You might also like
- Dl8000 Preset ControllerDocument74 pagesDl8000 Preset ControllerFIRMANSYAHNo ratings yet
- G3600 Install and Initial Start-Up Procedure PDFDocument32 pagesG3600 Install and Initial Start-Up Procedure PDFHazem RamdanNo ratings yet
- Steam Turbines Control Back Pressure CondensingDocument9 pagesSteam Turbines Control Back Pressure CondensingK TalaviyaNo ratings yet
- Dfs (FD-FS) : High Pressure Duplex Steam Pump Air - Steam - Gas DrivenDocument2 pagesDfs (FD-FS) : High Pressure Duplex Steam Pump Air - Steam - Gas DrivenMaria Julieta Calderon OrtizNo ratings yet
- Wauksha Inspeccion Multiple AdmisionDocument2 pagesWauksha Inspeccion Multiple AdmisionLenin Marcel Fajardo AlmeidaNo ratings yet
- C7012A, C, E, F, G Solid State Purple Peeper® Ultraviolet Flame DetectorsDocument20 pagesC7012A, C, E, F, G Solid State Purple Peeper® Ultraviolet Flame DetectorsMauricio GuanellaNo ratings yet
- Gobernador TG WoodwardDocument62 pagesGobernador TG WoodwardAlejandro SomaNo ratings yet
- PM296 ManualDocument77 pagesPM296 ManualrajakprashantNo ratings yet
- G3612 Schesematic RENR5911!01!01-ALLDocument2 pagesG3612 Schesematic RENR5911!01!01-ALLAnonymous eii2XsNo ratings yet
- Winac RTX 2010 Manual En-UsDocument296 pagesWinac RTX 2010 Manual En-UsManuel Gonzálvez GarcíaNo ratings yet
- 505 - Control AssistantDocument37 pages505 - Control AssistantHammad AshrafNo ratings yet
- Instruction Manual 854 Density OptionDocument20 pagesInstruction Manual 854 Density OptionThái NgọcNo ratings yet
- 5B. - Steam Turbine Control - Petrotech PDFDocument4 pages5B. - Steam Turbine Control - Petrotech PDFJaviStg1100% (1)
- 3500BBDocument156 pages3500BBAna María AcostaNo ratings yet
- b9. Instrumentation - Murphy Vs2 Shock-Vibration ControlDocument24 pagesb9. Instrumentation - Murphy Vs2 Shock-Vibration ControlNicolii RamonNo ratings yet
- General InformationDocument2 pagesGeneral InformationHugo CiprianiNo ratings yet
- Entech ControlsDocument12 pagesEntech Controlsmanmohansingh1999No ratings yet
- S7-300 and S7-200 Comm. Via Profibus DPDocument9 pagesS7-300 and S7-200 Comm. Via Profibus DPHeza AjaNo ratings yet
- Manual HaydenDocument179 pagesManual Haydenelperrote3No ratings yet
- Protect Your Power Plant With Continuous Security.: SPPA-T3000 R8.2Document8 pagesProtect Your Power Plant With Continuous Security.: SPPA-T3000 R8.2Melchor VasquezNo ratings yet
- 05 Oil Level Indicator-TaijinDocument5 pages05 Oil Level Indicator-TaijinKatherine SmithNo ratings yet
- 3BDD011811-510 C en 800xa 5.1 Rev D For Freelance OperationDocument116 pages3BDD011811-510 C en 800xa 5.1 Rev D For Freelance Operationlgrome73No ratings yet
- Gas Piping Installation FactorsDocument11 pagesGas Piping Installation FactorsZeshanNo ratings yet
- PG Dial Governor Back Pressure Controller: Operation ManualDocument12 pagesPG Dial Governor Back Pressure Controller: Operation ManualrNo ratings yet
- 2005 RSNetWorx For Devicenet TutorialDocument73 pages2005 RSNetWorx For Devicenet TutorialSolange Antonio CarlosNo ratings yet
- FlenderTechnical HandbookDocument79 pagesFlenderTechnical HandbookTom TamponNo ratings yet
- Altronic EPC-110/120 Air-Fuel Controller Operating ManualDocument55 pagesAltronic EPC-110/120 Air-Fuel Controller Operating Manualfrancis_mouille_iiNo ratings yet
