You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- EPRI Ultrasound Assisted LubricationDocument39 pagesEPRI Ultrasound Assisted LubricationMahesh Kumar100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Calculate Heat Transfer Coefficients in TubesDocument1 pageCalculate Heat Transfer Coefficients in TubeskasvikrajNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grease ChartDocument2 pagesGrease ChartMahesh KumarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
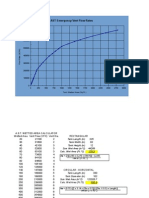
- AST Emergency Vent Flow Rates ChartDocument3 pagesAST Emergency Vent Flow Rates ChartSharon LambertNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Bearing Maintenance Practices To Ensure Maximum Life PDFDocument17 pagesBearing Maintenance Practices To Ensure Maximum Life PDFMahesh KumarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- AST Emergency Vent Flow Rates ChartDocument3 pagesAST Emergency Vent Flow Rates ChartSharon LambertNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hotkey HysysDocument24 pagesHotkey HysysgermanaponteNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Heat Transfer Excel Calculations 1Document39 pagesHeat Transfer Excel Calculations 1Sharon LambertNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Heat Transfer Excel Calculations 1Document39 pagesHeat Transfer Excel Calculations 1Sharon LambertNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Hotkey HysysDocument24 pagesHotkey HysysgermanaponteNo ratings yet
- Design of Monorail SystemsDocument20 pagesDesign of Monorail SystemsAshfaq Anwer50% (2)
- NP-7502-Electric Motor Predictive and Preventive Maintenance GuideDocument118 pagesNP-7502-Electric Motor Predictive and Preventive Maintenance Guidedanish87375% (4)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Alarm and Interlock ManagementDocument10 pagesAlarm and Interlock ManagementPandharNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- DDC System Commissioning Acceptance ProcedureDocument23 pagesDDC System Commissioning Acceptance Proceduresacitlalliva100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Sabp G 008Document78 pagesSabp G 008Mahesh Kumar100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Aramco Coe10602Document73 pagesAramco Coe10602Mahesh Kumar100% (1)
- Greerco Bulletin 124 2Document8 pagesGreerco Bulletin 124 2Mahesh KumarNo ratings yet
- Boilers Aramco2Document50 pagesBoilers Aramco2niwryramas100% (1)
- Vessel Bottom Disc Valves for Full Flow and Dead Space Free DesignDocument8 pagesVessel Bottom Disc Valves for Full Flow and Dead Space Free DesignMahesh KumarNo ratings yet
- Vessel Bottom Disc Valves for Full Flow and Dead Space Free DesignDocument8 pagesVessel Bottom Disc Valves for Full Flow and Dead Space Free DesignMahesh KumarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Capstone - Edmonton Capital Project PrioritizationDocument41 pagesCapstone - Edmonton Capital Project PrioritizationMahesh KumarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- SKF Lubrication Planner Instructions For UseDocument26 pagesSKF Lubrication Planner Instructions For UseMahesh KumarNo ratings yet
- TPM Equipment Ranking CriteriaDocument3 pagesTPM Equipment Ranking CriteriaMahesh KumarNo ratings yet
- Root Cause MapDocument2 pagesRoot Cause Mapamevaluaciones100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- TPM Equipment Ranking CriteriaDocument3 pagesTPM Equipment Ranking CriteriaMahesh KumarNo ratings yet
- Placa Motor ElectricoDocument21 pagesPlaca Motor ElectricoMike_ValdereyraNo ratings yet
- Cote 067Document11 pagesCote 067Mahesh KumarNo ratings yet
