You might also like
- Towards Multi-Functional SiO2@YAG:Ce Core-Shell Optical Nanoparticles For Solid State Lighting ApplicationsDocument18 pagesTowards Multi-Functional SiO2@YAG:Ce Core-Shell Optical Nanoparticles For Solid State Lighting ApplicationsnaderbahramiNo ratings yet
- Getting Started With Electrochemical TestingDocument7 pagesGetting Started With Electrochemical TestingnaderbahramiNo ratings yet
- Getting Started With Electrochemical TestingDocument7 pagesGetting Started With Electrochemical TestingnaderbahramiNo ratings yet
- Failure Analysis of A 316L Stainless Steel Femoral Orthopedic ImplantDocument9 pagesFailure Analysis of A 316L Stainless Steel Femoral Orthopedic ImplantnaderbahramiNo ratings yet
- Analysis of A Failed Rocker Arm Shaft of A Passenger Car EngineDocument5 pagesAnalysis of A Failed Rocker Arm Shaft of A Passenger Car EnginenaderbahramiNo ratings yet
- Fracture Analysis of A Low Pressure Steam Turbine BladeDocument12 pagesFracture Analysis of A Low Pressure Steam Turbine BladenaderbahramiNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Failure Analysis of Mixed Mode Crack Growth in Heavy Duty Truck Frame RailDocument8 pagesFailure Analysis of Mixed Mode Crack Growth in Heavy Duty Truck Frame RailnaderbahramiNo ratings yet
- Research On The Failure of The Induced Draft Fan's Shaft in A Power BoilerDocument8 pagesResearch On The Failure of The Induced Draft Fan's Shaft in A Power BoilernaderbahramiNo ratings yet
- Stress Corrosion Cracking in Type.316 Plates of A Heat ExchangerDocument8 pagesStress Corrosion Cracking in Type.316 Plates of A Heat ExchangernaderbahramiNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Effect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarDocument9 pagesEffect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarnaderbahramiNo ratings yet
- Effectiveness of HIP for Closing Porosity in AM TitaniumDocument8 pagesEffectiveness of HIP for Closing Porosity in AM TitaniumnaderbahramiNo ratings yet
- Root Cause Analysis (RCA) of Fractured ASTM A53 Carbon Steel Pipe at Oil & Gas CompanyDocument8 pagesRoot Cause Analysis (RCA) of Fractured ASTM A53 Carbon Steel Pipe at Oil & Gas CompanynaderbahramiNo ratings yet
- Case Study of Severe Strip Breakage in Rolling Mill of Thin Slab Casting and Rolling (TSCR) Shop of TATA Steel, JamshedpurDocument8 pagesCase Study of Severe Strip Breakage in Rolling Mill of Thin Slab Casting and Rolling (TSCR) Shop of TATA Steel, JamshedpurnaderbahramiNo ratings yet
- Deformation Mechanisms in Ni-Base Disk Superalloys at Higher TemperaturesDocument9 pagesDeformation Mechanisms in Ni-Base Disk Superalloys at Higher TemperaturesnaderbahramiNo ratings yet
- Case Studies in Engineering Failure Analysis: Morteza Soltani TajabadiDocument8 pagesCase Studies in Engineering Failure Analysis: Morteza Soltani TajabadinaderbahramiNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Grain Scale Straining Processes During High Temperature Compression of A PM Disk AlloyDocument9 pagesGrain Scale Straining Processes During High Temperature Compression of A PM Disk AlloynaderbahramiNo ratings yet
- Effect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarDocument9 pagesEffect Analysis of An Arc-strike-Induced Defect On The Failure of A Post-Tensioned ThreadbarnaderbahramiNo ratings yet
- NASA and Superalloys A Customer, A Participant, and A RefereeDocument7 pagesNASA and Superalloys A Customer, A Participant, and A RefereenaderbahramiNo ratings yet
- Analysis of A Failed Rocker Arm Shaft of A Passenger Car EngineDocument5 pagesAnalysis of A Failed Rocker Arm Shaft of A Passenger Car EnginenaderbahramiNo ratings yet
- A New Ni-Based Superalloy For Oil and Gas ApplicationsDocument9 pagesA New Ni-Based Superalloy For Oil and Gas ApplicationsnaderbahramiNo ratings yet
- Grain Boundary and Intragranular Deformations During High Temperature Creep of A PM Nickel-Based SuperalloyDocument8 pagesGrain Boundary and Intragranular Deformations During High Temperature Creep of A PM Nickel-Based SuperalloynaderbahramiNo ratings yet
- High Temperature Nanoindentation of Ni-Base SuperalloysDocument9 pagesHigh Temperature Nanoindentation of Ni-Base SuperalloysnaderbahramiNo ratings yet