- 2301A Electronic Load Sharing and Speed Control: Product Manual 82389 (Revision P)Document50 pages2301A Electronic Load Sharing and Speed Control: Product Manual 82389 (Revision P)Harold Jose Medrano MoralesNo ratings yet
- Proflo Lubricator Monitor Sets Alarm for No FlowDocument10 pagesProflo Lubricator Monitor Sets Alarm for No FlowJeff LNo ratings yet
- 750-198 VFD 3 2016Document68 pages750-198 VFD 3 2016fauzi endraNo ratings yet
- Woodward 723 Skeldon Final PDFDocument10 pagesWoodward 723 Skeldon Final PDFAmiyaNo ratings yet
- VHP SeriesDocument8 pagesVHP SeriesReider AmundarayNo ratings yet
- 1 - Compressors and Surge Control Rev0 - C - S5VDocument103 pages1 - Compressors and Surge Control Rev0 - C - S5VDev0009100% (1)
- Operation & Maintenance ManualDocument82 pagesOperation & Maintenance ManualSuvek KumarNo ratings yet
- Manual Caja Lufkin NF2019DDocument46 pagesManual Caja Lufkin NF2019DLuis Romero100% (1)
- Instruction Manual Floboss 407 Roc 407h Flow Manager en 133836Document160 pagesInstruction Manual Floboss 407 Roc 407h Flow Manager en 133836cris1515No ratings yet
- 2300 Series ManualDocument24 pages2300 Series ManualJuprayNo ratings yet
- Allied Telesyn at 9424t SPDocument738 pagesAllied Telesyn at 9424t SPykatiuska100% (2)
- Antidote IEEE 11073-20601 Library Developers GuideDocument23 pagesAntidote IEEE 11073-20601 Library Developers Guidekeyz182No ratings yet
- Alpha Industries 1500 3000 1000 700Document30 pagesAlpha Industries 1500 3000 1000 700Brandy JenningsNo ratings yet
- VVDED302023 Altistart 48 Modbus ProtocolDocument61 pagesVVDED302023 Altistart 48 Modbus ProtocoledevaldwilsonNo ratings yet
- Cyberbase-OPM-Stand Alone Monitors4Document16 pagesCyberbase-OPM-Stand Alone Monitors4alexanderNo ratings yet
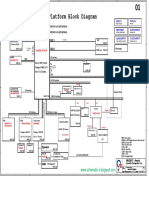
- Quanta Y07 Da0y07mbaf1 Rev 1a (HP Chromebook 11 g4 Ee)Document40 pagesQuanta Y07 Da0y07mbaf1 Rev 1a (HP Chromebook 11 g4 Ee)Abu NavisaNo ratings yet
- Series Four 12 Cylinder With ESM & Extender Series Parts CatalogDocument1 pageSeries Four 12 Cylinder With ESM & Extender Series Parts CatalogLei LiNo ratings yet
- MicrocorTools 4 4-5-100156 Rev JDocument104 pagesMicrocorTools 4 4-5-100156 Rev JEdgar I RamirezNo ratings yet
- Motor Saver PDFDocument88 pagesMotor Saver PDFManuelVargasRamirezNo ratings yet
- Manual de Aplicacion CompletoDocument78 pagesManual de Aplicacion CompletoDomingo RuizNo ratings yet
- Product Quick Guide July-December 2022 - CCTV Project Products - PreviewDocument252 pagesProduct Quick Guide July-December 2022 - CCTV Project Products - PreviewTuot BietNo ratings yet
- VLT 5000 Series Operating InstructionDocument192 pagesVLT 5000 Series Operating InstructionDraganBelosevacNo ratings yet
- Instructions 95-8581: Inspector Monitor Software For Use With Det-Tronics X-Series Flame DetectorsDocument19 pagesInstructions 95-8581: Inspector Monitor Software For Use With Det-Tronics X-Series Flame DetectorsRoberto HernandezNo ratings yet
- Function Block To Control Mm4 Via Profibus DP Docu v3 2 enDocument12 pagesFunction Block To Control Mm4 Via Profibus DP Docu v3 2 enxisamNo ratings yet
- 2013-03 (P) - Revision A - Evinrude E-TEC 40-300 High Pressure Fuel Pump Kits PDFDocument1 page2013-03 (P) - Revision A - Evinrude E-TEC 40-300 High Pressure Fuel Pump Kits PDFElvin HernándezNo ratings yet
