You might also like
- JLG Ilustrated Parts Manual - Model 45HADocument286 pagesJLG Ilustrated Parts Manual - Model 45HAsmashmastersNo ratings yet
- Pneumatic Leak Testing Procedure for Reinforcement PadsDocument4 pagesPneumatic Leak Testing Procedure for Reinforcement PadsHansel Francis100% (5)
- Weld Defect Wall Chart Guide for Pressure Vessels, Piping, Tanks and BoilersDocument1 pageWeld Defect Wall Chart Guide for Pressure Vessels, Piping, Tanks and BoilersRafiqKuNo ratings yet
- Process Flange Bolt Tightening ProcedureDocument13 pagesProcess Flange Bolt Tightening Proceduresudeesh kumarNo ratings yet
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingaamirtec301100% (2)
- Flange ManagementDocument95 pagesFlange ManagementVictor Biacolo100% (2)
- Erection Quality ChecklistsDocument22 pagesErection Quality ChecklistsdaxNo ratings yet
- Torque values for ICP flange insulation gasketsDocument2 pagesTorque values for ICP flange insulation gasketsYasser MahmoudNo ratings yet
- Flange Calculation Sheet..Document2 pagesFlange Calculation Sheet..nguyenquoc198850% (2)
- ASME Flange Bolt Torque ProcedureDocument13 pagesASME Flange Bolt Torque ProcedureHomer Silva100% (6)
- Saep 351 PDFDocument11 pagesSaep 351 PDFCherukunnon Jubu100% (1)
- List EemuaDocument2 pagesList EemuaRafiqKuNo ratings yet
- VISION TEST RECORDDocument1 pageVISION TEST RECORDRafiqKuNo ratings yet
- Mbr300 Man Ing Rv04Document42 pagesMbr300 Man Ing Rv04Bhavin Doshi100% (1)
- 1472636232Document48 pages1472636232Mushini Nagabhushan33% (3)
- STS Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSTS Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- 801-2350 Bolt Torque ProcedureDocument11 pages801-2350 Bolt Torque Proceduremerlin111225540% (5)
- Repair welding procedure table of contentsDocument5 pagesRepair welding procedure table of contentsmohd as shahiddin jafriNo ratings yet
- Anchor Bolt Tightening ReportDocument2 pagesAnchor Bolt Tightening Reporttrey100% (1)
- Pipelines Welding HandbookDocument64 pagesPipelines Welding HandbookSixto GerardoNo ratings yet
- Bolt Torque ProcedureDocument5 pagesBolt Torque Procedurezeids100% (5)
- BOLT TORQUING, GASKET INSTALLATION AND VERIFICATION Rev.00 PDFDocument26 pagesBOLT TORQUING, GASKET INSTALLATION AND VERIFICATION Rev.00 PDFFlorante NoblezaNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- Hastelloy C-276 WeldingDocument4 pagesHastelloy C-276 WeldingClaudia MmsNo ratings yet
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Document9 pagesJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- Bolt Tightening ProcedureDocument11 pagesBolt Tightening ProcedureAdeoye Ogunlami100% (2)
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNo ratings yet
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointsprabu prasadNo ratings yet
- Weldolet and Sockolet ImpDocument20 pagesWeldolet and Sockolet ImphahrqlNo ratings yet
- Flange Joint Bolt Tightening ProcedureDocument37 pagesFlange Joint Bolt Tightening ProcedureAdiguna Dhana91% (11)
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- Flange Management ProcedureDocument22 pagesFlange Management ProcedureDarrel Espino AranasNo ratings yet
- Post Weld Head Treament Piping-ProcedureDocument12 pagesPost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- Estimate of Welding Rod Consumption - Piping StudyDocument3 pagesEstimate of Welding Rod Consumption - Piping Studysaroat moongwattanaNo ratings yet
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocument23 pages014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNo ratings yet
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- Flange Installation ProceduresDocument3 pagesFlange Installation Proceduresgplese0100% (1)
- Flange Hydraulic Torque Tightening Procedure PDFDocument18 pagesFlange Hydraulic Torque Tightening Procedure PDFInzi100% (2)
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- Flange Bolt Tightening ProcedureDocument5 pagesFlange Bolt Tightening ProcedureArya100% (1)
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsNo ratings yet
- Electrode selection guide for welding carbon and alloy steelsDocument1 pageElectrode selection guide for welding carbon and alloy steelsRachel ThompsonNo ratings yet
