You might also like
- BS en 00755-5-2008Document17 pagesBS en 00755-5-2008Luis SierraNo ratings yet
- Comparison of BS and BSEN For Steel Simplified VersionDocument28 pagesComparison of BS and BSEN For Steel Simplified VersiondpkguptNo ratings yet
- BS en 10025-3Document28 pagesBS en 10025-3yasser awadallhNo ratings yet
- Is 2232 - Castle NutDocument18 pagesIs 2232 - Castle NutRajasekaran MuruganNo ratings yet
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- ISO 9692 1 2013 Welding and Allied ProcessesDocument20 pagesISO 9692 1 2013 Welding and Allied Processesluisgonzalezf95No ratings yet
- BS en 1011-3Document32 pagesBS en 1011-3lok kkNo ratings yet
- En10168 2004Document12 pagesEn10168 2004rimshadtpNo ratings yet
- Application for Certification according to DIN 18800-7Document9 pagesApplication for Certification according to DIN 18800-7gorgika papandNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- CEN ISO TR 14745 (2015) (E) CodifiedDocument4 pagesCEN ISO TR 14745 (2015) (E) CodifiedacampanellajoaquimamNo ratings yet
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- prEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosDocument15 pagesprEN 14700-FD-2013-11-Consumiveis para Revestimentos DurosRicardo FernandesNo ratings yet
- CSWIP-WI-1-91 9th Edition November 2010Document8 pagesCSWIP-WI-1-91 9th Edition November 2010Thamaraikani ManiNo ratings yet
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- EN 15085 Part 5 - GaneshDocument36 pagesEN 15085 Part 5 - GaneshNiranjan Rajavel TigerNo ratings yet
- LINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSDocument2 pagesLINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSVinod GuptaNo ratings yet
- Iso Metric 32Document2 pagesIso Metric 32rahul caddNo ratings yet
- Low-Carbon Steel Specs and Mechanical PropertiesDocument9 pagesLow-Carbon Steel Specs and Mechanical PropertiescharssxNo ratings yet
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormDocument19 pagesFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- EN10225 Updates Steel StandardsDocument2 pagesEN10225 Updates Steel StandardsVinoth Kumar PothuvudaiNo ratings yet
- Din 1681-GS 60Document9 pagesDin 1681-GS 60Vishnu AgawaneNo ratings yet
- Australian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsDocument7 pagesAustralian/New Zealand Standard: Tolerances For Flat-Rolled Steel ProductsZohaib Rafiq0% (1)
- PDFDocument15 pagesPDFkumarkk1969No ratings yet
- Fracture Testing According EN 9017Document3 pagesFracture Testing According EN 9017Anil100% (1)
- EN 288-3xDocument38 pagesEN 288-3xSyah Reza Maulana0% (1)
- ISO 9606-1 Cor1-2012Document1 pageISO 9606-1 Cor1-2012Flaah92No ratings yet
- Definition of Steel Products: British Standard Bs en 10079:2007Document48 pagesDefinition of Steel Products: British Standard Bs en 10079:2007Syed Shoaib RazaNo ratings yet
- BS en 1562-1997Document10 pagesBS en 1562-1997Srinivasan KrishnamoorthyNo ratings yet
- BS en 1708-3-12Document22 pagesBS en 1708-3-12gaso99No ratings yet
- BS 1503-1989Document35 pagesBS 1503-1989Олег СоловьевNo ratings yet
- WM 0977 01Document276 pagesWM 0977 01Sun SunNo ratings yet
- Iso 15614-13Document24 pagesIso 15614-13Marija IvanovskaNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesSyed Furqan Rehmani0% (2)