- Det Tronics Eqp Safety System Software s3 GraphicsDocument327 pagesDet Tronics Eqp Safety System Software s3 GraphicsNestor German Pissoni100% (1)
- Quincy 106 y 108Document45 pagesQuincy 106 y 108nelsonp12No ratings yet
- 750 - DragDocument2 pages750 - DragEan7731451No ratings yet
- Deep Sea Electronics: DSEP100 Configuration Suite PC Software ManualDocument30 pagesDeep Sea Electronics: DSEP100 Configuration Suite PC Software ManualalexanderNo ratings yet
- Teco Westinghouse - Cooling Pump - O&M ManualDocument35 pagesTeco Westinghouse - Cooling Pump - O&M ManualJonalou ArominNo ratings yet
- Weg EngDocument5 pagesWeg EngnemanjaigNo ratings yet
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- AEAV AEGV Aluminum Frame MotorDocument4 pagesAEAV AEGV Aluminum Frame MotorSuvek KumarNo ratings yet
- IE4 Super Premium Efficiency Motor SpecsDocument6 pagesIE4 Super Premium Efficiency Motor SpecsEdi CarnediNo ratings yet
- AESV Catalogue Final PDFDocument32 pagesAESV Catalogue Final PDFSuvek KumarNo ratings yet
- Brochure Advantage Plus IEEE Ready 06 06Document10 pagesBrochure Advantage Plus IEEE Ready 06 06Suvek KumarNo ratings yet
- AC Induction Motor FundamentalsDocument24 pagesAC Induction Motor Fundamentalsrohtahir100% (3)
- AESV Catalogue Final PDFDocument32 pagesAESV Catalogue Final PDFSuvek KumarNo ratings yet
- Catalogue HVDocument12 pagesCatalogue HVSuvek KumarNo ratings yet
- Flameproof Motor From TECODocument22 pagesFlameproof Motor From TECOSuvek KumarNo ratings yet
- AESV Catalogue FinalDocument32 pagesAESV Catalogue FinalSuvek KumarNo ratings yet
- Operation & Maintenance ManualDocument82 pagesOperation & Maintenance ManualSuvek KumarNo ratings yet
- Motor Thermal ModelDocument15 pagesMotor Thermal ModelnagarajasarmaNo ratings yet
- Brochure Advantage Plus IEEE 841-11-12Document2 pagesBrochure Advantage Plus IEEE 841-11-12Suvek KumarNo ratings yet
- IT S80Soft Starter User ManualDocument92 pagesIT S80Soft Starter User ManualSuvek KumarNo ratings yet
- Design of Induction MotorDocument10 pagesDesign of Induction MotorSuvek KumarNo ratings yet
- Aeeane PDFDocument12 pagesAeeane PDFTauseef EjazNo ratings yet
- AC Induction Motor FundamentalsDocument24 pagesAC Induction Motor Fundamentalsrohtahir100% (3)
- Bharat Bijlee Motor CatalogueDocument36 pagesBharat Bijlee Motor CatalogueNitin DuttNo ratings yet
- Shaft Root Cause Shaft FailureDocument14 pagesShaft Root Cause Shaft FailureSuvek Kumar100% (2)
- 3300 Proximity Transducer System: DescriptionDocument18 pages3300 Proximity Transducer System: DescriptionSuvek KumarNo ratings yet
- HazLoc PresentationDocument55 pagesHazLoc PresentationSuvek KumarNo ratings yet
- Stepper Motor CatalogueDocument28 pagesStepper Motor CatalogueSuvek KumarNo ratings yet
- UL Certification For Flameproof MotorsDocument4 pagesUL Certification For Flameproof MotorsSuvek KumarNo ratings yet
- Predictivo Segun La NASADocument35 pagesPredictivo Segun La NASAedgargarciaNo ratings yet
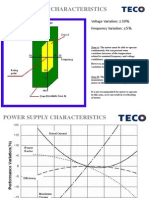
- Technical Notes On Voltage and Frequency Variation TecoDocument2 pagesTechnical Notes On Voltage and Frequency Variation TecoSuvek KumarNo ratings yet
- Hazardous Areas ClassificationDocument1 pageHazardous Areas ClassificationSuvek KumarNo ratings yet
