You might also like
- 1 Upfc ContentsDocument4 pages1 Upfc ContentsRafat ThongNo ratings yet
- Concept of Power ElectronicsDocument23 pagesConcept of Power ElectronicsMuttoju VaishnaviNo ratings yet
- TQM Implementation in ToyotaDocument15 pagesTQM Implementation in ToyotaSaikat GhoshNo ratings yet
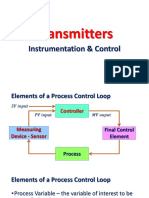
- TransmittersDocument40 pagesTransmittersSka dooshNo ratings yet
- A Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client InterestsDocument6 pagesA Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client Interestsemmanuel799No ratings yet
- Joongang Catalogue (tiếng Anh 2011)Document2 pagesJoongang Catalogue (tiếng Anh 2011)Phạm Hữu TâmNo ratings yet
- Strategy & Resource AllocationDocument11 pagesStrategy & Resource Allocationsubhash_92No ratings yet
- Flowserve Multiphase PumpsDocument8 pagesFlowserve Multiphase PumpsveronrazvyNo ratings yet
- Edison Mark I. PilobelloDocument6 pagesEdison Mark I. PilobelloZaidi ZakariaNo ratings yet
- PLC FundamentalsDocument42 pagesPLC Fundamentalsshivang patelNo ratings yet
- Data Acquisition Control SoftwareDocument79 pagesData Acquisition Control SoftwareHitesh PanigrahiNo ratings yet
- Nabeel Electrical Engineer.1Document3 pagesNabeel Electrical Engineer.1nabeelibrahim007No ratings yet
- Advances in Reactor Measurement and Control - McMillan - PrefaceDocument3 pagesAdvances in Reactor Measurement and Control - McMillan - PrefaceSaimon RintoNo ratings yet
- Variable Frequency DriveDocument8 pagesVariable Frequency DriveNAYEEM100% (1)
- Potato Chips Processing MachineDocument6 pagesPotato Chips Processing MachineDhruvil HapaniNo ratings yet
- Solar Water Purifier GuideDocument42 pagesSolar Water Purifier GuideAakash DindigulNo ratings yet
- Resume Vikas KhareDocument2 pagesResume Vikas KhareK Srinivasa RaoNo ratings yet
- Production Planning in The Clothing Industry:: Failing To Plan Is Planning To FailDocument5 pagesProduction Planning in The Clothing Industry:: Failing To Plan Is Planning To Failjatinder.kaler100% (2)
- NOSS 2013-Ind Automation Eng Supervision - L3 MC-091-3 2013 PDFDocument183 pagesNOSS 2013-Ind Automation Eng Supervision - L3 MC-091-3 2013 PDFMohamed Lotfi100% (2)
- Everything You Need to Know About PLCsDocument19 pagesEverything You Need to Know About PLCshemantkumarsheteNo ratings yet
- ENERGY EFFICIENCY OPPORTUNITIES IN INDUSTRIAL SYSTEMSDocument17 pagesENERGY EFFICIENCY OPPORTUNITIES IN INDUSTRIAL SYSTEMSMohankumar RajaNo ratings yet
- Industrial AutomationDocument21 pagesIndustrial Automationsanju245100% (1)
- Control System Analysis & Design by Frequency ResponseDocument38 pagesControl System Analysis & Design by Frequency ResponseDozdiNo ratings yet
- Director of Engineering or Engineering Manager or Program ManageDocument3 pagesDirector of Engineering or Engineering Manager or Program Manageapi-121405595No ratings yet
- 140358649-CCST Part10Document1 page140358649-CCST Part10CH1253No ratings yet
- GGFI INTRODUCTION PPT - Online Lectures 2Document11 pagesGGFI INTRODUCTION PPT - Online Lectures 2Gaurav KaushikNo ratings yet
- Variable Frequency Drive SelectionDocument6 pagesVariable Frequency Drive Selectionhasbi fadliNo ratings yet
- A Guide To Using Variable Speed Drives and Motors in Data Centers - Meeting Your CarbonDocument8 pagesA Guide To Using Variable Speed Drives and Motors in Data Centers - Meeting Your CarbonYashveer TakooryNo ratings yet
- 7 tank metal pre-treatment processDocument2 pages7 tank metal pre-treatment processtceterexNo ratings yet
- Cables and Tables: A Handy Reference GuideDocument51 pagesCables and Tables: A Handy Reference Guidenewton20100% (5)
- Chapter 4 - Advanced Programming TechniquesDocument3 pagesChapter 4 - Advanced Programming TechniquesRitesh SharmaNo ratings yet
- Statistical Modelling of Drying Characteristics of Unripe Plantain (Musa Paradisiaca) SlicesDocument10 pagesStatistical Modelling of Drying Characteristics of Unripe Plantain (Musa Paradisiaca) SlicesIJEMR JournalNo ratings yet
- Time and Motion StudyDocument25 pagesTime and Motion StudyWaqar DarNo ratings yet
