnonymous uNgaASNo ratings yet
- Delhi Metro Rail Corporation LTD Jr. Engineer Results PDFDocument3 pagesDelhi Metro Rail Corporation LTD Jr. Engineer Results PDFedujobnewsNo ratings yet
- Antigua and Barbuda, Build Free Back LinksDocument7 pagesAntigua and Barbuda, Build Free Back LinkswaNo ratings yet
- Uuee 17-2020Document135 pagesUuee 17-2020Tweed3ANo ratings yet
- Examination Handbook NewDocument97 pagesExamination Handbook Newdtr17No ratings yet
- Affidavit in Support of ComplaintDocument3 pagesAffidavit in Support of ComplaintTrevor DrewNo ratings yet
- Prova ScrumDocument11 pagesProva ScrumJoanna de Cassia ValadaresNo ratings yet
- Institute of Actuaries of India declares CT1 exam resultsDocument18 pagesInstitute of Actuaries of India declares CT1 exam resultsRohit VenkatNo ratings yet
- Globalization of Religion Chapter SummaryDocument2 pagesGlobalization of Religion Chapter SummaryKaye KateNo ratings yet
- Computer Programmer or Software Developer or C++ or Visual BasicDocument6 pagesComputer Programmer or Software Developer or C++ or Visual Basicapi-77734404No ratings yet
- Factors Supporting ICT Use in ClassroomsDocument24 pagesFactors Supporting ICT Use in ClassroomsSeshaadhrisTailoringNo ratings yet
- SafeCargo PDFDocument76 pagesSafeCargo PDFSyukry MaulidyNo ratings yet
- TOTO Indonesia Sanitary CatalogDocument40 pagesTOTO Indonesia Sanitary CatalogiaqistiNo ratings yet
- Frias Lindsay Iste Stds Self AssessmentDocument4 pagesFrias Lindsay Iste Stds Self Assessmentapi-572977540No ratings yet
- Official Sponsorship LetterDocument3 pagesOfficial Sponsorship LetterWinona Marie Borla100% (1)
- Why Delegate Authority and Empower EmployeesDocument5 pagesWhy Delegate Authority and Empower EmployeesHarold MaribojocNo ratings yet
- Concepts in Enterprise Resource Planning: Chapter Six Human Resources Processes With ERPDocument39 pagesConcepts in Enterprise Resource Planning: Chapter Six Human Resources Processes With ERPasadnawazNo ratings yet
- SMB GistDocument7 pagesSMB GistN. R. BhartiNo ratings yet
- 3 Axis AccelerometerDocument9 pages3 Axis AccelerometerResearchDesignLabNo ratings yet
- 2.2 Access CT Networking Rev20150728Document5 pages2.2 Access CT Networking Rev20150728F CNo ratings yet
- Delivering Large-Scale IT Projects On Time, On Budget, and On ValueDocument5 pagesDelivering Large-Scale IT Projects On Time, On Budget, and On ValueMirel IonutNo ratings yet
- Damayan Benefit PolicyDocument2 pagesDamayan Benefit PolicyMSWDO STA. MAGDALENANo ratings yet
- Portarlington Parish NewsletterDocument2 pagesPortarlington Parish NewsletterJohn HayesNo ratings yet
- Marie Campbell: Web DesignerDocument1 pageMarie Campbell: Web DesignerAli hossain AkashNo ratings yet
- Market ResearchDocument89 pagesMarket ResearchSankeitha SinhaNo ratings yet
- 26 27 16 Electrical Cabinets and EnclosuresDocument3 pages26 27 16 Electrical Cabinets and EnclosureskaichosanNo ratings yet
- 32-5-1 - Social ScienceDocument19 pages32-5-1 - Social Sciencestudygirl03No ratings yet