You might also like
- Lectura de Planos de Instalaciones ElectricasDocument45 pagesLectura de Planos de Instalaciones ElectricasFiunsiThuZhiklloFiunsiNo ratings yet
- Producción de Arrabio y Procesó de AceraciónDocument17 pagesProducción de Arrabio y Procesó de AceraciónJuan Jose Montero60% (5)
- Clasificación de Los Aceros AleadosDocument14 pagesClasificación de Los Aceros AleadosLeiKer CastroNo ratings yet
- Procesos de AceraciónDocument11 pagesProcesos de AceraciónMrk Cntrrs75% (4)
- Encuadernaciòn J. Corderoy (BOOKBINDING FOR BEGINNERS)Document60 pagesEncuadernaciòn J. Corderoy (BOOKBINDING FOR BEGINNERS)MimaSweets94% (18)
- Colada Continua PDFDocument3 pagesColada Continua PDFJulio & Alejandra proyecto integradorNo ratings yet
- Tecnología de MaterialesDocument90 pagesTecnología de MaterialesLuis Efraín Farfán Suárez100% (1)
- Reciclaje de ResiduosDocument30 pagesReciclaje de ResiduosheavyvectorNo ratings yet
- Constituyentes Microscópicos de Los AcerosDocument5 pagesConstituyentes Microscópicos de Los AcerosMarcoNo ratings yet
- Introducción Acero 11-5 (Autoguardado)Document15 pagesIntroducción Acero 11-5 (Autoguardado)Jorge SilvaNo ratings yet
- Alto-Horno y Sus PartesDocument12 pagesAlto-Horno y Sus PartesAbimael FigueroaNo ratings yet
- Resumen Tratamientos TérmicosDocument8 pagesResumen Tratamientos TérmicosJudas Toledo CotaNo ratings yet
- Revenido Del Acero PDFDocument10 pagesRevenido Del Acero PDFWalter MoralesNo ratings yet
- Diagrama Hierro-CarbonoDocument33 pagesDiagrama Hierro-CarbonoPatricio Jauriat75% (4)
- Diagrama Hierro-CarbonoDocument10 pagesDiagrama Hierro-CarbonoGiuliano CapassoNo ratings yet
- Moldeo en Arena VerdeDocument7 pagesMoldeo en Arena VerdeSophie Laura PortilloNo ratings yet
- Mecanismos de EndurecimientoDocument7 pagesMecanismos de EndurecimientoMatías CórdovaNo ratings yet
- Medios de EnfriamientoDocument21 pagesMedios de EnfriamientoJavier SaNzhez GaRcia100% (1)
- Horno de Arco EléctricoDocument5 pagesHorno de Arco EléctricoRayluz ValdezNo ratings yet
- Determinacion de Tamaño de GranoDocument6 pagesDeterminacion de Tamaño de GranoJose Luis Diaz Ruiz100% (2)
- Proceso de Obtención Del AceroDocument7 pagesProceso de Obtención Del AceroDiego Pilicita EscobarNo ratings yet
- Produccion de ArrabioDocument10 pagesProduccion de Arrabiodavidm_143100% (1)
- Proceso de AceracionDocument47 pagesProceso de AceracionCarlos Barrera HernandezNo ratings yet
- CementacionDocument12 pagesCementacionLUIS ANGEL MAX AGUILAR RAMIREZNo ratings yet
- Copia de 3.4 Proceso de AceraciónDocument14 pagesCopia de 3.4 Proceso de AceraciónJose Adolfo Solis Duque100% (1)
- Hornos de RefinacionDocument3 pagesHornos de RefinacionManzano Lopez Leonel50% (2)
- 05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinDocument10 pages05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinChristian Huerta SolanoNo ratings yet
- Clasificacion y Selección de Aceros 4Document13 pagesClasificacion y Selección de Aceros 4Candido Alberto Almeida HerreraNo ratings yet
- Produccion de Arrabio y Proceso de AceracionDocument17 pagesProduccion de Arrabio y Proceso de AceracionRamiro O CFNo ratings yet
- Equipo 3 - Unidad 4 (4.3) Clasificación y Selección de Aceros Por Su Grado de DesoxidacionDocument10 pagesEquipo 3 - Unidad 4 (4.3) Clasificación y Selección de Aceros Por Su Grado de DesoxidacionOmar GómeezNo ratings yet