- Assembling Flanged Joints Procedure1Document34 pagesAssembling Flanged Joints Procedure1Ndomadu100% (3)
- Torque Wrench Tightening Torque CalculationDocument2 pagesTorque Wrench Tightening Torque CalculationAlupole_AlbertLim100% (1)
- WPS and PQR ChecklistDocument2 pagesWPS and PQR Checklistshabbir626No ratings yet
- KochDocument181 pagesKochRichard FelipNo ratings yet
- Flange Management GuideDocument8 pagesFlange Management GuidekeronsNo ratings yet
- API Flange Bolting Torque ChartDocument8 pagesAPI Flange Bolting Torque ChartCristian Alfredo OyarzunNo ratings yet
- 04 Weld Joint NumberingDocument3 pages04 Weld Joint NumberingAkhilesh KumarNo ratings yet
- Nozzle Installation Qualification RequirementsDocument3 pagesNozzle Installation Qualification RequirementsLiu Yangtze100% (1)
- Material Standard for Flanges and FittingsDocument73 pagesMaterial Standard for Flanges and FittingsBoban Stanojlović100% (2)
- Welding Advanced Chromium Alloys for High-Temperature ServiceDocument5 pagesWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- TransCanada Flange Bolt ProceduresDocument11 pagesTransCanada Flange Bolt Proceduresjerrymcfly0% (1)
- Flang ManegmentDocument12 pagesFlang ManegmentYasser Abd El Fattah100% (1)
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Chicksan Inspection ProcedureDocument9 pagesChicksan Inspection ProcedureBanu Stefan Adrian100% (7)
- 11.1 ScaffoldingDocument16 pages11.1 Scaffoldingsofya100% (3)
- Service Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8Document8 pagesService Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8GutsavoNo ratings yet
- TSB1503G 9 P 1Document18 pagesTSB1503G 9 P 1kk_pammu_915176926No ratings yet
- Tool installs tiedown strapsDocument9 pagesTool installs tiedown strapshobbyaNo ratings yet
- Instructions For The Digitrip RMS 310 3-Pole and 4-PoleDocument20 pagesInstructions For The Digitrip RMS 310 3-Pole and 4-Polepayolin77No ratings yet
- 9g V 09 PaintingDocument15 pages9g V 09 Paintingdiuska13100% (1)
- SM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualDocument20 pagesSM 226 Rev 0 Apex Steel Cord Vulcanised Splicing ManualIshi BashiNo ratings yet
- 1MRK504017-UEN en Installation and Commissioning Manual RET 521 2.3Document67 pages1MRK504017-UEN en Installation and Commissioning Manual RET 521 2.3haichau199No ratings yet
- Mechanical Seal Installation GuideDocument12 pagesMechanical Seal Installation GuideEdgar CanelasNo ratings yet
- SAEP-351 Bolted Flange Joint AssemblyDocument12 pagesSAEP-351 Bolted Flange Joint AssemblyBebin Mathew75% (8)
- BurnerLogix Training Slides PDFDocument65 pagesBurnerLogix Training Slides PDFRafiqKuNo ratings yet
- Effects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelDocument7 pagesEffects of Post Weld Heat Treatment (PWHT) Temperature On Mechanical Properties of Weld Metals For High-Cr Ferritic Heat-Resistant SteelShanmuga NavaneethanNo ratings yet
- Application For Registration As An Inspector of WorksDocument3 pagesApplication For Registration As An Inspector of WorksINSTECH ConsultingNo ratings yet
- Ve jkj127 PDFDocument1 pageVe jkj127 PDFRafiqKuNo ratings yet
- Payroll Process Flow & Requirements For Payment ProcessDocument3 pagesPayroll Process Flow & Requirements For Payment ProcessRafiqKuNo ratings yet
- Professional Certificate CSWIP 3.1 Welding InspectorDocument7 pagesProfessional Certificate CSWIP 3.1 Welding InspectorRafiqKuNo ratings yet
- InSight II Training SlidesDocument34 pagesInSight II Training SlidesRafiqKuNo ratings yet
- Ball Valve Seat MaterialDocument1 pageBall Valve Seat MaterialupdyneNo ratings yet
- Photography Report Project Engineering ServicesDocument1 pagePhotography Report Project Engineering ServicesRafiqKuNo ratings yet
- Radial Projection PDFDocument1 pageRadial Projection PDFRafiqKuNo ratings yet
- Sitechecklist CWFDocument10 pagesSitechecklist CWFjesycubanNo ratings yet
- Cr-Mo Steel Vessel Repair ConsiderationsDocument7 pagesCr-Mo Steel Vessel Repair Considerationsromanosky11No ratings yet
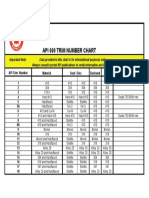
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- Project & Engineering Services Department: Pipe Installation During NGCT Lead Lag Configuration ProjectDocument1 pageProject & Engineering Services Department: Pipe Installation During NGCT Lead Lag Configuration ProjectRafiqKuNo ratings yet