- 2014 10 01 Ump Compressed Air SystemsDocument36 pages2014 10 01 Ump Compressed Air SystemsMahesh KumarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- CS2 Control OptionsDocument51 pagesCS2 Control OptionsMahesh KumarNo ratings yet
- Writing A Formal Letter To The PresidentDocument1 pageWriting A Formal Letter To The PresidentPiaAnaisNo ratings yet
- S 212 Pre Course WorkDocument5 pagesS 212 Pre Course Workafiwierot100% (2)
- Electronics HubDocument9 pagesElectronics HubKumaran SgNo ratings yet
- Silicone Bonding BrochureDocument4 pagesSilicone Bonding BrochureAmir ShahzadNo ratings yet
- A. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise SingaporeDocument2 pagesA. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise Singaporeng chee yongNo ratings yet
- Amna Hameed: ObjectiveDocument2 pagesAmna Hameed: ObjectiveSabrina GandapurNo ratings yet
- History shapes Philippine societyDocument4 pagesHistory shapes Philippine societyMarvin GwapoNo ratings yet
- Occupant Load CalculationsDocument60 pagesOccupant Load CalculationsKAIVALYA TIWATNENo ratings yet
- Rubik Clock Solution 1Document2 pagesRubik Clock Solution 1Ionel PaunNo ratings yet
- PS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es PoDocument40 pagesPS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es Po7seguridadNo ratings yet
- Effect of Dust On The Performance of Wind Turbines PDFDocument12 pagesEffect of Dust On The Performance of Wind Turbines PDFJallal ArramachNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gujarat Technological University: Emester ViDocument4 pagesGujarat Technological University: Emester ViPradeep SutharNo ratings yet
- 6470b0e5f337ed00180c05a4 - ## - Atomic Structure - DPP-01 (Of Lec-03) - Arjuna NEET 2024Document3 pages6470b0e5f337ed00180c05a4 - ## - Atomic Structure - DPP-01 (Of Lec-03) - Arjuna NEET 2024Lalit SinghNo ratings yet
- PHILHIS Executive Summary - EditedDocument7 pagesPHILHIS Executive Summary - EditedMaxy Bariacto100% (1)
- Temptations in MinistryDocument115 pagesTemptations in MinistryJoseph Koech100% (1)
- Process of Producting High Carbon Ferro ChromeDocument5 pagesProcess of Producting High Carbon Ferro ChromeSantosh Kumar MahtoNo ratings yet
- RA 5921 and RA 10918Document32 pagesRA 5921 and RA 10918Hani Loveres100% (1)
- Remembrance 23 Names PDFDocument1 pageRemembrance 23 Names PDFJennifer ThuncherNo ratings yet
- Horizontal Vertical MarketDocument4 pagesHorizontal Vertical MarketVikasNo ratings yet
- TEI - of - Microsoft - Business Central - FINALDocument23 pagesTEI - of - Microsoft - Business Central - FINALMarketing ComesaNo ratings yet
- Grade 4 DLL Quarter 2 Week 2 Sir Bien CruzDocument47 pagesGrade 4 DLL Quarter 2 Week 2 Sir Bien CruzRonel Fillomena0% (1)
- Surface water drainage infiltration testingDocument8 pagesSurface water drainage infiltration testingRay CooperNo ratings yet
- Air Con LouvresDocument1 pageAir Con LouvresChung May LynnNo ratings yet
- Topic1 Whole NumberDocument22 pagesTopic1 Whole NumberDayang Siti AishahNo ratings yet
- ANAPHYDocument23 pagesANAPHYYu, Denise Kyla BernadetteNo ratings yet
- EINC ChecklistDocument3 pagesEINC ChecklistMARK JEFTE BRIONESNo ratings yet
- Mechanical EngineeringDocument14 pagesMechanical EngineeringSamuel WozabNo ratings yet
- Socio-cultural influences on educationDocument4 pagesSocio-cultural influences on educationofelia acostaNo ratings yet
- Academic Writing & IdentityDocument218 pagesAcademic Writing & IdentityGustavo RegesNo ratings yet
- PA2 Value and PD2 ValueDocument4 pagesPA2 Value and PD2 Valueguddu1680No ratings yet