- Lean Manufacturing Aplicada A La Industria FarmaceuticaDocument6 pagesLean Manufacturing Aplicada A La Industria FarmaceuticasudermanfitoNo ratings yet
- KAizenDocument12 pagesKAizenTarun SharmaNo ratings yet
- Flow ChartingDocument14 pagesFlow ChartingSeun BisiriyuNo ratings yet
- ResumeDocument3 pagesResumeVisalakshi Narayanan100% (1)
- Product Planning and ControlDocument13 pagesProduct Planning and ControlAshok ChowdaryNo ratings yet
- Assignment 3 - 174660920-145 - PomDocument10 pagesAssignment 3 - 174660920-145 - PomUMAR FAROOQNo ratings yet
- Product and Process MatrixDocument11 pagesProduct and Process Matrixmathurrohit198750% (2)
- Product Development PrinciplesDocument3 pagesProduct Development PrinciplesCollins OtienoNo ratings yet
- Production SystemDocument37 pagesProduction SystemSachin AnchalNo ratings yet
- Process Selection: Influence That Process Has On An OrganizationDocument8 pagesProcess Selection: Influence That Process Has On An OrganizationCarla Jamina IbeNo ratings yet
- Week 14 - EnGG 406 - Managing ProductionDocument54 pagesWeek 14 - EnGG 406 - Managing ProductionKATE SARAH MARANANNo ratings yet
- The Various Types of Production Systems and Their ImportanceDocument33 pagesThe Various Types of Production Systems and Their Importanceshweta_46664100% (2)
- TYPES OF MANUFACTURING SYSTEMSDocument6 pagesTYPES OF MANUFACTURING SYSTEMSMinoli LukshikaNo ratings yet
- FALLSEM2023-24 MEE2013 ETH VL2023240101818 2023-07-26 Reference-Material-IDocument21 pagesFALLSEM2023-24 MEE2013 ETH VL2023240101818 2023-07-26 Reference-Material-Ijayfulewar23No ratings yet
- Course Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDocument14 pagesCourse Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDantham ConpolwedsonNo ratings yet
- Process: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolsDocument77 pagesProcess: Types of Processes. Process Strategy in The Industry. Factors Affecting Process Design. ToolscalboozNo ratings yet
- Production Planning and ControlDocument13 pagesProduction Planning and ControlCrystal Joy Estrada Gallentes100% (1)
- Product Design ProcessDocument7 pagesProduct Design ProcessMau BautistaNo ratings yet
- Chapter FiveDocument28 pagesChapter FiveBahredin AbdellaNo ratings yet
- Materials and Manufacturing Processes (191001)Document5 pagesMaterials and Manufacturing Processes (191001)Atta ur rehman ManiNo ratings yet
- EMC 4512 Production SystemsDocument8 pagesEMC 4512 Production Systemsstephen mwendwaNo ratings yet
- Rapid Prototyping Notes PDFDocument38 pagesRapid Prototyping Notes PDFABHISHEK KUMARNo ratings yet
- Strategy & Process AnalysisDocument13 pagesStrategy & Process AnalysisGrishma BarotNo ratings yet
- 4.2 (New Product Development and Manufacturing Process)Document4 pages4.2 (New Product Development and Manufacturing Process)Anand MauryaNo ratings yet
- TQM-CHapter 6 ReviewerDocument4 pagesTQM-CHapter 6 ReviewerIris CastilloNo ratings yet
- production sysem and economics 2Document26 pagesproduction sysem and economics 2tfkthe46No ratings yet
- Midterm ReviewerDocument11 pagesMidterm ReviewerNikka VelascoNo ratings yet
- Nestle HRDocument9 pagesNestle HRSachinDominicNo ratings yet
- Tourism Entrepreneur Deep KalraDocument3 pagesTourism Entrepreneur Deep KalraSachinDominicNo ratings yet
- Questionnaire For Quality Management of Public TransportationDocument4 pagesQuestionnaire For Quality Management of Public TransportationSachinDominic100% (1)
- Procurement ProcessDocument14 pagesProcurement ProcessSachinDominic100% (1)
- Analysis Director's ReportDocument6 pagesAnalysis Director's ReportSachinDominicNo ratings yet
- Manufaturing Process Selection and DesignDocument20 pagesManufaturing Process Selection and DesignSachinDominicNo ratings yet
- Introduction To SamsungDocument29 pagesIntroduction To SamsungSachinDominicNo ratings yet
- SamsungDocument24 pagesSamsungSachinDominicNo ratings yet
- Kay Sunderland: Case AnalysisDocument14 pagesKay Sunderland: Case AnalysisSachinDominicNo ratings yet