- PAM MotorDocument12 pagesPAM Motordebasishmee5808No ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- PMSM Motor Control ThesisDocument52 pagesPMSM Motor Control ThesisLoyel RoseNo ratings yet
- 2발전기특성Model DataSheets PDFDocument181 pages2발전기특성Model DataSheets PDFJeziel JuárezNo ratings yet
- Design of Three Phase Induction Motor Using Mat Lab ProgrammingDocument6 pagesDesign of Three Phase Induction Motor Using Mat Lab ProgrammingEditor IJRITCCNo ratings yet
- Vacuum Pumps FeaturesDocument2 pagesVacuum Pumps FeaturesManan VadherNo ratings yet
- Electrical Engineering PDFDocument31 pagesElectrical Engineering PDFRajat PratapNo ratings yet
- Compact Centrifuge for Small SamplesDocument2 pagesCompact Centrifuge for Small Samplesdustnbones2No ratings yet
- Electric Fan: Consumer ElectronicsDocument53 pagesElectric Fan: Consumer ElectronicsBerlin AlcaydeNo ratings yet
- James Hendershot, IEEE Life Fellow Electric Motor Design & Manufacturing ExpertDocument8 pagesJames Hendershot, IEEE Life Fellow Electric Motor Design & Manufacturing ExpertsHORT SHORTNo ratings yet
- ONGC - An OverviewDocument42 pagesONGC - An Overviewashish_patwalNo ratings yet
- Brushed DC Electric Motor - WikipediaDocument63 pagesBrushed DC Electric Motor - WikipediaKISHORE PERUMALLANo ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument7 pagesIndustrial Diesel Generator Set: Standby Power RatingJavier SilvaNo ratings yet
- A General Approach of Space and Time Harmonics Interactions in Induction MotorsDocument3 pagesA General Approach of Space and Time Harmonics Interactions in Induction MotorsSudip MondalNo ratings yet
- 18EE55Document6 pages18EE551MV20EE017 Chaithra kmNo ratings yet
- Course Out-LineDocument24 pagesCourse Out-LinemandeNo ratings yet
- Cruz 2005Document9 pagesCruz 2005AndréNo ratings yet
- Wound Rotor Induction MachineDocument33 pagesWound Rotor Induction MachineRoger IlachoqueNo ratings yet
- Choudhary2019 PDFDocument4 pagesChoudhary2019 PDFAnimesh PatraNo ratings yet
- Unit IiDocument27 pagesUnit IiThomas NigilNo ratings yet
- EE213 Applied Electrical Engineering Course OverviewDocument18 pagesEE213 Applied Electrical Engineering Course OverviewElbert VonVerimNo ratings yet
- BN 3500-50 Maintenance ManualDocument108 pagesBN 3500-50 Maintenance Manualsomucdm6023100% (1)
- Ikp Eden MachineriesDocument6 pagesIkp Eden MachineriesBhuvanaNo ratings yet
- Technical Data & Curves For BFP Motor (MDL#BPL-027) - R3 - Cat A Approved DTD 16.03.2011Document12 pagesTechnical Data & Curves For BFP Motor (MDL#BPL-027) - R3 - Cat A Approved DTD 16.03.2011Bijaya Kumar MohantyNo ratings yet
- Powerpak HandbookDocument0 pagesPowerpak HandbookPehr HedströmNo ratings yet
- Warranty Failure Code ManualDocument63 pagesWarranty Failure Code ManualSpectrumRaijin100% (1)
- 120 TOP SINGLE PHASE INDUCTION MOTORS Multiple Choice Questions Electrical Engineering Multiple Choice QuestionsDocument36 pages120 TOP SINGLE PHASE INDUCTION MOTORS Multiple Choice Questions Electrical Engineering Multiple Choice QuestionsRaju Ranjan50% (2)
- EDL21000 ServicioDocument34 pagesEDL21000 ServicioنهمياسباريراNo ratings yet
- How To Synchronize Generators On A ShipDocument115 pagesHow To Synchronize Generators On A Shipandriea03100% (1)
- UCI274HDocument8 pagesUCI274H3efooNo ratings yet
- EE-260 : Electrical Machines Lecture#16Document23 pagesEE-260 : Electrical Machines Lecture#16Shafaq TauqirNo ratings yet