- AWS A4.4 Standard Procedure For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux CoveringDocument33 pagesAWS A4.4 Standard Procedure For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux CoveringJairo ContrerasNo ratings yet
- Flange Face Surface FinishDocument2 pagesFlange Face Surface FinishJoel Ashley D'SouzaNo ratings yet
- CSWIP Welder Training: SymbolsDocument52 pagesCSWIP Welder Training: SymbolsBUDAPESNo ratings yet
- En 10139Document2 pagesEn 10139releone11No ratings yet
- ArcelorMittal DOMSpecsDocument12 pagesArcelorMittal DOMSpecsAnurag DixitNo ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- Iso 23277-2006 PDFDocument8 pagesIso 23277-2006 PDFAtim SahidNo ratings yet
- Fillet Welded JointsDocument5 pagesFillet Welded Jointsbipete69No ratings yet
- EN ISO 15614 2005 Part 2 Arc Welding of Aluminum and Its Alloys PDFDocument36 pagesEN ISO 15614 2005 Part 2 Arc Welding of Aluminum and Its Alloys PDFmaguenhoyos100% (3)
- BS en Iso 9013 - 2003Document4 pagesBS en Iso 9013 - 2003OteloElMoroNo ratings yet
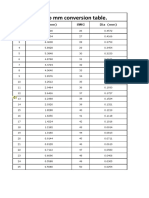
- SWG To MM Chart PDFDocument1 pageSWG To MM Chart PDFSundara Moorthy100% (1)
- ISO TS 20273 (2017), Preporuke Za Kvalitetu Zvara U Vezi Sa Dinamičnim ČvrstočomDocument54 pagesISO TS 20273 (2017), Preporuke Za Kvalitetu Zvara U Vezi Sa Dinamičnim ČvrstočomMarija IvanovskaNo ratings yet
- BS en 14399-5-2015Document14 pagesBS en 14399-5-2015WeldedSpliceNo ratings yet
- ISO 1579-1 (Part Only)Document5 pagesISO 1579-1 (Part Only)sn200709100% (1)
- ISO 15614 3 2008 Part 3 Fusion Welding of Non Alloyed and Low Alloyed Cast IronsDocument24 pagesISO 15614 3 2008 Part 3 Fusion Welding of Non Alloyed and Low Alloyed Cast IronsErick OlavarriaNo ratings yet
- BS en 00570-1995 (1999)Document14 pagesBS en 00570-1995 (1999)Олег СоловьевNo ratings yet
- Cold-Rolled Low Carbon Steel Flat Products For Vitreous EnaDocument24 pagesCold-Rolled Low Carbon Steel Flat Products For Vitreous Enanandi_scrNo ratings yet
- BS en 10108-2004 - (2016-06-12 - 11-06-25 Am) PDFDocument14 pagesBS en 10108-2004 - (2016-06-12 - 11-06-25 Am) PDFXiangShiNo ratings yet
- En 10025 PDFDocument35 pagesEn 10025 PDFAbdelali88% (8)
- BS en 12072-2000 Welding Consumables - Wire Electrodes, Wires and Rods For Arc Welding of Stainless and Heat-Resisting Steels - ClassificationDocument12 pagesBS en 12072-2000 Welding Consumables - Wire Electrodes, Wires and Rods For Arc Welding of Stainless and Heat-Resisting Steels - Classificationnikidragon4uNo ratings yet
- BS en 12420 (1999)Document40 pagesBS en 12420 (1999)cejotafual67% (3)
- DIN-EN1676 - Aluminium Ingots For Remelting Spec PDFDocument11 pagesDIN-EN1676 - Aluminium Ingots For Remelting Spec PDFGuru SamyNo ratings yet
- BS en 19-2002 - Industrial Valves. Marking of Metallic ValvesDocument14 pagesBS en 19-2002 - Industrial Valves. Marking of Metallic Valvesnikolicjelena100% (1)
- Plastic AnalysisDocument1 pagePlastic AnalysisdilrangiNo ratings yet
- Astm G84Document7 pagesAstm G84dilrangiNo ratings yet
- Plastic AnalysisDocument1 pagePlastic AnalysisdilrangiNo ratings yet
- Shukur-Mehran Paper PDFDocument10 pagesShukur-Mehran Paper PDFdilrangiNo ratings yet