- Constituyentes de Los AcerosDocument3 pagesConstituyentes de Los Acerosandresandres83660100% (1)
- Reducción DirectaDocument46 pagesReducción DirectamartincbaNo ratings yet
- Clasificación de Aceros Según Su Grado de DesoxidaciónDocument2 pagesClasificación de Aceros Según Su Grado de DesoxidaciónFrancisco Cota Cota50% (2)
- Produccion y TratamientoDocument5 pagesProduccion y TratamientoKevin Casanova MartínezNo ratings yet
- Cálculos de Carga para Aleaciones de AluminioDocument5 pagesCálculos de Carga para Aleaciones de Aluminioputabida100% (1)
- Recocido Austenizacion Completa TerminadoDocument19 pagesRecocido Austenizacion Completa TerminadoDavid EscobarNo ratings yet
- Informe de Ensayo de ChispaDocument10 pagesInforme de Ensayo de ChispaJonathan Moraga MancillaNo ratings yet
- Horno BofDocument9 pagesHorno BofAngel Gutiérrez Rubio100% (1)
- Aleaciones Ferrosas y No FerrosasDocument7 pagesAleaciones Ferrosas y No FerrosasMeRcY LETHALcsNo ratings yet
- Fundicion en CoquillaDocument4 pagesFundicion en CoquillaPool Posada100% (1)
- Laboratorio 1 Tratamientos TermicosDocument12 pagesLaboratorio 1 Tratamientos TermicosGonzaloNo ratings yet
- Tratamientos térmicos aleaciones no ferrosasDocument17 pagesTratamientos térmicos aleaciones no ferrosasEmanuel RamirezNo ratings yet
- Informe Taller FundicionDocument6 pagesInforme Taller FundicionJosé Cuenca100% (1)
- Ensayo tracción determina propiedades materialesDocument2 pagesEnsayo tracción determina propiedades materialesgato7777777No ratings yet
- Informe 1 Recocido y Normalizado de AcerosDocument24 pagesInforme 1 Recocido y Normalizado de AcerosMiguel Arguz100% (1)
- Afino Del AceroDocument4 pagesAfino Del AceroBRN LSNo ratings yet
- 1.4 Procesos de AceracionDocument9 pages1.4 Procesos de AceracionSamuel Cervantes UtreraNo ratings yet
- Metalografía y Microestructuras de Cobre y Sus AleacionesDocument45 pagesMetalografía y Microestructuras de Cobre y Sus AleacionesJose Plasencia Briceño88% (8)
- Acero AISI 4140Document19 pagesAcero AISI 4140Antonio GuíaNo ratings yet
- Mecanismos de Endurecimiento Por DeformaciónDocument53 pagesMecanismos de Endurecimiento Por DeformaciónJr Colmenares50% (2)
- Proceso OBMDocument30 pagesProceso OBMJaime Francisco Lopez Rodriguez100% (3)
- Constituyentes MetalográficosDocument13 pagesConstituyentes MetalográficosNana GoyaNo ratings yet
- El Proceso CASDocument5 pagesEl Proceso CASYoshita MartinezNo ratings yet
- Revenido de aceros AISI 1045 y 1060Document19 pagesRevenido de aceros AISI 1045 y 1060Carolina LizaNo ratings yet
- Tratamientos Termoquímicos IntroducciónDocument12 pagesTratamientos Termoquímicos IntroducciónTonny PerezNo ratings yet
- Metodos de NodulizacionDocument10 pagesMetodos de NodulizacionDNo ratings yet
- Resumen de Norma ASTM A247Document2 pagesResumen de Norma ASTM A247arturolopez594No ratings yet
- Solidificación Ui Nucleación MalnDocument108 pagesSolidificación Ui Nucleación MalnMiguel Angel López Navarrete100% (1)
- Acero 1045 Zamudio FinalDocument26 pagesAcero 1045 Zamudio FinalMiguel Angel LòpezNo ratings yet
- Forjado de Un CincelDocument18 pagesForjado de Un CincelHumberto López Marín0% (1)