- Lampiran PengimpalDocument3 pagesLampiran PengimpalRafiqKuNo ratings yet
- List AWSDocument14 pagesList AWSRafiqKuNo ratings yet
- SpectableBlinds Catalog SingleBlindsSpacers PDFDocument10 pagesSpectableBlinds Catalog SingleBlindsSpacers PDFicetesterNo ratings yet
- ASME Part UW Requirements Pressure Vessels WeldingDocument18 pagesASME Part UW Requirements Pressure Vessels WeldingRafiqKuNo ratings yet
- List AWSDocument14 pagesList AWSRafiqKuNo ratings yet
- Steel PDFDocument29 pagesSteel PDFLakhwant Singh KhalsaNo ratings yet
- List ANSIDocument27 pagesList ANSIRafiqKuNo ratings yet
- Ve jkj127 PDFDocument1 pageVe jkj127 PDFRafiqKuNo ratings yet
- Amerlock 400Document3 pagesAmerlock 400RafiqKuNo ratings yet
- ANSI ASME FLANGE SPECIFICATIONSDocument8 pagesANSI ASME FLANGE SPECIFICATIONSAndres Nicolas Bouvier100% (1)
- A 860Document7 pagesA 860Cherukunnon JubuNo ratings yet
- C 21029Document2 pagesC 21029RafiqKuNo ratings yet
- TorqSeal Test ProcedureDocument2 pagesTorqSeal Test ProcedureRafiqKuNo ratings yet
- 567 Technical Data Sheet PDFDocument4 pages567 Technical Data Sheet PDFmark antoNo ratings yet
- SMC Needle ValvesDocument104 pagesSMC Needle Valvesmrbhala3124100% (1)
- FT900 Parts ManualDocument12 pagesFT900 Parts ManualANDFRESDFSDFSNo ratings yet
- Ts Ls Manual PDFDocument12 pagesTs Ls Manual PDFmlamhangNo ratings yet
- Bolt PretensionDocument2 pagesBolt PretensionjordanykNo ratings yet
- Walinga - 7816D-Blower Repair and MaintenanceDocument28 pagesWalinga - 7816D-Blower Repair and MaintenanceGiri DanuartoNo ratings yet
- Manual Bauer.Document114 pagesManual Bauer.Alvarez RSNo ratings yet
- D14 Workshop Manual J. Torque Wrench Settings.Document1 pageD14 Workshop Manual J. Torque Wrench Settings.aakk75No ratings yet
- Steel News & Notes: Ion Orchard ProjectDocument16 pagesSteel News & Notes: Ion Orchard ProjectTrung Trần BảoNo ratings yet
- RailLok Clip BG15 - 2016-06 Rev0Document2 pagesRailLok Clip BG15 - 2016-06 Rev0Galbadrakh BaasandorjNo ratings yet
- The Operation ManualDocument29 pagesThe Operation ManualAdhiartha PrihanantoNo ratings yet
- Repair Instruction: PrecautionDocument14 pagesRepair Instruction: PrecautionastaorNo ratings yet
- Steel FrameDocument16 pagesSteel FrameFernando DomeniconiNo ratings yet
- Manual Ventiladores Munters - mfs36-52Document39 pagesManual Ventiladores Munters - mfs36-52Laerte César Di DomenicoNo ratings yet
- Bobcat 751Document312 pagesBobcat 751Adrian N100% (1)
- Manual de Abre Puertas LevadizasDocument76 pagesManual de Abre Puertas LevadizasRoxana BLNo ratings yet
- Mounting and Project Planning - Mounting Instructions V4 I400001GBDocument36 pagesMounting and Project Planning - Mounting Instructions V4 I400001GBFulki Kautsar SNo ratings yet
- FERNO 35A Users' ManualDocument30 pagesFERNO 35A Users' ManualMattNo ratings yet
- Tr05!09!1e Vibration Dampers For 220 KV and 400 KV Oh Lines Revision 3Document27 pagesTr05!09!1e Vibration Dampers For 220 KV and 400 KV Oh Lines Revision 3Agus Nur SetiawanNo ratings yet
- E20100617739 - 1 Removal Tool For F.inj - ValveDocument13 pagesE20100617739 - 1 Removal Tool For F.inj - ValveIvanciu Ionut-FabianNo ratings yet
- Fire Control Frontrest Instructions PDFDocument4 pagesFire Control Frontrest Instructions PDFNoemiJusticiaNo ratings yet
- Installation and dismantling instructions for SISTOMAT-P diaphragm valvesDocument1 pageInstallation and dismantling instructions for SISTOMAT-P diaphragm valvesEric LarrondoNo ratings yet
- 27012446-MIMO Stadium Antenna DatasheetDocument3 pages27012446-MIMO Stadium Antenna DatasheetСергей МирошниченкоNo ratings yet
- Automotive Servicing Tools GuideDocument9 pagesAutomotive Servicing Tools GuideAmor Bayawa0% (2)
- MY18 GIANT CONTACT SWITCH SEATPOST Maintenance GuideDocument13 pagesMY18 GIANT CONTACT SWITCH SEATPOST Maintenance GuideAnand sNo ratings yet
- Rollix Special Bearings and Slewing Rings for Global Export MarketsDocument182 pagesRollix Special Bearings and Slewing Rings for Global Export MarketsEduardo Rateike100% (1)
- Hyundai Elantra 1.6 Rear Suspension1Document16 pagesHyundai Elantra 1.6 Rear Suspension1MANUALES2000CLNo ratings yet