- Is 808-1989 Steel TableDocument24 pagesIs 808-1989 Steel TableAtul Kumar Engineer86% (28)
- Introduction To Surface Roughness MeasurementDocument24 pagesIntroduction To Surface Roughness Measurementdilrangi100% (1)
- Two Pile GroupDocument12 pagesTwo Pile GroupJammy KingNo ratings yet
- Res2000 2Document130 pagesRes2000 2Subodh ChaturvediNo ratings yet
- ICSECM - 2017 - Research PaperDocument6 pagesICSECM - 2017 - Research PaperdilrangiNo ratings yet
- Guide to Protecting Steel from CorrosionDocument17 pagesGuide to Protecting Steel from CorrosiondilrangiNo ratings yet
- Recent Topics On Steel Bridge Engineering in JapanDocument13 pagesRecent Topics On Steel Bridge Engineering in JapandilrangiNo ratings yet
- Is 800:2007Document150 pagesIs 800:2007crajtry100% (2)
- Astm D 3276 PDFDocument62 pagesAstm D 3276 PDFJose Luis CT100% (3)
- Australian StandardDocument21 pagesAustralian StandarddilrangiNo ratings yet
- Australian Standard: Metal Finishing - Preparation and Pretreatment of Surfaces Part 0: Method Selection GuideDocument17 pagesAustralian Standard: Metal Finishing - Preparation and Pretreatment of Surfaces Part 0: Method Selection GuidedilrangiNo ratings yet
- Surface Inspection Methods For Detection of Stress Corrosion Cracking in Austenitic & Duplex Stainless SteelDocument5 pagesSurface Inspection Methods For Detection of Stress Corrosion Cracking in Austenitic & Duplex Stainless Steelandrew_yeap_2No ratings yet
- Fracture and Failure - Abaqus PDFDocument36 pagesFracture and Failure - Abaqus PDFdilrangiNo ratings yet
- Uncertainties in Fatigue Crack Growth MeasurementsDocument25 pagesUncertainties in Fatigue Crack Growth MeasurementsdilrangiNo ratings yet
- Australian StandardDocument21 pagesAustralian StandarddilrangiNo ratings yet
- NDE Technologies For Detection and Characterization of CorrosionDocument8 pagesNDE Technologies For Detection and Characterization of CorrosiondilrangiNo ratings yet
- Corrosion Detection Devices PDFDocument10 pagesCorrosion Detection Devices PDFdilrangiNo ratings yet
- Steel Strengthening - ElyasDocument61 pagesSteel Strengthening - ElyasdilrangiNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Effects of Column Creep and Shrinkage in Tall StructuresDocument3 pagesEffects of Column Creep and Shrinkage in Tall StructuresMagellan ChiritescuNo ratings yet
- WVU Research PDFDocument63 pagesWVU Research PDFdilrangiNo ratings yet
- CIP35 - Testing Compressive Strength of ConcreteDocument2 pagesCIP35 - Testing Compressive Strength of ConcreteGerardo BeckerNo ratings yet
- EM 1110-2-2002 - Evaluation and Repair of Concrete Structures 1Document185 pagesEM 1110-2-2002 - Evaluation and Repair of Concrete Structures 1PDHLibraryNo ratings yet
- ASTM G1 Standard PracticeDocument8 pagesASTM G1 Standard PracticeHeri SusantoNo ratings yet
- Essential Tips For Independent Contractors and ConsultantsDocument14 pagesEssential Tips For Independent Contractors and ConsultantsAna Rusu100% (1)
- Calculation Method of Punching ShearDocument2 pagesCalculation Method of Punching SheardilrangiNo ratings yet
- Pu 0027618Document4 pagesPu 0027618Anonymous DjTnqWXUNo ratings yet