- Compuestos IntermetálicosDocument19 pagesCompuestos Intermetálicos'Iris Alessandra86% (7)
- Fabricación del acero en 40Document18 pagesFabricación del acero en 40dany contrerasNo ratings yet
- SiderurgiaDocument4 pagesSiderurgiaSergio Andrés Cortés LondoñoNo ratings yet
- Horno de Refinación SecundariaDocument17 pagesHorno de Refinación SecundariaLeon Ivan Urbina AlmendraNo ratings yet
- Dowfroth TM 250Document1 pageDowfroth TM 250erika CaceresNo ratings yet
- Capitulo V Auditores Internos SSODocument43 pagesCapitulo V Auditores Internos SSOHuaman TorresNo ratings yet
- Dowfroth TM 250Document1 pageDowfroth TM 250erika CaceresNo ratings yet
- BasurtoDocument296 pagesBasurtoCamilo Gonzalez DiazNo ratings yet
- Implementacion Sistema de Gestión de SSODocument4 pagesImplementacion Sistema de Gestión de SSOHuaman TorresNo ratings yet
- Capitulo Cambios Significativos OHSAS ISO 45001Document17 pagesCapitulo Cambios Significativos OHSAS ISO 45001Huaman TorresNo ratings yet
- Oshas 18001-2007Document18 pagesOshas 18001-2007Huaman TorresNo ratings yet
- C2 - Factores de ConversiónDocument2 pagesC2 - Factores de ConversiónHuaman TorresNo ratings yet
- Electro ObtenciónDocument9 pagesElectro ObtenciónJose Ignacio Salinas OjedaNo ratings yet
- Manejo de Objetos de Accion en Power Point PrarticaDocument3 pagesManejo de Objetos de Accion en Power Point PrarticaHuaman TorresNo ratings yet
- Buenaventura S.a-Proc. Metalurgicos (IV)Document27 pagesBuenaventura S.a-Proc. Metalurgicos (IV)Huaman TorresNo ratings yet
- Tesis Magister ElectroMetalurgia PDFDocument86 pagesTesis Magister ElectroMetalurgia PDFPancho Arancibia MoralesNo ratings yet
- Reacciones de Refinaciones Siderurgia IIDocument9 pagesReacciones de Refinaciones Siderurgia IIHuaman TorresNo ratings yet
- Aplicacion de Microscopia en Flotacion de MneralesDocument250 pagesAplicacion de Microscopia en Flotacion de MneralesGiancarlo Coloma100% (1)
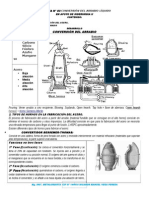
- Conversión Del ArrabioDocument21 pagesConversión Del ArrabioRusmers SolorzanoNo ratings yet
- LaurelDocument2 pagesLaurelManuel VanegasNo ratings yet
- Separata N - 02 Termodinámica y Cinetica Del Acero LíquidoDocument13 pagesSeparata N - 02 Termodinámica y Cinetica Del Acero LíquidoGeorgeChristopherBogovichGamarraNo ratings yet
- Electro ObtenciónDocument9 pagesElectro ObtenciónJose Ignacio Salinas OjedaNo ratings yet
- Separata N - 02 Termodinámica y Cinetica Del Acero LíquidoDocument13 pagesSeparata N - 02 Termodinámica y Cinetica Del Acero LíquidoGeorgeChristopherBogovichGamarraNo ratings yet
- Paper EwDocument8 pagesPaper EwJose Luis Quispe JaimeNo ratings yet
- Metalurgia Secundaria y TerciariDocument13 pagesMetalurgia Secundaria y TerciariRusmers SolorzanoNo ratings yet
- LaurelDocument2 pagesLaurelManuel VanegasNo ratings yet
- Ejercicios y actividades de repaso de tasas de interésDocument16 pagesEjercicios y actividades de repaso de tasas de interésPaola AcostaNo ratings yet
- Informe Final de Horno ReberberoDocument34 pagesInforme Final de Horno ReberberoHuaman Torres50% (2)
- Estrategia empresarial: dirección, tipos y procesoDocument20 pagesEstrategia empresarial: dirección, tipos y procesoOmar Roy CBNo ratings yet
- Estrategia empresarial: dirección, tipos y procesoDocument20 pagesEstrategia empresarial: dirección, tipos y procesoOmar Roy CBNo ratings yet