- PC Based (Soft PLC) Industrial Automation: Submitted byDocument10 pagesPC Based (Soft PLC) Industrial Automation: Submitted byPrerith SubramanyaNo ratings yet
- Why Quadrotors for Autonomous Navigation and ApplicationsDocument11 pagesWhy Quadrotors for Autonomous Navigation and Applicationsjhonnyb909No ratings yet
- CAE Aero and Avi ProjectsDocument73 pagesCAE Aero and Avi ProjectsSabeeh SafdarNo ratings yet
- Warranty Field Services Review Final ReportDocument34 pagesWarranty Field Services Review Final ReportdoerameyNo ratings yet
- Control M Application IntegratorDocument2 pagesControl M Application IntegratorHowe LaiNo ratings yet
- MEPC.1-Circ.683 - Guidance For The Development of A Ship Energy Efficiency Management PlanDocument13 pagesMEPC.1-Circ.683 - Guidance For The Development of A Ship Energy Efficiency Management PlangetnarayanaprakashNo ratings yet
- YORK® 50 Ton To 65 Ton, YPAL Design Level F, Single Packaged Rooftop Units, Installation, Operation, and Maintenance ManualDocument164 pagesYORK® 50 Ton To 65 Ton, YPAL Design Level F, Single Packaged Rooftop Units, Installation, Operation, and Maintenance ManualMaqbool MNo ratings yet
- AADvance Comprehensive Training Manual (Rev 1.7 Oct 2012)Document296 pagesAADvance Comprehensive Training Manual (Rev 1.7 Oct 2012)sandystays100% (1)
- Rooftop Packaged Air Conditioners: - URTP 055-230 - URTP 280-460Document11 pagesRooftop Packaged Air Conditioners: - URTP 055-230 - URTP 280-460ayanNo ratings yet
- Illusive Networks Attack Detection System Solution Brochure March 2019Document2 pagesIllusive Networks Attack Detection System Solution Brochure March 2019Shahram SametNo ratings yet
- The Impact of 3D Printing On Global Supply ChainsDocument6 pagesThe Impact of 3D Printing On Global Supply ChainsRosaNo ratings yet
- Wireless Industrial Automation System Using PythonDocument5 pagesWireless Industrial Automation System Using PythonRoyce DsouzaNo ratings yet
- Final Projek 2 2023 (Telah Dibetulkan) .Document71 pagesFinal Projek 2 2023 (Telah Dibetulkan) .Faris SyafeeqNo ratings yet
- Actuators: Version 2 EE IIT, Kharagpur 1Document29 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Ermaksan Epl-PlasmaDocument19 pagesErmaksan Epl-PlasmaMurat KayaNo ratings yet
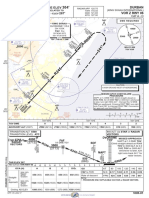
- Cat A - D: Aerodrome Elev 287' Instrument Approach ChartDocument1 pageCat A - D: Aerodrome Elev 287' Instrument Approach ChartSeyi WilliamsNo ratings yet
- Industrial Automation Using GSM: MBSG Lalitha, V Akshitha, Vs Vineeth K Soundara RajanDocument3 pagesIndustrial Automation Using GSM: MBSG Lalitha, V Akshitha, Vs Vineeth K Soundara RajanTanaka dzapasiNo ratings yet
- Analog Value Processing: High LevelDocument16 pagesAnalog Value Processing: High LevelMinh Chấp HuỳnhNo ratings yet
- Aec - Automated Fan Controller by ArduinoDocument9 pagesAec - Automated Fan Controller by Arduinodinesh rajendranNo ratings yet
- Omt1702 - Detailed SyllabusDocument1 pageOmt1702 - Detailed SyllabusBalakarthikeyan MNo ratings yet
- TAU D755 Control BoardDocument6 pagesTAU D755 Control BoardMohan RajNo ratings yet
- Creo Piping and Cabling Extension PDFDocument5 pagesCreo Piping and Cabling Extension PDFEr Ravindra JagdhaneNo ratings yet
- Basic Refrigeration 1Document29 pagesBasic Refrigeration 1Ibnu HanafiNo ratings yet
- MembersDocument79 pagesMembersErik HooverNo ratings yet
- The Cognitive Enterprise For HCM in Retail Powered by Ibm and Oracle - 46027146USENDocument29 pagesThe Cognitive Enterprise For HCM in Retail Powered by Ibm and Oracle - 46027146USENByte MeNo ratings yet
- 03 PlantPAx 5.0 Early Adopter Labs - PlantPAx 5.0Document134 pages03 PlantPAx 5.0 Early Adopter Labs - PlantPAx 5.0pisoy30392No ratings yet
- Scada - Psa - SGDocument54 pagesScada - Psa - SGaditya naniNo ratings yet
- Ebi R430Document42 pagesEbi R430Totto AlvesNo ratings yet
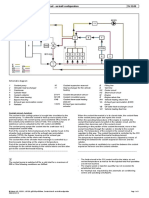
- Coolant Circuit - As-Built ConfigurationDocument1 pageCoolant Circuit - As-Built ConfigurationviethungNo ratings yet
- SE / Se: Single Equipment ControllerDocument2 pagesSE / Se: Single Equipment ControllerEssam MohamedNo ratings yet