- 2015 Methods and Strategies For The Synthesis of Diverse Nanoparticles EXCELENTEDocument77 pages2015 Methods and Strategies For The Synthesis of Diverse Nanoparticles EXCELENTERAFAEL ANTHONY SANCHEZ COLLQUENo ratings yet
- Water Filtration: MaterialsDocument3 pagesWater Filtration: MaterialsGwyneth Pearl Javier100% (1)
- Shop Inspection and Test Plan for FRP Water TroughDocument29 pagesShop Inspection and Test Plan for FRP Water TroughEljo AndsNo ratings yet
- Optimizing The Life of Ore Passes in A Deep-Level Gold MineDocument6 pagesOptimizing The Life of Ore Passes in A Deep-Level Gold MineMotlatjo RakgothoNo ratings yet
- H2 & Seal Oil SysDocument33 pagesH2 & Seal Oil Syssanmukha100% (1)
- HSU-7-9-12-14-18-22 HaerDocument93 pagesHSU-7-9-12-14-18-22 Haerprotek506No ratings yet
- Indice Perfil Del SelloDocument34 pagesIndice Perfil Del Sellojuanchis650No ratings yet
- Concrete Mix Design As Per IS CodeDocument11 pagesConcrete Mix Design As Per IS CodeRavikant YadavNo ratings yet
- 10666EDocument10 pages10666EAS Baizidi67% (3)
- ScribdDocument1 pageScribdsarthak tripathiNo ratings yet
- Din Handbook 402Document4 pagesDin Handbook 402fivehours5No ratings yet
- Chapter Four Layout Planning 4-1-IntroductionDocument21 pagesChapter Four Layout Planning 4-1-IntroductionChandra JayaNo ratings yet
- For Guidance For Guidance For Guidance For Guidance: Australasian HFG Standard Components WTPL Water Treatment Plant RoomDocument1 pageFor Guidance For Guidance For Guidance For Guidance: Australasian HFG Standard Components WTPL Water Treatment Plant Roommorton1472No ratings yet
- C-9 Fender SystemDocument31 pagesC-9 Fender Systemanupbhansali2004No ratings yet
- Photocatalysis of WaterDocument27 pagesPhotocatalysis of Waterarunbalaji86No ratings yet
- McNeilus Mixer Blue Book Parts Catalog08Document106 pagesMcNeilus Mixer Blue Book Parts Catalog08Marcel Baque100% (1)
- Accessory DrivesDocument2 pagesAccessory Drivesbassumudhol100% (1)
- Republic Act 9003Document17 pagesRepublic Act 9003Elijah FelipeNo ratings yet
- Sangio Aquaflow HDPE Brochure 12 PageDocument12 pagesSangio Aquaflow HDPE Brochure 12 PageMohammed sabatin100% (1)
- General Catalogue 2012Document342 pagesGeneral Catalogue 2012ehab8320014413100% (1)
- Periodic test plan for unattended machinery spacesDocument7 pagesPeriodic test plan for unattended machinery spacesValera MarahovskiyNo ratings yet
- Table 4 Shows The Information of Three Chemical CellsDocument2 pagesTable 4 Shows The Information of Three Chemical CellsIzz KhawarizmiNo ratings yet
- ECBC Version June 2009 (All Changed Text)Document95 pagesECBC Version June 2009 (All Changed Text)Kumar BiplabNo ratings yet
- Lichioiu IDocument6 pagesLichioiu ICristina MaierNo ratings yet
- Welding & Hotwork Safety-JackieDocument43 pagesWelding & Hotwork Safety-JackieNinia GannabanNo ratings yet
- Giz Split Ac HC Conversion GuideDocument50 pagesGiz Split Ac HC Conversion GuideEmmanuel Zr Dela Cruz100% (1)
- Diesel Injector FailureDocument19 pagesDiesel Injector FailureWayne Mcmeekan100% (2)
- Product Brochure Kennedy Guardian k81d K81a and K81am 3b54a01cDocument1 pageProduct Brochure Kennedy Guardian k81d K81a and K81am 3b54a01cAmjed HNo ratings yet
- Transformer BrochureDocument20 pagesTransformer BrochureJ Naveen KumarNo ratings yet