- Separata N - 04 2014 Principios de RefinaciónDocument13 pagesSeparata N - 04 2014 Principios de RefinaciónWilsonEnriqueCarhuatantaBonifacioNo ratings yet
- Desarrollo Practiva N°04Document3 pagesDesarrollo Practiva N°04Huaman Torres100% (1)
- 1°problemas de SiderDocument11 pages1°problemas de SiderHuaman TorresNo ratings yet
- Tema 17-Estampado en Frío de La Chapa - 3º Parte 2021Document15 pagesTema 17-Estampado en Frío de La Chapa - 3º Parte 2021Silvina RamosNo ratings yet
- Catalogo Lineas AereasDocument50 pagesCatalogo Lineas Aereaslagm54No ratings yet
- Reporte de Material de Eje IntermedioDocument15 pagesReporte de Material de Eje IntermedioAngel SantiagoNo ratings yet
- TDR-08UITs-6-Servicio de Mejoramiento Del Acabado de Ladrillo Pastelero en Azoteas Del SENCICO - Sede San BorjaDocument8 pagesTDR-08UITs-6-Servicio de Mejoramiento Del Acabado de Ladrillo Pastelero en Azoteas Del SENCICO - Sede San BorjaJamie Augusto Gálvez AlvaradoNo ratings yet
- Articulo de La Moringa FinalDocument16 pagesArticulo de La Moringa FinalYadith mendozaNo ratings yet
- Pre Informe Diseño PrótesisDocument13 pagesPre Informe Diseño PrótesisDiana LondoñoNo ratings yet
- Catalogo 1400 OKDocument32 pagesCatalogo 1400 OKFrancisco Javier López Carbajal100% (2)
- Pliego de Especificaciones Técnicas Cielorraso DesmontableDocument15 pagesPliego de Especificaciones Técnicas Cielorraso DesmontableSilvana MellaNo ratings yet
- Powermax 125Document2 pagesPowermax 125Julio Vega AngelesNo ratings yet
- Prueba rápida de alcohol por salivaDocument3 pagesPrueba rápida de alcohol por salivaAngel Bueno OchoaNo ratings yet
- Procesos de coquización y viscorreducciónDocument20 pagesProcesos de coquización y viscorreducciónBrendaNo ratings yet
- Manual de Diseño para Construcciones Energéticamente Eficientes en El TropicoDocument60 pagesManual de Diseño para Construcciones Energéticamente Eficientes en El TropicoAlexx EstupiñanNo ratings yet
- Bent On It ADocument7 pagesBent On It ADiego Horacio CrespoNo ratings yet
- Articulo Habilidades MetalinguisticaDocument19 pagesArticulo Habilidades MetalinguisticaKiyo NathNo ratings yet
- Origen vientosDocument5 pagesOrigen vientosRicardo ChiuNo ratings yet
- Productos ConstruccionDocument63 pagesProductos Construccionjosnoel gomezNo ratings yet
- Manual instalación autoclaveDocument32 pagesManual instalación autoclaveDaniel F. Guerrero P.67% (3)
- Cálculo de ductos de aire acondicionadoDocument56 pagesCálculo de ductos de aire acondicionadoalfredo rubioNo ratings yet
- Los Materiales CerámicosDocument9 pagesLos Materiales Cerámicosjuan mejiaNo ratings yet
- Analisis Caso 5120-04-15275 Jessica MartinezDocument29 pagesAnalisis Caso 5120-04-15275 Jessica MartinezYamilet MartinezNo ratings yet
- Sin TítuloDocument44 pagesSin TítuloMohammedNo ratings yet
- Materiales Adhesivos PDFDocument5 pagesMateriales Adhesivos PDFDiegoEspinNo ratings yet
- Las BobinasDocument8 pagesLas BobinasGabriel MorilloNo ratings yet
- Proyecto Planta LácteosDocument78 pagesProyecto Planta LácteosRocío Riveros100% (1)
- Impacto Ambiental EjemploDocument73 pagesImpacto Ambiental EjemploEdgar TorresNo ratings yet
- Reporte T1 Seleccion de MaterialDocument5 pagesReporte T1 Seleccion de MaterialEduardo Ventura HernandezNo ratings yet