You might also like
- Balance de Materia y Energia Caldera Tubos de HumoDocument6 pagesBalance de Materia y Energia Caldera Tubos de Humopiensapositivo1No ratings yet
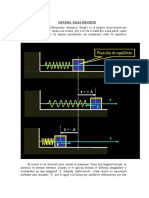
- Sistema Masa ResorteDocument4 pagesSistema Masa Resortepiensapositivo1No ratings yet
- RadiaciónDocument4 pagesRadiaciónpiensapositivo1No ratings yet
- Cómo Funciona Una Olla de PresiónDocument3 pagesCómo Funciona Una Olla de Presiónpiensapositivo1100% (1)
- RadiaciónDocument4 pagesRadiaciónpiensapositivo1No ratings yet
- Arboles de TransmisionDocument9 pagesArboles de Transmisionpiensapositivo1No ratings yet
- ConvecciónDocument30 pagesConvecciónNarciso VasquezNo ratings yet
- Apuntes para El CursoDocument82 pagesApuntes para El CursoNestor LendizabalNo ratings yet
- Problemas FlotabilidadDocument3 pagesProblemas Flotabilidadpiensapositivo1No ratings yet
- Evidencia 1Document6 pagesEvidencia 1Alejandro YañezNo ratings yet
- Porcentajes de Las Rocas IgneasDocument5 pagesPorcentajes de Las Rocas IgneasRUTH VALERIA PALOMINO UGARTENo ratings yet
- Ensayo de La ChispaDocument9 pagesEnsayo de La ChispaEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- Especificación técnica para suministro de acero estructural y acero misceláneoDocument18 pagesEspecificación técnica para suministro de acero estructural y acero misceláneoCamila LicciardoNo ratings yet
- Certificado de Calidad E6010Document1 pageCertificado de Calidad E6010Yair Sánchez blancoNo ratings yet
- Tablas InstrumentacionDocument22 pagesTablas InstrumentacionKevin GonzalesNo ratings yet
- FX Thyx PDFDocument2 pagesFX Thyx PDFGustavo OrozcoNo ratings yet
- LSZ-S10701-2 V01 Resumen Metodología RutinariaDocument2 pagesLSZ-S10701-2 V01 Resumen Metodología RutinariaMarilyn ColindresNo ratings yet
- Análisis económico de tres casos de mina de cobre usando ecuación de HoskingDocument3 pagesAnálisis económico de tres casos de mina de cobre usando ecuación de HoskingVICTORNo ratings yet
- SideritosDocument11 pagesSideritosMiguelitititop BermeoNo ratings yet
- VSEMESTRE SEM3axmcmvDocument53 pagesVSEMESTRE SEM3axmcmvJorge Luis Tapia0% (1)
- Actividad 19Document3 pagesActividad 19Victor CaceresNo ratings yet
- Principales Yacimientos de Cobre en El PeruDocument13 pagesPrincipales Yacimientos de Cobre en El PeruMoisesNo ratings yet
- El Cobre y Sus AleacionesDocument21 pagesEl Cobre y Sus AleacionesJavierSaldañaBlanco100% (1)
- Monografía de MinasDocument34 pagesMonografía de MinasGuly Teffy Alania LLanosNo ratings yet
- UNIDAD 2 SESION 3 4TO SEC QUIMICA Problemas de Estado de OxidacionDocument3 pagesUNIDAD 2 SESION 3 4TO SEC QUIMICA Problemas de Estado de OxidacionYordi Paredes VilcaNo ratings yet
- Problemas de dilatación térmica y esfuerzos térmicosDocument4 pagesProblemas de dilatación térmica y esfuerzos térmicosJOSE CARLOS JULLUNI CCAHUANo ratings yet
- Acero Alto CarbonoDocument14 pagesAcero Alto CarbonoIvanna TarazonaNo ratings yet
- Paragenesis y ZoonadoDocument46 pagesParagenesis y Zoonadojose83% (6)
- Materiales CerámicosDocument6 pagesMateriales CerámicosToño EudaveNo ratings yet
- Tabla Anoines y CationesDocument3 pagesTabla Anoines y CationesAby MaldonadoNo ratings yet
- Defectos Comunes en Partes de Hierro DuctilDocument29 pagesDefectos Comunes en Partes de Hierro DuctilOscar Sotomayor100% (1)
- Principales Aleaciones Utilizadas en La IndustriaDocument3 pagesPrincipales Aleaciones Utilizadas en La IndustriaDario HerreraNo ratings yet
- Servicios Industriales Utilizados en La SiderurgiaDocument15 pagesServicios Industriales Utilizados en La SiderurgiaAnthony MerinoNo ratings yet
- Seminario Colado - Maquinado-Fresado-Sinterizado PDFDocument112 pagesSeminario Colado - Maquinado-Fresado-Sinterizado PDFGloria Judith Herrera LaraNo ratings yet
- Conformado en FríoDocument11 pagesConformado en FríoJosue Emanuel HidalgoNo ratings yet
- HERRERIADocument6 pagesHERRERIACindýChairézNo ratings yet
- Ejercicios Solid Imp Difusion DFDocument3 pagesEjercicios Solid Imp Difusion DFNath NathNo ratings yet
- Expo 2Document14 pagesExpo 2Mireya UcsaNo ratings yet
- Tema 2 Segunda ClaseDocument41 pagesTema 2 Segunda ClaseErick AlvarezNo ratings yet