- Effect of Thermal History On The Properties and Microstructure of A Large HIPed PM Superalloy BilletDocument5 pagesEffect of Thermal History On The Properties and Microstructure of A Large HIPed PM Superalloy BilletnaderbahramiNo ratings yet
- Surface Effects On Low Cycle Fatigue Behavior in IN718 AlloyDocument7 pagesSurface Effects On Low Cycle Fatigue Behavior in IN718 AlloynaderbahramiNo ratings yet
- Investigation of The Partition Coefficient in The Ni-Fe-Nb AlloysDocument5 pagesInvestigation of The Partition Coefficient in The Ni-Fe-Nb AlloysnaderbahramiNo ratings yet
- Grain Selection During Solidification in Spiral Grain SelectorDocument8 pagesGrain Selection During Solidification in Spiral Grain SelectornaderbahramiNo ratings yet
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocument9 pagesFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Plaxis Ho Chi Minh 2014091618 PDFDocument543 pagesPlaxis Ho Chi Minh 2014091618 PDFTrần Lê Hoàng TúNo ratings yet
- Grade 10 Chemistry Week 3 Lesson 1Document4 pagesGrade 10 Chemistry Week 3 Lesson 1Nikoli MajorNo ratings yet
- Calibrating Pressure Dependent and Independent Multi Yield Surface Soil ModelsDocument49 pagesCalibrating Pressure Dependent and Independent Multi Yield Surface Soil ModelsmohanNo ratings yet
- SKF - NoWear Presentation at 07-12-06Document27 pagesSKF - NoWear Presentation at 07-12-06Patrick Baridon100% (1)
- TECHNYL® A 216 Y10: DescriptionDocument2 pagesTECHNYL® A 216 Y10: DescriptionpaquienNo ratings yet
- Advanced Failure Criteria CompositesDocument12 pagesAdvanced Failure Criteria CompositesrichardjoliverNo ratings yet
- 1 s2.0 S0043135416301270 MainDocument31 pages1 s2.0 S0043135416301270 MainhernanfloresNo ratings yet
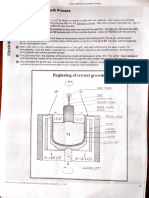
- Czochralski Process POMDocument10 pagesCzochralski Process POMHridisaran PandeNo ratings yet
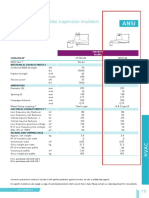
- Catalogo SEDIVER HVAC 17 32Document1 pageCatalogo SEDIVER HVAC 17 32Boris MirandaNo ratings yet
- Mavin-Fluke 1730 1732 1734 1736 1738 ComparisonDocument1 pageMavin-Fluke 1730 1732 1734 1736 1738 ComparisonSudip ShiwakotiNo ratings yet
- BarnoUT Point and Boiling CurveDocument11 pagesBarnoUT Point and Boiling CurveBhanuNo ratings yet
- Astm A335 - 15Document10 pagesAstm A335 - 15Alberto CárdenasNo ratings yet
- Masonry Wall Design SummaryDocument8 pagesMasonry Wall Design Summaryjklo12No ratings yet
- D. A. HUGHES and N. HANSEN - HIGH ANGLE BOUNDARIES FORMED BY GRAIN SUBDIVISION MECHANISMSDocument16 pagesD. A. HUGHES and N. HANSEN - HIGH ANGLE BOUNDARIES FORMED BY GRAIN SUBDIVISION MECHANISMSBruno FreitasNo ratings yet
- Exp 3 Formal Lab ReportDocument3 pagesExp 3 Formal Lab ReportRomulo Vincent Perez100% (1)
- Midterm Answers 2019Document9 pagesMidterm Answers 2019sohail parachaNo ratings yet
- Super Capacitor - Seminar Report, PPT, PDF For ECE StudentsDocument3 pagesSuper Capacitor - Seminar Report, PPT, PDF For ECE StudentsvvkrkzNo ratings yet
- Subsea Pipeline Design Engineering MethodologyDocument11 pagesSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Forces of Attraction Unit 1 CAPE Chem (PDF)Document70 pagesForces of Attraction Unit 1 CAPE Chem (PDF)Shadecia Dinnall100% (1)
- A Review Porosity in Aluminum WeldingDocument10 pagesA Review Porosity in Aluminum WeldingBenny TavlovichNo ratings yet
- Mechanical Strength AgaroseDocument9 pagesMechanical Strength AgaroseHyunjung KimNo ratings yet
- Current Electricity - PYQ Practice Sheet (Physics)Document10 pagesCurrent Electricity - PYQ Practice Sheet (Physics)om.dropyear2023No ratings yet
- Seismic Design of Tunnels: Wang', MunfakhzDocument10 pagesSeismic Design of Tunnels: Wang', MunfakhzGabriel SanchezNo ratings yet
- Burst Pressure Prediction of Pressure Vessel Using FEADocument6 pagesBurst Pressure Prediction of Pressure Vessel Using FEAMario TirabassiNo ratings yet
- Durability Estimation of Porous Building Stones From Pore Structure and Strength - 2004 - Engineering Geology PDFDocument15 pagesDurability Estimation of Porous Building Stones From Pore Structure and Strength - 2004 - Engineering Geology PDFJosé BritesNo ratings yet
- Ryerson CHE 312 assignment on reactor engineeringDocument2 pagesRyerson CHE 312 assignment on reactor engineeringAbdi AhmedNo ratings yet
- Wave LoadsDocument66 pagesWave Loadsrichard johnsonNo ratings yet
- D Block Elements Imp QuestionsDocument34 pagesD Block Elements Imp Questionsangadkardam9No ratings yet